Article ID: 1003-6326(2005)03-0485-06
Development and application of coupling model of aluminum thin-gauge high-speed casting
LIU Xiao-bo(������)1, MAO Da-heng(��)2, ZHONG Jue(�� ��)2
(1. College of Mechanical and Electronic Engineering,
Jiangxi University of Science and Technology, Ganzhou 341000, China;
2. School of Mechanical and Electrical Engineering,
Central South University, Changsha 410083, China)
Abstract: Based on the analyses of aluminum melt flow, solidification, heat transfer during the process of twin-roll casting, a coupling mathematical model of aluminum thin-gauge high-speed casting was developed, which included the casting roller shell. At the same time, Galerkin method was adopted to solve the coupling model. The fluid field and temperature field of aluminum melt in casting zone, the temperature field and thermal stress field of roller shells were simulated by the coupling model. When the casting velocity is 7m/min, and the thickness of strip is 2mm, the circumfluent area comes into being in the casting zone, and the mushy zone dominates the casting zone, while the temperature of melt decreases rapidly as it approaches the rollers. The temperature of the roller shell varies periodically with the rotation of roller, and reaches the highest temperature in the casting zone, while the temperature of roller shell decreases gradually as it leaves the casting zone. The difference of thermal stress between the inner surface and outer surface of the roller shell is very large, and the outer surface suffers tensile-compressive stress.
Key words: thin-gauge high-speed casting; flow field; temperature filed; stress field; coupling model CLC
number: TG29; TG33 Document code: A
1 INTRODUCTION
Aluminum twin-roll casting is a new process, which turns liquid aluminum into strip directly. It has been widely used for its outstanding advantages, such as simple process, low energy consumption, short production cycle, low cost and low investment. Especially aluminum thin-gauge high-speed casting, in which the velocity ranges from 6 to 12m/min, and the thickness of strip is 1-2mm, has become the leading technology of aluminum processing due to its multiple productivity compared with normal casting.
In the process of aluminum thin-gauge high-speed casting, the fluid flow and heat transfer are very complicated, due to the two zones (solid-phase and liquid-phase) existing during the process of casting. But for alloys, there also exists solid and liquid coexisting zone, which is also called mushy region. In the liquid zone, the melt flows coupling with heat transfer, that is called heat-flow coupling. In the solid and liquid coexisting zone, there is phase transformation. In the solid zone, there is thermal contact conduction between the melt and the surface of rollers, which results in hot deformation of rollers, while the hot deformation is restricted by casting solidification shell, which is called thermo-mechanical coupling. Therefore, to develop appropriate mathematical models to find out the disciplines of melt flow and heat transfer in casting zone is an economical and feasible way to optimize the parameters of casting process and get high quality strip.
At present, most of researches have been focused on the casting zone��s temperature field[1-4], heat-flow coupling[5-8], and thermo-mechanical coupling[9-11]. In these researches, it��s very difficult to determine the thermal contact resistance between roller surface and casting zone, because the temperature distribution influences the rolling pressure. While the rolling pressure influences the thermal contact resistance, which in turn influences the temperature distribution. As for the casting roller, most researches have been focused on the temperature field and hot deformation[12-14], which all neglect the constraint of casting solidification shell. In Ref.[15], the generalized fluid concept was introduced to develop the coupling model of casting zone and casting rollers of steel continuous casting. The model was used to find out the disciplines of fluid field and temperature field. In the present work, an aluminum thin-gauge high-speed casting coupling model based on the thermal-flow coupling and thermal-mechanical coupling will be developed to find out the disciplines of melt flow and heat transfer.
2 MATHEMATICAL MODEL
2.1 Governing equations
The width of tip in casting zone is almost the same as the length of rollers, and the side dam is made of adiabatic material. Therefore, the edge effect can be neglected and the problem can be simplified as 2-D(two-dimensional) model.
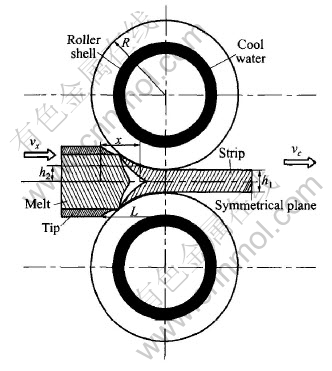
Fig.1 Schematic diagram of aluminum thin-gauge high-speed casting
Before developing model, the assumptions of melt in casting zone are made as follows.
1) The density of aluminum melt in liquid zone changes very little, and the aluminum melt at the inlet of liquid zone is quasi-laminar. The viscosity of melt increases at the interface of liquid zone and solid zone. Therefore, the aluminum melt flow in liquid phase is regarded as incompressible laminar.
2) The aluminum melt is Newtonian-fluid.
3) The thermal physical parameters of melt in casting zone are only determined by temperature.
4) The physical parameters of roller are constant.
5) The weight of aluminum melt in casting zone is negligible.
6) There is no relative slide between solidification-shells and rollers, and they contact tightly.
7) The roller is elastomer and no plastic deformation takes place.
8) The plastic deformation heat and friction heat in casting zone are negligible.
The aluminum melt in casting zone is regarded as generalized fluid. The characteristics of aluminum melt flow in casting zone are reflected with viscosity. The heat flow processes in the three zones are described with control equations of melt flow and heat transfer in liquid-phase.
Continuity equation:
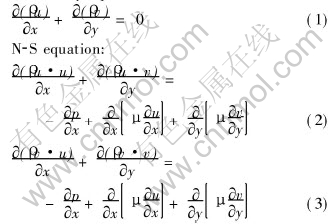
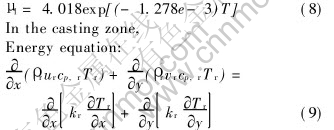
Energy equation:

Generalized viscosity of aluminum melt:

Thermal conductivity of aluminum melt:

Specific heat capacity of aluminum melt under constant pressure:

where fs is the fraction of metal solid phase, fl is the fraction of metal liquid phase.
fl=(T-Ts)/(Tl-Ts)
fs=(T-Tl)/(Ts-Tl)
The liquid phase viscosity of aluminum melt ��l was regressed by the experimental curve in Ref.[18]:
Being shearing stresses equivalent, the equilibrium equations are as following:

Geometry equation:
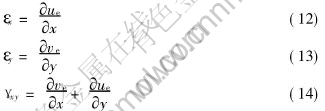
Physical equation:

2.2 Boundary conditions
The calculated zone is shown in Fig.2. The Cartesian coordinate and cylindrical coordinate are adopted in the present work, where Cartesian coordinate is global coordinate, and cylindrical coordinate is partial coordinate. The center of rollers is regarded as the origin points of the two coordinates. The boundary conditions are given by either of the two coordinates, which all depend on the geometric boundary conditions. The boundary conditions with partial coordinates are all converted by software to the corresponding conditions with global coordinates.
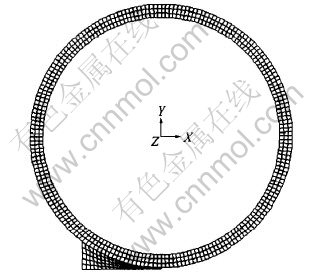
Fig.2 Division of model mesh in calculated zone
1) The inlet of casting zone:
2) The exit of casting zone:

3) The symmetrical plane:

4) The inner wall of roller shell:

5) The part of outer wall of roller shell which does not contact casting zone:

3 NUMERICAL SIMULATION
The Galerkin method was used to conduct the numerical simulation. The calculated zone was discreted into 8312 cells, 9120 nodes. The calculated cell was 4-nodes random-quadrilateral with same parameters. The melt flow solidification heat transfer was solved with direct coupling. The compound zone between casting zone and roller was calculated by integral. The parameters of materials are shown as follows.
Casting material: ��l=2.53��10-3Pa��s; ��s=1��105Pa��s; ��=2.55��103kg/m3; kl=234W/(m��K); ks=249W/(m��K); cp, l=1143J/(kg��K); cp, s=1101J/(kg��K); L=387��103J/kg; Tl=932K; Ts=888K.
Roller: ��r=7.8��103kg/m3; kr=361W/(m��K); cp, r=494J/(kg��K); Er=21��109N/m2; ��r=11.8��10-6K; ha=200W/(m2��K); hw=10000W/(m2��K).
The other required parameters: Dr=0.9m; H=0.002m; uz=0.117m/s; Hr=0.04m; Tw=298K; Ta=300K; T0=958K; ue, ve are shown in Table 5-3-5 in Ref.[19].
4 RESULTS AND DISCUSSION
4.1 Flow field and temperature field in casting zone
The velocity vector diagram of aluminum of melt in casting zone is shown in Fig.3. The results of calculated flow field indicate that the circumfluent area comes into being in the casting zone. The temperature and component of aluminum in the casting zone become more uniform for the agitater by the annular flowing, which is helpful for grain refinement and getting casting strip with high-quality.

Fig.3 Velocity vector diagram of aluminum melt flow in casting zone
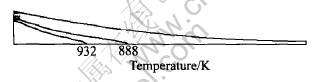
Fig.4 Temperature contour diagram of aluminum melt in casing zone
The temperature contour diagram of aluminum melt is shown in Fig.4. The figure shows the shape and location of melt in liquid zone, mushy zone, casting zone clearly, and the mushy zone dominates the casting zone. At the same time, it indicates that the temperature of aluminum melt increases quickly when it leaves the roller. It is because that the aluminum melt in casting zone contacting roll is with high gradient temperature variation heat transfer, which results in the temperature of casting strip decreasing quickly from the center to the interface. It contributes to fining the grain and improving the quality of casting strip.
4.2 Temperature field and thermal stress field of roller
The temperature contours of roller shell are shown in Fig.5. The calculated temperature field indicates that the temperature of roller shell at any point undergoes cycling change as it rotates. The temperature in casting zone is the highest. As it leaves the casting zone, the temperature of melt decreases gradually. When it comes to the front of casting zone 6mm, the temperature decreases to the lowest point, as it approaches the casting inlet, the temperature increases apparently. After coming into the casting zone, the temperature come to the vertex, 670.1K, and then the next cy-cle. The temperature of inner roller shell changes very little along circumference, the vertex is 308K, the minimum is 305K.
Fig.5 Temperature contour diagram of roller shell
The equivalent thermal stress contour diagram is shown in Fig.6. The thermal stress field indicates that, the difference of thermal stress between inner and outer surface of roller shell is very large and the maximum thermal stress in outer surface is 256MPa. It is due to the temperature of casting strip with high temperature gradient after the roll contact casting strip, which results in the roller in contacting zone with high temperature, and then results in expansion deformation of roller. But the expansion is restrained by the solidification shell of strip, which results in huge stress. The stress of inner surface is almost uniform, about 1MPa, which is due to uniform temperature of inner wall by cooling water.
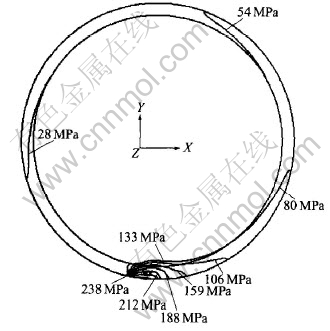
Fig.6 Equivalent thermal stress contour diagram of roller shell
The change of thermal stress of roller shell in one cycle is shown in Fig.7. The positive figures denote compressive stress and the negative figures denotes tensile stress. Whether in x or y direction, the compressive and tensile stress appear alternatively, which indicates that the roller is subject to alternative stress, i.e. tensile and compressive stress, which results in thermal fatigue of roller under the alternative stress.
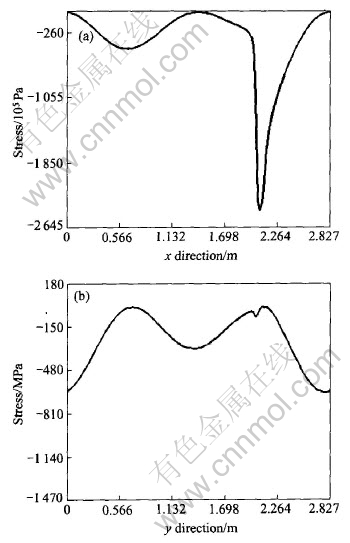
Fig.7 Thermal stress curve of roller shell on outer surface
5 CONCLUSIONS
1) On the basis of the analyses of flow, solidification and heat transfer, a 2-D aluminum thin-gauge high-speed casting mathematical model including rollers was developed based on heat-flow coupling and heat-mechanical coupling in the present work, and the disciplines of flow, solidification and heat transfer in the process of casting were found out by numerical simulation, which provides theoretical bases to command and optimize the aluminum thin-gauge high-speed casting technics parameters.
2) When the casting velocity is at 7m/min, and the thickness of strip is 2mm, it is found that the circumfluent area comes into being in the casting zone, and the mushy zone dominates the casting zone, the temperature of aluminum melt decreases rapidly when it approaches the rollers. The temperature and component of aluminum in the casting zone become more uniform for the agitater by the circumfluent, which is helpful for grain refinement and getting casting slab with high-quality.
3) When the casting velocity is 7m/min, and the thickness of strip is 2mm, it is found that the temperature of arbitrary point in outer surface of roller shell changes periodically as the roller rotates. In the casting zone, the roller shell��s temperature reaches its peak. While as it leaves the casting zone, the temperature decreases gradually. The temperature of roller shell in circumference changes very little, while the difference of thermal stress between inner and outer roller surface is very large, and the outer surface is subject to alternative compressive-tensile stress.
Nomenclature
u��Velocity vector in x direction, m/s;
v��Velocity vector in y direction, m/s;
p��Melt pressure, Pa;
T��Melt temperature, K;
Ts��Solid melt temperature, K;
Tl��Liquid melt temperature, K;
�̡�Generalized viscosity, Pa��s;
��l��Generalized viscosity in liquid zone,
Pa��s;
��s��Generalized viscosity in solid zone,
Pa��s;
�ѡ�Melt density, kg/m3;
k��Thermal conductivity of melt,
W/(m��K);
ks��Thermal conductivity in solid zone,
W/(m��K);
kl��Thermal conductivity in liquid zone,
W/(m��K);
cp��Specific heat capacity of aluminum melt under constant pressure, J/(kg��K);
cp, s��Specific heat capacity in solid zone,
J/(kg��K);
cp, l��Specific heat capacity in liquid zone,
J/(kg��K);
L��Latent heat of solidification, J/kg;
ur��Velocity vector of roller shell in x direction; m/s;
vr��Velocity vector of roller shell in y direction, m/s;
Tr��Temperature of roller shell, K;
Tw��Temperature of cooling water, K;
Ta��Temperature of atmosphere, K;
kr��Thermal conductivity of roller shell,
W/(m��K);
cp, r��Specific heat capacity of roller shell under constant pressure, J/(kg��K);
��r��Density of roller shell, kg/m3;
hr��Water cooling heat exchanging coefficient of the inner walls of roller shell,
W/(m2��K);
ha��Integrated heat-exchanging coefficient of the outer walls of roller shell,
W/(m2��K);
��x��Normal stress in x direction, Pa;
��y��Normal stress in y direction, Pa;
��xy, ��yx��Shear stress, Pa;
��x��Linear strain in x direction;
��y��Linear strain in y direction;
��xy��Shear strain of roller shell;
ue��Deformation displacement of roller shell in x direction, m;
ve��Deformation displacement of roller shell in y direction, m;
Er��Elastic modulus of roller shell, GPa;
��r��Linear expansion coefficient of roller shell, K-1;
��r��Poisson ratio;
uz��Rolling velocity, m/s;
T0��Temperature of inlet melt, K;
Dr��Diameter of roller, m;
H��Thickness of roller blank, m;
Hr��Thickness of roller, m.
REFERENCES
[1]Bagashaw M J, Hunt J D. A steady state model for roll casting[A]. Light Metals[C]. Las Vegas, 1986. 915-921.
[2]SI Rong, CUI Xiao-chao. Numerical simulation for solidification of aluminum strip in continuous casting and rolling process[J]. The Chinese Journal of Nonferrous Metals, 1996, 6(2): 129-133. (in Chinese)
[3]LI Xiao-qian, HU Shi-cheng, XIAO Wen-feng. Numerical simulation for contact thermal resistance and temperature distribution of aluminum strip in casting zone during fast roll casting [J]. Heavy Machinery, 1999, 3: 34-37. (in Chinese)
[4]GAO Zhi, XIAO Gang, ZHOU Ya-jun. et al. The numerical analysis of roller-board system temperature field during aluminum cast-rolling process[J]. Natural Science Journal of Xiangtan University, 2000, 22(4): 37-40. (in Chinese)
[5]Chang J G, Weng C I. Numerical modeling of twin-roll casting by the coupled fluid flow and heat transfer model[J]. Int J for Num Methods in Engineering, 1997, 40: 493-509.
[6]Gupta M, Cook D P, Sahai Y. Strip casting of aluminum using twin roll casters[A]. Light Metals[C]. San Diego, 1999. 925-930.
[7]SUN Bin-yu, ZHONG Hong. Momental model during casting rolling process[J]. Trans Nonferrous Met Soc China, 2002, 12(5): 213-218.
[8]Sarioglu K, Thevoz P. Simulation of solidification process used in twin roll casting[A]. Light Metals[C]. San Diego, 2003. 747-751.
[9]Jarry P, Toitot D, Menet P Y. Thermo-mechanical modeling of 3C roll casting of alloys[A]. Light Metals[C]. San Diego, 1996. 905-911.
[10]ZHU Zhi-hua, XIAO Wen-feng, LI Xiao-qian, et al. Study on modeling and simulating of thermo-mechanical coupling in roll-casting process [J]. Chinese Journal of Mechanical Engineering, 2002, 38(7): 153-158. (in Chinese)
[11]HU Shi-cheng, LI Xiao-qian, ZHU Zhi-hua. Thermal-dynamic coupling model and numerical simulating In roll-casting process[J]. Shanghai Nonferrous Metals, 2000, 24(40): 161-164. (in Chinese)
[12]MA Xi-liang. Continuous Casting of Aluminum Strip[M]. Changsha: Central South University of Technology Press, 1992. (in Chinese)
[13]XIONG Yong-gang, MAO Ming-zhi, ZANG Tie-gang. Simulation and test research of temperature field and thermal crown for super-thin high-speed mills roll[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(3): 485-488. (in Chinese)
[14]ZHAN Li-hua, LI Xiao-qian, HU Shi-cheng. Simulation for the temperature distribution of the roller under the condition of periodic thermal shock[J]. Light Alloy Fabrication Technology, 2001, 29(12): 17-20. (in Chinese)
[15]JIN Zhu-mei, HE Ji-cheng, DI Hong-shuang. The application of generalized fluid concept in flow and heat transfer analysis model of continuous casting[J]. Chinese Journal of Computational Physics, 1999, 16(4): 409-413. (in Chinese)
[16]QIU Zhu-xian. Physical Chemistry of Aluminum Metallurgy[M]. Beijing: Metallurgical Industry Press, 1981. (in Chinese)
[17]LIU Xiao-bo, CHEN Li-an. Flow state analysis of aluminium melt in nozzle cavity[J]. Hunan Nonferrous Metals, 2001, 17(5): 12-14. (in Chinese)
[18]Iida T, Guthrie R I L. The Properties of Liquid Metals[M]. Oxford: Claredow Press, 1993.
[19]TAN Huai-liang. The Interface Element Method of Temperature Field and Thermal Deformation About Material Composite Casting-roll and Its Study on Visual Simulation [D]. Changsha: Central South University, 2001. (in Chinese)
(Edited by YUAN Sai-qian)
Foundation item: Project(G1999064106) supported by the National Basic Research Program of China; Project(02081) supported by The Key Science and Technology Research Project of State Education Ministry of China; Project(0250020) supported by the Natural Science Foundation of Jiangxi Province, China
Received date: 2004-10-08; Accepted date: 2005-01-18
Correspondence: LIU Xiao-bo, Professor, PhD; Tel: +86-797-8312062; E-mail: liuxb2000@sina.com

