
DOI�� 10.11817/j.issn.1672-7207.2020.02.021
ȫβɰ-�ֹ��ϸ������ڿ�ѹǿ��Ӱ����ɼ��̻�����
������1, 2,������1, 2,���ǽ�1, 2,�ź�ʤ1, 2,ARMELLE Belibi2,����Ԩ3
��1. �����Ƽ���ѧ ������ɽ��Ч�����밲ȫ�������ص�ʵ���ң�������100083��
2. �����Ƽ���ѧ ��ľ����Դ����ѧԺ��������100083��
3. ���Źɷ�����˾������ �����737100��
ժҪ:��ij��βɰ����ʯ����ĥɰΪʵ����ϣ������������ʵ�鷽�����о���������������ˮ�������β�DZ�(ȫβɰ����ʯ�Ͱ�ĥɰ������)�����ͼ������Գ��������ڿ�ѹǿ�ȵ�Ӱ����ɡ���ʵ�����ݽ�����ά������ӻ������Ͷ�Ԫ�����Իع������������ʵ�����Ը���̽����ܵĻ������з������о����������ˮ��������������������ڿ�ѹǿ�ȵ���ҪӰ�����أ�m(ȫβɰ):m(��ʯ):m(��ĥɰ)�Լ����ͼ�������������ֵ������ֵ��Χ�ֱ�Ϊ5.0:2.5:2.5~4:3:3��1.5%~2.0%����Ԫ�����Զ��ζ���ʽ�ع����Ч����ѣ�������ѡģ�ͺ�����Ȩ��T��֪������Ŀ�꺯��f�������ֵ����Сֵ�����ֵΪ8.97 MPa����СֵΪ2.87 MPa��������7 dǿ��Ҫ��(R7��2.5 MPa)���ֹ��ϵIJ��벻���ܽ�һ��������ڿ�ѹǿ�ȣ����Ҵֹ����еĻ�����������Ca(OH)2������Ӧ�����ֽ���Ч����
�ؼ���:�ֹ��ϣ����ڿ�ѹǿ�ȣ����壻��Ԫ�����Իع飻�̽����
��ͼ�����:TD853.3 ���ױ�־��:A ���ſ�ѧ(��Դ����)��ʶ��(OSID)
���±��:1672-7207��2020��02-0478-11
Influence rule of early compressive strength and solidification mechanism of full tailings paste with coarse aggregate
YIN��Shenghua1, 2, LIU��Jiaming1, 2, SHAO��Yajian1, 2, ZHANG��Haisheng1, 2,ARMELLE��Belibi2, KOU��Yongyuan3
(1. Key Laboratory of High-Efficient Mining and Safety of Metal Mines, Ministry of Education, University of Science and Technology Beijing, Beijing 100083, China��
2. School of Civil and Resources Engineering, University of Science and Technology Beijing, Beijing 100083, China��
3. Jinchuan Group Co. Ltd., Jinchang 737100, China)
Abstract: Taking a mine tailings and waste rock and rod-mill sand as the experimental materials�� the orthogonal design method was adopted to study the influencing rules of the paste mass fraction, cement content, tailing-aggregate ratio (mass ratio of full tailings to waste rock and rod-mill sand) and the addition of pumping agent on the early compressive strength. Three-dimensional curved surface visualization analysis and multivariate nonlinear regression analysis were carried out on the experimental data. Finally, the mechanism of paste consolidation performance was analyzed based on the experimental results. The results show that cement content and paste mass fraction are the main influencing factors of early compressive strength. There is an optimal value of m(full tailings): m(waste rock): m(rod-mill sand) and pumping agent content and the optimal values range from 5.0:2.5:2.5 to 4:3:3 and from 1.5% to 2.0%, respectively. The nonlinear regression fitting of multiple nonlinear quadratic polynomials has the best effect. According to the selected model plus the subjective weight T, the obtained objective function f has the maximum and minimum values, that is 8.97 and 2.87 MPa, both of which meet the 7 day strength requirement (R7��2.5 MPa). The addition of coarse aggregate can not only further improve the early compressive strength, but also the active substances in coarse aggregate can react with Ca(OH)2 and play a part in the cementing effect.
Key words: coarse aggregate; early compressive strength; paste; multiple nonlinear regression; consolidation mechanism
���¿����ǿ��ɿ����Դ����Ҫ��ʽ֮һ�������ɱ���ػ��γɲɿ����������շ��ر����ݡ���ͳ��[1-2]���й��ɿ�����������350��m3��2017�꣬�й���ɽ�����������ֺ�7 521�����е������ݺͻ����¹ʹ�5 437��ռ��ɽ�����ֺ���72.3%���й���ɽ��������������ѳ���250��t������β���Լ1.2�����β�����������100��t��ÿ����6��t���ٶȵ�����Ŀǰ��β���÷�ʽ��Ҫ�ǽ���Ũ�ȵ�β���Ͻ�ֱ���ŷŵ�β����У��γɲ��ȶ��ĸ����ܹ�����ڼ��������»���ɼ������ص��¹ʡ����磬2008-09-08��ɽ��ʡ�ٷ������������ǿ���꣬��ʹβ���ʧ�ȣ����277������[3]����ˣ���ɽ��Դ���ɡ��ɿ�����β��ӿ���������������ŷŶԻ������ƻ����ҹ�������ɽ���ٵ���Ҫ���⡣������ǽ���ɿ����Ϳ�ɽ�̷�(��β��ʯ��)�������Ч��ʽ����Щ�꣬���ڹ��ҶԻ���������Ҫ��Ͳɿ���ҵ�Ծ��õ�������Լ��ɿ����Ľ�����һ�־��á���Ч�������ij���ɿ������������Ӧ�˶�����������һ�������Ϊ18~25 cm������С��20 ��m�Ŀ���ռ�ȳ���15%������Ӧ����200 Pa���£���ˮ��Ϊ5%������״����[4-5]�����������ɿ��Ѿ���������ص������ɽ�õ��㷺Ӧ�á����磬�ޱ���ǫ��ϣͭ����ø���������������������70%��ˮ����������28.52%����ʯ���������35%���������˼�������ָ�꣬��֤�˿�ɽ��Ч��������������ȫβɰ��ʯ���ϴ��ø��弼�������Ƶ��¿��ɻ�Ծ�IJɿ���������������Ч���ù����������ҷ�ʯ�ȴֹ��ϻ��ܴ������߳�����ǿ�ȣ����Ƴ����Ͻ���������[6]���������ܵ��¿��ɵ�Ӱ�죬ԭʼ��Ӧ��ƽ�ⱻ���ƣ��ɿ��������ڻ״̬����Ի�����Ĺ��պ���������µ�Ҫ��[7]��Ϊ����߳���������ǿ�ȣ����������ԣ���������������ѧ����Բ�ͬ������Ƚ��д������о���YI��[8]���Ͻ��м���۱�ϩ��ά�����ֳ������Կ鿹��ǿ��������ǿ�����ǿ����ʧ���ͣ��Կ���и������չ�ԣ��ӳ��˵�[9]���������м����ú�ҡ�������������������ڼ������·�ú�����������ˮ����Ϊ���彺�����Ӷ���߸�������ǿ�ȣ�����ˮ��ļ��������ɱ�����ɵ�[10]��̽����������������ɰ�ȡ�βɰ���ڼ��ϱ��Լ����ͼ��Կ�ѹǿ�Ⱥ�����ȵ�Ӱ����ɣ�����βɰ���ڼ��ϱȶ������Ӱ�������־����[11]��������ˮ����ͨ��Ȼˮ�ƹ㵽�Ż�ˮ�����ִŻ�ˮ����Ч���Ƹ����Ͻ��������ܣ������Ͻ�����Ӧ���������ȣ���߸����Ͻ��ܵ����Ϳɿ��ԡ������ܵ����ӵ����������Լ������������������ͼ�������ˮ������ȶ�������Ӱ�죬�ټ��ϸ���ɽ����Ҫ������Դ����Ȳ�����ͬ���Ӷ����¸��������ǧ�������ڽ���ͭ����������Ӧ���ߣ�ˮƽ����Ĺ���Ӧ�����ﵽ50 MPa�������쳣���飬Ŀǰ����������������ֲ��·ʽ�������ɿ����������������������450��t���ϣ��ѳ�Ϊ�ҹ���ɫ�������¿�ɽ�������������Ŀ�ɽ��������ʵ���������������������������ɡ���ѭ����ҵʱ��ͳ���������ʱ���������̣����³����������ǿ�Ȳ�������ɿ����Ȱ�ȫ�¹ʣ�����ɽ�İ�ȫ������֯��ɼ�������ѡ���ˣ�Ҫ����ƿ�ɽ���²ɳ��İ�ȫ�����������ӿ��ɽ�IJɳ�ѭ���ٶȣ����㡰ǿ��ǿ�������ܣ����а�ȫ��Ч���������о����������ڿ�ѹǿ�Ⱦ��Ե�ʮ�ֱ�Ҫ������Ҫ�ο�ָ��Ϊ3 d��7 d���Όѹǿ��[12]�������������ȿ�չ�������ϵ����������о�������ܹ�ȫ�����������������õ��ۺ�ָ�꣬Ϊ��������ڿ�ѹǿ���о��ṩ��������Σ��Խ�����ȫβɰ����ʯΪ���̱�����ѡ���������������ˮ�������β�DZ�(ȫβɰ���ʯ�Ͱ�ĥɰ����֮��)�Լ����ͼ�����4���ɿ��ƺ͵��ڵ���ҪӰ�����أ�����4�����ضԸ������ڿ�ѹǿ�ȵ�Ӱ�졣����������Ʒ����ʵ�鷽�����Ը�������ڿ�ѹǿ�Ƚ������۷������Ӷ�Ѱ������ص�������ӷ�Χ�������ö�Ԫ�����Իع����Ԥ���ڶ�����������������ڿ�ѹǿ�ȵı仯���ɣ�Ϊ�ɿ��������ṩ���ݡ����ͨ�������۽ṹ�羵ɨ����ֶ��о��ó��������Ĺ̻�������
1 ʵ�����
ȫβɰȡ�Խ�ѡ��Ũ�ܺ�óأ���ʯ����ĥɰ�ȴֹ���ȡ�Զ���������վ�ϲ֣����ͼ�ȡ�Զ�����β��ı�վ��ˮ��ΪPC32.5��ͨ�����θ���ˮ�ࡣ���ݻ�ѧ������������X��ӫ�����ʵ��(XRF)������Ҫ��ѧ�ɷַ������������1���ӱ�1���Կ�����ȫβɰ��Ҫ��ΪSiO2��MgO��Fe2O3����ʯ��Ҫ�ɷ�ΪSiO2��CaO��MgO����ĥɰ��Ҫ�ɷ�ΪSiO2��Al2O3��CaO��ͼ1��ʾΪȫβɰ����ʯ����ĥɰXRD����ͼ�ף���ͼ1���Կ�����ȫβɰ��Ҫ����Ϊ���Ƴ�ʯ��ʯӢ��þ�������Σ���ʯ��Ҫ����Ϊ�������ʯ��������ʯ�������ң���ĥɰ��Ҫ����ΪʯӢ���Ƴ�ʯ���ɴ˿�֪ȫβɰ����ʯ����ĥɰ������Եͣ��Ǻܺö��Գ�����ϡ��ο�SL352-2006�����������������̡��ⶨ������ܶȡ���ɢ���ء���ɢ�ѻ���ʵ�ȡ���϶�ʵ�������ѧ���ʣ�����������2���ӱ�2���Կ�����ȫβɰ����ʯ����ĥɰ������ܶ��൱��ȫβɰ��϶�ʽϴ�����LMS-30�ͼ������ȷ����Ƕ�ȫβɰ�������ȷ����������˹���ɸ�Է�ʯ�Ͱ�ĥɰ�������ȷ����������ͼ2����ͼ2���Կ�����ȫβɰ��ҪΪ����С��100 ��m�Ŀ�������������Ϊ12~50 ��m����ռ���������ڳ�ϸȫβɰ����ʯ��ҪΪ��������3 mm��С��15 mm�Ŀ���������5~15 mm�Ŀ���ռ��������ĥɰ��ҪΪ��������0.45 mm��С��6.00 mm�Ŀ���������1~3 mm�Ŀ���ռ�������ۺϷ�����֪�������ϼ�����ȣ������ھ��³���������Ͻ��Ʊ���ǿ����ߡ�
��1���ֹ�����Ҫ��ѧ�ɷ�(��������)
Table 1��Chemical composition of coarse aggregate %

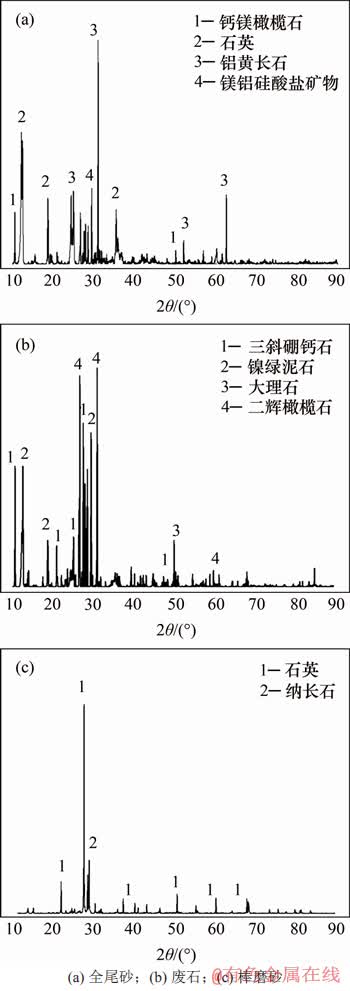
ͼ1������XRD�������
Fig. 1��XRD analysis results of each material

ͼ2�������������ֲ�
Fig. 2��Particle size distribution of each material
2 ʵ��
2.1��ʵ�鷽�����豸
Ŀǰ������ˮ�����Ϊ310 kg/m3����������Ϊ����ĥɰ����������Ϊ78%~81%��3 dǿ��Ϊ1.8~2.2 MPa�������ϵ�һ��ˮ��ɱ���������ǿ��һ�㡣Ϊ�˽���ˮ��ɱ����������ǿ�ȡ����������ضԳ���������ǿ��Ӱ�죬����������Ʒ�������鷽��[13]�������������غ�ˮƽ�ĸ�����ѡ��4����4ˮƽ������L16(44)�����������ʵ�飬�������������ˮƽ���3��ʾ��
��2������������������
Table 2��Physical properties of each filling material

��3������������ؼ�ˮƽ
Table 3��Levels of orthogonal design factors
��ѹǿ�������ǰ�������Ƶ��Ͻ������볤��������Ϊ70.7 mm��70.7 mm��70.7 mm������ģ���ڣ���ģ����Կ�ֱ���������������������¶�Ϊ20 �棬����ʪ��Ϊ90%���ֱ�����3 d��7 d����WEW-600D������������е��Όѹǿ�����飬�ⶨ3 d��7 d���ڵĵ��Όѹǿ��[14]��
2.2��ʵ����
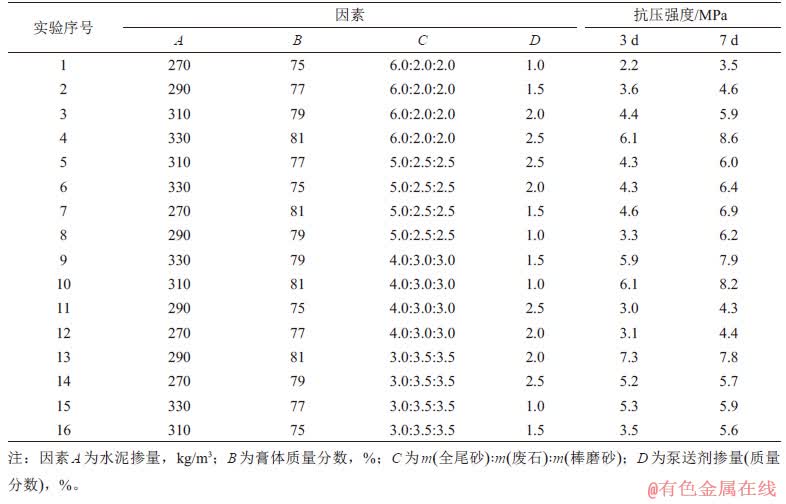
����ʵ����ƣ�����ȫβɰ�ֹ��Ͻ���������Կ�����3 d��7 d�ĵ��Όѹǿ�ȣ�����Խ�����4��ʾ��
��4������ʵ����
Table 4��Orthogonal experimental results
3 ʵ��������
3.1�������ضԿ�ѹǿ�ȵ�Ӱ��
���յ�һ����ԭ���ܹ�16�����ݣ�ÿ��ˮƽ4�����ݣ�4�����ݵĿ�ѹǿ��ƽ��ֵ��Ϊ��ˮƽ�Ŀ�ѹǿ��ƽ��ֵKi(i=1,2,3,4)�����ݱ�4�����ݷ���������Ը��Ա�������ˮƽΪX�����꣬��3 d��7 dʱ��˳��ΪY�����꣬��ǿ��ƽ��ֵ(k1��k2��k3��k4)ΪZ�����꣬������ά������ӻ�ģ�ͣ�������ͼ3��ʾ����ͼ3���Կ�����3 d��ѹǿ��R3��7 d��ѹǿ��R7���ѴﵽҪ��(R3��1.5 MPa��R7��2.5 MPa)�Ҿ����ڵ��ڿ����������ǿ�ȡ���ͼ3(a)�����֪������ͬ�����£�ˮ�����Խ�������ڿ�ѹǿ��Խ��ˮ�����Ϊ270~290 kg/m3ʱ����ѹǿ�����ӻ�������ˮ�����Ϊ290~330 kg/m3ʱ����ѹǿ������Ѹ�١�������Ϊˮ��Ϊ�������ϣ�����Խ�࣬��̽���ܣ���ѹǿ�Ⱦߣ�˵��ˮ������ǿ�ѹǿ�ȵ���ҪӰ������֮һ����ͼ3(b)�����֪����ˮ�������β�DZ�(ȫβɰ���ʯ�Ͱ�ĥɰ����֮��)�����ͼ�������ͬ�����£�������������Խ�������ڿ�ѹǿ��Խ���ҵ�������������Ϊ77%~79%ʱ�����ڿ�ѹǿ�ȳ�������������������������Ϊ79%~81%ʱ�����ڿ�ѹǿ�ȳ�ָ������[15]�����������������ǿ�ѹǿ�ȵ���һ��ҪӰ�����ء���ͼ3(c)��֪��m(ȫβɰ):m(��ʯ):m(��ĥɰ)Ϊ5.0:2.5:2.5~4:3:3(��ĥɰռ��Ϊ25%~30%)ʱ7 d��ѹǿ�ȴ�������ֵ����3 d��7 d��ѹǿ�Ⱦ����������⣬7 d��ѹǿ�����ĥɰռ�ȵ����Ӷ����������½���������Ϊ����ĥɰռ��Ϊ20%~30%ʱ�������˴ֹ��ϣ����ϼ��������Ҿ��ȴӶ��������ڿ�ѹǿ�ȣ�����ĥɰռ��Ϊ30%~35%ʱ�����ڴ�β����������������Ž�����ʺ�ȵ����ӣ��������ǿ�ȶ�������幱�����Ӷ����¿�ѹǿ�Ƚ���[16]����ͼ3(d)��֪�����ڿ�ѹǿ�����ű��ͼ����������Ӷ����������������ͼ�������������Ϊ1%ʱ�����������ű��ƻ���βɰ������ˮ����������ķֲ��������Ӷ���϶�ʽ��ͣ������ͼ��������ӵ�2%ʱ�������п������ŵijߴ��ٴ���С���������������࣬�γɵĽṹ��϶��Ҳ��֮��С�������ͼ�����Ϊ2.0%~2.5%ʱ����ʱ�������Ѿ�û�д�����ţ�����С���ŵĴ�������˴����(��ĥɰ����ʯ)��ˮ��Ľ��ᣬ������ڿ�ѹǿ���Լ�С[17-18]������������֪�����ͼ��ļ���ʹ��������ǿ��������ߣ��������ͼ��������ӵ�2.5%ʱ��7 d��ѹǿ�����н��ͣ���˱��ͼ��ĺ�������Ϊ1.5%��2.0%(��������)��
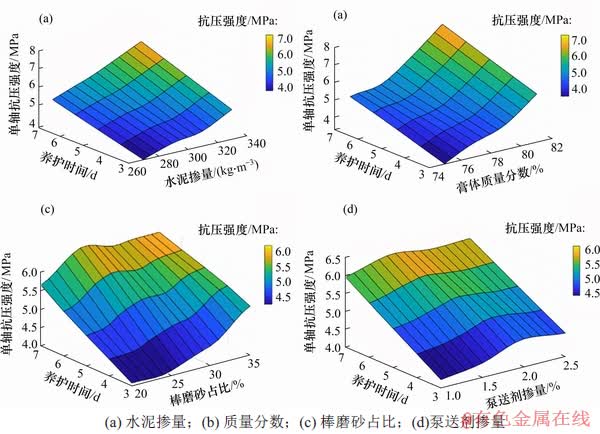
ͼ3����ͬ���ز�ͬ����ĸ��忹ѹǿ��
Fig. 3��Compressive strengths of paste at different ages with different factors
3.2����Ԫ�����Իع����
�ع���������������ݵĻ����ϣ�������С���˷�ԭ��������������Ա���֮��ĺ�����ϵ������MATLAB��nlinfit�����Լ�3 d��7 d��ѹǿ���������֮��Ĺ�ϵ���ж��ζ���ʽ�ع����[19]���ֱ���ˮ�����������������������ĥɰռ�ȡ����ͼ�����Ϊ�Ա���A��B��C��D��3 d��ѹǿ�ȡ�7 d��ѹǿ�ȷֱ�ΪĿ�꺯��Y1��Y2���ж�Ԫ�����Իع���ϣ��õ���Ԫ�����Զ��ζ���ʽ�ع鷽�̣�





 (1)
(1)



 (2)
(2)
������ͬ�Ļع鷽ʽ����3 d��7 d��ѹǿ�ȵ�Ŀ�꺯��Y3��Y4�����ݺ���ģ�ͻع���ϣ��õ��ݺ���ģ�ͻع鷽�̣�

 (3)
(3)

 (4)
(4)
������ͬ�Ļع鷽ʽ����3 d��7 d��ѹǿ�ȵ�Ŀ�꺯��Y5��Y6����ָ������ģ�ͻع���ϣ��õ�ָ������ģ�ͻع鷽�̣�



 (5)
(5)



 (6)
(6)
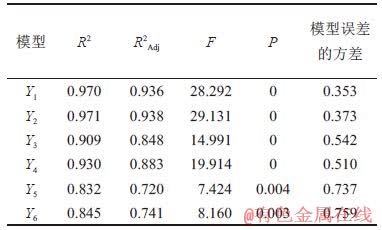
�����ع�ģ�ͺ�����MATLAB��regress����������С���˷�������в�������ȷ���ع�ϵ�����Ԥ��ֵ���ٽ���ͳ�Ʒ�����������顢�ع�ϵ�������ж���Ϻ����Ƿ���������ͳ�Ʒ����������5���ɱ�5���Կ��������ζ���ʽ�ع�ģ�͡��ݺ����ع�ģ�͡�ָ�������ع�ģ�͵ĸ����ϵ��(R2)��У�������ϵ��(R2Adj)����0.72���ϣ����ع�ģ�͵�P��С��0.01�����Ч�������������ݺ����ع�ģ�ͺ�ָ�������ع�ģ����ȣ����ζ���ʽ�ع�ģ�͵�R2��R2Adj���ӽ���1�����ƴ��ڶ�Ӧ�ļ������ޣ���ѡ�ö��ζ���ʽģ��Ϊ��������Ԥ��Ļع�ģ�͡��Ա�4�е����ݴ�����ζ���ʽ��Ϸ��̣���ⷽ�����ֵ��ͼ4��ʾΪ�ع鷽�����ֵ��ʵ��ֵ�ĶԱȡ���ͼ4�ɼ��ع鷽�̾��нϸ߾��ȣ����Ч���dz�������
��5�����ع���Ϸ���ͳ�Ʒ���
Table 5 Statistical analysis of regression fitting equations
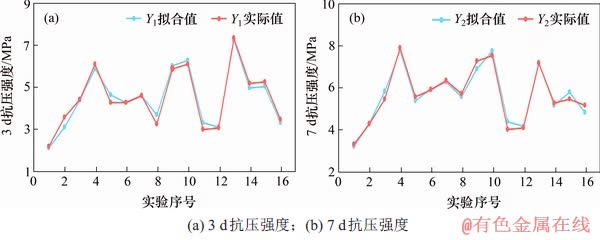
ͼ4������ǿ�ȶ��ζ���ʽ�ع鷽�����ֵ��ʵ��ֵ�Ա�
Fig. 4��Comparison of fitting value and actual value of early strength quadratic polynomial regression equation
���ݻع�ͳ�Ʒ������б�ϵ���Լ����Ч����ȷ��ѡ����ζ���ʽģ�ͻع鷽��Y1��Y2Ϊ��������Ż��ĵ�Ŀ�꺯������Ԫ�����Իع�����и�������Ը�Ŀ�꺯���ĵ�Ŀ���Ż����ֵ������ʵ��Ӧ�ù�������Ҫ�ۺϿ���3 d��ѹǿ�Ⱥ�7 d��ѹǿ�ȣ�ͨ����Ŀ��������Ż���ȷ��������ȡ��������Ŀ�꺯��f(A,B,C,D)�ļ��㹫ʽ���£�
 (7)
(7)
���������������Ȩ��ϵ��T�ֱ�ȡΪ0.4(3 d��ѹǿ��)��0.6(7 d��ѹǿ��)����ʽ(7)����õ���Ŀ�꺯��Ϊ



 (8)
(8)
������ֵ��{A��(270 kg/m3��330 kg/m3)��B��(75%��81%)��C��(6.0:2.0:2.0��3.0:3.5:3.5)��D��(1.0%��2.5%)}������Ԫ��������Ŀ�꺯������ֵ����A��B��C��Dȡ���ֱ�Ϊ330 kg/m3��81%��3.0:3.5:3.5��2.5%ʱ��Ŀ�꺯��f(A,B,C,D)�����ֵ����Ӧ�����ģ������ǿ�����ֵΪ8.97 MPa����A��B��C��Dȡ���ֱ�Ϊ270 kg/m3��75%��6.0:2.0:2.0��1.0%ʱ��Ŀ�꺯��f(A,B,C,D)����Сֵ����Ӧ�����ģ������ǿ����СֵΪ2.87 MPa���ɴ˿��Եó������ģ�����ó�������ֵ������7 dǿ��Ҫ��(R7��2.5 MPa)����ˣ������ȸ�����������������
4 ��������
4.1�������۷���
��ȫβɰ����ĥɰ����ʯ����ֹ��Ͻ��е羵ɨ������۲���������֯�ṹ�������ͼ5��ʾ����ͼ5���Կ�����ȫβɰ���۽ṹΪ��״������ط�Ϊ��״�ṹ�����������ȫβɰ�еIJ�������ᾧ�����ֲ�[20]����ĥɰ������ò����������״����״�����������״��������ʹ������֮��ķ�϶���ڱ��ƻ�����������δ���ƻ������žۼ����γ����ܵĽṹ���Ӷ����ӿ�ѹǿ�ȣ���ʯ�ĽṹΪ��״�����ָ���ΪƬ״������Ϲ��������氼��ƽ�������������ʿ�֪����ʯ������ϵ���Ƚϴ���ֲ������ȣ�ϸ����Խ��������ڷ�ʯ�Ŀ�϶�䣬���ٷ�ʯ���Ħ�����ã�����Ч��������Ϊ�����ԽϺã�������Ӧ������������Ӧ��С[21-22]��
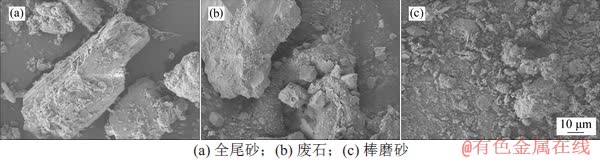
ͼ5����ͬ����SEMͼ��
Fig. 5��SEM pictures of different materials
4.2��������̻�����
����������֪�������ϴֹ��ϳ�����ṹ���γɣ�����Ҫ����3�����̡�
1) ˮ������������γɡ�ˮ����ˮ֮����������ˮ����Ӧ��ˮ����������C3A��C3S�ȷ����ܽ⣬����ˮ��Һ����ɢ�����е���������Ca2+��SiO32-��SO42-��AlO33-����������ɢ�ÿ죬�������ˮ����ϱ����������Ũ�ȱ������ӵĸߣ��γɸ���㣬����ɢ��Ca2+�������������������ڴֹ��ϱ����γɴ�����ɵ������㣬��ʱ���������ӵĿ���ͨ��Һ����ɢ����Һ�е�ˮ��������ײ�ų⡢�����������������ų����õ���ˮ�������ȫβɰ�����γ����Žṹ[23]��
2) ����ṹ���γ����ȶ���ˮ��ˮ������Ca(OH)2��C-S-H��������������ɢ���ð�����ȫβɰ����ĥɰ����ʯ�ȿ�������XRF��ѧ������֪����ĥɰ���д�����SiO2��Al2O3����ˮ��ˮ��������ɢ�����ڰ�ĥɰ����ʱ�����л��Ե�SiO2��Al2O3�������»�ѧ��Ӧ��
 (9)
(9)
 (10)
(10)
��ϴֹ���������ˮ�ֵIJ��ϲ�����ˮ��ˮ�����ﲻ���γɣ��ӿ���������ѧ��Ӧ�ķ������γɵĻ����������ڰ�ĥɰ���棬�ﵽ��һ���Ľ���Ч�������ݰ�ĥɰ�������ʿ�֪����ĥɰΪ���õĶ��Բ��ϣ�����Ե�SiO2��Al2O3�������٣�����ӦѸ�ٴﵽƽ�⣬�������ȹ̽��ᵫ��Ӱ��������ѹǿ�ȡ�
���ݷ�ʯ�������ʿ�֪����ʯ���д�����SiO2��CaO��MgO����������CaO�������µ���Ƕ�ڷ�ʯ�ڲ�������Ժܵͣ�ֻ�����ֽ������á���ʯ��ѧ�ɷ���Ca(OH)2�������»�ѧ��Ӧ��
 (11)
(11)
 (12)
(12)
 (13)
(13)
��ʯ�л��Ե�SiO2��ѧ��Ӧ���ĥɰ�л���SiO2��Ӧһ�¡����л��Ե�Ca���������ʯ����ɢ��Һ���У������������������������ٽ�����������ɢ�ٶ�ͬ�������¸���ﵽƽ�⡣
ȫβɰ���д�����SiO2��MgO��Fe2O3������������Ϊ12~50 ��m�����ڳ�ϸβɰ���������ڷ�ʯ�Ͱ�ĥɰ�Ŀ�϶֮�䣬ͬʱˮ�ེ�������к���������ʯ��(CaSO4)����һ����ˮ����������»�ѧ��Ӧ��
 (14)
(14)
 (15)
(15)
 (16)
(16)
ȫβɰ�еĻ���Al2O3��Ca(OH)2��Ӧ���ɵ�ˮ���������ʯ�������Ӧ��������ˮ���������(�Ʒ�ʯ)������ˮ��������Ƶ��γɣ�������ȫβɰˮ�������Ҫˮ�����Tˮ������ƣ�������ȫβɰˮ�����̡����������ɵ�ˮ��������ƻ������ӻ���Ͻṹ����ʵ�ȣ��ټ��ϻ�ϴֹ��ϱ������ڿ�ѹǿ�ȣ������߳��������ڿ�ѹǿ�� [24]��
3) �Ͻ��ij���Ӳ�������������֮�临�ӵ�ˮ����Ӧ���ﵽ��̬ƽ�������Ͻ��ij���Ӳ���Ρ�����ʱ������ƣ�����γ�������ȷ����˺ܴ�仯������������Ҳ��֮�ı䣻���Ͻ�ǿ����Ӳ��������Ǻ���ϻ�ϳ����������Ӳ���Ĺ���[25]��
5 ����
1) ȫβɰ���ڳ�ϸβɰ���������ڴֹ��ϱ��棻��ĥɰ��������ڷ�ʯ֮�䣬���ٷ�ʯ֮���Ħ����������֮�������ֲ����ȣ���������䣬�������Ͻ����Ʊ��Ϳ�ѹǿ�ȵ���ߡ�
2) ���ڿ�ѹǿ�ȵ���ҪӰ������Ϊˮ������������������������ڿ�ѹǿ������ˮ����������������������Ӷ����ӣ�������ء�m(ȫβɰ):m(��ʯ):m(��ĥɰ)�����ͼ�����2�����ش�����ѷ�Χ����ѷ�Χ�ֱ�Ϊ5.0:2.5:2.5~4:3:3��1.5%~2.0%��
3) ѡ�ö�Ԫ�����Զ��ζ���ʽģ��Ϊ��������Ԥ��Ļع�ģ�͡�Ŀ�꺯��f(A,B,C,D)������Сֵ������СֵΪ2.87 MPa�����ģ�����ó�������ֵ������7 d��ѹǿ��(R7)Ҫ��(R7��2.5 MPa)��
4) Ca2+��OH-�����SiO2��Al2O3��Fe2O3������Ӧ�����ֽ�������á�Ca(OH)2ʹ�Ͻ��Ļ����ʼ���״̬���ٽ�����MgO��ˮ�⣬���ɵ�Mg(OH)2�����ڴֹ��Ϸ�϶�У��ټ���ˮ�����ĵ�����ˮ�������������ڿ�ѹǿ�ȡ�
�ο����ף�
[1] �η�, ������, �Ǹ�, ��. �й���ɽ�����ֺ��ֲ�����[J]. ����ͨ��, 2012, 31(Z1): 476-485.
HE Fang, XU Youning, QIAO Gang, et al. Distribution characteristics of mine geological hazards in China[J]. Geological Bulletin of China, 2012, 31(Z1): 476-485.
[2] л����, ������, ���ƺ�, ��. �ҹ�β��ⰲȫ��״�����������Բ��о�[J]. �й���ȫ������ѧ����, 2009, 5(2): 5-9.
XIE Xuyang, TIAN Wenqi, WANG Yunhai, et al. The safety analysis of current situation and management countermeasure on tailing reservoir in China[J]. Journal of Safety Science and Technology, 2009, 5(2): 5-9.
[3] ��ΰϼ, ����, ����־. �ҹ�������ɽβ��ⰲȫ����ģʽ��̽��[J]. ��ȫ�뻷������, 2012, 19(4): 93-96.
ZOU Weixia, GUO Yu, PANG Qizhi. Discussion of safety management model of China's metal mine tailings[J]. Safety and Environmental Engineering, 2012, 19(4): 93-96.
[4] �Ⱞ��, ���齭. �����������������뼼��[M]. ����: ��ѧ������, 2015: 5-12.
WU Aixiang, WANG Hongjiang. Paste backfill theory and technology of metal mine[M]. Beijing: Science Press, 2015: 5-12.
[5] ���齭, ���, �Ⱞ��, ��. ����ȫβɰ����ĸ����¶���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014, 45(2): 557-562.
WANG Hongjiang, LI Hui, WU Aixiang, et al. New paste definition based on grading of full tailings[J]. Journal of Central South University (Science and Technology), 2014, 45(2): 557-562.
[6] �Ⱞ��, ������, ���˱�. ��������Դֹ��ϳ����Ͻ�������Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2016, 47(9): 3201-3207.
WU Aixiang, WANG Jiandong, PENG Naibing. Effect of grain composition on coarse aggregate filling slurry segregation[J]. Journal of Central South University (Science and Technology), 2016, 47(9): 3201-3207.
[7] SUN Wei, WANG Hongjiang, HOU Kepeng. Control of waste rock-tailings paste backfill for active mining subsidence areas[J]. Journal of Cleaner Production, 2018, 171: 567-579.
[8] YI X W, MA G W, FOURIE A. Compressive behaviour of fibre-reinforced cemented paste backfill[J]. Geotextiles and Geomembranes, 2015, 43(3): 207-215.
[9] �ӳ���, ���齭, �Ⱞ��, ��. ȫβɰ��������ú�һ���ЧӦ�о�[J]. ������ɽ, 2017(2): 184-187.
ZHONG Changyun, WANG Hongjiang, WU Aixiang, et al. Study on fly ash activation of paste backfill with unclassified tailings[J]. Metal Mines, 2017(2): 184-187.
[10] ���, ���齭, �Ⱞ��, ��. ȫβɰ��ڼ��ϸ������������������о�[J]. ������ɽ, 2013(9):34-36, 40.
LI Gongcheng, WANG Hongjiang, WU Aixiang, et al. Study on coagulability and fluidity of unclassified tailings paste with Gobi aggregates[J]. Metal Mine, 2013(9): 34-36, 40.
[11] ��־��, ������, ������, ��. �Ż�ˮ�Ը����Ͻ��ܵ�����Ħ����ʧӰ�������о�[J]. �ƽ��ѧ����, 2019, 26(6): 811-818.
LAN Zhipeng, WANG Xinmin, ZHANG Qinli, et al. Experimental study on influence of magnetized water on friction loss of paste slurry pipeline[J]. Gold Science and Technology, 2019, 26(6): 811-818.
[12] ������. ��������ɫ��ɽ����滮����[J]. �ִ���ҵ, 2017, 33(5): 245-247.
WANG Xiaofan. Green mine construction planning scheme of Jinchuan No.2 mining area[J]. Modern Mining, 2017, 33(5): 245-247.
[13] ����̩, ������. ����������������[M]. ����: ��ѧ������, 2001: 42-59.
FANG Kaitai, MA Changxing. Orthogonal and uniform experimental design[M]. Beijing: Science Press, 2001: 42-59.
[14] YIN Shenghua, WU Aixiang, HU Kaijian, et al. The effect of solid components on the rheological and mechanical properties of cemented paste backfill[J]. Minerals Engineering, 2012, 35: 61-66.
[15] YIN Shenghua, SHAO Yajian, WU Aixiang, et al. Expansion and strength properties of cemented backfill using sulphidic mill tailings[J]. Construction and Building Materials, 2018, 165: 138-148.
[16] ������, �Ⱞ��, ���齭, ��. �����������Ӱ����Ƽ�����ģ��[J]. ���̿�ѧѧ��, 2017, 39(2): 190-195.
LIU Xiaohui, WU Aixiang, WANG Hongjiang, et al. Influence mechanism and calculation model of CPB rheological parameters[J]. Chinese Journal of Engineering, 2017, 39(2): 190-195.
[17] OUATTARA D, BELEM T, MBONIMPA M, et al. Effect of superplasticizers on the consistency and unconfined compressive strength of cemented paste backfills[J]. Construction and Building Materials, 2018, 181: 59-72.
[18] ���, ���齭, �Ⱞ��, ��. ���ͼ��Ը��忹ѹǿ�ȵ�Ӱ�������о�����������[J]. ���̿�ѧѧ��, 2016, 38(5): 595-601.
LI Gongcheng, WANG Hongjiang, WU Aixiang, et al. Experimental study and mechanism analysis on the effect of pumping agents on the compressive strength of paste slurries[J]. Chinese Journal of Engineering, 2016, 38(5): 595-601.
[19] ������, ���ǽ�, ���, ��. ijͭ��ȫβɰ������������ʵ���о�[J]. ����������ӹ�, 2015, 44(10): 43-46.
RAO Yunzhang, SHAO Yajian, XIONG Rui, et al. Experimental study on ratio of cemented full tailings slurry in copper mine[J]. Industrial Minerals & Processing, 2015, 44(10): 43-46.
[20] ��־ǿ, ����ǰ, ��ǫ, ��. ��ɽ����ɿ����������ۺ����ùؼ�����[J]. ��Դ�����빤��, 2014, 28(5): 706-711.
YANG Zhiqiang, WANG Yongqian, GAO Qian, et al. Key technology on comprehensive utilization of solid waste in filling mining in Jinchuan mine[J]. Resources Environment & Engineering, 2014, 28(5): 706-711.
[21] ARRIGONI A, BECKETT C T S, CIANCIO D, et al. Rammed Earth incorporating Recycled Concrete Aggregate: a sustainable, resistant and breathable construction solution[J]. Resources, Conservation and Recycling, 2018, 137: 11-20.
[22] LI Hong, WU Aixiang, WANG Hongjiang. Evaluation of short-term strength development of cemented backfill with varying sulphide contents and the use of additives[J]. Journal of Environmental Management, 2019, 239: 279-286.
[23] �����, ����, ����, ��. ���ó���ˮ������ϼ���ṹ��ʵ���о�[J]. �й���ҵ��ѧѧ��, 2010, 39(6): 813-819.
FENG Guangming, DING Yu, ZHU Hongju, et al. Experimental research on a superhigh-water packing material for mining and its micromorphology[J]. Journal of China University of Mining & Technology, 2010, 39(6): 813-819.
[24] ����ï. ���ڸ�¯ˮ�����Ŀ�ɽ�����������빤���о�[J]. ����ұ��, 2007(4): 1-3, 23.
GUO Shengmao. Study on process of the mine consolidated filling materials based on blast-furnace water-cooled slag[J]. Gansu Metallurgy, 2007, 29(4): 1-3, 23.
[25] ������, �Ⱞ��, ������. ��ˮ���ͳ���ϲ��ϵ�����Ż����γɻ���[J]. ���ϲ���ѧ��, 2019, 36(6): 1536-1545.
LAN Wentao, WU Aixiang, WANG Yiming. Formulation optimization and formation mechanism of condensate expansion and filling composites[J]. Acta Materiae Compositae Sinica, 2019, 36(6): 1536-1545.
���༭ �������
�ո����ڣ� 2019 -04 -08; �����ڣ� 2019 -07 -08
������Ŀ(Foundation item)���������������ѧ����������Ŀ(51722401)��������Ȼ��ѧ����������Ŀ(51734001)�������У��������ҵ���ר���ʽ�������Ŀ(FRF-TP-18-003C1) (Project(51722401) supported by the National Science Foundation for Excellent Young Scholars of China; Project(51334001) supported by the National Natural Science Foundation of China; Project(FRF-TP-18-003C1) supported by the Fundamental Research Funds for the Central Universities)
ͨ�����ߣ�����������ʿ�����ڣ����¸������ͽ������Ч���ɵ��о���E-mail: csuysh@126.com

