稀有金属 2007,(05),682-688 DOI:10.13373/j.cnki.cjrm.2007.05.013
铝型材挤压数值模拟的研究进展
王飞 雷丽萍 曾攀
清华大学机械工程系先进成形制造教育部重点实验室,清华大学机械工程系先进成形制造教育部重点实验室,清华大学机械工程系先进成形制造教育部重点实验室,清华大学机械工程系先进成形制造教育部重点实验室 北京100084,北京100084,北京100084,北京100084
摘 要:
介绍了铝型材挤压工艺数值模拟的各种方法, 通过数值模拟可以分析挤压型材的速度、形状、温度和微观组织等。分析了挤压模拟的有限元方法, 即基于Euler描述的流体力学求解方法、基于Lagrange描述的固体力学求解方法和集这种两种方法优点于一身的ALE方法, 并介绍利用这些方法对型材挤压工艺的模拟例子, 分析了挤压工艺模拟中的难点和今后的发展趋势。
关键词:
铝合金 ;型材挤压 ;模拟 ;有限元 ;
中图分类号: TG379
收稿日期: 2006-09-20
基金: 国家自然科学基金项目资助 (50205013);
Review of Numerical Simulation for Extrusion Process of Aluminum Alloy Profile
Abstract:
A review of the numerical simulations applied to the analysis of extrusion processes of aluminum profiles was given, through numerical simulation the deformation, velocity, temperature and microstructure of the extruded profile can be predicted.The different finite element methods were analyzed, including the fluid mechanics method based Euler description, the solid mechanics based Lagrange description and arbitrary Lagrange-Euler method.Some simulation examples were introduced, which were carried out with these finite element methods.Finally, the present difficulties in FEM simulation of aluminum profile extrusion were listed and the tendencies of this field also were predicted.
Keyword:
FEM;extrusion;aluminum;profile;
Received: 2006-09-20
挤压是一种重要的金属成形工艺, 它主要用于棒材、 管材以及其它型材的生产。 有色金属, 特别是铝合金是采用挤压成形的常见材料, 大部分变形铝合金都可采用挤压成形。
实际上, 挤压作为一种古老的工艺, 通过数值模拟对其进行分析和研究已经有很多年了, 一些著名的学者在研究金属成形的原理和实验时常采用挤压工艺, 在1870年, Tresca 通过挤压实验来建立了著名材料塑性屈服准则。 在20世纪50年代, Hill 第一次应用了平面应变滑移线理论来研究挤压工艺中的金属流动问题
[1 ]
。 Seweryn
[2 ]
, Wang
[3 ]
和Chitkara等
[4 ]
也应用滑移线理论分析了一些挤压工艺问题。 另一种传统的数值分析方法―上限元法也被应用到挤压工艺的分析中
[5 ,6 ,7 ]
。 这些解析方法对于理解挤压工艺中的金属流动问题很有帮助, 能够进行简单的计算, 在发展塑性加工力学及其应用上起到了重要的作用。 但是, 这些早期的研究方法只局限于一般性的金属流动分析, 特别是二维的平面应变或轴对称分析上, 而且只能求解静态问题。 针对实际生产中铝合金型材, 特别是空心型材的挤压问题, 显然是不能用以上的分析方法解决的。
有限元方法的出现, 为金属塑性加工的研究提供了一种有力的工具。 有限元方法在金属成形研究中的应用最早出现在20世纪70年代初
[8 ]
, 到了80年代, 随着计算机硬件水平提高和计算力学不断发展, 有限元模拟也得到很快发展。 由于计算机辅助技术和有限元方法可以描述复杂的模具形状、 边界条件以及材料在大变形中的复杂力学行为, 塑性加工界开始应用这一技术进行工艺和模具设计的研究。 通过有限元模拟, 可以深入了解金属塑性加工中的材料成形机制、 预测工艺缺陷等。 对于一些复杂的金属成形工艺, 例如空心型材的挤压, 模具参数和工艺参数对金属成形的影响是非线性的, 有限元模拟可以分析这些工艺中金属流动的复杂规律, 从而提高产品开发和模具设计的时间, 也可以节省由于反复试模而带来的大量费用。 到了20世纪90年代, 出现了一些用于模拟金属塑性加工工艺 (体积成形) 的通用商业化软件, 例如MARC, ABAQUS, LS-DANA等, 以及一些专业软件, 例如DEFORM, FORGE, QFORM, HyperXtrude, SuperForg 和AutoForge等。 这些软件的应用, 也使得挤压工艺的数值模拟从两维的平面应变、 轴对称分析上升到三维模拟。 但是, 挤压工艺的数值模拟还存在许多问题, 进一步完善才能在解决复杂型材挤压工艺中发挥作用。
本文回顾铝型材挤压的有限元模拟现状, 分析目前存在的问题和今后的发展趋势。 旨在使科研和产品设计人员了解数值模拟挤压工艺中的应用情况。
1 材料大变形的有限元方法
挤压过程可以看作是材料发生塑性大变形的过程, 与其他金属塑性成形工艺相比, 材料的应变和应变速率更高, 属于典型的材料非线性、 边界条件非线性和几何非线性集中的问题。
如果将热挤压中的铝合金 (400~500 ℃) 看作是固体, 它可以用两种材料模型, 即弹塑性模型和刚塑性模型。 在此基础上, 如果考虑材料加工中的温度、 速度变化带来的影响, 还有热弹 (粘) 塑性模型和热刚 (粘) 塑性模型。 两种模型的区别主要在于: 弹塑性模型主要应用在求解残余应力的分布和回弹问题, 而刚塑性模型的求解忽略了弹形变形, 不能求解残余应力或回弹问题, 但它比弹塑性模型的求解速度要快3~5倍。 在热挤压工艺中, 工件的弹性变形在整个变形中所占比例很小, 所以一般采用刚塑性模型来进行模拟, 忽略材料的弹性变形。 材料采用的模型不同, 所应用的有限元程序和求解方法也不同, 与此相对应的就出现针对材料大变形的弹塑性有限元方法和刚塑性有限元方法。
如果将热挤压中的铝合金看作是伪塑性 (pseudo-plastic) 流变体, 则可以将材料行为用等效流体 (equivalent flow ) 模型来描述。 将与温度和与剪切速率相关的黏度引入到动量方程中, 质量守恒定律通过不可压缩的约束来实现 (不可压缩流体) , 温度演化主要通过能量守恒方程来实现。
在描述非线性连续体流动的有限元方程中, 有两种基本格式, 即Lagrange格式和Euler格式。 Lagrange格式主要用于固体力学中, 因为它的网格是用来描述流动的材料, 网格就像“贴”在材料上一样, 随着材料的流动而变形, 这样网格很容易处理复杂的边界条件, 跟踪材料点, 记忆材料变形的历史, 对于那些依赖变形历史 (应变路径) 的材料来说, 用这种材料能够精确地描述其成形过程。 但对于挤压这样的大变形工艺, Lagrange格式的描述遇到的最大问题就是需要不断地网格重划分, 既浪费计算时间, 又降低了计算的精度。 Euler格式的描述主要用于流体力学的分析中, Euler网格描述的固定空间, 材料流动时, 网格并不变化, 无论材料发生多大的变形, 不需进行网格重化, 这种格式主要用于描述边界条件不变化的稳态问题, 但Euler方法不太适合描述自由表面问题和依赖变形历史的材料成形问题。
为了发挥两种方法的优势, 出现了一种集成方法, 即Arbitrary Lagrange-Euler方法 (ALE) , 这种方法中材料速度和网格速度是分开定义的。 即空间网格是运动的, 可以通过选择网格的运动来任意 (arbitrary) 指定是Lagrange描述还是Euler描述。
目前, 3种有限元格式在挤压工艺的模拟中都得到了应用, Euler格式主要应用于稳态分析, 即假定型材已经挤出模具, 然后分析其速度场、 温度场及其应力应变等。 Lagrange描述的有限元方法主要用于模拟坯料从挤压开始时刻挤出模具的非稳态分析, 能够再现挤压型材头部的变形情况以及挤压缺陷。 前者计算时间较短, 后者计算时间比较长。 而在ALE的模拟应用中, 由于处理网格速度的困难, 大部分模拟还是接近Euler描述, 即稳态分析。
2 挤压过程的有限元模拟
型材挤压的缺陷主要是由于型材各部分厚度不一致、 距离模具中心位置不同等原因导致材料流出模具时各部分速度分布不均匀, 流动速度快的地方会挤压流动速度慢的地方, 型材容易出现弯曲、 扭曲、 波纹、 撕裂等。 在多孔模的挤压中, 由于开孔位置不合理, 也会造成多个型材挤压速度不一致。 在铝型材挤压中, 设计模具工作带是调节金属流动的重要手段之一, 同时还可以采取导流模等技术。 挤压过程的有限元模拟可以计算材料的流动速度, 预测可能出现的各种缺陷, 检验模具工作带、 导流模等设计的合理性, 分析模具应力等, 能够在试模前发现并解决各种模具设计和工艺问题。
DEFORM是美国SFTC公司开发的用于模拟金属塑性成形及热处理工艺的商业化软件, 它基于Lagrange描述。 Q.Li利用有限元分析软件DEFORM-2D模拟了挤压工艺, 研究导流模尺寸参数对金属流动的影响规律
[9 ]
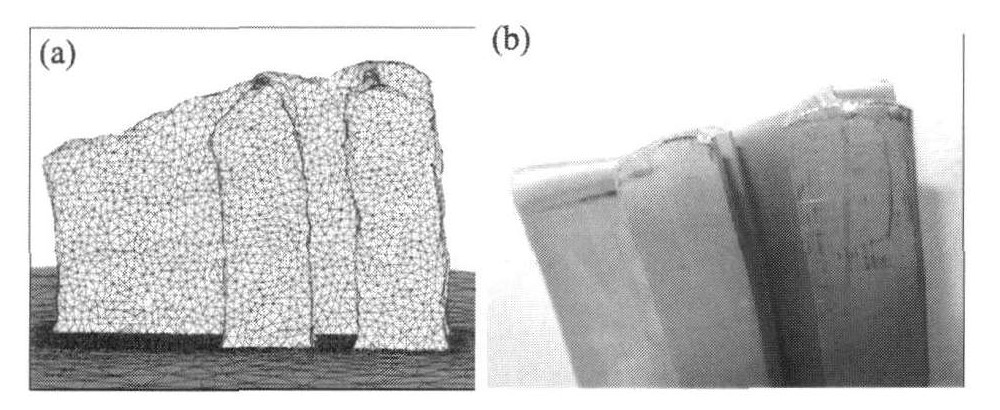
。 Q.Li用DEFORM-3D模拟了挤压出的铝型材速度分布和头部形状
[10 ]
(图1) , 从图中可以看出, 有限元模拟的挤压型材头部形状与实验基本吻合, 在描述型材速度场方面基本上满足了要求。 从图1 (a) 发现, 模拟的型材轮廓不够直, 这主要是由于网格重划分引起的, 另外是材料与模具接触的判断不够精确出现的误差。 以上也体现了基于Lagrange描述的有限元模拟的特点, 能够模拟型材挤出的连续过程, 但对程序的网格划分要求比较高。
在挤压模拟中应用的基于Lagrange描述的商业化软件还有法国的FORGE系列软件。 Duan, Peng和Sheppard应用FORGE2和FORGE3对挤压工艺进行了数值模拟研究, 在尺度效应、 多孔模设计以及等温挤压的研究中发挥了重要作用
[11 ,12 ,13 ]
。 文献
[
11 ]
利用有限元模拟分析了模具设计、 挤压工艺参数 (挤压速度、 挤压筒温度、 毛坯温度和挤压比等) 对产品质量 (型材形状、 表面质量和微观组织等) 的影响。 文献
[
12 ]
利用FORGE2软件和Taguchi方法着重分析了挤压型材表面再结晶, 包括亚晶粒尺寸、 再结晶体积分数和再结晶晶粒大小等, 模拟显示对再结晶体积分数影响最大的工艺参数是挤压比。 针对多孔模的设计问题, 文献
[
13 ]
通过3个圆棒挤压的模拟, 分析了孔间距及孔的不同方案对挤压速度分布的影响规律。
在挤压工艺中, 不但会出现上述的形状缺陷, 由于温度不均匀或者温度过高引起的表面裂纹、 过烧等缺陷也会导致挤压型材报废, 对于特殊用途的铝合金型材, 对其内部的组织模拟的要求也比较高。 这些都对有限元模拟提出了更高的要求, 即在模拟挤压型材形状的同时, 也要考虑工具和模具温度以及坯料自身的温度变化, 预测可能出现的由于温度不适而引起的各种缺陷。
Zhou, Chanda, Li等
[14 ,15 ,16 ]
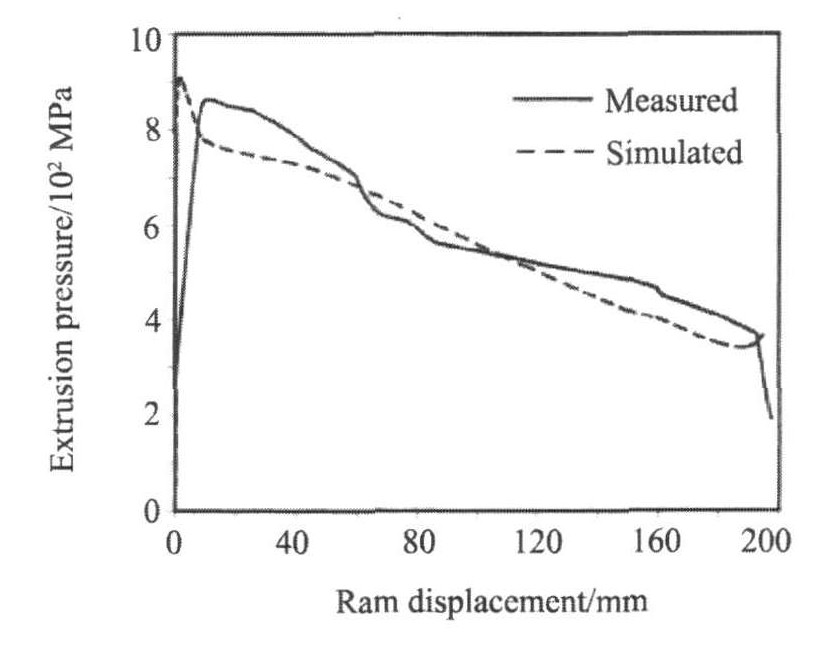
利用有限元程序DE-FORM-3D进行了挤压工艺的模拟分析。通过有限元模拟, 分析了铝合金6061和7075的整个挤压过程挤压载荷的变化规律
[14 ]
, 等温挤压
[15 ]
以及挤压速度和型材温度的关系等
[16 ]
, 并且这些模拟都通过了实验验证。计算得到的挤压载荷变化曲线与实验测得的曲线基本吻合 (图2) , 针对特定的型材, 模拟分析还跟出了挤压速度和型材温度的对应关系。
图1 型材挤压头部的有限元模拟 (a) 和实验验证 (b) [10]
Fig.1 FE simulation (a) and experimental (b) results for extrude
高锦张等
[17 ]
和马力安等
[18 ]
采用刚塑性有限元方法对分流模成形型材和管材的过程进行了三维模拟, 给出了型材和管材挤压过程中铝合金的应力、 应变及流动速度等的分布和变化。
Lee等
[19 ]
用DEFORM-3D模拟了多孔空心型材 (冷凝器管) 的挤压工艺 (图3) , 分析了多孔模焊合室形状和尺寸对材料流动、 焊接压力、 挤压载荷和模芯的变形等影响。
以上提到的模拟工作都是利用基于Lagrange描述的有限元方法进行的, 以下介绍基于Euler描述的有限元以及ALE方法的模拟在挤压工艺研究中的应用。
van Rens
[20 ]
开发了基于Euler描述的有限元程序, 并且解决了自由表面边界问题, 对型材边界也采用了新的定义方法。在这个程序中, 铝合金被看作是非牛顿流体, 黏度与温度以及剪切速率相关, 铝合金与工具和模具的摩擦采用库仑摩擦模型Mooi
[21 ]
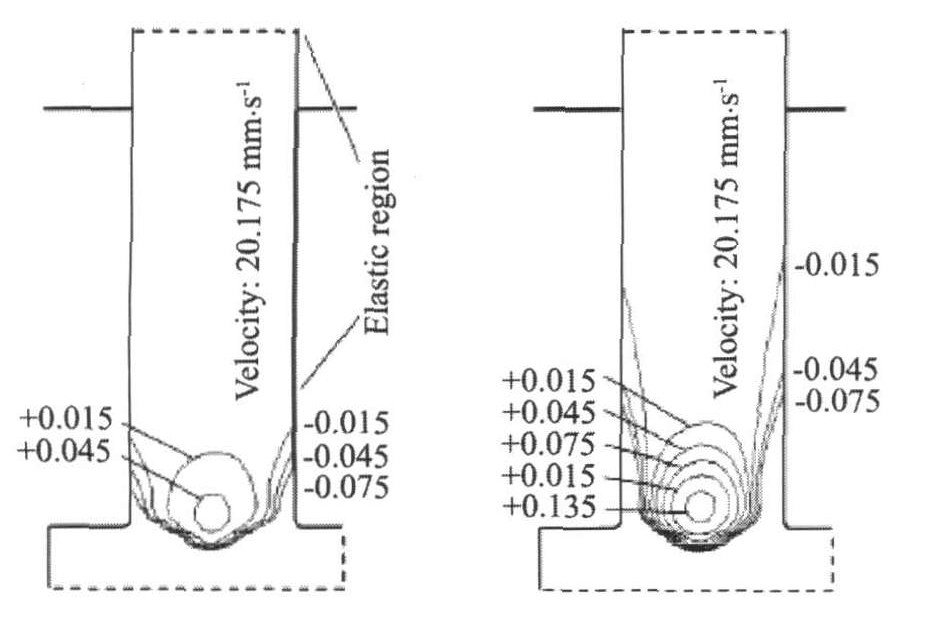
和Lof
[22 ]
用有限元程序DiekA (基于ALE方法) 模拟了薄壁铝合金型材挤压, 分析了模具工作带附近的金属流动。图4显示的是利用两种材料模型 (弹黏塑性和黏塑性) 进行的挤压稳态模拟结果, 其中20.175 mm・s-1 是工作带中间金属流动的绝对速度, 而其他数字代表了该点处金属流动的速度与工作带中间部位速度的差值 (相对速度) 。
图2 有限元模拟得到的7075合金挤压载荷变化规律
Fig.2 Varying load of 7075 extrusion predicted by FEM
图3 空心型材挤压工艺的有限元模拟 [17]
Fig.3 FE simulation for extrusion of a hollow profile
基于ALE描述的专用于挤压工艺模拟的商业化软件HyperXtrude在文献
[
23 ]
中介绍的研究工作中得到了应用。 这是目前为止出现的第一个商业化的挤压专用模拟软件。 作者Reddy等通过集成HyperXtrude和优化算法研究了模具工作带的形状优化设计, 并通过了狗骨头 (dog-bone) 形状的型材挤压测试检验其合理性。
3 有限体积法及其应用
有限体积法 (Finite Volume Method) 是介于有限元和有限差分之间的一种数值模拟方法, 从积分区域上看, 有限体积法属于加权余量法中的子域法, 从未知解得近似方法来看, 有限体积法属于采用局部近似的离散方法。 这种模拟方法更多地应用在计算流体动力学上, 用来分析液体或气体的流动以及温度分布。 有限体积法对网格的处理与Euler描述的有限元法是相同的, 在挤压工艺的模拟也被采用, 但主要应用在静态分析中。
娄淑梅等
[24 ]
和黄克坚等
[25 ]
利用有限体积方法模拟了型材的挤压, 其中后者利用的是MSC/Superforge平台。Fluent是计算流体动力学领域著名的软件, 它也被应用在挤压工艺的模拟中
[26 ]
, Williams等
[27 ]
利用自己开发的有限体积法软件模拟了U型型材的挤压。
图4 用黏弹塑性 (a) 和黏塑性 (b) 模拟的工作带附近金属流动的速度分布
Fig.4 Velocity distribution of billet near dir bearing by visco-elastic-plastic (a) and visco-plastic (b) models
4 目前模拟中存在的问题和发展趋势
从目前已发表的学术论文、 会议交流以及研究者在挤压工艺数值模拟的工作可以看出, 铝合金挤压工艺的有限元模拟具有以下几个特点, 与其他塑性成形工艺的模拟相比, 距离工业应用还存在一些问题。
(1) 两类模拟方法各有优缺点。 基于Euler和Lagrange描述的两种有限元方法在挤压模拟都有应用, Euler描述的方法主要用于稳态分析, 而基于Lagrange描述的方法主要用于非稳态分析。 后者能够描述出整个挤压过程的动态变化, 能够直观地了解从坯料到型材的过程中材料流动的状态, 但大量的网格重划分引起的较长计算时间也阻碍了它的进一步应用。 另外, 在挤压工艺的模拟中, 金属在模具工作带附近的网格尺度和其他位置的网格尺度相差较大, 为了体现工作带的影响, 必须将网格划分得很细, 而其他部分为了节省计算时间和存储空间, 需要粗划网格, 尤其是在三维模拟中, 对软件的网格自适应划分水平要求很高。 到目前为止, 还只有两个软件即DEFORM和FORGE在三维模拟中能够处理这一问题, 但还需进一步改进。 基于Euler描述的方法主要用于稳态分析, 模拟出来的速度变量, 往往只靠等值线或云图来显示, 不直观, 也很难反映材料的整个流动情况。 发生大变形的金属流动往往与其变形历史 (应变路径) 相关, 而应用流体分析的方法很难解决这一问题。
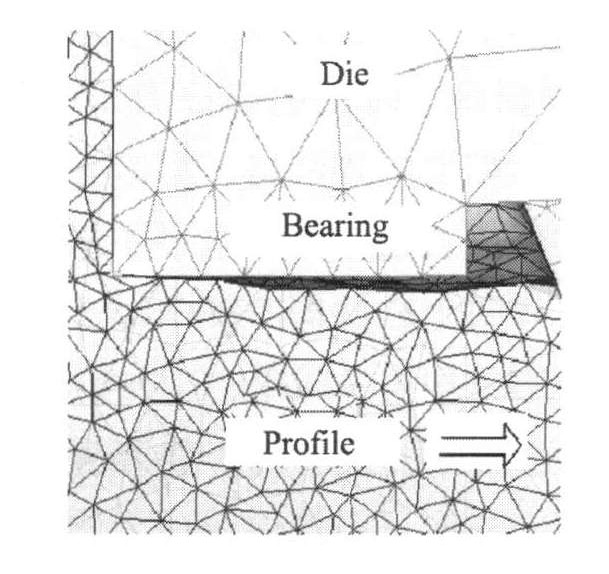
(2) 网格自动重划分精度影响模拟结果。 在模拟材料流出工作带附近时, 材料和模具的接触判断经常出现问题, 因为咱挤压工艺的非稳态模拟中, 几乎每一步都需要网格重划分。 网格重划分需要提取上一步材料流动的自由边界, 提取的边界误差如果较大的话, 就会出现已经接触的位置, 在提取后出现分离的现象, 这样工作带的作用不能完全体现出来。 如果没有及时发现模拟中的这类问题并加以解决, 就会误导分析或模具设计。
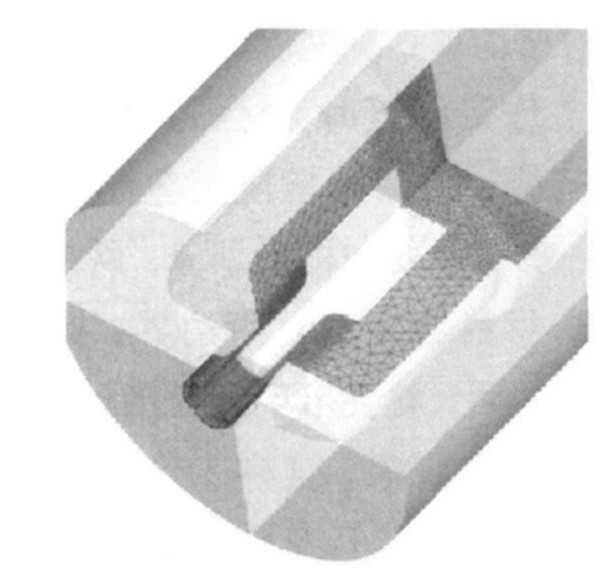
(3) 分流模挤压空心型材的模拟中, 材料焊合准则难以确定。 空心型材挤压工艺中, 材料在焊合室汇聚、 焊合后通过模芯流出。 在模拟这种挤压过程时, 由于塑性加工材料自接触问题解决起来更为复杂, 而且焊合之后的材料在模拟中还会出现分离不能实现连接, 所以目前还只能靠对称模型来进行, 即将焊合面作为对称面。 图6显示的是一个圆管挤压工艺的模拟, 在模拟中坯料采用了1/8对称模型 (模具有四个分流孔) , 图中显示的是3/4模型, 其中透明部分为模具。 在模拟中主要的工作是分析材料在焊合室的流速、 温度、 应力和应变, 目前有几种判断材料是否焊合的标准
[28 ]
, 例如
(1) 最大压力准则 (Maximum Pressure) : 认为焊合室内材料某点的正压应力 (normal pressure) 达到临界值, 就认为材料已经焊合。
(2) 压力-时间准则 (pressure-time) : 实际上这是一个能量判断准则, 最后简化为由材料点上正压力在焊合时间内的积分:
Q = ∫ t p d t > C ? ? ? ( 1 )
式中p 为材料点的正压力, t 为焊合时间, C 为临界值需要通过特定的材料实验来获取。
图5 模拟的材料与模具工作带接触状态 (材料与模具分离)
Fig.5 Simulated contact state between billet and die bearing
图6 空心型材挤压的模拟
Fig.6 Simulated contact state between billet and die bearing
(3) 压力-时间-速度准则 (pressure-time-flow) : 压力-时间准则往往在“死区”的金属中应用会出现错误, 所以考虑到材料的流动速度影响, 提出压力-时间-流动准则。
Κ = ∫ t p ? v d t > C ? ? ? ( 2 )
以上这些准则的提出都是在一些学者通过大量的数值模拟和实验工作来进行的, 但是到目前为止, 还没有一个通用的准则能够被广泛应用。 因为每种准则都有其局限性, 更重要的是准则中的临界值很难通过实验确定。
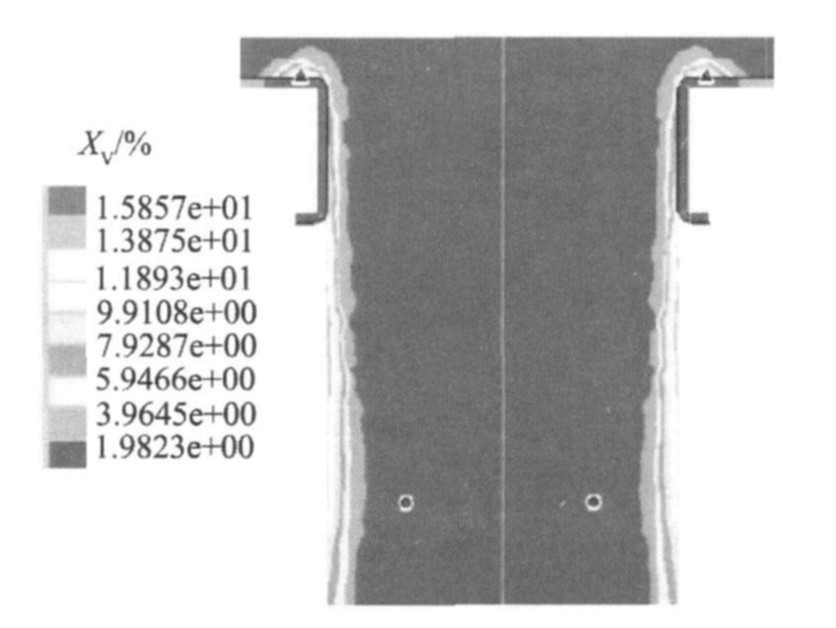
(4) 微观组织的模拟。 铝合金型材挤压工艺中, 特别是对于在交通运输、 航空航天应用中的高强硬质铝合金, 不但对形状要求严格, 更重要的是对其内部组织也提出了更高的要求。 铝合金在高温下进行挤压发生的大变形对微观组织的影响因素很多, 静态再结晶、 动态再结晶、 准动态再结晶以及晶粒度的模拟已经开始出现, 但仅限于Sheppard, Peng和Duan在FORGE程序上的工作
[29 ]
(图7) , 而且主要是针对一些简单型材的分析。 随着塑性大变形加工中组织模拟技术的不断改进和发展, 相信这一方向在今后将得到广泛的应用, 在对铝合金型材挤压形状模拟的基础上, 预测其内部组织, 改进模具设计和工艺设计。
(5) 反向计算、 优化设计的应用。 目前的数值模拟工作类似传统设计中的试错 (try-and-error) 法, 只不过是将物理试模改为数字试模。 这样, 浪费很多分析时间, 每一次对模具和工艺方案的改进还是依赖于设计 (模拟) 人员的工程经验。 为了提高设计效率、 缩短模拟时间, 需要引入反向设计方法和优化设计, 这两种方法在锻模设计中已得到初步应用, 如果引入到挤压模拟中, 可以根据型材的形状和坯料尺寸等, 反向计算出工作带的尺寸、 导流模的形状等。
图7 挤压型材的再结晶体积分数分布
Fig.7 Simulated fraction of recrystallization in extruded profile by FE
(6) 数值模拟精度的主要影响因素。 数值模拟的正确性取决于几个因素: 第一取决于有限元方法本身, 高效精确的描述材料流动行为是保证有限元模拟合理性的关键因素, 目前这一问题已经得到解决, 前述的几种有限元分析方法在理论上都可以解决挤压模拟问题。 第二, 取决于有限元建模, 在模拟前不可避免地要简化或等效一些条件, 所以必须对挤压工艺本身和建模技术熟练, 才能建立起合理的有限元模型, 这在应用软件来模拟的时候体现得更明显。 第三, 最重要的因素是材料数据是否准确, 包括铝合金和模具材料与温度相关的热物理性能, 铝合金流动应力数据等。 在铝合金流动应力的测试中, 如果采用圆柱单向压缩实验数据的话, 应力状态比较简单, 而且真实应变值很难超过1.0, 如果配合扭转测试的话, 能够丰富材料数据, 但这要求有更高级的测试设备。 在挤压工艺中, 特别是对于一些普通的铝合金, 局部材料应变速率很高 (超过100 s-1 ) , 这样高的应变速率也很难通过常规的测试设备来获取, 一般只能靠在已有的应变速率下的流动应力数据来插值获得。 第四个因素是材料和工具以及模具的接触摩擦方式和系数, 铝合金在高温状态下与工具和模具的摩擦不能用库仑摩擦来描述, 而采用黏着摩擦, 关于铝合金挤压中的摩擦系数研究在文献
[
30 ]
中有详细的介绍。
(7) 铝合金挤压工艺的模拟需要实验验证。 在目前的研究水平上, 需要不断地通过实验对模拟中建立模型的方法和参数进行修正, 来提高模拟水平。 但通过实验检测到的数值往往受到硬件条件的限制。 材料流动由于在封闭的模具和工具中进行难以观察, 只能靠数值模拟来分析。 对挤出型材温度的测量往往通过非接触式的测试方式取得, 受环境因素影响较大, 需要经过不断地标定。 在高速挤压下, 压力传感器很难及时响应, 测得的载荷曲线可能丢失主要阶段 (峰值) 的数据。
(8) 利用新兴的数值模拟方法模拟铝合金型材挤压过程, 文献
[
31 ]
详细介绍了自然元法 (Natural Element Method) 的原理, 这是一种改进的无网格方法, 无须对分析对象进行网格划分。 作者介绍了一些挤压模拟的实例, 并与其他方法模拟的结果进行了对比。
参考文献
[1] Hill R.The Mathmatical Theory of Plasticity[M].Oxford Univer-sity Press, 1950.
[2] Seweryn A.Analysis of axisymmetric steady-state extrusion throughdies of large cone angle by the slip-line method[J].Int.J.Mech.Sci., 1992, 11:891.
[3] Wang J P.A slip-line approach to visioplasticity in plane-strain ex-trusion by the finite flow-line regions technique[J].J.Mater.Proc.Tech., 1997, 70:77.
[4] Chitkara N R, Butt M A.Axi-symmetric tube extrusion through aflat-faced circular die:numerical construction of slip-line fields andassociated velocity fields[J].Int.J.Mech.Sci., 1997, 39:341.
[5] Marques M J M, et al.A solution to plane strain extrusion by theupper bound approach and the weighted residuals method[J].Int.J.Mech.Sci., 1989, 31:395.
[6] Kim D K, Cho J R, Bae W B, et al.An upper bound analysis ofthe square-die extrusion of non-axisymmetric sections[J].J.Mater.Pro.Tech., 1997, 71:477.
[7] Lee H I, Hwang B C, Bae W B.A UBET analysis of non-axisym-metric forward and backward extrusion[J].J.Mater.Pro.Tech., 2001, 113:103.
[8] Lee C H, Kobayashi S.New solutions to rigid-plastic deformationproblems using a matrix method[J].J.Eng.Ind. (Trans.ASME) , 1973, 95:865.
[9] Li Q, Smith C J, Harris C, Jolly M R.Finite element investiga-tions upon the influence of pocket die designs on metal flow in alu-minum extrusion:Part II.Effect of pocket geometry configurations onmetal flow[J].J.Mater.Proc.Tech., 2003, 135:197.
[10] Li Q, Harris C, Jolly M R.FEM Investigations for practical extru-sion issues-extrusion process for complex 3-D geometries;pocket de-signs of die;transverse weld phenomenon[A].Proceedings of the8th international aluminum extrusion technology seminar[C].Orlan-do, Florida, USA, 2004.221.
[11] Duan X J, Velay X, Sheppard T.Application of finite elementmethod in the hot extrusion of aluminum alloys[J].Mater.Sci.andEng.A, 2004, 369:66.
[12] Peng Z, Sheppard T.Inpidual influence of forming parameters onsurface recrystallization during aluminum extrusion[J].ModelingSimul.Mater.Sci.Eng., 2004, 12:43.
[13] Peng Z, Sheppard T.Simulation of multi-hole die extrusion[J].Mater.Sci.&Eng.A, 2004, 367:329.
[14] Zhou J, Li L, Duszczyk J.3D FEM simulation of the whole cycleof aluminium extrusion throughout the transient state and the steadystate using the updated Lagrangian approach[J].J.Mater.Proc.Tech., 2003, 134:383.
[15] Chanda T, Zhou J, Duszczyk J.A comparative study on iso-speedextrusion and isothermal extrusion of 6061 Al alloy using 3D FEMsimulation[J].Journal of Materials Processing Technology, 2000, 114:145.
[16] Li L, Zhou J, Duszczyk J.Prediction of temperature evolution dur-ing the extrusion of 7075 aluminium alloy at various ram speeds bymeans of 3D FEM simulation[J].J.Mater.Proc.Tech., 2004, 145:360.
[17] 高锦张, 刘伟, 贾俐俐.多腔壁板铝型材分流组合模具挤压过程模拟[J].锻压技术, 2004, 4:93.
[18] 马立安, 魏朝晖, 栾怡国.分流焊合模成形管材过程的数值模拟研究[J].金属成形工艺, 2003, 21 (6) :28.
[19] Lee J M, Kim B M, Kang C G.Effects of chamber shapes of port-hole die on elastic deformation and extrusion process in condensertube extrusion[J].Materials and Design, 2005, 26:327.
[20] van Rens B J E.Finite element simulation of the aluminum extru-sion process:shape prediction of complex profiles[D].EindhovenTechnology University, the Netherlands, 1999.
[21] Mooi H.Finite element simulations of aluminum extrusion[D].Twente University, the Netherlands, 1996.
[22] Lof J.Developments in finite element simulations of aluminum ex-trusion[D].Twente University, the Netherlands, 2000.
[23] Reddy M P, Mayavaram R, et al.Analysis and design optimizationof aluminum extrusion dies[A].Proceedings of the 8th internationalaluminum extrusion technology seminar[C].Orlando, Florida, USA, 2004.171.
[24] 娄淑梅, 赵国群, 吴向红, 徐淑波, 吴欣.铝型材挤压过程有限体积法数值模拟技术研究[J].塑性工程学报, 2006, 13 (4) :34.
[25] 黄克坚, 包忠诩, 阮峰.有限体积数值模拟技术在宽展挤压模具设计中的运用[J].塑性工程学报, 2005, 12 (6) :34.
[26] Caloska J, Lazarev J, Nospal A, Stojkovski S.Exit velocity profileat the extrusion process of aluminum square pipe[A].Proceedings ofSoutheastern Europe Fluent Users Group Meeting[C].Thessaloniki, Greece, 2002.1.
[27] Williams A J, Croft T N, Cross M.Computation modeling of metalextrusion and forging processes[J].Journal of Processing Technolo-gy, 2002, 125-126:573.
[28] Donati L, Tomesani L.Evaluation of a new FEM criterion for seamwelds quality prediction in aluminum extruded profiles[A].Proceed-ings of the 8th international aluminum extrusion technology seminar[C].vol.2, Orlando, Florida, USA, May, 2004.221.
[29] Duan X J, Sheppard T.Simulation and control of microstructureevolution during hot extrusion of hard aluminium alloys[J].Mater.Sci.&Eng.A, 2003, 351:282.
[30] Flitta I, Sheppard T.Nature of friction in extrusion process and itseffect on material flow[J].Material Science and Technology, 2003, 19:837.
[31] Alfaro I, Bel D, Cueto E, Doblare M, Chinesta F.Three-dimen-sional simulation of aluminum extrusion by the a-shape based naturalelement method[J].Computer Methods in Applied Mechanics andEngineering, 2006, 195:4269.