
Grain refinement in AZ31 magnesium alloy rod fabricated by extrusion-shearing severe plastic deformation process
HU Hong-jun1, ZHANG Ding-fei2, YANG Ming-bo1, DENG Ming1
1. College of Materials Science and Engineering, Chongqing University of Technology, Chongqing 400054, China;
2. National Engineering Research Center for Magnesium Alloys, Chongqing University, Chongqing 400044, China
Received 25 February 2010; accepted 26 September 2010
Abstract: A new severe plastic deformation (SPD) method that is extrusion-shearing (ES), which includes initial forward extrusion and shearing process subsequently, was developed to fabricate the fine grained AZ31 Mg alloys. The components of ES die were manufactured and installed to gleeble1500D thermo-mechanical simulator. Microstructure observations were carried out in different positions of ES formed rods. The results show that homogeneous microstructures with mean grain size of 2 μm are obtained at lower temperature as the accumulated true strain is 2.44. Occurring of continuous dynamic recrystallization (DRX) is the main reason for grain refinement during ES process. The experimental results show that the ES process effectively refines the grains of AZ31 magnesium. The production results of ES extrusion with industrial extruder under different extrusion conditions show that the ES extrusion can be applied in large-scale industry.
Key words: magnesium alloys; extrusion-shearing process; grain refinement; physical simulator
1 Introduction
As the lightest structural material of engineering, magnesium alloys have attracted considerable attention[1-2]. However, Mg alloys exhibit poor formability and possess only moderate strength compared with Al alloys. One of the promising methods for increasing ductility and strength is microstructure refinement. It is known that grain refinement has great potential to improve both strength and ductility of Mg alloys due to the Hall-Petch relationship. A fine-grained material is harder and stronger than coarse one because it has a greater total grain boundary area to impede dislocation motion[3-4]. Bulk nanostructure materials processed by methods of severe plastic deformation (SPD) such as equal channel angular extrusion (ECAE) have attracted the growing interest of specialists in materials science[5-8]. As the cross-section of the material remains unaltered, it can be processed over and over again to impart uniform large plastic strains. Some researchers[9-10] used a new process to extrude a cast Mg-9% Al alloy; its size of ~50 μm after casting was further reduced to ~0.7 μm when the alloy was subjected to ECAP 2 passes at 473 K. Many researchers used the extrusion-ECAP to prepare the ultrafine magnesium, but the ECAP process was only used in the lab scale processing. There was an unbridgeable gap between the experimental and industrial applications. The EX-ECAP usually includes more than 2 steps, and the material may be oxidized. In the present work, a new approach was performed to fabricate rods which included two consecutive processes (initial extrusion and subsequent shearing process) and shorten for “ES”. Up to now, there are less reports on the microstructure evolution of Mg alloys fabricated by ES process. The components of ES forming die were manufactured and installed to gleeble1500 thermo-mechanical simulator in this work. Physical simulations were controlled by executing the computer program of simulator. The microstructures of AZ31 Mg alloy sampled from ES formed rods were observed. The aim of the present study is to reveal the microstructure evolution and to clarify the grain refining mechanism in AZ31 during ES process. To illustrate the potential industrial application of the ES extrusion, we designed and manufactured the ES die used in the horizontal extruder and made the experiments of ES extrusion. The extrusion results of macro extruded bar were provided.
2 Experimental
The schematic diagram of ES extrusion is schematically shown in Fig.1. The die includes direction extrusion with extrusion ratio of 4 and one step equal channel angular processing (ECAP) with 90°. By one- pass ES extrusion, a larger amount of shear deformation can be introduced than the direct extrusion with the same extrusion ratio.
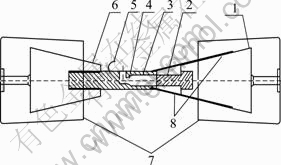
Fig.1 Illustration of ES die and equipment style: 1―Right support; 2―Extrusion ram; 3―Container; 4―ES forming zone; 5―Thermocouple; 6―Left support; 7―Fixtures of simulator; 8―Copper film
The chemical composition of the as-received AZ31 billet used in this study (in mass fraction) is 3.02% Mg- 1.01% Al 0.30% Zn Mn. Samples with length of 40 mm and diameter of 5.6 mm were cut from magnesium alloy billets. Figs.2 (a) and (b) show the original optical microstructures for as-cast and homogenized billets, respectively. The cast ingot of the alloy was homogenized at 673 K for 16 h and the microstructure after heat treatment is shown in Fig.2(b). It is clear that uniformity is improved after homogenization, but the grains have grown up remarkably. The as-received cast and homogenized billet possessed grains with around 100 μm and 300 μm in size respectively.
ES extrusion was conducted by the ES die at the temperatures of 573 K and 673 K, respectively, with the extrusion speed of 5 mm/s. Physical simulations for extrusion experiments were made by employing gleeble1500D thermo-mechanical simulator. The billet and ES die were heated up to a certain temperature and preserved heat to avoid too much heat dissipation and then extrusion started immediately with the ram speed of 5 mm/s. In the ES hot extrusion experiments, oildag was applied to the surfaces of workpieces and dies as lubricant.
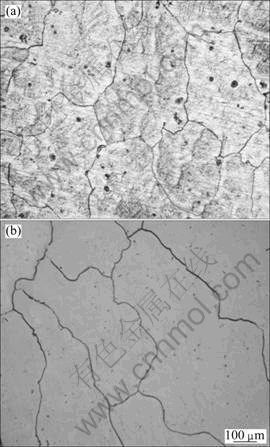
Fig.2 Microstructures of initial AZ31 specimens with relatively coarse grain under condition of as-cast state (a) and homogenized state (b)
In Fig.3, ND is the normal direction perpendicular to extrusion direction(ED). In order to research the microstructures throughout the longitudinal section of the extruded rod, the right (denoted “1”), center of rod (denoted “2”) and left (denoted “3”) of extrusion bar were selected for microstructure examination along ED, as shown in Fig.3.
The principle of ES process is to introduce compressive and accumulated shear strain into the sample. The character of ES process is that the sample is subjected to variable shear stress via deformation. The accumulative strain of ES extrusion can be expressed as Eq.(1), which includes two parts, direct extrusion and one step ECAP:
 (1)
(1)
where ε is the accumulative strain; λ is the extrusion ratio;  is the inner corner angle; Ψ is the outer corner angle.
is the inner corner angle; Ψ is the outer corner angle.
The relationship between the average recrystallized
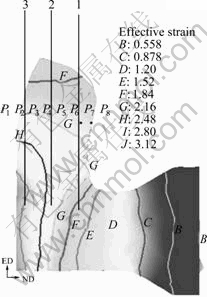
Fig.3 Schematic diagram of present ES extrusion processing and examined positions for microstructure in AZ31 rod
grain size (d) and the Zener-Hollomon parameter (Z) during dynamic recrystallization is given by (d/d0)n= 10-3Z-1/3 [11]. The temperature corrected strain rate Z is given by
 (2)
(2)
where  is the strain rate; Q is the activation energy for the deformation; T is the temperature; and R is the gas
is the strain rate; Q is the activation energy for the deformation; T is the temperature; and R is the gas
constant. The Zener-Hollomon parameter (Z) of first direct extrusion is equal to Z1:
 (3)
(3)
where v1 is the extrusion speed; R1 is the billet radius.
And the Z parameter of the second phase for shearing is Z2:
 (4)
(4)
where v2 is the speed of extruded rods; R2 is the radius of extruded rod.
To certify the industrial applications of ES extrusion, the ES die has been designed and manufactured. Fig.4 presents the schematic diagram of the forming steps of ES extrusion. The cross-sectional area of the raw material was 7 225 mm2. The cross-sectional area of the product was 625 mm2, and the extrusion ratio was 11.6. The AZ31 magnesium materials, the ram and the lubricated die should be preheated for 2 h before the actual extrusion process. The ES extrusion was then employed to extrude the magnesium alloy bars at different extrusion temperatures (450, 430, 420, 400, 380, 350 °C). The ES extrusion results are shown in Fig.4. The results prove that the ES extrusion is a formality method for magnesium suitable for large-scale industrial application.
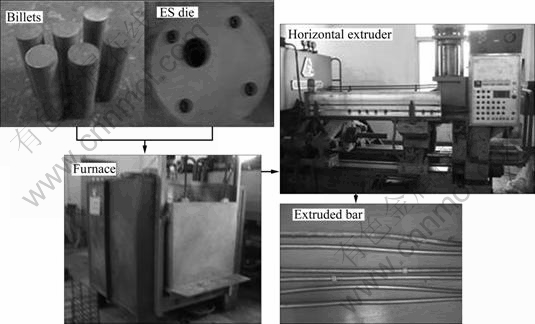
Fig.4 Schematic diagram of forming steps of ES extrusion
3 Results and discussion
The optical microstructures for nonhomogeneous billets along ED at 573 K are shown in Fig.5, which indicates the microstructures of right, center and left, respectively. After the ES extrusion, coarse grains with a few fine grains distribute along the extrusion direction. The size of fine grains is around 2 μm while that of coarse grains is beyond 100 μm. It is clear that dynamic recrystallization took place in the rods. This is typical microstructure of partial dynamic recrystallization. It is obvious that grain size gradient is from position 1 to position 3. The microstructures are uneven, and grains
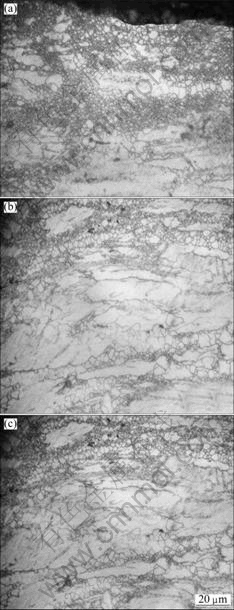
Fig.5 Optical microstructures of alloys processed by ES in longitudinal section at temperature of 573 K: (a) Right position; (b) Center position; (c) Left position
have been lengthened along the ED. Flow lines of thermal process form and are messy. From Fig.5(a) it can be seen that the mean size of grains at position 1 is near 2 μm in the margin where the rod is sheared intensely by the inner corner. But there exist some banding grains at the positions far away from the margins, with some fine grains among them. The causes for those phenomena are as follows: when the full recrystallization occurred for the formation of the largest strain rate near the inner corner, part recrystallization has taken place in other portions. From Fig.5(b), most of grains maintain original states (as-cast), and several streamlines can be seen indistinctly in Fig.5(c).
The billets treated by the homogenization were extruded by ES process at 573 K. Optical microstructures of three positions are shown in Fig.6. After the hot ES extrusion, grains are refined clearly in all layers. Fine grains become larger and more homogenous. There are even equiaxed grains with an average grain size of 2 μm in ES hot-extruded rods, which indicates that intensive dynamic recrystallization takes place during ES process. But it is clear that the size of the dynamic recrystallization grains is bigger than that shown in Fig.6 and there are no flow lines in the microstructures.
The optical microstructures in as-cast state extruded at 623 K are shown in Fig.7, which indicates the microstructures of right, center and left positions along ED in the rod, respectively. It is obvious that grains at the right position are finer than those at left position. The streamlines disappear because of the greater recrystallization at 623 K. However, with the increase of temperature, there still exist nonhomogeneous grains at the left and right positions. Fig.8 shows the microstructures evolution along ED at different positions at 623 K when the billet is homogenized. Homogeneous equiaxed grain structure with an average grain size of 10 μm is attained. It can be seen that grains become bigger than those extruded at 573 K.
The as-cast coarse grains were broken at 573 K. New grains were formed by the stress, at the same time the relative rotation between the grains occurred and deformation recrystallization had taken place. While the grain was small, the distortion was still uneven, and recrystallization had not yet happened in the central part of the most microstructures. As heating temperature was increased, full recrystallization in the microstructures took place at 573 K, while the grains had the trend of growing up; even a small amount of grains had grown up abnormally. There were uniformity and no flow lines in microstructures when homogenization billet was formed by ES process at 623 K. It can be observed that the grain grows up (compared with extrusion temperature 573 K), which indicates that the low temperature can inhibit the
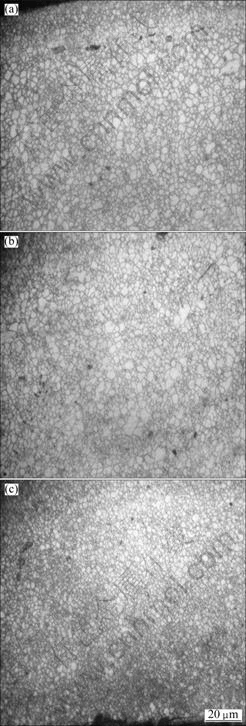
Fig.6 Optical microstructures of alloys processed by ES in longitudinal section at temperature of 573 K with homogenization states: (a) Right position; (b) Center position; (c) Left position
grains to grow up further.
The curves of stress―strain during the ES extrusion at temperature of 573 K are shown in Fig.9. It can be found that: firstly, the true stress increases rapidly with the rise of strain for work hardening till a peak value appears, then decreases to valley bottom. All flow

Fig.7 Optical microstructures of alloys processed by ES in longitudinal section at temperature of 623 K: (a) Right position; (b) Center position; (c) Left position
curves have a sharp rise followed by a sharp fall at the initial stage of the deformation, implying the occurrence of the first dynamic recrystallization. The stress continues to go up to another meridian; after that the stress decreases to a stability value that does not vary with the rise of strain and the values are 550 MPa and 560 MPa respectively. It can be concluded that the billet homogenization can reduce the deformation stress. The reasons of twice decline of stress during ES extrusion are that the twice dynamic recrystallizations take place
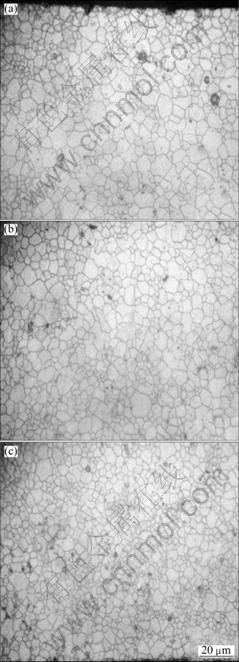
Fig.8 Optical microstructures of alloys processed by ES in longitudinal section at temperature of 623 K with homogenization: (a) Right position; (b) Center position; (c) Left position
and the billet comes out of ES die gradually (the deformation force and fiction force decrease).
Eq.(1) includes two parts: the former is the strain of direct extrusion and the later is the strain for ECAP. In this work, λ equals 4, is 90°, and Ψ is 20°. So the counted accumulative strain is 2.44. Large strain occurred during the ES, which caused the fine grains.
Dynamic recrystallization is one of the interesting mechanisms of microstructure evolution. Grain refinement could be attributed to continuous dynamic
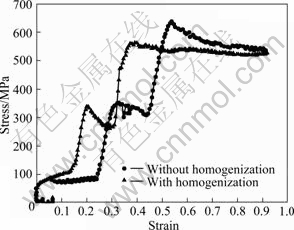
Fig.9 Curves of stress―strain at ES extrusion temperature of 573 K with and without homogenization
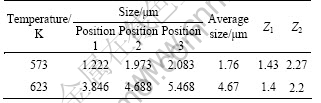
recrystallization which involves a progressive increase in grain boundary disorientation and changes of low angle boundaries into high angle boundaries. The average grain sizes (d) at different positions are listed in Table 1. It can be found that the grains for DRX are coarsened with increasing the preheating temperature and Z parameter decreases with the increase of temperature.
Table 1 Average grain size at varied positions with Z parameters
4 Conclusions
1) The ES die was manufactured and installed to thermo-mechanical simulator. ES forming was applied to fabricating AZ31 magnesium alloy rod at preheat temperature of 573 K and 623 K with speed of 5 mm/s. The microstructures along ED at the positions of right, center and left were examined.
2) ES extruded AZ31 sample shows a fine-grained microstructure and some grain size gradient throughout longitudinal section. The ES extrusion causes serve plastic deformation and improves the dynamic recrystallization during extrusion. The microstructures show that ES is an efficient and inexpensive grain refinement method for magnesium alloys.
3) The ES forming can refine the grains effectively and ES forming is another new serve plastic deformation. The production results of ES extrusion with industrial extruder under different extrusion conditions show that the ES extrusion can be applied in large-scale industrial application.
References
[1] RAGHAVAN S. Computational simulation of the equal channel angular extrusion process [J]. J Scripta Mater, 2001, 44(1): 91-96.
[2] ZHANG Ding-fei, HU Hong-jun, PAN Fu-sheng, YANG Ming-bo. Numerical and physical simulation of a new SPD method combining extrusion and equal channel angular pressing for AZ31 magnesium [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(3): 478-483. (in Chinese)
[3] CHUNG Y H, PARK J W, LEE K H. An analysis of accumulated deformation in the equal channel angular rolling (ECAR) process [J]. Mater Inter, 2006, 12(4): 289-293.
[4] HU Hong-jun, ZHANG Ding-fei, PAN Fu-sheng. Die structure optimization of equal channel angular extrusion for AZ31 magnesium alloy based on finite element method [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(2): 259-266. (in Chinese)
[5] VALIEV R Z, KRASILNIKOV N A, TSENEV N K. Plastic deformation of alloys with submicron-grained structure [J]. Mater Sci Eng A, 1991, 137: 35-40.
[6] KIM H S, HONG S I, SEO M H. Effects of strain hardenability and strain rate sensitivity on the plastic flow and deformation homogeneity during equal channel angular pressing (ECAP) [J]. J Mater Res, 2001, 16: 856-864.
[7] XING J, SOHDE H, YANG X, MIURA H, SAKAI T. Ultra-fine grain development in magnesium alloy AZ31 during multi-directional forging under decreasing temperature conditions [J]. Mater Trans, 2005, 46(20): 1646-1650.
[8] STAROSELSKY A, ANAND L. A constitutive model for HCP materials deforming by slip and twinning: Application to magnesium alloy AZ31B [J]. International Journal of Plasticity, 2003, 19(10): 1843-1864.
[9] MATSUYAMA K, MIYAHARA Y, HORITA Z, LANGDON T G. Developing superplasticity in a magnesium alloy through a combination of extrusion and ECAP [J]. Acta Materialia, 2003, 51: 3073-3084.
[10] FIGUEIREDO R B, CETLIN P R, LANGDON T G. The processing of difficult-to-work alloys by ECAP with an emphasis on magnesium alloys [J]. Acta Materialia, 2007, 55: 4769-4779.
[11] WATANABE H, TSUTSUI H, MUKAK T. Grain size control of commercial wrought Mg-Al-Zn alloys utilizing dynamic recrystallization [J]. Mater Trans JIM, 2001, 7: 1200.
[12] YU Kun, LI Wen-xian, WANG Ri-chu. Researches, developments and applications of wrought magnesium alloys [J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 277-288. (in Chinese)
[13] YU Kun, LI Wen-xian, WANG Ri-chu. Plastic deformation mechanism of magnesium alloys [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(7): 1081-1086. (in Chinese)
[14] CHEN Y J, WANG Q D, LIN J B, ZHANG L J, ZHAI C Q. Microstructure and mechanical properties of AZ31 Mg alloy processed by high ratio extrusion [J]. Transactions of Nonferrous Metals Society of China, 2006, 16(S3): s1875-s1878.
[15] LIU Chu-ming, LIU Zi-juan, ZHU Xiu-rong, ZHOU Hai-tao. Research and development progress of dynamic recrystallization in pure magnesium and its alloy [J]. The Chinese Journal of Nonferrous Metals, 2006, 16(1): 1-10. (in Chinese)
[16] KIM J K, KIM W J J. Analysis of deformation behavior in 3D during equal channel angular extrusion [J]. Journal of Materials Processing Technology, 2006, 176: 260-267.
[17] SHIN D H, KIM B C, PARK K T, CHOO W Y. Microstructural changes in equal channel angular pressed low carbon steel by static annealing [J]. Acta Mater, 2000, 48: 3245-3252.
应用挤压-剪切大变形工艺细化AZ31镁合金晶粒
胡红军1 , 张丁非2, 杨明波 1, 邓 明1
1. 重庆理工大学 材料科学与工程学院,重庆 400054;
2. 重庆大学 国家镁合金材料工程技术研究中心,重庆 400044
摘 要:提出一种新型的镁合金复合挤压方法,将传统的挤压和大塑性变形方法等通道挤压相结合,也就是将压缩变径挤压和剪切 (一次或者连续二次)相结合(简称ES)。根据ES变形的思想,设计并制造了适合热模拟仪Gleeble1500D的ES挤压装置,进行了不同温度下的AZ31镁合金ES挤压测试,观察了ES挤压所得到的AZ31镁合金挤压棒的微观组织。结果表明:当挤压比为4时,ES挤压的累计应变为2.44,可得到平均尺寸为2 μm的微观组织。动态再结晶的发生是ES挤压产生晶粒细化的主要原因。根据ES热模拟挤压过程的应力―应变曲线和挤压力曲线的特点,ES热模拟实验中镁合金发生了与一般动态再结晶过程不一样的再结晶过程,具有明显的两个动态再结晶阶段,被称为“双级动态再结晶”。基于热模拟的ES挤压证明了ES挤压是可行的。生产实践结果表明,不同条件下的工业ES 挤压可大批量生产镁合金挤压棒材。
关键词:镁合金;挤压-剪切工艺;晶粒细化;热模拟仪
(Edited by LI Xiang-qun)
Foundation item: Project (2007CB613700) supported by the National Basic Research Program of China; Project (50725413) supported by the National Natural Science Foundation of China; Project (CSTC2009AB4008) supported by Chongqing Sci & Tech Development Program, China; Project (CQ CSTC,2010BB4301 )supported by National Science Foundation of Chongqing, China; Project (2010CSTC-HDLS) supported by Chongqing Sci & Tech Commission, China
Corresponding author: HU Hong-jun; Tel: +86-23-68851783; Fax: +86-23-68851783; E-mail: hhj@cqut.edu.cn
DOI: 10.1016/S1003-6326(11)60705-X

