ֱд���ͼ�����һ�������ɳ߶���ά�ṹ���Ʊ�����
��Դ�ڿ����й���ɫ����ѧ��2015���6��
�������ߣ����»� ����Ⱥ ��С�� ���ճ� ������
����ҳ�룺1525 - 1538
�ؼ��ʣ�ֱд���ͼ�������ά���ڽṹ������Һ��Ӧ��
Key words��direct ink writing; 3D periodic structure; suspension; application
ժ Ҫ��ֱд���ͼ�����һ�����͵���ģ���ͼ������ü������������������ƺ;��ܻ�е����ȷ��������Һ�ij�����ͨ�������ӵķ�ʽ�Ʊ�����ά���ڽṹ�ͺ����(��֧��)����кܴ�߿��ȵĸ�����ά�ṹ������ֱд���ͼ������о���չ�����������ԭ�������ܳ���װ�ã��ص��ܽ�ֱд���ͼ���������Һ���ܵ�Ҫ����Ӧ�ã����̽�ָü������ڵ����⼰��չǰ����
Abstract: Direct ink writing (DIW) is a novel moldless forming technology for simple 3D periodic structures and complex 3D structures with spanning (unsupported) elements or high aspect ratio walls. With the computer aided design and precision machinery, the suspension is accurately deposited via the way of layer-by-layer. The research and development of direct ink writing was reviewed. The fundamental theory and experimental set-up were introduced. In addition, requirements of suspension property and applications of this forming method were specially summarized. Finally, the problem and development of direct ink writing were also discussed.
���±�ţ�1004-0609(2015)06-1525-13
���»�������Ⱥ����С�棬���ճ���������
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��ֱд���ͼ�����һ�����͵���ģ���ͼ������ü������������������ƺ;��ܻ�е����ȷ��������Һ�ij�����ͨ�������ӵķ�ʽ�Ʊ�����ά���ڽṹ�ͺ����(��֧��)����кܴ�߿��ȵĸ�����ά�ṹ������ֱд���ͼ������о���չ�����������ԭ�������ܳ���װ�ã��ص��ܽ�ֱд���ͼ���������Һ���ܵ�Ҫ����Ӧ�ã����̽�ָü������ڵ����⼰��չǰ����
�ؼ��ʣ�ֱд���ͼ�������ά���ڽṹ������Һ��Ӧ��
��ͼ����ţ�TQ174 �� �� ���ױ�־�룺A
SUN Yue-hua, PENG Chao-qun, WANG Xiao-feng, WANG Ri-chu, CHEN Yi-xin
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Direct ink writing (DIW) is a novel moldless forming technology for simple 3D periodic structures and complex 3D structures with spanning (unsupported) elements or high aspect ratio walls. With the computer aided design and precision machinery, the suspension is accurately deposited via the way of layer-by-layer. The research and development of direct ink writing was reviewed. The fundamental theory and experimental set-up were introduced. In addition, requirements of suspension property and applications of this forming method were specially summarized. Finally, the problem and development of direct ink writing were also discussed.
Key words: direct ink writing; 3D periodic structure; suspension; application
���ŵ�����Ϣ����ѧ������ҽѧ������Ŀ��ٷ�չ����ܡ����������ṹ���պͶ�����������Ŀǰ��Ʒ��չ��һ�����ơ����������������Ի��Ͷ������������Լ����ҵ��г�������Ѱ����Ʊ���ϸ�����ҷ����������ͳ��ͷ�����Ϊ��������ҵ���ٵ�����ս�����ٳ��ͼ���(Rapid prototyping��RP)���������ֱ������γɲ���չ�ġ��ü������������������ƺ;��ܻ�е���ִ��ֶΣ����ٶ���Ч�ؽ���Ƶ�ģ���ﻯΪ����һ���ṹ���ܵ���ά�ṹ����[1-2]�����ٳ��ͼ����ڹ�ȥ�ļ�ʮ���չѸ�٣����͵������й�̻�����[3]��ѡ���Լ����ս����[4]�Լ��ֲ�ʵ�����[5]�ȣ������ڳ��;��ȵ͡������������ӡ�����ǿ�ȵ͵�ȱ�㣬���ʺ��Ʊ�С�;�ϸ���������������ڿ��ٳ��͵�ֱд���ͼ���(Direct ink writing��DIW)��������Ʊ����нϴ�߿��Ⱥͺ��п�������ĸ��Ӿ�ϸ����ά���ڽṹ�������о��ߵĹ㷺��ע��
ֱд���ͼ���������Sandia����ʵ����CESARANO��[6]�״�������ü�������������������Ԥ����ƽṹͼ����ͨ����������Һ���������ܽ����ϴ�������������Ʊ�������״���ӵľ�ϸ��ά���ڽṹ���ѹ㷺Ӧ�����Ƚ��մɲ���[7-8]��������[9-10]����������[11-12]�Լ�ѹ�����[13-14]�ȡ����������ٳ��ͷ�����ȣ�ֱд���ͼ���������������[6, 15-16]��1) ����������ģ�ߣ��������ڶ̡�Ч�ʸߡ��ɱ��ͣ�2) �ɸ��������ݵظı���Ʒ����״�ͳߴ磬���������ƾ�ȷ��3) ԭ��������������������ǽ������������л��ۺ���ȣ�4) ���Ʊ������ѧ�����ӵ�����Ĺ��ܲ��ϣ������ǻ���ϸ����
����������������ֱд���ͼ���������Һ��ơ��������ܿ����Լ�Ӧ�÷�������˴����о�������ֱд���ͼ���������Һ�ɼ��б�ϡ��������Һ����չ��������������Һ��˫������Һ���۵���ʻ������Һ�ȣ���Ӧ�÷�ΧҲ���������ѽ�������ӵ�ء�����ϸ����������Ŀǰ�����ڶ�ֱд���ͼ������о��ܽἫ�١���ˣ����б�Ҫ�Ըü������о���չ����ϵͳ�ܽᡣ������������ֱд���ͼ������о���չ�����������ԭ������Ҫ����ʵ��װ�ã��ص�����ܽ�ֱд��������Һ��Ҫ����Ӧ�ã����̽��ֱд���ͼ������ڵ����⼰��չǰ����
1 ֱд���ͼ����Ļ���ԭ��
ֱд���ͼ����Ǽ������������ơ����ܻ�е�Ͳ��Ͽ�ѧ��һ�����ģ���ͷ�������ʵ�ֲ�Ʒ��ƴӶ�ά����ά���ڽṹ���������һ�廯���ͼ���������īˮ����ṹ���Ϳɽ�ֱд���ͷ�Ϊ����ֱд����(Filament-based DIW)��Һ��ֱд����(Droplet-based DIW)������[17]����������ֱд������Ҫ�����Զ�ע������(Robocasting)[18]�����ڳ�������(Fused deposition)[19]����ֱд(Micropen writing)[20]��Һ��ֱд������Ҫ������īӡˢ(Ink-jet printing)[21]����������ӡˢ(Hot-melt ink-jet printing)[22]��3D��ӡ(3D printing)[23]��ͼ1��ʾΪ������������Һ�ij���ʾ��ͼ[24]��
����ֱд���͵Ļ���ԭ�����£�����ͨ��������������Ԥ���������Ҫ����ά�ṹͼ�Σ�����ѹΪ���������ϴ����켷���γ��������壬ͬʱ�ɼ�����Զ����ư�װ��z���ϵĽ�������װ�øı�����x-yƽ̨���˶��켣�ڻ����ϰ���Ԥ����ƾ�ȷ�س��ͳ���һ��ṹ����һ��ṹ��ɺ�z�����ォ��������װ�þ�ȷ�������ƶ�����Ʒ���ȷ���ĸ߶ȣ��ڶ��㽬�ϳ����ڵ�һ����ͽ����γɵĽṹ�Ͻ��С�����һ��ṹ��ɺı佬������װ�õ�z��λ�ã���ͬ���ķ�ʽ������һ��ֱ��������ά�ṹ������ɡ�ͨ�������������ӹ��̣��ɻ�ô�ͳ���������Ʊ��ĸ��Ӿ�����ά���ڽṹ���������Ʊ����нϴ��������ĸ��ӽṹ��
Һ��ֱд���͵Ļ���ԭ�����£�Һ��ֱд���Ϳɷ�Ϊ�����ζ��Ͱ���ζ����ࡣ�������ζ��������У���������������Һͨ����������Һ���������Ȼ�����ڱ������������±����Ƴ�Ϊ������ɢ��Һ�Σ������촦������γɵĵ�������Һ���ھ�����������ƫת����������Ԥ����Ƶ�λ�ã����͵�Һ�ξ��ܼ���������ѧ��Ӧ����ȴ�ȷ�ʽ�̻������ڰ���ζ��������У�Һ��ֻ������Ҫʱ�Ų�����һ��ͨ�������ɿ�Ƶ�ʵ�ѹ�紫��װ�û��߾ֲ����Ȳ���ѹ�����������ƣ�ÿһ��ѹ������ɻ��һ��Һ�Ρ�������ֱд���Ͳ�ͬ���ǣ�Һ��ֱд������������Һ�ǵ�����ɢ��Һ�Σ��������������������塣
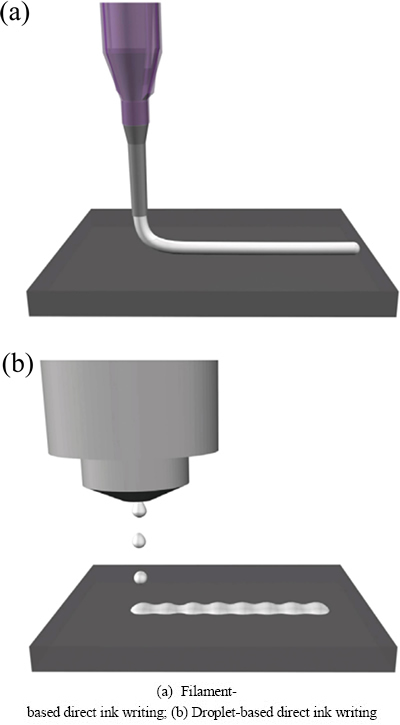
ͼ1 ����Һ�ij���ģʽʾ��ͼ[24]
Fig. 1 Scheme of suspension deposition[24]
2 ֱд����װ��
ͼ2��ʾΪֱд���͵ĵ���ʵ��װ��[16, 25]����ͼ2(a)��֪������ֱд����װ���ɼ��������ϵͳ����ά�ƶ�ƽ̨ϵͳ�ͽ������ϵͳ3�������[26]�����������ϵͳ��Ҫͨ����װ��x���y������ε���ͱ������Լ�z��ĸ߾��ȿ����������Ƴ����̡���ϵͳͨ��CAD����������ά�ṹ�����ṹ�����ƶ�·��ת��Ϊ��ش��룬��ͨ����ά�˶�ƽ̨ϵͳ�Ŀ�����������·��ָ��ݸ��ƶ�ƽ̨���Ӷ���ȷ���ƽ�������ά�����ϵij���;�������������ϵͳ��Ϊ�����豸����Ʋ�ͬ��״�ͳߴ����ά���ӽṹ�������������̵Ļ�������ά�ƶ�ƽ̨ϵͳ�ɿ��������ƶ�ƽ̨��������ɡ��������ڼ��������ϵͳ���ƶ�ƽ̨֮�䣬�ɽ����������ϵͳ������·��ָ��ݸ��ƶ�ƽ̨���ƶ�ƽ̨������ά�����������ƶ����˶�ʱ�ɴ�������ע����ͬ���˶����������ϵͳ�������á���ѹ���ڷ��ͽ���ע����3������ɡ��������ڽ��ϳ���ʱΪ�����ṩ��������ѹ���ڷ�����������������ע�������������ѹ��С��ע�����ɴ����������ϣ�����һ����ѹ��������ע�����ڲ�ʱ�����Ͻ���ѹ�������´����챻�����γ��������塣
Һ��ֱд���͵ĵ���ʵ��װ��[16](��ͼ2(b))������Һ����ϵͳ��ѹ��ת����������缫�����缫�ͻ�����ɡ����У�����Һ����ϵͳ��Ҫ��ͨ�����ṩ����������Һע��ǻ�ң��ٴӸ�ǻ�Ҿ����������ѹ��ת������Ϊ����Һ������ṩ���Ƹ��š�����缫����������Һ����ʹͨ������ɢҺ���뿪ʱ���ϵ�ɣ�ͨ���ı��ѹ���ı�Һ�εĴ����������缫���ṩһ���̶��ĵ糡������Ĵ���Һ��ͨ�����缫ʱ�ᷢ��ƫת��ƫת�̶���������йء�������Һ������ƫתֱ�ӽ�����չ����ڣ�������Һ�η���ƫת������������Ԥ����Ƶ�λ�á�
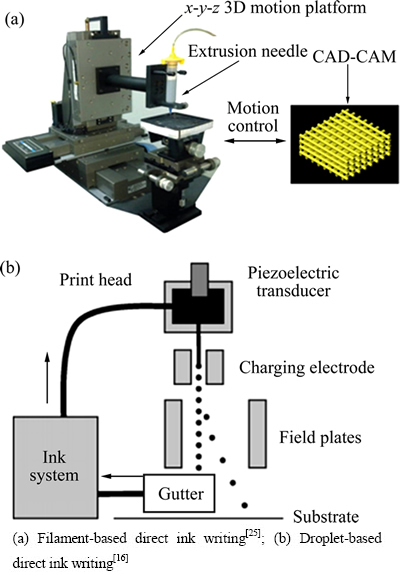
ͼ2 ֱд����ʵ��װ��[16, 25]
Fig. 2 Experimental set-up for direct ink writing process[16, 25]
3 ֱд��������Һ��Ҫ��
3.1 ����ֱд��������Һ
3.1.1 ����Һ��Ҫ��
����ֱд����Ϊ�Ʊ����Ӿ�ϸ���߶���ά�ṹ�ṩ��һ�ֹ���ǿ��Ĺ��շ������ڳ������У�����Һ����˳��ͨ��������ϸСԲ��״�����γ������������壬��Ѹ�ٹ̻��Ա�����״�������ڳ��ͺ��п�Ȼ�������(��֧��)�ṹʱ��������״������̮�������������ˣ��������մ�ʪ��������ȣ�ֱд���Ͷ�����Һ��Ҫ���Ϊ���̡����ݳ��ͷ�ʽ�IJ�ͬ��������ֱд���ͷ�Ϊ�Թ̻����ͺ���̻�����������[27]�����У��Թ̻�������ָ������������ã�ͨ���ı�����Һ�����������ı����������ܣ��Ӷ�ʵ�ֿ��ٹ̻�����Ҫʵʩ;������[27-32]��1) ��������ǿ��[28]��2) �ı�����[29-30]��3) ���ӷ����Ӿ۵����[31-32]����̻���������ָ��������������ı�����Һ���������ܣ���Ҫʵʩ;������[27, 33-38]��1) �����̻�[33-34]��2) �ܼ�����[35]��3) ��������Һ���ܼ���������ܼ����ܽ�Ȳ���ʵ�ֹ̻�[36-38]��
�Թ̻����ͷ�ʽ������ҺҪ��ϸߣ�����Һ������������3��Ҫ��[13, 30]��1) �ڸ��������£�����Һ���Ⱥܵͣ���֤����Һ��˳��ͨ�������������������2) ��������ʱѸ�ٹ̻����ҹ̻�������������нϺõĵ������ܺ�ǿ�ȣ���ʹ����֧��������Ҳ�ɱ���ԭ����״��3) ����Һ���о����ܸߵĹ�������������߹�����������ɱ�����ͽṹ�ڸ�����ս����������������Ŀ��ѻ���Ρ�
��̻����ͷ�ʽ������Һ��Ҫ�����Թ̻����ͷ�ʽ���ơ�����Һͬ����Ҫ��������3��Ҫ��[39-40]��1) ����Һ��Ҫ�ϵ���˳��ͨ�����죬������������������������¿��ٹ̻���2) �̻����ϸ˿״�ṹ��һ���ĵ��Ժ�ǿ�ȣ�3) �߹���������������Թ̻����ͷ�ʽ��ͬ���ǣ�������̻����ͷ�ʽ�ɽ����������ʵ�ֿ��ٹ̻����������Һ��Ҫ����Խϵͣ�һ���ȶ���ɢ������Һ��������Ҫ��
3.1.2 ����Һ����������
������ֱд�������У�����Һ�������ϸ˿״��������Ĺ̻�����״���ֶ�������Һ�������йء���̻����ͷ�ʽ������Һ������Ҫ��ϵͣ�ֻ������Һ�ڸ��������¾��нϵ��ȣ���֤���˳���������м����γ������������弴�ɣ����ͺ����������������Ⱥ͵�������ʵ�ֹ̻�������Щ����Һ�Ĺ����������( )�����ٽ��
)�����ٽ�� ������Һ��������ķ�ĩ�����γɵ�������ṹ�ɴ���Ӧ����������Һ�ܵ��ļ���Ӧ��������������Ӧ��tyʱ������Һ�п���֮��ļ������ñ��ƻ�������Һ���ֳ����б�ϡ��Ϊ������ʽ(1)����[41]��
������Һ��������ķ�ĩ�����γɵ�������ṹ�ɴ���Ӧ����������Һ�ܵ��ļ���Ӧ��������������Ӧ��tyʱ������Һ�п���֮��ļ������ñ��ƻ�������Һ���ֳ����б�ϡ��Ϊ������ʽ(1)����[41]��
 (1)
(1)
ʽ�У���Ϊ����Ӧ����nΪ���б�ϡָ����KΪ��ָ���� Ϊ�������ʣ�tyΪ��������Ӧ�����������У������ڲ���ϸ˿���ܵľ������Ӧ�������ĵ���Ե���������ӡ����У�ϸ˿���Ļ������ܼ���Ӧ����Ӱ�죬�ʸ�������̬����ϸ˿��Ե�����������ڱڴ��ڽϴ�Ħ����������Ӧ�������ü���Ӧ������tyʱ��ϸ˿�����ȼ��罵�ͳ�����״̬����ˣ������е�ϸ˿���и���(����)��-��������ǽṹ[42-43]���ýṹ�ܹ��ܺõ����ֳ�����״�����á���ˣ�Ϊ��ʹ����Һ˳�������������ϸ˿״���������ϵļ���Ӧ�����������������Ӧ��ty�����ǣ����ʩ�ӵļ���Ӧ����������Һ��ѹ������Ӧ��py������Һ�������ѹ��������������������������ֱ��ԽС��ѹ������Խ���ԡ�
Ϊ�������ʣ�tyΪ��������Ӧ�����������У������ڲ���ϸ˿���ܵľ������Ӧ�������ĵ���Ե���������ӡ����У�ϸ˿���Ļ������ܼ���Ӧ����Ӱ�죬�ʸ�������̬����ϸ˿��Ե�����������ڱڴ��ڽϴ�Ħ����������Ӧ�������ü���Ӧ������tyʱ��ϸ˿�����ȼ��罵�ͳ�����״̬����ˣ������е�ϸ˿���и���(����)��-��������ǽṹ[42-43]���ýṹ�ܹ��ܺõ����ֳ�����״�����á���ˣ�Ϊ��ʹ����Һ˳�������������ϸ˿״���������ϵļ���Ӧ�����������������Ӧ��ty�����ǣ����ʩ�ӵļ���Ӧ����������Һ��ѹ������Ӧ��py������Һ�������ѹ��������������������������ֱ��ԽС��ѹ������Խ���ԡ�
SMAY��[29-30]���о�ͻ��ֱд���ͷ�չ��ƿ�����״���Ƴ�������������Һ����Щ����Һ�������������ù̻�������ͨ����������Һ������������ʵ����������������̻���ͬ��LEWIS��[44-45]��Ƶ�˫������ҺҲ�������Թ̻�ֱд���͡���Щ�Թ̻�����Һ�����м��б�ϡ��Ϊ�⣬������Ӧ�������»��������õĵ������ܡ�����Һ�ĵ������ܿ���ʽ(2)��ʾ[46]��
 (2)
(2)
ʽ�У�yΪ����Һ�ĵ�������(������������Ӧ��ty�͵���ģ�� )��kΪ������Ϊ����Һ�������������Ϊ����Һ�����㴦��Ӧ�Ĺ������������xΪָ��(ԼΪ2.5)������Һ��ƽ����ѧ�������������ؾ�����һ��������Һ�Ĺ���������������У����ڲ����Ӽ����ܶȳ����ȣ���һ��Ϊ����Һ�������Ӧ�Ĺ������������������Һ�����Ӽ���ǿ�ȳɷ��ȡ���ˣ���ͨ����������Һ������÷���Ҫ����������ϡ������������Խ�ߣ�����Һ�ĵ�������Խ�ã�Խ��������ά�ṹ����״���֡�������սᣬһ�㶼ϣ���õ������ܸߵĹ���������������ǹ�������������������ȵļ������ӣ������Լ�����ͨ�����ý����������Ӧ�Ĺ�������������������Һ�ĵ������ܣ���ͼ3��ʾ��ͨ���ı�����Һ��pHֵ���ȵ��[30, 47]������������������Һ������ǿ��[28]�����뷴���Ӿ۵����[31-32, 48]�ȿɴ���ǿ����Һ�����Ӽ���ǿ�ȣ���ʹ����Һ������״̬ת��Ϊ����̬���Ӷ��������������Һ�ĵ������ܡ�
)��kΪ������Ϊ����Һ�������������Ϊ����Һ�����㴦��Ӧ�Ĺ������������xΪָ��(ԼΪ2.5)������Һ��ƽ����ѧ�������������ؾ�����һ��������Һ�Ĺ���������������У����ڲ����Ӽ����ܶȳ����ȣ���һ��Ϊ����Һ�������Ӧ�Ĺ������������������Һ�����Ӽ���ǿ�ȳɷ��ȡ���ˣ���ͨ����������Һ������÷���Ҫ����������ϡ������������Խ�ߣ�����Һ�ĵ�������Խ�ã�Խ��������ά�ṹ����״���֡�������սᣬһ�㶼ϣ���õ������ܸߵĹ���������������ǹ�������������������ȵļ������ӣ������Լ�����ͨ�����ý����������Ӧ�Ĺ�������������������Һ�ĵ������ܣ���ͼ3��ʾ��ͨ���ı�����Һ��pHֵ���ȵ��[30, 47]������������������Һ������ǿ��[28]�����뷴���Ӿ۵����[31-32, 48]�ȿɴ���ǿ����Һ�����Ӽ���ǿ�ȣ���ʹ����Һ������״̬ת��Ϊ����̬���Ӷ��������������Һ�ĵ������ܡ�
3.2 Һ��ֱд��������Һ
Һ��ֱд�������У�Һ�β�����̯�������嶯��ѧ������Һ���������Ҫ���á�Һ���γɹ���������Һ������Ϊ�����������(Z)�й�[49]������ʽ(3)��ʾ��
 (3)
(3)
ʽ�У�WeΪΤ������ReΪ��ŵ����vΪ����Һ���ʣ�aΪ�������ȣ� ��
�� ��
�� �ֱ�Ϊ��������������Һ�ܶȺ��ȡ��ȡ��ܶȺͱ����������߶�����Һ��������Ϊ����Ҫ��ֱ�Ӿ���Һ�ε��γɡ���Z�ϴ�ʱ������Һ����ռ��������Ҫ�ܴ�ѹ���������ʹ����ҺҺ��˳���������������Z��Сʱ����Сѹ���仯��������ѹ���Ϳɲ�������Һ�Σ���ϣ��������Һ�λ���Ȼ��������ˣ�ֻ�е�Z����ֵ��0.1~1֮��仯ʱ��Һ�ο�˳�������
�ֱ�Ϊ��������������Һ�ܶȺ��ȡ��ȡ��ܶȺͱ����������߶�����Һ��������Ϊ����Ҫ��ֱ�Ӿ���Һ�ε��γɡ���Z�ϴ�ʱ������Һ����ռ��������Ҫ�ܴ�ѹ���������ʹ����ҺҺ��˳���������������Z��Сʱ����Сѹ���仯��������ѹ���Ϳɲ�������Һ�Σ���ϣ��������Һ�λ���Ȼ��������ˣ�ֻ�е�Z����ֵ��0.1~1֮��仯ʱ��Һ�ο�˳�������
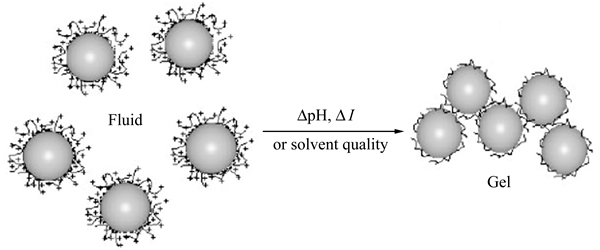
ͼ3 ����Һ��pHֵ������ǿ�Ȼ��ܼ��ı�ʱ�����嵽���������ʾ��ͼ[18]
Fig. 3 Scheme of fluid-to-gel transition for colloidal inks occurring upon changing pH value, ionic strength or solvent quality[18]
�γɵĵ�����ɢҺ�γ����ڻ�����ʱ�����������ͱ�������������Һ�λᷢ��̯������Һ��̯����Һ�εĺ���ֱ��ʺͳ�������Ӱ�죬δ�̻���Һ��̯�����̶�( )����ʽ(4)��ʾ[50]��
)����ʽ(4)��ʾ[50]��
 (4)
(4)
ʽ�У�rmaxΪ��õ����Һ�ΰ뾶��rΪҺ�εij�ʼ�뾶�� ΪҺ������ĽӴ��ǡ���ʵ�ϣ����˺���ֱ��ʺͳ�����ȵ�Ӱ�죬Һ��̯���ij̶Ȼ��ܻ��ײ��ϡ���ӡ�ṹ�̻�����ʱ��ȶ������ص�Ӱ�졣
ΪҺ������ĽӴ��ǡ���ʵ�ϣ����˺���ֱ��ʺͳ�����ȵ�Ӱ�죬Һ��̯���ij̶Ȼ��ܻ��ײ��ϡ���ӡ�ṹ�̻�����ʱ��ȶ������ص�Ӱ�졣
���⣬���豣֤����������Һ�β������ɽ���MUNDO��[51]��STOW��[52]����Һ�ηɽ��������о����о�������������K�����ٽ�ֵKcʱ��Һ�λᷢ���ɽ�������ʽ(5)��ʾ��
 (5)
(5)
�ݱ�����ˮ�ͼ״����ٽ�ֵKcΪ57.7[51]������ʯ���ڵ���23 �����73 ��ʱ��Kc�ֱ�Ϊ102��137[50]��
��������Һ��ֱд���͵�����Һ��Ҫ�Խ�����Һ�ͽ������ʯ��Ϊ����TENG��[53]�״β��ý�̬����Һ������ī��ӡ���÷���������Һ������ͨ���ܼ������̻���ˮ������Һ��Ҳ������ͨ����ȴ�̻���ʯ��������Һ����Щ��������Һ�п������žۻᵼ������Һ�������죬���žۿ�ͨ����ĥ������������ȵ�Һ�γ������������ͱ��������������»�õĽṹ��ֱ�ߴ�С�Һ���ߴ����ˣ�Ϊ��С����ߴ���Ҫ�ϸ߹������������PRASAD��[54]������ī�����Ʊ�ֱ��Ϊ6.54 mm����״�ṹ�������Ӽ�������ijһ�ض���Χ��ʱ�����Ӽ��ļ����Ӱ������Һ���ȡ������Ӽ����������Χ�����Ӽ��ļ��������Һ�ȵ�Ӱ�첻�����÷�ɢ������Һ�õ���һ��Һ���к��е��մɿ������٣���������Һ�ķ�ɢ�Բ����Ǻܺ�ʱ���õ���һ��Һ�������еĿ����϶ࡣ
4 ֱд���ͼ�����Ӧ��
4.1 ����ҽѧ����
��֯���̵�Ŀ��������������ϡ�����ϸ���͵������������ӵ��ź������Ʊ��ɽ�����������֧�����ָ��������֯�����У�������������Բ����ͻ���ϸ����ֱд���ͼ���������ҽѧ������о��ص㡣
������Բ��������������ڿ�ת��Ϊ�ǻ���ʯ(HA)�������о��ò�˥�ĹǴ����ԣ����ι̵����ӹ�������֯����һ��Ӧ��ǰ���ϺõĹ�����֧�ܲ��ϡ�MICHNA��[31]����ֱд���ͼ����Ʊ���ά���ڽṹ�Ķ��HA֧�ܣ�ͨ�������ս������ɻ�þ���˫���϶�ֲ�����ά�ṹ�����SIMON��[55]ͨ��ֱд����Ҳ�ɹ��Ʊ��˾���˫���϶����ά����HA֧�ܣ��о��������Ʊ���HA֧��ϸ˿�ߴ����С��һ�£�����֧֯������������オ���ԣ�����Ч���ӹ�������֯��FU��[56]����6P53B(52.7% SiO2, 10.3% Na2O��2.8% K2O��10.2% MgO��18% CaO��6% P2O5����������)������ֱ��Ϊ30 ��m��ϸ˿�����͵IJ���֧��ѹ��ǿ��ԼΪ(136��22) MPa(����������൱)�����϶��(60%)��С���Ƿ�Χ�ڣ�֧����ģ����Һ(Simulated body fluid��SBF)��Һ�г���3�ܺ�ǿ��(77 MPa)�Ը��ڹ�С����ǿ�ȡ�DELIORMANLI��[57]�����Զ�ע�������Ʊ�������13-93��������13-93B3���Բ���֧�ܣ����У�������13-93֧�ܽṹ��ѹǿ��Ϊ(142��20) MPa����SBF��Һ�г���50 d��ǿ�Ƚ���(79��32) MPa����������13-93B3֧�ܵĿ�ѹǿ��Ϊ(65��11) MPa������50 d��ǿ��ֻ��(8��4) MPa������69 d�ij���������13-93��������13-93B3��ת��Ϊ��������ơ�EQTESADI��[58]�����ʼ���ά��(CMC)���45S5���Բ����Ľ��崦�����⣬�Ʊ���45S5���Բ���֧�ܾ������õļ������κ��ڲ���϶�ṹ�����㹻�͵��¶�(550 ��)���ս�ɻ�ñ�����֧�ܸ�һ����������ǿ�ȡ�MAAZOUZ��[59]ͨ������-TCP(�����)/��������Һ������ˮ��ʹ��-TCPת��Ϊ���ǻ���ʯ(CDHA)�����ǻ���ʯ/����֧�ܣ���õ�֧�ܵ�ѹ��ǿ�Ⱥ͵���ģ���������С����Χ�ڣ������Ĵ��ڿ����Ӹ�ϸ����ճ������ֳ��GHOSH��[60]����ֱд���ͼ������3D˿�ĵ���֧���������˵�������֯��ͼ4��ʾΪֱд�����Ʊ��Ĺ��������������֧����ò[55, 57, 60-61]��
���⣬ֱд�����ڻ���ϸ��������о��ѳ�Ϊ��������о��ȵ㡣����ֱд���ͼ����ɻ�ø�������ϸ���Լ������ʽṹ������άϸ������ϸ����ϸ����[62-64]�����ɶ�ϸ������������ɢ����Ϊ�����о���Ϊ����ϸ����������ϸ���Ŀ��Ƶ��ṩ��ѧ���ݡ�TIRELLA��[62]������ī��ӡ��ӫ���ǵİ����Լ�3T3��άϸ��īˮ��ø߷ֱ��ʵ����õĻ���ϸ����ʵ���������ӡ����ϸ���Ի������ϸ�Ҫ�����Ӳ���ƻ�����ϸ�������������ᵼ��Һ�ξ۽ᡣLIN��[63]���ü���ֱд�Ʊ�����᳦��ϸ��(HT-29)���о������HT-29ϸ����ɢ����������Ӱ�졣��������������������ܶȴ�258 mJ/cm2���ӵ�1482 mJ/cm2ʱ��HT-29ϸ���Ĵ���ʴ�95%����78%��ϸ����������Ҫ������Һ���γɺͳ��������в����Ļ�еӦ�����������Լ������߷����Ӱ���С��
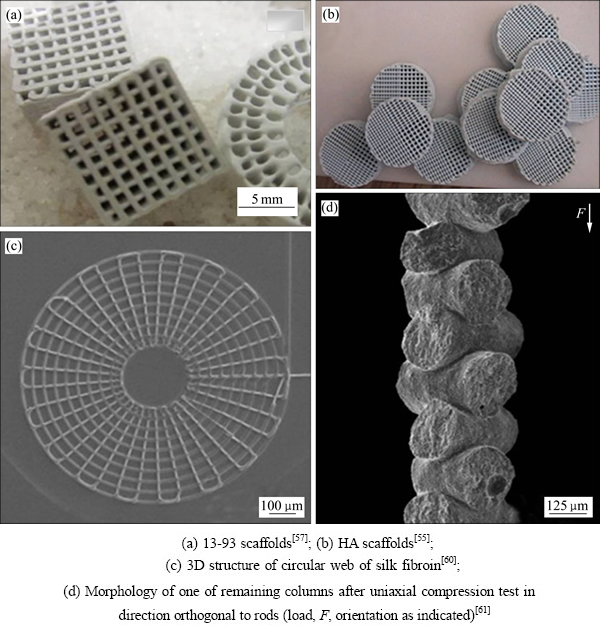
ͼ4 ֱд�����Ʊ����������֧�ܵ���ò[55, 57, 60-61]
Fig. 4 Morphologies of bioactive scaffolds assembled by direct ink writing[55, 57, 60-61]
4.2 ������ҵ
�ܶ��������������Һ����ͨ��ֱд���ͻ���͵�������������Һ̬������ֱд���ͼ�����ͨ����䡢���ӹ�������ڵ���ӡˢ��·�н�����Һ�α�ΪоƬ���ӵĺ��㡣С���������Ʊ�������Һ���������ȶ�����Һ���Ʊ�������������������������������̲��������죬��һ���ֱд����ʮ����Ҫ�����⣬�ϸߵıȱ�����ɽ����ս��¶ȡ������������ս�ĵ�������������Һ�����о��ߵĹ㷺��ע������ͭ����������Һ��������������Һ�ȡ�ͨ����������Һ�е��ܼ����ӷ����̻����γ�ճ���ʹ�ó��������絼�ʽ��ͣ���һ�ص�������Ʊ�����Ԫ��������ī��ӡ�У���ͨ����ӡǰ����(�����������������Һ)��Ȼ��ǰ������Ƚ��зֽ⣬�÷���һ��������[15]����һ�ַ����Ǵ�ӡ�������һ�ѧ���ʻ��õĽ��ϣ��پ�������ͭ���ӵ�ƴ�������ͭ��������Һ����ָ�������Դ��������÷���������ͭ[21]��
WEE��[65]���ü���ֱд�Ʊ�ͭ����ṹ���ϣ�ֱд���ͼ���ʹͭ��������Һ���ͻ���ͽ������(���踴�ӳ���)��Ϊ���ܣ��Ʊ��Ľ��������ĵ�ѹΪ20~22 mV����ʵ���м���ֱд�����Ʊ�ͭ��������Ѽ���ɨ���ٶ�Ϊ300~750 ��m/s����Ѽ������50000~150000 ��m3/s�������ϳ����ٶ���ȡ���ڼ���ɨ���ٶȺͼ���ʡ����账�������Ӹ��������������Ľṹ����ֲܴڣ�Ra�ߴ�1.4 ��m����ˣ����Ʊ���ֲں��б�Ҫ��PARK��[21]ͨ����Ԫ�����̺ϳɵķ�ɢ��״ͭ����ֱ��Ϊ45 nm���ң�����Χ�����±���һ������ȻΪ��ͭ(������ͭ)��������ī��ӡ���õ�������Һ��õ�ϸ˿�ṹ�����ܼ���ͭ�����������ͽṹ��325 �����ջ����б���1 h������ʿɴ�17.2 �̦���cm����һ��ͭ���ߵĽ�10����LI��[66]������������Ϊ��ʼ������Ի�ԭ��������Ϊ�ڶ��ֻ�ԭ�����廯ʮ����������(CTAB)��Ϊ������Լ��ɹ��ϳ�ֱ��Ϊ2.5 nm���ҵ���״ͭ����������ͭ�������Ʊ�������Һ��ֱд���ͻ�õ�ͭ�͵��Ӳ�Ʒ��160 �����ս�2 h��õ�����͵����ʴ�7.2 �̦���cm���dz��浼�ߵ�4.4����
����������Һ��ֱд������һ���о��ȵ㣬Ŀǰ������������������Һ��ֱд���ͷ�������ī�� ӡ[67-69]������ֱд[70]�ͼ����ֱд[71-72]�ȡ�MEI��[15]�Խ����л��ȷֽ������Һ��Ϊ���ϣ�ͨ��������ī��ӡ��ú�������ǰ���壬�����·ֽ�����ά�ṹ�������·��ZHENG��[67]������Ϊ����㣬����ϩ������ͪ(PVP)Ϊ��Ե�㣬����һ�����͵���ī�� ӡ��EHD(Electrohydrodynamic)��ӡ�Ʊ�����-��Ե-�����㻥���ṹ�����д�ӡ���������ĵײ��붥��ĵ����ʷֱ�Ϊ1.34��10-7��1.39��10-7 ����m����PVP��Ե���Ϊ1.12 ��m��GAI��[70]���þ����ǰ���Ϊ���壬�л���������������ҺΪǰ���壬������ֱд�Ʊ����������������÷�����������������Һ�еļ������պ����ܴ����ʹ�л�����������Һ�ֽ��Լ������ӵ��սᣬ�ڼ����0.5 W���Ʊ��������������ĵ�����Ϊ6.5��10-6 ����cm���ҡ�ͼ5��ʾΪֱд�����Ʊ��ĸ��־�ϸ���Ӳ�Ʒ��ò[66, 72-74]��
���⼤�⻯ѧ�������(Laser assisted chemical vapour deposition��LCVD)�ɽ���̬ǰ�����������Ԫ�صĽ�������(�����ٵ�)�����ڼӹ��ڸ����½��У��������û���һ��Ϊ�����ϡ���������ǿ��ѧ��(Laser-enchanced electroless plating��LEEP)�ɽ����������ڵ�����߾�Ե�����ϣ������ͽ���Գ����������������ȺϽ��ᡣĿǰ��ֱд����������ӵ���ϵ�Ӧ�����б���[73]��
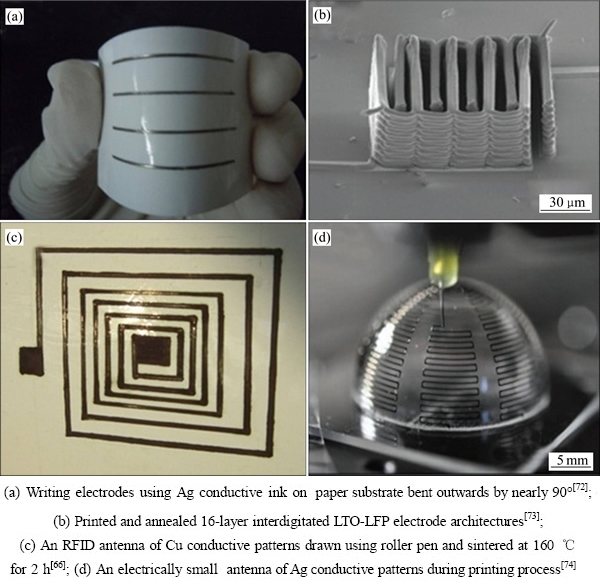
ͼ5 ֱд�����Ʊ����͵��Ӳ�Ʒ��ò[66, 72-74]
Fig. 5 Morphologies of electronics assembled by direct ink writing[66, 72-74]
4.3 ѹ���մ�
ѹ��������ܵ�ѹ������ʱ�������˽�����ֵ�ѹ�ľ�����ϣ�����ѹ��ЧӦ��ѹ����ϱ��㷺Ӧ���ڻ�������ѹ���������Լ����������ڴˣ�ֱд���ͻ�õ�ѹ�������Ҫ��ָѹ���մɣ��������Ǧ(PZT)[25, 30, 75-77]�����������Ǧ(PLZT)[26, 78]���������Ǧ(PNZT)[79]�ȡ�ͼ6��ʾΪֱд�����Ʊ��ĸ�����״��ѹ�������ò��
SMAY��[30]Ϊ�о�����Һ���������ܼ����������Ծ��п�ȵ���ά���ڽṹ����״�ݱ��Ӱ�죬����ֱд���ͼ������ͳ����ӵ�V��PZT�ṹ�����к���𤵯�Ե�PZT����Һ��õĽṹ���Ϊ100 ��m~1 mm������Һ����ѧ�ڽṹ��״���ַ�����Ҫ�����á�LOUS��[75]�������Ǧ(PZT)�ͻ�����֬�ۺ���Ϊԭ���ϣ��������ڳ������״��Ʊ�������ҽѧ�����2-2��ѹ�縴�ϲ��ϴ��������������ܽ��в��ԣ������ʾ���Ʊ���ѹ�縴�ϲ��ϲ��ֲ���ѹ���������á�ROCKS��[77]���õ����嶯������(EHDA)�������Ʊ��˶��ѹ��PZT�ṹ�������Ʊ�10��10 mm���ṹ��PZT�ܽ����Ũ��Ϊ0.1 mol/L������ս�����Ϊ��650 ���±���20 min��
LI��[26]����ֱд���ͼ������3-3��PLZT-Epoxy(������֬)����ѹ����ϣ��ø���ѹ�������PLZT��̬������Ⱦ��и��õĵ������ܡ������˵�[78]�������Ǧ��(PLZT)Ϊԭ�ϣ����ý���ֱд���ͼ����Ʊ�����ֱ��Ϊ200 ��m��S�β���ṹ(���Ʊ�2-2��ѹ�縴�ϲ���)����άľ�ѽṹ��Բ���νṹ(���Ʊ�3-3��ѹ�縴�ϲ���)��PLZT��Ʒ��1050 ���±����ս�2 h��ɴ�Ч�����ã��ս�������Ϊ25%��ѹ���մ������ά��������ṹ�뻷����֬���ϵõ��ĸ��ϲ��Ͽ�����ˮ�����ͻ�������ѹ���������
4.4 ��ѧ����
ֱд���ͼ����ڹ�ѧ���������Ӧ����Ҫ�й������ϡ����ӽ����ṹ�Ⲩ���ṹ�ȡ�����������(TiO2)�����ڹ������ܲ�����Ѩ-���Ӷԣ������Ŀ�Ѩ��ˮ�����������ɻ����ɽ�ˮ�е��л����������⡣�ᄎ����[80]�Լ���ϩ�����Ϊ���壬�����Ĵ�����ϡ��֬Ϊ��������2,2-������������ͪΪ�����������ټ���������ż���Ʊ�����������������м�������TiO2��ͨ������̻��õ�ֱ��Ϊ270 ��m��TiO2��άľ�ѽṹ���ýṹ��������ֲ��Һ��д��������ף�����ȱ��������ǿ�⽵��Ч�ʡ����ǽ�BaTiO3����ĩ����ͬ���Ĺ������У�����ֱд���ͼ������ֱ��Ϊ300 ��m��BaTiO3�մɻ���άľ�ѽṹ[81]��ͼ7��ʾΪֱд�����Ʊ��ĸ��ֹ�ѧ����[82-83]��
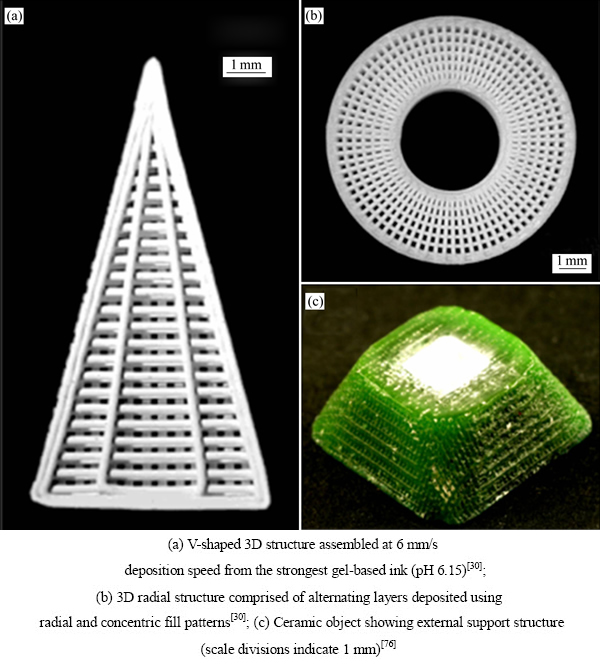
ͼ6 ֱд�����Ʊ���ѹ�������ò[30, 76]
Fig. 6 Morphologies of piezoelectric materials assembled by direct ink writing[30, 76]
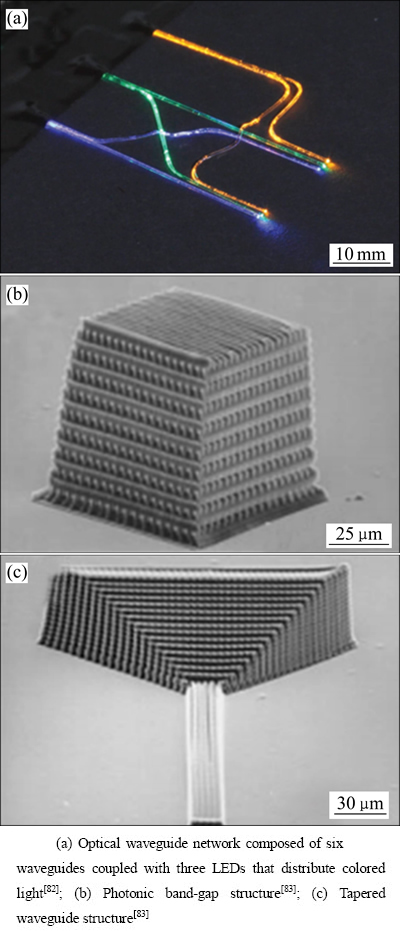
ͼ7 ֱд�����Ʊ��Ĺ�ѧ����[82-83]
Fig. 7 Optical device structures assembled by direct ink writing[82-83]
4.5 ����Ӧ��
ֱд���ͼ������������Ʊ�һЩ�����������մɺͷ��������մɣ���Al2O3��ZnO��Si3N4�ȡ�SCHLORDT��[84]ͨ���Զ�ע�������Ʊ���ά���������Ľṹ�������ij��������ѹ���ݶȻᵼ���������ܵ��п��ܵ���ϸ�ܵ����������������������˾���ϩ�ǰ����������������к��ʵ�����������ʵ����������(��������650 mm)��KONDO��[85]����PEO-PPO-PEO(�ۻ�������-2,5-����������-�ۻ�������)�������Ʊ�������ֱд���͵��ȿ��������������Һ���Ʊ�������Һ���ɵ���(5 ��)���ܽ�̬ת��Ϊ����(��25 ��)������̬����������Һ��������в������κζ�����KRISTOFFERSSON��[86]ͨ���������ܶԾ۵���ʷ�ɢ�����������Լ�ճ���֮�������ý������о����о����֣�����֮���������ںܴ�̶��������ڷ�ɢ��Ũ�ȣ����ʵķ�ɢ��Ũ�ȶ�����Һ�ȶ���ɢ���б�Ҫ������ѷ�ɢ����Ũ�ȱ��뵥���ڴ���������ϵ�ͻ����ϵ�н����о����Թ����ķ�ɢ��Ҳ�����ڵ�������Һ���Ʊ���
5 ���ڵ����⼰չ��
ֱд���ͼ�����һ�����͵�������ά���ڽṹ���Ʊ��������ɳ����ָ��Ӿ�ϸ�Ľṹ���Ϻ��ܲ��ϡ����Ÿü����Ŀ��ٷ�չ�����ڸ�������Ӧ�õIJ������룬����������������죬�����ڵ��о���ԶԶ���ֱд���ͼ��������ںܶ����⼱���һ��̽�����о���
1) ��һ��̽Ѱ�µ�����Һ��Ʒ�����ֱд���ͼ����ķ�չ�ܴ�̶��ϵ�������������Һ����ƣ��罺����������Һ�����������Թ̻�ֱд���͵ķ�չƿ�����⣬���չ��˫������Һ�;۵���ʻ��������Һ�ȸ��Ǵ��شٽ���ֱд���ͼ����ķ�չ����ˣ�ֱд���ͼ�����δ����չ������Һ����������й�ϵ��
2) ��ǿ��е���ƣ��Ľ�����Һ���ϵͳ��רҵ��ֱд�����豸�����Ʊ����Ӿ�ϸ����ά���ڽṹ������Ҫ����Ŀǰ��������ֱд���͵��豸������ɵ㽺�������õ���װ��ļ��豸[80]�����ߣ�������ֱд�����豸����ƺĽ�������о��������١����⣬ֱд���ͼ����Ĵ��ģӦ�ã����б�Ҫ���ö����ӡͷ��
3) ��������Һ���������еĶ���ѧģ�͡�ֱд������������Һ������������������ܵĿ����Լ���������(����ѹ����ͷ�������ٶȵ�)�Խṹ����������Ҫ������ϵͳ���о����������и������ض�����Һ������Ӱ�죬������ģ�Ͷ����������ɽ�һ���ٽ�ֱд���͵ķ�չ��
4) ��չֱд���ͼ�����Ӧ�÷�Χ��������Ƚ��մɡ����ϲ��ϡ�ѹ����ϡ������ϡ��������ϵ������Ӧ�á�Ŀǰ��ֱд���ͼ����Ѿ�תս����ӵ��������ҽѧ���ϵ�������LEWIS�Ƚ�������о���Ҫ�����ڻ���ϸ�����������Լ�����������֯���о����������ָ�ϸ������ϸ������άϸ����������֯�ȡ�2015�꣬�廪��ѧ����������Ӣ�����ش�ѧSHU��[87]�����ɹ����Ƴ�������3D��ӡ����ϸ�����������ٵ�DNAˮ��������ˮ�������Ͽ�ͬʱ������ֻ���ϸ���Ĵ�ӡ�����ٶȿ죬�����ºͣ���ӡ�Ľṹ�ߴ�ɴ������𣬻��ɱ�֤ϸ��������ֳ���̵�Ӫ���������ͣ��������õĴ����Ժ����������ܡ�Nature���۸óɹ�Ϊһ�ַdz���ǰ���Ĵ�ӡ��ά��֯���������ٵIJ��ϡ���ˣ�����ϸ������֯������������δ��ֱд���ͷ�չ����Ҫ����
REFERENCES
[1] ONUH S O, YUSUF Y Y. Rapid prototyping technology: applications and benefits for rapid product development[J]. Journal of intelligent manufacturing, 1999, 10(3/4): 301-311.
[2] �� ϼ, ���Դ. ���ٳ��ͼ�����Ӧ��[M]. ��1��. ����: ��е��ҵ������, 2012: 1-92.
HAN Xia, YANG En-yuan. Rapid prototyping technology and application[M]. 1st ed. Beijing: China Machine Press, 2012: 1-92.
[3] HOU Y L, ZHAO T T, LI C H, DING Y C. The manufacturing of rapid tooling by stereo lithography[J]. Advanced Materials Research, 2010, 102: 578-582.
[4] WEISS W L, BOURELL D L. Selective laser sintering of intermetallics[J]. Metallurgical and Materials Transactions A, 1993, 24(3): 757-759.
[5] WEISENSEL L, TRAVITZKY N, SIEBER H, GREIL P. Laminated object manufacturing (LOM) of SiC composites[J]. Advanced Engineering Materials, 2004, 6(11): 899-903.
[6] CESARANO III J, SEGALMAN R, CALVERT P. Robocasting provides moldless fabrication from slurry deposition[J]. Ceramics Industry, 1998, 148(4): 94-102.
[7] TAMANIS E, LIBERTS G, BERZINA L. Direct laser writing of conductive patterns in advanced ceramic materials[C]// Advanced Optical Devices, Technologies, and Medical Applications. International Society for Optics and Photonics, 2003: 38-41.
[8] KING B H, DIMOS D, YANG P, MORISSETTE S L. Direct-write fabrication of integrated, multilayer ceramic components[J]. Journal of Electroceramics, 1999, 3(2): 173-178.
[9]  A, ARNOLD C B, WARTENA R C, PRATAP B, SHASHISHEKAR B, SWIDER-LYONS K E, WEIR D W, KANT R A. Laser direct-write of miniature sensor and microbattery systems[J]. RIKEN Review, 2003, 50: 57-62.
A, ARNOLD C B, WARTENA R C, PRATAP B, SHASHISHEKAR B, SWIDER-LYONS K E, WEIR D W, KANT R A. Laser direct-write of miniature sensor and microbattery systems[J]. RIKEN Review, 2003, 50: 57-62.
[10] A, ARNOLD C B, WARTENA R C, WEIR D W, PRATAP B, SWIDER-LYONS K E, KANT R A, CHRISEY D B. Laser-induced forward transfer direct-write of miniature sensor and microbattery systems[C]// LAMP 2002: International Congress on Laser Advanced Materials Processing. International Society for Optics and Photonics, 2003: 182-188.
[11] XU M, GRATSON G M, DUOSS E B, SHEPHERD R F, LEWIS J A. Biomimetic silicification of 3D polyamine-rich scaffolds assembled by direct ink writing[J]. Soft Matter, 2006, 2(3): 205-209.
[12] ODDE D J, RENN M J. Laser-guided direct writing for applications in biotechnology[J]. Trends in Biotechnology, 1999, 17(10): 385-389.
[13] LEWIS J A. Direct ink writing of 3D functional materials[J]. Advanced Functional Materials, 2006, 16(17): 2193-2204.
[14] ZHU C, SMAY J E. Catenary shape evolution of spanning structures in direct-write assembly of colloidal gels[J]. Journal of Materials Processing Technology, 2012, 212(3): 727-733.
[15] MEI J, LOVELL M R, MICKLE M H. Formulation and processing of novel conductive solution Inks in continuous inkjet printing of 3-D electric circuits[J]. IEEE Transactions on Electronics Packaging Manufacturing, 2005, 28(3): 265-273.
[16] HON K K B, LI L, HUTCHINGS I M. Direct writing technology-advances and developments[J]. CIRP Annals��Manufacturing Technology, 2008, 57(2): 601-620.
[17] LEWIS J A, SMAY J E, STUECKER J, CESARANO III J. Direct ink writing of three-dimensional ceramic structures[J]. Journal of the American Ceramic Society, 2006, 89(12): 3599-3609.
[18] �� ��, �� ��, �� ��, ������, ������. �Զ�ע�����ͼ���: һ��������ά���ӽṹ���ͷ���[J]. ������ѧ��, 2005, 20(1): 13-20.
LI Qi, LI Bo, ZHOU Ji, LI Long-tu, GUI Zhi-lun. Robocasting: A novel avenue for engineering complex 3D structures[J]. Journal of Inorganic Materials, 2005, 20(1): 13-20.
[19] WU G, LANGRANA N A, SADANJI R, DANFORTH S. Solid freeform fabrication of metal components using fused deposition of metals[J]. Materials & Design, 2002, 23(1): 97-105.
[20] CAO Y, ZHOU L, WANG X, LI X, ZENG X. Micropen direct-write deposition of polyimide[J]. Microelectronic Engineering, 2009, 86(10): 1989-1993.
[21] PARK B K, KIM D, JEONG S, MOON J, KIM J S. Direct writing of copper conductive patterns by ink-jet printing[J]. Thin Solid Films, 2007, 515(19): 7706-7711.
[22] DERBY B, REIS N, SEERDEN K A M, GRANT P S, EVANS J R G. Freeform fabrication of ceramics by hot-melt ink-jet printing[C]// MRS Proceedings. London: Cambridge University Press, 2000, 625: 195.
[23] ANASTASIOU A, TSIRMPA C, ROMPAS A, GIOKAS K, KOUTSOURIS D. 3D Printing: basic concepts mathematics and technologies[J]. International Journal of Systems Biology and Biomedical Technology, 2013, 2(2): 58-71.
[24] LEWIS J A. Direct-write assembly of ceramics from colloidal inks[J]. Current Opinion in Solid State and Materials Science, 2002, 6(3): 245-250.
[25] LI Y, LI L, LI B. Direct ink writing of 3�C3 piezoelectric composite[J]. Journal of Alloys and Compounds, 2015, 620: 125-128.
[26] ������, �ᄎ��, �� ��, �� ��. ��άPZTľ�ѽṹ��ֱд����[J]. ������ѧ��, 2011, 26(5): 495-498.
CAI Kun-peng, SUN Jing-bo, LI Bo, ZHOU Ji. Direct write assembly of three-dimensional PZT woodpile structure[J]. Journal of Inorganic Materials, 2011, 26(5): 495-498.
[27] ��С��. ֱд��������������Һ���о�[D]. ��ɳ: ���ϴ�ѧ, 2015: 1-68.
WANG Xiao-feng. Design of thermosensitive suspensions for direct ink writing[D]. Changsha: Central South University, 2015: 1-68.
[28] LI Q, LEWIS J A. Nanoparticle inks for directed assembly of three-dimensional periodic structures[J]. Advanced Materials, 2003, 15(19): 1639-1643.
[29] SMAY J E, CESARANO III J, TUTTLE B A, LEWIS J A. Directed colloidal assembly of linear and annular lead zirconate titanate arrays[J]. Journal of the American Ceramic Society, 2004, 87(2): 293-295.
[30] SMAY J E, CESARANO III J, LEWIS J A. Colloidal inks for directed assembly of 3-D periodic structures[J]. Langmuir, 2002, 18(14): 5429-5437.
[31] MICHNA S, WU W, LEWIS J A. 3-D periodic scaffolds[J]. Biomaterials, 2005, 26(28): 5632-5639.
[32] RAO R B, KRAFCIK K L, MORALES A M, LEWIS J A. Microfabricated deposition nozzles for direct-write assembly of three-dimensional periodic structures[J]. Advanced Materials, 2005, 17(3): 289-293.
[33] BARRY III R A, SHEPHERD R F, HANSON J N, NUZZO R G, WILTZIUS P, LEWIS J A. Direct-write assembly of 3D hydrogel scaffolds for guided cell growth[J]. Advanced Materials, 2009, 21(23): 2407-2410.
[34] SHEPHERD R F, PANDA P, BAO Z, SANDHAGE K H, HATTON T A, LEWIS J A, DOYLE P S. Stop-flow lithography of colloidal, glass, and silicon microcomponents[J]. Advanced Materials, 2008, 20(2): 4734-4739.
[35] DUOSS E B, TWARDOWSKI M, LEWIS J A. Sol-gel inks for direct-write assembly of functional oxides[J]. Advanced Materials, 2007, 19(21): 3485-3489.
[36] GRATSON G M, LEWIS J A. Phase behavior and rheological properties of polyelectrolyte inks for direct-write assembly[J]. Langmuir, 2005, 21(1): 457-464.
[37] GRATSON G M, XU M, LEWIS J A. Microperiodic structures: direct writing of three-dimensional webs[J]. Nature, 2004, 428(6981): 386-386.
[38] XU M, LEWIS J A. Phase behavior and rheological properties of polyamine-rich complexes for direct-write assembly[J]. Langmuir, 2007, 23(25): 12752-12759.
[39] CESARANO III J, KING B H, DENHAM H B. Recent developments in robocasting of ceramics and multimaterial deposition[R]. SAND-98-2195C, CONF-980826. Albuquerque, NM(United States): Sandia National Laboratories, 1998.
[40] KONDO A, ABE H, NAITO M. Ceramic nanoparticle ink for direct colloidal assembly[J]. Transaction of JWRI, 2010, 39(1): 81-83.
[41] HERSCHEL W H, BULKLEY R. Konsistenzmessungen von Gummi-Benzollosungen[J]. Kolloid Zeitschrift, 1926, 39: 291-300.
[42] BUSCALL R, MCGOWAN J I, MORTON-JONES A J. The rheology of concentrated dispersions of weakly attracting colloidal particles with and without wall slip[J]. Journal of Rheology, 1993, 37(4): 621-641.
[43] KALYON D M, YARAS P, ARAL B, YILMAZER U. Rheological behavior of a concentrated suspension: A solid rocket fuel stimulant[J]. Journal of Rheology, 1993, 37(1): 35-53.
[44] YOSHIKAWA J, LEWIS J A. Comb polymer architecture, ionic strength, and particle size effects on the BaTiO3 suspension stability[J]. Journal of the American Ceramic Society, 2009, 92(s1): s42-s49.
[45] KIRBY G H, HARRIS D J, LI Q, LEWIS J A. Poly(acrylic acid)-poly(ethylene oxide) comb polymer effects on BaTiO3 nanoparticle suspension stability[J]. Journal of the American Ceramic Society, 2004, 87(2): 181-186.
[46] CHANNELL G M, MILLER K T, ZUKOSKI C F. Effects of microstructure on the compressive yield stress[J]. AIChE Journal, 2000, 46(1): 72-78.
[47] SMAY J E, GRATSON G M, SHEPHERD R F, CESARANO III J, LEWIS J A. Directed colloidal assembly of 3D periodic structures[J]. Advanced Materials, 2002, 14(18): 1279-1283.
[48] SMAY J E, NADKARNI S S, XU J. Direct writing of dielectric ceramics and base metal electrodes[J]. International Journal of Applied Ceramic Technology, 2007, 4(1): 47-52.
[49] SEERDEN K A M, REIS N, EVANS J R G, GRANT P S, HALLORAN J W, DERBY B. Ink-jet printing of wax-based alumina suspension[J]. Journal of the American Ceramic Society, 2001, 84(11): 2514-2520.
[50] BHOLA R, CHANDRA S. Parameters controlling solidification of molten wax droplets falling on a solid surface[J]. Journal of Materials Science, 1999, 34(19): 4883-4894.
[51] MUNDO C H R, SOMMERFELD M, TROPEA C. Droplet-wall collisions: Experimental studies of the deformation and breakup process[J]. International Journal of Multiphase Flow, 1995, 21(2): 151-173.
[52] STOW C D, HADFIELD M G. An experimental in investigation of fluid flow resulting from the impact of a water drop with an unyielding dry surface[C]// Proceeding of the Royal Society of London A. Mathematical and Physical Science, 1981, 373(1755): 419-441.
[53] TENG W D, EDIRISINGHE M J, EVANS J R G. Optimization of dispersion and viscosity of a ceramic jet printing ink[J]. Journal of the American Ceramic Society, 1997, 80(2): 486-494.
[54] PRASAD P S R, REDDY A V, RAJESH P K, PONNAMBALAM P, PRAKASAN K. Studies on rheology of ceramic inks and spread of ink droplets for direct ceramic ink jet printing[J]. Journal of Materials Processing Technology, 2006, 176(1): 222-229.
[55] SIMON J L, MICHNA S, LEWIS J A, REKOW E D, THOMPSON V P, SMAY J E, YAMPOLSKY A, PARSONS J R, RICCI J L. In vivo bone response to 3D periodic hydroxyapatite scaffolds assembled by direct ink writing[J]. Journal of Biomedical Materials Research Part A, 2007, 83(3): 747-758.
[56] FU Q, SAIZ E, TOMSIA A P. Direct ink writing of highly porous and strong glass scaffolds for load-bearing bone defects repair and regeneration[J]. Acta Biomaterials, 2011, 7(10): 3547-3554.
[57] DELIORMANLI A M, RAHAMAN M N. Direct-write assembly of silicate and borate bioactive glass scaffolds for bone repair[J]. Journal of the European Ceramic Society, 2012, 32(14): 3637-3646.
[58] EQTESADI S, MOTEALLEH A, MIRANDA P, PAJARES A, LEMOS A, FERREIRA J M F. Robocasting of 45S5 bioactive glass scaffolds for bone tissue engineering[J]. Journal of the European Ceramic Society, 2014, 34(1): 107-118.
[59] MAAZOUZ Y, MONTUFAR E B, GUILLEM-MARTI J, FLEPS I,  C, PERSSON C, GINEBRA M P. Robocasting of biomimetic hydroxyapatite scaffolds using self-setting inks[J]. Journal of Materials Chemistry B, 2014, 2(33): 5378-5386.
C, PERSSON C, GINEBRA M P. Robocasting of biomimetic hydroxyapatite scaffolds using self-setting inks[J]. Journal of Materials Chemistry B, 2014, 2(33): 5378-5386.
[60] GHOSH S, PARKER S T, WANG X, KAPLAN D L, LEWIS J A. Direct-write assembly of microperiodic silk fibroin scaffolds for tissue engineering applications[J]. Advanced Functional Materials, 2008, 18(13): 1883-1889.
[61] MIRANDA P, PAJARES A, SAIZ E, TOMSIA A P, GUIBERTEAU F. Fracture modes under uniaxial compression in hydroxyapatite scaffolds fabricated by robocasting[J]. Journal of Biomedical Materials Research Part A, 2007, 83(3): 646-655.
[62] TIRELLA A, VOZZI F, MARIA C D, VOZZI G, SANDRI T, SASSANO D, COGNOLATO L, AHLUWALIA A. Substrate stiffness influences high resolution printing of living cells with an ink-jet system[J]. Journal of Bioscience and Bioengineering, 2011, 112(1): 79-85.
[63] LIN Y, HUANG G, HUANG Y, TZENG T-R J, CHRISEY D. Effect of laser fluence in laser-assisted direct writing of human colon cancer cell[J]. Rapid Prototyping Journal, 2010, 16(3): 202-208.
[64]  . Direct laser writing of microstructures for the growth guidance of human pluripotent stem cell derived neuronal cells[J]. Optics and Lasers in Engineering, 2014, 55: 197-204.
. Direct laser writing of microstructures for the growth guidance of human pluripotent stem cell derived neuronal cells[J]. Optics and Lasers in Engineering, 2014, 55: 197-204.
[65] WEE L M, LI L. Multiple-layer laser direct writing metal deposition in electrolyte solution[J]. Applied Surface Science, 2005, 247(1): 285-293.
[66] LI W, CHEN M. Synthesis of stable ultra-small Cu nanoparticles for direct writing flexible electronics[J]. Applied Surface Science, 2014, 290: 240-245.
[67] ZHENG G, PEI Y, WANG X, ZHENG J, SUN D. Electrohydrodynamic direct-writing of conductor-insulator- conductor multi-layer interconnection[J]. Chinese Physics B, 2014, 23(6): 066102
[68] WOO K, JANG D, KIM Y, MOON J. Relationship between printability and rheological behavior of ink-jet conductive inks[J]. Ceramics International, 2013, 39(6): 7015-7021.
[69] AHN B Y, LEWIS J A. Amphiphilic silver particles for conductive inks with controlled wetting behavior[J]. Materials Chemistry and Physics, 2014, 148(3): 686-691.
[70] GAI Z, ZENG X, LIU J. Laser direct writing of conductive silver film on polyimide surface from decomposition of organometallic ink[J]. Journal of Electronic Materials, 2011, 40(3): 301-305.
[71] GILLES S, TUCHSCHERER A, LANG H, SIMON U. Dip-pen-based direct writing of conducting silver dots[J]. Journal of Colloid and Interface Science, 2013, 406: 256-262.
[72] XU L, YANG G Y, JING H Y, WEI J, HAN Y D. Ag�Cgraphene hybrid conductive ink for writing electronics[J]. Nanotechnology, 2014, 25(5): 055201.
[73] SUN K, WEI T, AHN B Y, SEO J Y, DILLON S J, LEWIS J A. 3D printing of interdigitated Li-ion microbattery architectures[J]. Advanced Materials, 2013, 25(33): 4539-4543.
[74] ADAMS J J, DUOSS E B, WALKOWSKI T F, MOTALA M J, AHN B Y, NUZZO R G, BERNHARD J T, LEWIS J A. Conformal printing of electrically small antennas on three-dimensional surfaces[J]. Advanced Materials, 2011, 23(11): 1335-1340.
[75] LOUS G M, GORNEJO I A, MCNULTY T F, SAFARI A, DANFORTH S C. Fabrication of piezoelectric ceramic/polymer composite transducers using fused deposition of ceramics[J]. Journal of the American Ceramic Society, 2000, 83(1): 124-128.
[76] WANG T, DERBY B. Ink-jet printing and sintering of PZT[J]. Journal of the American Ceramic Society, 2005, 88(8): 2053-2058.
[77] ROCKS S A, WANG D, SUN A, JAYASINGHE S N, EDIRISINGHE M J, DOREY R A. Direct writing of lead zirconate titanate piezoelectric structures by electro- hydrodynamic atomization[J]. Journal of Electroceramics, 2007, 19(4): 287-293.
[78] ������, �� ��, �� ��, ������. ���ھ�ϸֱд���͵���ά�����մ��Ʊ�[J]. ϡ�м��������빤��, 2013, 42(1): 37-40.
LI Ya-yun, LI Bo, ZHOU Ji, LI Long-tu. Fine direct ink writing of 3D ceramics[J]. Rare Metal Materials and Engineering, 2013, 42(1): 37-40.
[79] MORISSETTE S L, LEWIS J A, CLEM P G, CESARANO III J, DIMOS D B. Direct-write fabrication of Pb(Nb,Zr,Ti)O3 devices: Influence of paste rheology on print morphology and component properties[J]. Journal of the American Ceramic Society, 2001, 84(11): 2462-2468.
[80] �ᄎ��, �� ��, ������, �� ��, ������. ���ý���ֱд��ģ���ͼ����Ʊ���֧��TiO2�⽵������[J]. ������ѧ��, 2011, 26(3): 300-304.
SUN Jing-bo, LI Bo, CAI Kun-peng, ZHOU Ji, LI Long-tu. TiO2 photolysis device fabricated by direct ink write assembly[J]. Journal of Inorganic Materials, 2011, 26(3): 300-304.
[81] �ᄎ��, �� ��, ��ѧ��, ������, �� ��, ������. ���ڹ������ϵ�ֱд��ϸ��ģ��ά����[J]. ������ѧ��, 2009, 24(6): 1147-1150.
SUN Jing-bo, LI Bo, HUANG Xue-guang, CAI Kun-peng, ZHOU Ji, LI Long-tu. Direct-write assembly of ceramic three-dimensional structures based on photosensitive inks[J]. Journal of Inorganic Materials, 2009, 24(6): 1147-1150.
[82] LORANG D J, TANAKA D, SPADACCINI C M, ROSE K A, CHEREPY N J, LEWIS J A. Photocurable liquid core-fugitive shell printing of optical waveguides[J]. Advanced Materials, 2011, 23(43): 5055-5058.
[83] CUMPSTON B H, ANANTHAVEL S P, BARLOW S, DYER D L, EHRLICH J E, ERSKINE L L, HEIKAL A A, KUEBLER S M. Two-photon polymerization initiators for three dimensional optical data storage and microfabrication[J]. Nature, 1999, 398(6722): 51-54.
[84] SCHLORDT T, SCHWANKE S, KEPPNER F, FEY T, TRAVITZKY N, GREIL P. Robocasting of alumina hollow filament lattice structures[J]. Journal of the European Ceramic Society, 2013, 33(15): 3243-3248.
[85] KONDO A, KURUMA K, ABE H, NAITO M. Thermoreversible gelling slurry for solid free forming fabrication[C]// IOP Conference Series: Materials Science and Engineering. IOP Publishing, 2011, 18(7): 072012.
[86] KRISTOFFERSSON A, LAPASIN R, GALASSI C. Study of interactions between polyelectrolyte dispersants, alumina and latex binders by rheological characterization[J]. Journal of the European Ceramic Society, 1998, 18(14): 2133-2140.
[87] LI C, FAULKNER-JONES A, DUN A R, JIN J, CHEN P, XING Y, YANG Z, LI Z, SHU W, LIU D, DUNCAN R R. Rapid formation of a supramolecular polypeptide-DNA hydrogel for in situ three-dimensional multilayer bioprinting[J]. Angewandte Chemie International Edition, 2015, 54: 1-6.
(�༭ ������)
������Ŀ������������Ȼ��ѧ����������Ŀ(51202296)���ߵ�ѧУ��ʿѧ�Ƶ�ר����л���������Ŀ(20120162120006)
�ո����ڣ�2015-02-20�������ڣ�2015-05-25
ͨ�����ߣ���С�棬��ʦ����ʿ���绰��13467516329��E-mail: 13467516329@163.com

