���±�ţ�1004-0609(2013)08-2169-07
��е�Ͻ�ǿ��Cu-10Sn�Ͻ�
�� �֣��ֳɳ�
(�����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083)
ժ Ҫ�����ø�����ĥ����ʵ��Fe��Al�ĺϽ��Ʊ���һ��Al����ɢ��Fe�����е�Fe-Al���ܷ�ĩ�����ø�Fe-Al���ܷ�ĩ��ɢǿ��Cu-10Sn�Ͻ��ս�����У�Fe-Al���ܷ�ĩת��ΪFe3Al�����仯�������������봫ͳCu-10Sn�Ͻ���в�����ȣ�ǿ�����Cu-10Sn�Ͻ��Ӳ�ȡ�ѹ��ǿ�Ⱥ�Ħ�����ܵ�������ߣ���Fe-Al���ܷ�ĩ����Ϊ3%(��������)ʱ��Cu-10Sn�Ͻ��Ӳ�Ⱥ�ǿ�ȴﵽ��ѣ������Ͻ���ȷֱ������57%��127%��Ħ��������0.38���͵�0.27��ĥ������0.30%���͵�0.07%��
�ؼ��ʣ������仯�����е�Ͻ���ɢǿ�������ܣ�Ħ����ĥ��
��ͼ����ţ�TG146.1 �� �� ���ױ�־�룺A
Strengthening of Cu10Sn alloy by mechanical alloying
YU Le, JIA Cheng-chang
(School of Material Science and Engineering, University Science and Technology Beijing, Beijing 100083, China)
Abstract: The Fe-Al solid solution powder of Al diffused in the Fe matrix was prepared by high energy ball milling. Alloy of tin-bronze was dispersion strengthened by Fe-Al solid solution powder. Fe-Al solid solution powder changes into Fe3Al intermetallic during sintering process. The results show that the hardness, crushing strength and friction performance of strengthened alloys are significantly improved, compared with the traditional tin-bronze. The optimum content of the solid-solution powder is 3% (mass fraction), the hardness and strength of alloys are best, which increase by 57% and 127%, respectively, the friction coefficient decreases from 0.38 to 0.27, the wear less decreases from 0.30% to 0.07%.
Key words: intermetallic; mechanical alloying; dispersion strengthening; solid solution; friction; wear
Cu-10Sn�Ͻ���Ϊ��ͳ����в��Ͼ����������ѧ���ܺ������ܣ�����в�����ռ����������λ[1]�����������ϵĻ�����֯�ṹ�ʶ��״�����ͽ������֮���ʹ�ò��Ͼ߱����������ص�[2]��������ʱ�������Է��Ӳ��ϵĿ�϶����������Ħ���棻��ֹͣ���к�Ħ�����ϵ������ֿɱ����뵽���ϵĿ�϶�д�����������ˣ������������;Ϳɳ�ʱ��ά�ֽϺõ���Ч����Ȼ����Cu-10Sn�Ͻ����Ӳ�ȵ͡�ѹ��ǿ��С��ȱ�㣬����ʤ�δ��غɡ����¶ȵĹ�������[3-4]�����õ�ͭ���Ͻ���Ҫ��ͭ��Ǧ����Ԫ����ɡ����У���Ϊ������ͭǦ�Ͻ���ƽ��Ǧ�����ߴ�24%~30%������Ǧ����������ƹ����е���Ⱦ�Լ����߷�����Ķ�����Ⱦ���⣬�Ի�������˾��Σ����Ҫ���ڶ�������̭��Ǧͭ��������в��϶����û����͵�������в��ϣ�����Ҫ���д������о�������
��е�Ͻ�[5-7]�ǽ���Ϸ�ĩ���ڸ�����ĥ������ĥ��������ĥ�����в��ϵ���ײ����ѹ�����������α䡢���ѡ��亸�Ͳ��ϵ�ϸ��[8-11]��������һ������ͨ��ԭ����ɢ�ȷ�ʽ��ԭ���������γɺϽ��ĩ��һ�ּ�����BENJAMIN[12]�����ø�����ĥ�ķ����ɹ����Ʊ�����������ɢǿ���Ͻ���������е�Ͻ��Ѿ���Ϊ�����Ʊ������е���Ҫ����֮һ����ĿǰΪֹ���ѳɹ��Ʊ�������ɢǿ���Ͻ𡢴��Բ��ϡ����²��ϡ�������ϡ����������塢���ϲ��ϡ��������ϡ��Ǿ�����������[12-16]���о�����[17-21]���������еĺϽ���ϵ�ڸ�����ĥ�����γɱ������塣
�����������ø�����ĥ��ʵ��Fe��Al�Ļ�е�Ͻ��о��Ͻ����л�Ϸ�ĩ�Ľṹ�仯�������Ƶõ�Fe-Al���ܷ�ĩ���뵽Cu-10Sn��ĩ�У��÷�ĩұ��ķ����Ʊ�ͭ�����ϲ��ϣ����ý����仯������ͭ�����е���ɢǿ������ߺϽ��Ӳ�ȡ�ǿ����Ħ��ĥ�����ܡ�
1 ʵ��
1.1 ԭ�����������Ʊ�
�����÷�ĩΪ��������Դ�Ƽ�����˾�ṩ���ɷּ����ȷֲ����1���С�
��1 �����÷�ĩ�ɷ֡����Ⱥʹ���
Table 1 Ingredient, grain size and purity of powders
����ѧ����Fe�ۡ�Al�۰�n(Fe)/n(Al)��72/28��ϣ�������ά��ʽ������ĥ��ʽ��ۡ�������ĥ����Բ������Ϊ��ĥ����ĥ����ԭ�Ϸ۵�������Ϊ100:1����ĥʱ��ֱ�Ϊ10��20��30��40��50��60 min������Ϻ�õ���Fe-Al���ܷ�ĩ�ֱ���������Ϊ1%��2%��3%��4%��5%��m(Cu)/m(Sn)=9:1��Cu��Sn��Ϸ�ĩ���и�����ĥ��ϣ����ϱ�Ϊ10:1������ʱ��Ϊ30 min��������ˮ�Ҵ���Ϊ���̿��Ƽ�������Ϻõķ�ĩ������70 ������ո���3 h���õ����Ϸ�ĩ�������Ϸ�ĩ����ֱ��20 mm�IJ����ģ���У���300 MPaѹ����ѹ�Ƴ�ԲƬ״���������⾶20 mm���ھ�15 mmģ������300 MPa��ѹ�Ƴ�Բ��״�����������ڹ�ʽ�ս�¯�зֱ���750��800��850��900 �����սᣬ����ʱ��Ϊ45 min�������ٶ�Ϊ10 ��/min����ȴ��ʽΪ��¯��ȴ���ս�����Ϊ�ߴ�����������
1.2 �������ܲ���
��Ϸ�ĩ��ĥ�����еĽṹ�仯��X�����������ϲⶨ����������ΪCu K�����䣬����0.154 06 nm���ܵ�ѹ40 kV���ܵ���150 mA��ɨ���ٶ�10 (��)/min�����ð�������ˮԭ�������ս������ܶȲ����˼��������Ŀ����ʣ����ս������SEM����������ѧ����ʵ����Ͻ���Բ������ѹ��ǿ�ȵIJ��ԣ��ڲ���Ӳ�ȼ��϶��ս�ԲƬ�������в���Ӳ�Ȳ��ԣ���������Ϊ�����غ�1 323 N���غ�ʱ��30 s��ÿ��������5��ȡƽ��ֵ��Ħ��ĥ��ʵ����Ħ��������Ͻ��У�ĥ������������ʧ�ʱ�ʾ��Ħ����ʽΪ�ɻ���Ħ������Ħ����Ϊ���֣�ֱ��16 mm��Ħ�������ߴ�Ϊd 30 mm��5 mm��Ħ������Ϊת��200 r/min���غ�150 N��ʱ��30 min���¶�Ϊ���£��������ա�
2 ��������
2.1 Fe-28Al��Ϸ�ĩ��е�Ͻ����еĽṹ�仯
ͼ1Ϊ��ͬ��ĥ��ʱ��Fe-Al���ܻ�Ϸ�ĩ��XRD�ס�ԭ��ΪBCC�ṹ�Ħ�-Fe��FCC�ṹ��Al�ۡ�Al��(200)��(220)��(222)�����ֱ���Fe(110)��(200)��(211)����������ص�����Al����ǿ��(111)�ǵ�һ�ģ�������ΪAl���Եı�������ͼ1�п��Կ�������ĥʱ��Ϊ0ʱ��ͼ��Ϊ��-Fe��Al�����ĵ��ӡ�������ĥʱ������ӣ�Al���������������60 minʱ��Al��������Ѿ���ȫ��ʧ������Al��������ʧ��Ҫ������ԭ��1) ���ڻ�Ϸ�ĩ��AlԪ�س�ʼ�����ϵͣ���Ϲ����в��ֹ�����Fe�У�����ĥ�����е����Ա���ʹAl�۾���ϸ���;���Ӧ�����ӣ�ʹ��������������ǿ���ͣ�����Al���������ʧ��2) XRD�����ǿ����Ԫ��ԭ�����������ȣ�Al��ԭ������С��Fe�ģ�����ǿ�ȵͣ���ĥ����������ʧ��

ͼ1 ��ͬ��ĥʱ���Fe-28Al��ĩ��XRD��
Fig. 1 XRD patterns of Fe-28Al powder after milled for different times
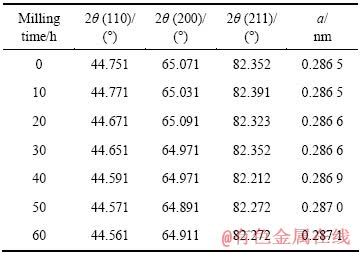
����Jade5.0��������XRD���ݷ��֣�������ĥʱ������ӣ�Fe�������(��ǿ��)����ƫ�ƣ��ɲ����̿�֪����Ӧ�ľ��������2���г��˲�ͬ��ĥʱ����Fe�������λ�úͶ�Ӧ�ľ������ľ�����ֵ�������ױ�����Fe-28Al��ĩ���Ц���������塢B2�������DO3������3�ֽṹ����ʵ����ĥ������û�г��ֳ���������壬��ˣ�û������B2�������DO3������Ľ����仯���ֻ��������������壬Alԭ����ɢ����BCC�ṹ��Fe�����У�����Fe����������������Ӧ������巢�����ơ��ӱ�2�п��Կ���������ĥʱ����ӳ����������ɳ�ʼʱ��0.286 5 nm���ӵ�60 minʱ��0.287 1�������Ĺ����У��������������λ�������Ա仯��˵����60 minʱ����е�Ͻ����ѻ�����ɡ�
��2 ��ͬ��ĥʱ���Fe-28Al��ĩ��XRD����
Table 2 XRD data of Fe-28Al powder under different milling times
Ϊ��һ���о���Ϸ�ĩ�ڻ�е�Ͻ����еı仯���Ի�Ϸ�ĩ����DSC������ͼ2��ʾΪ��ͬ��ĥʱ����ĩ��DSC�������ͼ2�ɿ�����δ����ĥ�Ļ�Ϸ�ĩDSC������500 �浽700 �淶Χ�ڳ�����3�����ڵķ��ȷ壬�����ױ�����Fe-Al���ܷ�ĩ����������ķ�Ӧ�¶�Ϊ650�����ң�ʵ����������Ǻϣ���600 �渽���ķ��ȷ�˵����Ϸ�ĩ�ڴ��¶ȸ��������˹��ܷ�Ӧ��AlԪ������Fe�����ɦ�-Fe����ĥ60 min��Ļ�Ϸ�ĩDSC������100 �渽����һ��С�����ȷ壬��100~400 �淶Χ�ڣ����߱Ƚ�ƽ����������Ϊ����ĥ�����з�������������Σ��������صľ�����䣬��һ����XRD������õ��ľ������仯��һ�£��ڵ��·�Χ�����������������»ظ����������������������600 �渽���ķ��ȷ�ʮ��ƽ����˵����Ϸ�ĩ����60 min��ĥ�����Ѿ�����˹��ܷ�Ӧ��������Fe-Al�����壬�ڼ��ȹ����в����д�Ԫ�صĺϽ��̣����û�����Ե���ЧӦ��
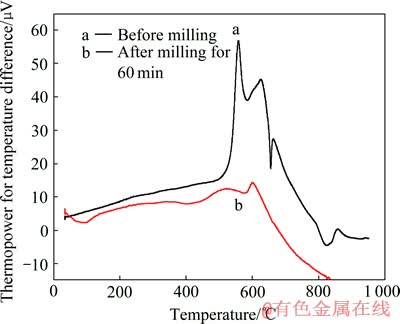
ͼ2 ��ͬ��ĥʱ���»�Ϸ�ĩ��DTA���
Fig. 2 DTA results of mixed powder under different milling times
2.2 �ս���������ò����
�ս����������֯��ò��ͼ3��ʾ����ͼ3�ɿ��������ϻ���Ϊ���͵�Cu-10Sn�Ͻ����״��֯������״�ĵڶ�����ȷֲ��ھ��紦��������С��2 ��m���£����徧����С���ȣ���״�����Ϊ���� ����ͼ4��ʾΪ�ս��������XRD�ס���ͼ4�ɿ�����ͨ�����������жϻ���ΪCu13.7Sn��������Fe3Al�����仯�����(200)��(400)��������壬˵�����ս������Fe-28Al��ĩ������䣬ת��ΪDO3�ṹ��Fe3Al�����仯���
2.3 �ս������Ŀ�����
����ͬ������Fe-Al���ܷ�ĩ��Cu-Sn��ĩ��ϲ�ѹ�ƺ���800 ���ս�45 min���Բ��״�������п����ʲ��ԣ�������ͼ5��ʾ����ͼ5�ɿ�������Fe-Al���ܷ�ĩ����Ϊ0��5%ʱ���ս������Ŀ�����ά����15%~18%֮�䣬�ܹ�����Cu-10Sn�Ͻ�����������ʱ�Ժ����ʵ�Ҫ������Fe-Al���ܷ�ĩ���������ӣ������ʳ��������ơ�ͼ6��ʾΪFe-Al���ܷ�ĩ����3%��5%(��������)ʱ���������SEM����ͼ6��֪�������ܷ�ĩ����Ϊ5%ʱ�����ϳ��ָ�Ϊ�ܼ��Ŀ�϶�ֲ��������п�϶����Դ��Ҫ��3�����棺1) ���۵��Sn�ۿ������ս�����У�����Һ�ಢ��Cu�γɺϽ�ʱ�����µĿ�϶��2) ��ĩұ���սᾱ�γɳ�����������е��ս�����ԣ�3) Fe-Al���ܷ�ĩ�ս�ʱ��ͭ�Ͻ紦�γ���ɢ���������ڷ�ɢ�����������žۣ�Ӱ����徧�������ϵ��²������ܶ��½���
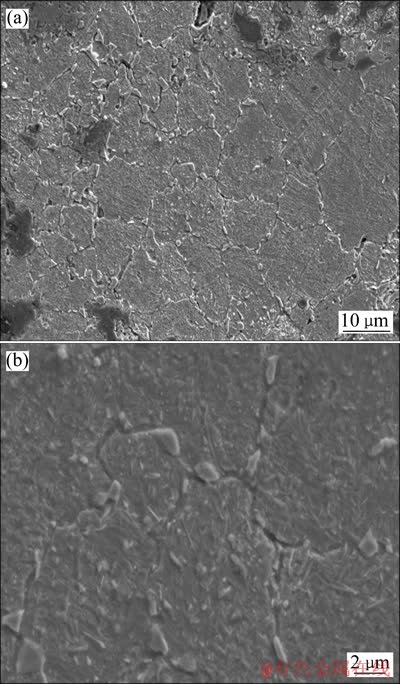
ͼ3 �ս����������SEM��
Fig. 3 SEM images of surface for composite material after sintering
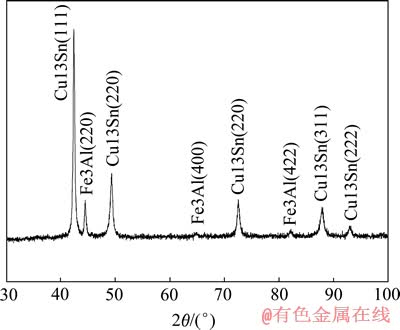
ͼ4 �ս�������XRD��
Fig. 4 XRD pattern of composite material after sintering
2.4 �ս���������ѧ����
�ս���������ѧ������ͼ7��ʾ����ͼ7�ɿ�������Fe-Al���ܷ�ĩ����Ϊ0~3%ʱ���ս���������ѧ��������Fe-Al���ܷ�ĩ���������Ӷ���ߡ���Cu-10Sn�Ͻ�����м���Fe-Al���ܷ�ĩ�����Ե�ǿ��Ч������Fe-Al���ܷ�ĩ����Ϊ3%ʱ����Ӳ�Ⱥ�ѹ��ǿ�Ƚ�Cu-10Sn�Ͻ�ķֱ������57%��127%��������ѧ���ܵ������Ҫ��������Cu-10Sn�Ͻ�����У�Cu��Sn�γ���״��֯��Fe-Al���ܷ�ĩ�ս���γɵĿ���״���ʷ�ɢ�ڻ�������ж�λ���˶����谭���ã���λ���˶������紦������ɢ�����������γ�λ��������λ����ֵ�յ��谭������ɢǿ����Ч��������Orowan���ƣ�����Ӧ�������ӵļ��ʷ��ȣ�������ɢ���������ӣ�Ӳ�Ⱥ�ǿ��Ӧ����ǿ������ʵ���е�Fe-Al�ĺ�������3%������ǿ�����۲���������������Ϊ�ڶ��ຬ������ʱ�����谭�ս����ܻ����̣����¿�϶�����ӣ���ĩұ����ϵ���ѧ�������϶��������ء����⣬���ڶ��ຬ������ʱ��������žۣ����ͷ�ɢ�����ԣ����ڶ�����������ž��ھ��紦ʱ�������������ѧ�����½�����Ҫ��һ�������ɢ�ຬ����Ҫ�Ʊ����ȸ�ϸ��Fe-28Al���ܷ�ĩ���Ľ���ۺ��սṤ�գ�ʹ��ɢ��ߴ��С����ɢ�����ȡ�
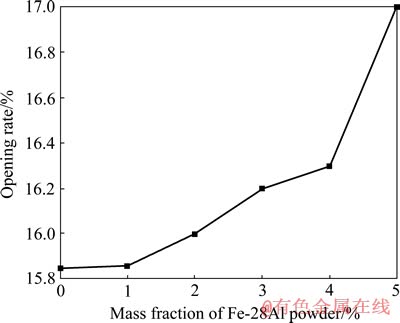
ͼ5 Fe-28Al��ĩ�������ս����������ʵ�Ӱ��
Fig. 5 Influence of Fe-28Al powder content on opening rate of composite material
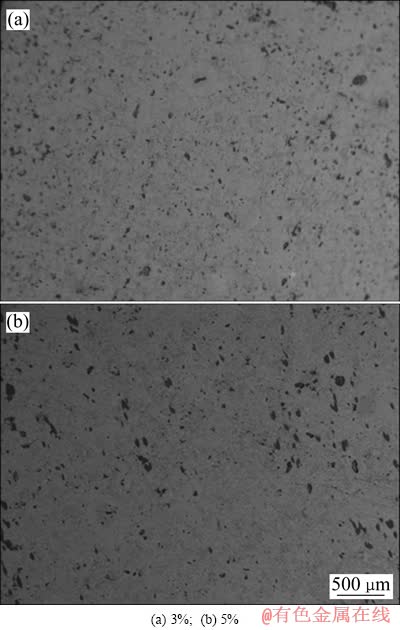
ͼ6 ��ͬ���ܷ�ĩ�����ս����������SEM��
Fig. 6 SEM images of surface of composite material with different solid-solution powder contents after sintering
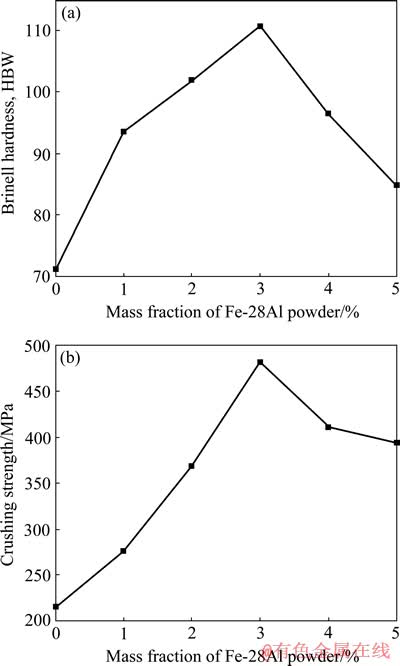
ͼ7 Fe-28Al��ĩ�������ս���������Ӳ�Ⱥ�ѹ��ǿ�ȵ�Ӱ��
Fig. 7 Influence of Fe-28Al powder content on Brinell hardness(a) and crushing strength(b) of composite material
2.5 �ս��¶ȶԲ�����ѧ���ܵ�Ӱ��
�ս��¶ȶԲ�����ѧ���ܵ�Ӱ����ͼ8��ʾ����ͼ8�У������ս��¶ȵ���ߣ�����Ӳ�������������ԣ���850 ��ʱ��Ӳ�ȴﵽ���ֵ����������¶���900 ��ʱ�����ϳ����˹��ս��������������ݡ���ĩұ����ϵ���ѧ�������սᾱ���γɺͳ������������أ�����ս��¶���������ǿ��ĩ������Ľ�ϣ�ʹ���սᾱ�������֡�

ͼ8 �ս��¶ȶԲ��ϲ���Ӳ�ȵ�Ӱ��
Fig. 8 Influence of sintering temperature on Brinell hardness of composite material
2.6 �ս�������Ħ��ĥ������
ͼ9��ʾΪFe-Al���ܷ�ĩ�����Բ���Ħ�����ܵ�Ӱ�졣��ͼ9�ɿ�������Fe-Al���ܷ�ĩ������5%����ʱ������Fe-Al���ܷ�ĩ���������ӣ����ϵ�Ħ��������ĥ�����ʽ������ƣ���Fe-Al���ܷ�ĩ����Ϊ5%ʱ������Ħ������Ϊ0.27��ĥ������Ϊ0.07%��Fe-Al���ܷ�ĩ��������������߲��ϵ�Ħ��ĥ�����ܡ�ͼ10��ʾΪ������ϼ���ɢǿ������ϱ���ĥ �۵�SEM��ͼ10�пɿ�����������ɢ�����������Ϊ�����ص�ճ��ĥ�𣬳������ص����塢ճ�������л����������µİ���ӣ��ڶ�ĥ���ϵķ������������£����巢�����ص����Ա���ֱ�����ֽ����������䣬��ճ��ĥ�����Ϊ����ĥ�����ϸߣ�Ϊ����ĥ�𡣼�����ɢ���ĥ����ò��ҪΪ��ĥ��ĥ�۽�dz�ҽϾ��ȣ�ĥ������Ժ�С�����ȷֲ��ڻ����е���ɢ��������˲���Ӳ�ȼ���ĥ��������������ɢ������ĥ��Ϊ���͵ġ��繵���Σ�����ȽϹ⻬���繵��խ��ĥ���ֲ����ȣ���������û����ҧ�������˺�Ѻ�ճ�ţ�ĥ�������Ա��ν��ᡣ��ɢ�����Ĵ��ڼ�Сͭ��������Ա��κ����ĥ���ϵ�ֱ�ӽӴ�����ֹ���������Ħ������ճ�š�
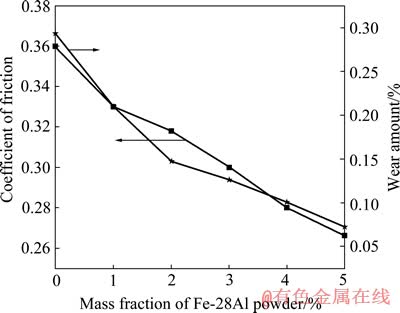
ͼ9 Fe-28Al��ĩ������Ħ��������ĥ������Ӱ��
Fig. 9 Influence of Fe-28Al powder content on coefficient of friction and wear amount
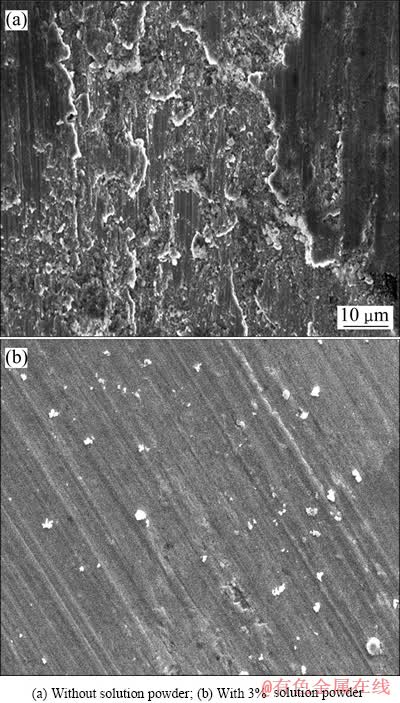
ͼ10 Ħ��ʵ��������ı�����ò
Fig. 10 Surface morphologies of composite material after friction experiments
3 ����
1) ͨ��������ĥʵ����Fe-28Al��ĩ�Ļ�е�Ͻ��γ�Al��Fe�еĹ��ܣ��ù�����ΪBCC�ṹ��������Ϊ0.287 nm���ڷ�ĩұ����ս�����У�Fe-Al���ܷ�ĩת��ΪFe3Al�����仯���������ʿ����ֲ���Cu13Sn����ľ��紦��ʵ���˶�Cu-Sn�Ͻ����ɢǿ����
2) Fe3Al�����仯���������Cu-10Sn�Ͻ���ѧ���ܾ������Ե�ǿ�����ã���Fe-Al���ܷ�ĩ����Ϊ3%ʱ��ǿ��Ч�������ԣ�����Ӳ��Ϊ110 HBW��ѹ��ǿ��Ϊ480 MPa����Cu-10Sn�Ͻ���ȣ��ֱ����57%��127%��
3) Fe3Al�����仯������ɢǿ��Cu-10Sn�Ͻ��ʹ���ϵ�Ħ��������ĥ�������͡���ĥ����ߣ�ĥ�������ճ��Ħ����Ϊĥ��Ħ������ɢ�������Ͳ���Ħ�������е����Ա��Σ���Ч�ط�ֹ���ϱ����˺�Ѻ����䡣
REFERENCES
[1] ������, �ֳɳ�. �ս�����������[M]. ����: ��ѧ��ҵ������, 2004: 320-323.
HAN Feng-lin, JIA Cheng-chang. Sintered metal oil bearing[M]. Beijing: Chemical Industry Press, 2004: 320-323.
[2] �ۺ���. ������ĥ��ĥ������ĥ����[M]. ����: ұ��ҵ������, 1988: 218-220.
SHAO He-sheng. The metallic abrasive wear and wear-resistant material[M]. Beijing: Metallurgical Industry Press, 1988: 218-220.
[3] ����ͩ, �����, ���Ǿ�. ������дſؽ���Ʋ㼼����Ӧ���о�[J]. �й����湤��, 2002(2): 39-41.
YIN Shu-tong, LI Qing-fen, GUO Ya-jun. Plain bearings magnetron sputtering coating technology applied research[J]. China Surface Engineering, 2002(2): 39-41.
[4] ����ΰ, �� ��, ��ѧ��. ������Al-Pbϵ���ߺϽ�[J]. ϡ�н���, 1998, 22(5): 321-325.
LI Yong-wei, WANG Lei, ZHU Xue-xin. Aerosol Al-Pb bearing alloy[J]. Rare Metals, 1998, 22(5): 321-325.
[5] FORES F H. Synthesizing, processing and modeling advanced materials[J]. JOM, 1992, 20(2): 9-10.
[6] ������, �ƺ��, ֣����. Fe-A1�����仯��������ϲ����о���չ[J]. �й���ɫ����ѧ��, 2003, 13(4): 811-826.
TANG Wen-ming, TANG Hong-jun, ZHENG Zhi-xiang. Fe-A1 intermetallic compounds based composites research progress[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(4): 811-826.
[7] ������, ����Ⱥ, ���ճ�, ��С��, �� ��, ��־��. Fe-Al�pTi-Al��Ni-Alϵ�����仯�϶�ײ����о���չ[J]. �й���ɫ����ѧ��, 2011, 21(4): 784-795.
LI Ting-ting, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LIU Bing, WANG Zhi-yong. Reach progress in porous Fe-Al, Ti-Al and Ni-Al intermetallics compound porous materials[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(4): 784-795.
[8] �� ��, �»���, ������, ������, �� ��. Nb-Alϵ�����仯���P�临�ϲ����о���չ[J]. �й���ɫ����ѧ��, 2011, 21(1): 73-79.
LUO Ming, CHEN Huan-min, WANG Huai-chang, HE Li-jun, LI Xing. Reach progress of NB-Al system intermetallics and composite[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(1): 73-79.
[9] ����ͤ, ������, �����. ���½ṹ�����仯���P��ǿ�ͻ�����[J]. �й���ɫ����ѧ��, 2011, 21(1): 73-79.
GUO Jian-ting, ZHOU Lan-zhang, LI Gu-song. High temperature structure intermetallics and there strengthening- softening mechanisms[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(1): 1-34.
[10] ����, ���, ������. Fe3A1�����仯����Ļ�е�Ͻ�[J]. ��е����ѧ��, 2000, 36(8): 55-58.
FAN Run-hua, SUN Kang-ning, YIN Yan-sheng. Fe3A1 intermetallic compounds by mechanical alloying[J]. Journal of Mechanical Engineering, 2000, 36(8): 55-58.
[11] �� ��, ����, �� ��, ������. ��Һ��ĥ�Ʊ�Fe-Snϵ�����仯�����ĩ[J]. �й���ɫ����ѧ��, 2003, 13(3): 579-583.
CHEN Ding, CHEN Zhen-hua, CHEN Gang, HUANG Pei-yun. Fabrication of Fe-Sn intermetallics compound powder by solid-liquid reaction milling[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(3): 579-583.
[12] BENJAMIN J S. Dispersion strengthened superalloys by mechanical alloying[J]. Metallurgical Transcation, 1970(1): 2943-2951.
[13] ������, ������, ������. ��е�Ͻ��յ����ܶ���չ�����о���չ[J]. ��ĩұ����, 2002, 24(2): 109-122.
WANG Er-de, LIU Jing-lei, LIU Zu-yan. Induced by mechanical alloying solid solubility extension mechanism progress[J]. Powder Metallurgy Technology, 2002, 24(2): 109-122.
[14] ���˽�, ʷҫ��, ����ƽ. Cu-Al-B2O3-TiO2��ĩ��е�Ͻ�[J]. �й���ɫ����ѧ��, 2002, 12(4): 693-700.
DONG Shi-jie, SHI Yao-wu, LEI Yong-ping. Cu-Al-B2O3-TiO2 powder by mechanical alloying[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(4): 693-700.
[15] ������, ��־��, �� ��. ��е�Ͻ�W-Ti�Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2009, 19(3): 529-537.
WANG Qing-xiang, FAN Zhi-kang, YANG Yi. Mechanical alloying on the microstructure and properties of W-Ti alloy[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(3): 529-537.
[16] ������, ������. ��е�Ͻ�Mg2Ni���γɵ�Ӱ��[J]. �й���ɫ����ѧ��, 2001, 11(2): 236-239.
WANG Zhong-min, ZENG Mei-yi. Formed by mechanical alloying Mg2Ni[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(2): 236-239.
[17] Ф ��, �����, ���绪, ��־��. ��е�Ͻ��Ʊ���ͬCr������W-Cr���Ͻ��ĩ[J]. �й���ɫ����ѧ��, 2007, 17(11): 1780-1782.
XIAO Peng, ZHAO Wei-bing, FAN Shu-hua, FAN Zhi-kang. Nano-W-Cr alloy powder prepared by mechanical alloying with different Cr contents[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(11): 1780-1782.
[18] ������, ��ѡ��, ������, ���ܾ�, �Ʋ���. ������ĥ�ٻ����ܶȺϽ�ϸ��ĩ���ս�[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 1998, 29(5): 450-452.
FAN Jing-lian, QU Xuan-hui, LI Yi-min, LIU Shao-jun, HUANG Bai-yun. Sintering of nanocrystalline tungsten heavy alloy powders prepared by high energy ball milling[J]. Journal of Central South University of Technology: Natural Science, 1998, 29(5): 450-452.
[19] ����ƽ, �� ��, ������. ������ĥ��3%C-Cu��ĩѹ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2007, 17(9): 1491-1494.
JIN Yong-ping, GUO Bin, WANG Er-de. Effect of high-energy mechanical milling on cold compactability of 3%C-Cu powder[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(9): 1490-1494.
[20] HUANG Y D, YANG W Y, CHEN G L, SUN Z Q. On the effect of the B2 thermo-mechanical treatment in improving the room temperature ductility of Fe3A1-based alloys[J]. Intermetallics, 2001, 9: 332-337.
[21] ������, ����ʵ, ������. ��е�Ͻ��о�����չ[J]. ��ĩұ����, 1999, 17(4): 291-296.
ZHU Xin-kun, LIN Qiu-shi, CHEN Tie-li. Research and progress of mechanical alloying[J]. Powder Metallurgy Technology, 1999, 17(4): 291-296.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51274041)
�ո����ڣ�2012-10-24�������ڣ�2013-01-30
ͨ�����ߣ��ֳɳ������ڣ��绰��010-62334271��E-mail: jcc@ustb.esu.cn

