�й���ɫ����ѧ�� 2003,(05),1180-1183 DOI:10.19476/j.ysxb.1004.0609.2003.05.026
�����������SiCp ���������ϲ����Ʊ�������
��ǿ �¹��� ��� ������ �ﲮ��
��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ,��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ ������150001 ,������150001 ,������150001 ,������150001 ,������150001
ժ Ҫ��
�Ե��ӷ�װΪӦ�ö��� ,ͨ������ѡ��һ�������ֲ���SiC���� ,���ü�ѹ���췽���Ʊ���SiC������������ֱ�Ϊ 5 0 % ,6 0 %�� 70 %�� 3��SiCp/Al���ϲ��ϡ�������֯���� ,�����ֲ����ȡ����ϲ��ϵ�ƽ����������ϵ�� (2 0�� 10 0�� )��SiC���������Ӷ����� ,�� 8.3�� 10 -6�� 10 .8�� 10 -6/��֮�� ,��Kernerģ��Ԥ��ֵ��������ϲ��ϱ�ǿ�Ⱥͱȸնȸ� ,������������ӷ�װӦ�õļ���Ҫ��
�ؼ��ʣ�
SiC ;�������ϲ��� ;������ ;���ӷ�װ ;
��ͼ����ţ� TB331
����飺 �š�ǿ(1976),��,��ʿ�о���;
�ո����ڣ� 2002-10-22
Fabrication and property of SiCp /Al composites with high content of SiCp
Abstract��
SiCp /Al composites with SiCp volume fractions of 50%, 60% and 70% for electronic packaging applications were fabricated using squeeze casting technology. The composites appear to be free of pores, and the SiC particles distribute uniformly in the composites. The mean linear coefficient of thermal expansion (20��100 ��) of SiCp /Al composites ranges from (8.2��10-6 ) to 10.8��10-6 /�� and decreases with increasing SiCp content. The measured coefficients of thermal expansion agree well with Kerner��s model. The composites show high specific bending strength and modulus. This can meet the technical requirements for electronic packaging.
Keyword��
SiC; aluminum matrix composites; thermal expansion; electronic packaging;
Received�� 2002-10-22
������ǿ�������ϲ���, ���ھ����Ʊ������� �������������켰������Ե�������ص��ŵ�, �ڵ��ӷ�װ�� �ȿط����Ӧ������㷺
[1 ,2 ,3 ,4 ,5 ]
�� ����Lanxide���ձ�Sumitomo���ӹ�˾�Ѿ��ɹ��ؽ��������ϲ������ڹ��������������ȳ��� ӡˢ��·��о���������˸Ƿ�װ�С�
Ϊʹ���ϲ���������ӷ�װ�ļ���Ҫ��, ���Ͳ��ϵ�������ϵ��, ʹ����뵼����ϻ�Al2 O3 , AlN���մɻ�Ƭ������ϵ����ƥ��, ͨ�����ýϸ������������ǿ��
[2 ,6 ,7 ]
�� Hunt
[8 ]
��Prekumar��
[3 ]
�ֱ���÷�ĩұ�����ѹ���������Ʊ����������Ϊ55%~70%�Ŀ�����ǿ�������ϲ��ϡ� ����Щ���������豸���ӡ� ��۰�����������ڳ���ȱ�㡣
����ѡ��SiC����, ���ù��ռ� �ɱ��ϵ͵ļ�ѹ���췽��, �Ʊ���SiC�����������Ϊ50%, 60%��70%��3���������ϲ���, ���Բ��Ͻ���������֯�۲��������ܵIJ����������
1 ʵ��
1.1 ���ϲ����Ʊ�
��ǿ��ѡȡ�������ֱ�Ϊ20, 40��60 ��m��3���� -SiC����, ����Ͻ�ΪLD11���Ͻ�, ����Ҫ��ѧ�ɷ�(��������)Ϊ: 11.99% Si, 0.5%~1.3% Cu, 0.8%~1.3% Mg, 1.0% Fe, 0.5%~1.3% Ni, ����ΪAl�� SiC������LD11���Ͻ�Ļ����������1��ʾ�� ���ü�ѹ���취�Ʊ�SiCp /Al���ϲ��ϡ� ����, ��һ��������С�ͺ�����ȵ�SiC����װ��ģ��, �Ƴ�SiC������������ֱ�Ϊ50%, 60%��70%��Ԥ�Ƽ�, ��500~600 �汣�¡� ����Һ��750~800 �潽��, Ѹ�ټ�ѹ��100 MPa, ����5 min����ģ, �õ�SiCp /Al���ϲ��ϡ�
1.2 ���ϲ������ܲ���
��̬���ϲ��ϵ���֯������S-570ɨ��羵�Ͻ��С� ���ܲ���ǰ, ��������410 �汣��3 h, ¯���˻����� ���ϵ�������ϵ�����õ¹�NETZSCH��˾��DIL 402C�����Ͳ����Dzⶨ, ��������Ϊ5 ��/min�� Ϊ��֤����ʱ�¶Ⱦ��Ⱥͷ�ֹ��������, ���ú�������, ����Ϊ50 mL/min�� ����GB4339-84�еĹ涨, �����������Ե��¶ȡ��쳤������, �����ݽ��д���, �õ�������20~100 ��֮���ƽ��������ϵ���� Ϊ�˼�С�豸��ϵͳ���, ����ͬ��ʵ��������, ������������������У�� ��Instron5569���ܵ��������������, ������������������Ը��ϲ��ϵ���ѧ����, ʮ��ͷ��λ������Ϊ0.5 mm/min, �����¶�Ϊ���¡�
2 ��������
2.1 ����֯�۲�
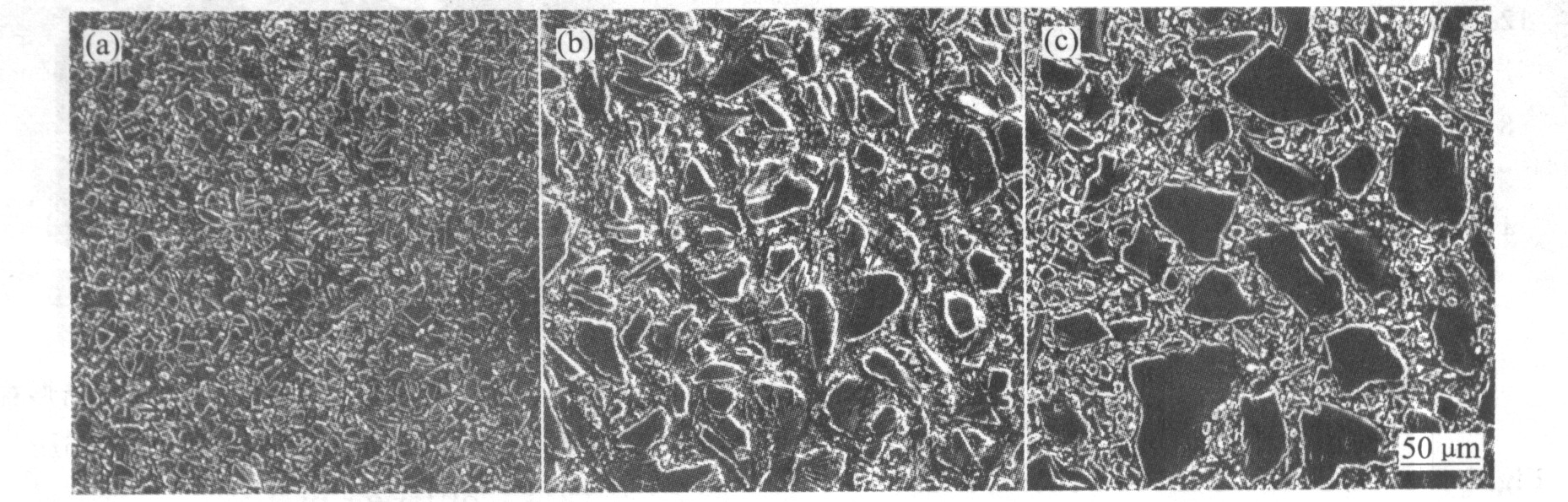
SiCp /Al���ϲ��ϵ�����֯��ͼ1��ʾ�� ��ͼ1���Կ���, SiC��������һ�������, ����Ҫ
��1 SiC������LD11���Ͻ�Ļ������� Table 1 Properties of SiC particles and LD11 alloy
Specimen
Density/-3 )
Coefficient of thermal-6 ��-1
Elastic
Shear
Bulk
Poission ratio
SiC particle
3.18
4.7
450
192.0
225.0
0.17
LD11
2.68
20.8
69
29.7
77.5
0.33
ͼ1 SiCp/Al���ϲ��ϵ�����֯ Fig.1 Microstructures of SiCp/Al composites (a)��50%SiCp/Al; (b)��60%SiCp/Al; (c)��70%SiCp/Al
���������졢 �ӹ����������ġ� �������õ�SiC�������ɳߴ�ܴ�ĸ�ǿ�ȵ�SiC�ᾧ�龭���顢 ��ĥ����, ���Ե�SiC��������εĶ����γ�С������Ȼ�Ậ����ǡ�
SiCp /Al���ϲ��ϵ���֯���ȡ� ����, �����ʡ� ����ȱ�ݡ� ����ڵ��ӷ�װ�ø��ϲ����Ǻ�������, ���ܵ���֯����������߸��ϲ��ϵĵ�����, ������߲��ϵ���ѧ���ܡ� �����������������, �ִ������SiC����, �ҿ����IJ��Խ������, ϸС��SiC���������䵽�ִ�����ļ�϶��, �ֲ�����, �����ž�����
2.2 ����������
������ϵ�����Խ������: 3��SiCp /Al���ϲ�����20~100 ��֮���ƽ��������ϵ���ֱ�Ϊ10.8��10-6 , 9.7��10-6 , 8.3��10-6 /��, ��SiC���������Ӷ���С, ���������ܿ���������ӷ�װ�ļ���Ҫ�� ���ڸ��ϲ��϶���, ��ǿ���������ͨ������/��ǿ�������Լ����Ͻ����������Ϊ�� ����SiC����������, �����Ի���Ͻ����Լ�̶�����, ���ϲ���������ϵ��Ҳ��С��
���ڸ��ϲ������ɾ��ȡ� ��ɢ�ֲ�����ǿ��������������, ��������������Ϊ�ܸ��ӡ� �¶�����ʱ, ÿ�ֲ��϶����ܵ���һ�ֲ��ϵ���Լ; ����, ������������ϵ���IJ��콫������Ӧ��, ����Ӧ�������ƻ�ٽ����ϵ������͡� Turner
[9 ]
���ǵ��¶ȱ仯ʱ, ���ϲ����ڲ��������ĸ���Ӧ����Ϊ��Ӧ����ѹӦ��, �õ����ϲ��ϵ�������ϵ��Ϊ
�� c = �� m K m �� m + �� p K p �� p K m �� m + K p �� p
��
c
=
��
m
��
m
��
m
+
��
p
��
p
��
p
��
m
��
m
+
��
p
��
p
ʽ�� �� c , �� m , �� p �ֱ�Ϊ���ϲ��ϡ� ���弰��ǿ���������ϵ��; �� m , �� p �ֱ�Ϊ�������ǿ����������; K m , K p �ֱ�Ϊ�������ǿ������ģ����
Kerner
[10 ]
���ǵ����ϲ����ڲ�����������֮����б�ЧӦ, �����һ�����㸴�ϲ���������ϵ�������۹�ʽ:
�� c = �� m �� m + �� p �� p + �� p �� m ( �� p ? �� m ) �� K p ? K m �� m K m + �� p K p + 3 K p K m / ( 4 G m )
��
c
=
��
m
��
m
+
��
p
��
p
+
��
p
��
m
(
��
p
-
��
m
)
��
��
p
-
��
m
��
m
��
m
+
��
p
��
p
+
3
��
p
��
m
/
(
4
G
m
)
ʽ�� G m Ϊ������б�ģ����
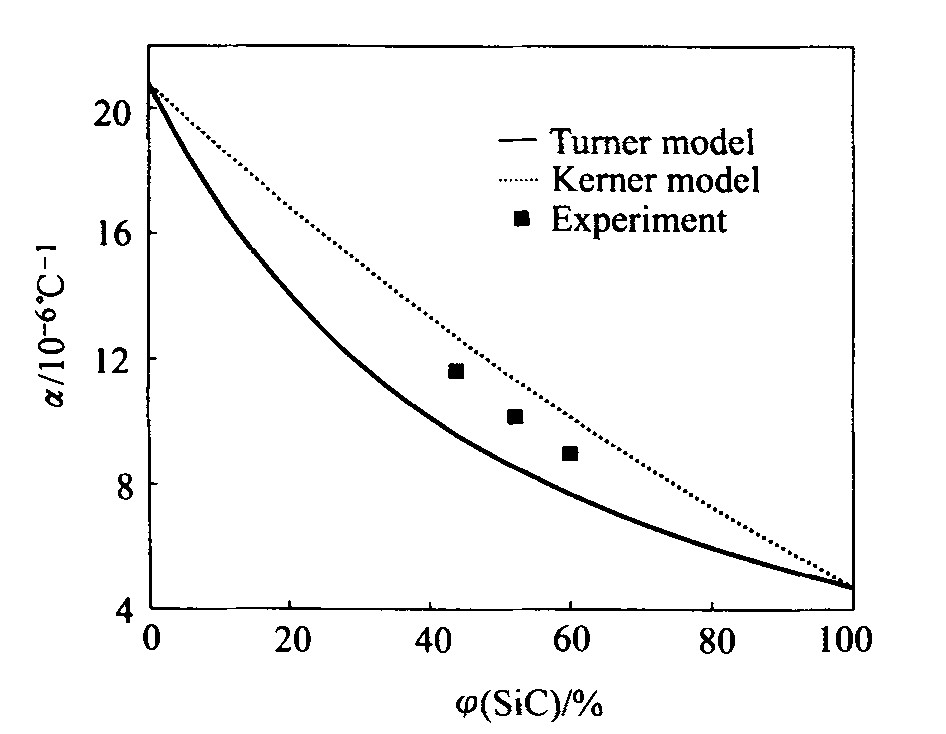
ͼ2��ʾΪSiCp /Al���ϲ���������ϵ���IJ���ֵ���ģ�ͼ���ֵ֮��ıȽ���ͼ2�� ���Կ���, ���ϵIJ���ֵ��Kernerģ�͵ļ���ֵ��Ϊ�ӽ�, Զ��Turnerģ�͡� ������ΪTurnerģ����ֻ�����˲�����ֻ���ڵȾ�ѹ�������, û���漰�����ϲ��ϸ���Ԫ֮����ܲ�������Ӧ��, ���Turnerģ�Ͳ��ܳ���������ϲ����ڲ�ʵ�ʵ�Ӧ�����, ��ʵ�ʲ���ֵ���ϴ�
2.3 ��ѧ����
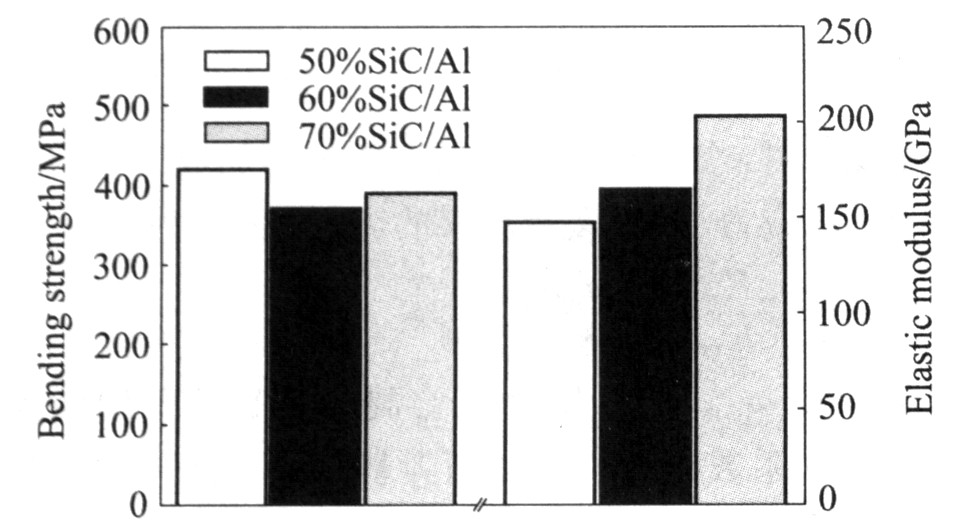
SiCp /Al���ϲ��ϵ���������ǿ�Ⱥ͵���ģ����ͼ3��ʾ�� ��ͼ3���Կ���: SiCp /Al���ϲ�������ǿ�Ƚϸ�, ������370 MPa, ��߿��Դﵽ
ͼ2 ���ϲ���������ϵ�� ����ֵ�����ֵ�ıȽ� Fig.2 Comparison between theoretical predictions and experimental data
ͼ3 SiCp/Al���ϲ��ϵ�����ǿ��(��)�͵���ģ��(��) Fig.3 Bending strength(left) and elastic modulus(right) of SiCp/Al composites
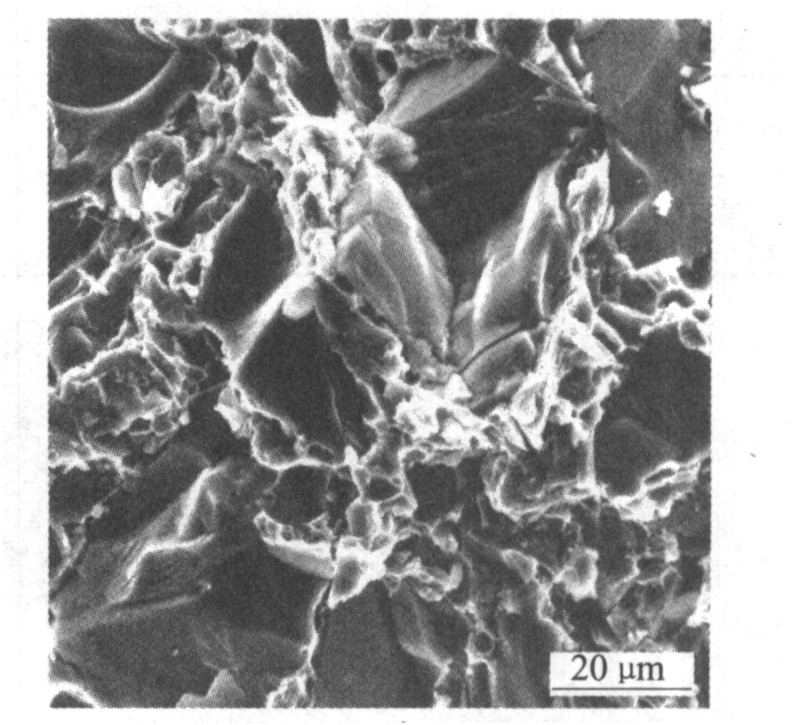
422 MPa, ��ǿ�Ȳ�����SiC���������Ӷ����Ա仯�� һ����, ����SiC��������, ���ϲ�������Ч����������, �����ڲ���ǿ�ȵ���ߡ� ����, ���ϵĴ���Ҳ������ ����, �ڽϸ�SiC�����ĸ��ϲ�����, ���õĿ����ߴ�ϴ�, �����ڵ�Ӧ���¶���(ͼ4), �Ӷ�Ӱ����ϵ�ǿ�ȡ� ���, ���ϲ��ϵ�ǿ���ܵ�������������� ��С�� ȱ�ݺ��������صĹ�ͬ��Լ��
���ڵ���ģ���Բ��ϵ���֯������, SiCp /Al���ϲ��ϵĵ���ģ����SiC���������Ӷ����� ����ϵ��ܶ�С(Լ3 g/cm3 ), ���ģ������49~68 GPa��cm3 /g֮��, �dz��õķ�װ����Kovar�Ͻ�(13.1 GPa��cm3 /g)��Cu(18.5 GPa��cm3 /g)��3~4���� �������ڷ�װ�ṹ���ʱ, �ڱ�֤�նȵ�ͬʱ, ��С�����ijߴ�ͼ��������������� ��������������, ������������ϵĺ�ȳ����ȡ� ���, ������ȵļ���, ����С����, ���������ɢ����
ͼ4 70%SiCp/Al���ϲ����д�����Ĵ����ò Fig.4 Morphology of brittle fracture of larger particles in 70%SiCp/Al composite
����
3 ����
1) ѡ���ʵ������ֲ���SiC����, ���ü�ѹ���췽�������Ʊ��������ֲ����ȡ� ��֯���ܵĸ��������SiCp /Al���ϲ��ϡ�
2) SiCp /Al���ϲ��ϵ�������ϵ����SiC���������Ӷ���С�� ��SiC�����������Ϊ50%, 60%��70%ʱ, ������ϵ���ֱ�Ϊ10.8��10-6 , 9.7��10-6 , 8.3��10-6 /��, ��Kernerģ��Ԥ��ֵ�����
3) SiCp /Al���ϲ��ϵ�����ǿ�ȴ���370 MPa, ����ģ����SiC���������Ӷ�����, ��ģ��ΪKovar�Ͻ��Cu��3~4����
�����
[1] ��JohnstonC ,YoungR .Advancedthermalmanagementmaterials[J].InternationalNewsletteronMicrosystemsandMEMs,2000,2(1):1415.
[2] ��ZwebenC .Advancesincompositematerialsforthermalmanagementinelectronicpackaging[J].JOM ,1998,50(6):4751.
[3] ��PremkumarMK ,HuntWH ,SawtellRR .Aluminumcompositematerialsformultichipmodules[J].JOM ,1992,44(7):2428.
[4] ���ڼҿ�,��Ң��.����2DC/Al���ӷ�װ���ϲ��ϵ�������Ʊ�[J].�й���ɫ����ѧ��,2000,10(S1):15.YUJia kang,ZHOUYao he.Designandfabricationofhydrid2D C/Alcompositesforelectronicpackaging[J].TheChineseJournalofNonferrousMetals,2000,10(S1):15.
[5] ��HillsD .Ametalmatrixcompositecoolsavionics[J].ElectronicPackagingandProduction,1994,34(12):21.
[6] ��SeiblodRW ,LicariJJ,BrownRL .Advancedinmate rialsandprocessesforhigh performanceelectronicsfabri cationandassembly(��)[J].SampleJournal,1997,33(1):2733.
[7] ��HemambarC ,RaoBS ,JayaramV .AlSiCelectronicpackageswithcontrolledthermalexpansioncoefficientbyanewmethodofpressurelessinfiltration[J].MaterialsandManufacturingProcesses,2001,16(6):779788.
[8] ��HuntM .Progressinpowdermetalcomposites[J].Sam pleJournal,1990,26(1):3336.
[9] ��TurnerPS .Thermalexpansionstressesinreinforcedplastics[J].JournalofResearchoftheNationalBureauofStandards,1946,37:239.
[10] ��KernerEH .Theelasticandthermo elasticpropertiesofcompositemedia[J].ProceedingsofthePhysicalSoci ety,1956,69:808.