Ӳ�ʺϽ�ѹ���ս�¯�Ż��������ܾ���֧��ϵͳ����Ӧ��
������1, 2������ǿ2���� ��2���� ��2�������2��Ԭ�Ļ�1, 2
(1. ����ѧԺ ��е����Դ����ϵ������ ������422000��
2. ���ϴ�ѧ ��е����������ѧԺ������ ��ɳ��410082)
ժ Ҫ��Ϊ���Ӳ�ʺϽ�ѹ���ս�¯����������ϵ�����ھ�����DZ�������û��ڴ�ͳ����ƽ����㡢�����硢����Ӧ��߶Ȼ����Ż��㷨�����ϵļ��ɽ�ģ��������һ�ײ����Ż����ܾ���֧��ϵͳ����ϵͳ������ѧϰ������Ӧ���ص㣬���ѳɹ���Ӧ����Ӳ�ʺϽ�ѹ���ս�¯�С�Ӧ�ý���������ø�ϵͳ�Ż����IJ�������ָ������, ��������ָ��������ߣ�Ӳ�ʺϽ�ѹ���ս�¯��������5.5%��ϵͳ�յ�Ԥ������С��4.5%��ÿ��ʵ�ʽ����õ�ɱ�Լ50��Ԫ��
�ؼ��ʣ�Ӳ�ʺϽ�ѹ���ս�¯�����ܾ���֧��ϵͳ�������磻�����Ż��㷨
��ͼ����ţ�TF062 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2008)05-1017-06
Operation optimum and intelligent decision support system in cemented carbide pressure sintering furnace
JIANG Shou-sheng1, 2, E Jia-qiang2, PENG Yu2, LI Juan2, GONG Jin-ke2, YUAN Wen-hua1, 2
(1. Department of Mechanical and Energy Engineering, Shaoyang College, Shaoyang 422000, China;
2. College of Mechanical and Automotive Engineering, Hunan University, Changsha 410082, China)
Abstract: In order to enhance energy using coefficient of cemented carbide pressure sintering furnace and make it give out its potential, an operation optimum and intelligent decision support system was developed based on traditional heat equation calculation, artificial neural network and self adaptive mutative scale chaos optimization algorithm. The system has characteristics of self-study and self adaptation. The system was successfully used in the cemented carbide pressure sintering furnace. The factual result reveals that the yearly output of the cemented carbide pressure sintering furnace enhances 5.5%, error rate of endpoint prediction of IDSS is less than 4.5% and the gross of electricity energy in a year reduces 500 000 yuan.
Key words: cemented carbide pressure sintering furnace; intelligent decision support system; neural network; chaos optimization algorithm
���ִ�Ӳ�ʺϽ��ս��У�����Ӳ�ʺϽ��ս�¯��������ʱ���ԡ����ν�����ϡ����ͺ���ŵ��ȶ���ϵͳ�����ܻ��������غ������ѧԭ���µ�Ӳ�ʺϽ��ս��������ƽ��ĸ����������������������ײ����ͻ�ã�����������Դʹ�õĹ����нϴ�ļ�ֵ������ֻ���þ�̬ƽ��ķ����������⣬����������˵���ͽ��Ӳ�ʺϽ��ս���̲����Ż��� ��[1-7]����ˣ���������PVAӲ�ʺϽ��ս�¯���ȹ��������������������Ż���������ʵ�֡�Ϊ���ھ�PVAӲ�ʺϽ��ս�¯������DZ������߲���ϵͳ���Ż�����ˮƽ�������˹����ܼ���[8-10]������в����Ż����ܾ���֧��ϵͳ�о�����������ָ���������⽫��ǿ�����������ܽ��ġ��ӳ�¯�١���߹���ˮƽ�����Ʒ�����ȷ��涼������Ҫ���塣
1 �Ż��������ܾ���֧��ϵͳ�ṹ
��֪ijӲ�ʺϽ�ѹ���ս�¯��Ҫ�������¹��̡�
a. ��ռ�����(��1 310 ��)���ڸý��У��ս���Ʒ����Ԥ�պ����սᣬ�ڹ����ս�Σ��ս���Ʒ����һ���̶ȵ����������ϵͳ��������״̬��¯�ڵ�ѹ���������ֺ㶨��ԼΪ5 kPa����Ҫ������ա����龲̬�Լ����3���ӽΣ���ʱ��ֱ�Ϊ262��130�Լ�110 min��
b. ��ѹAr������(1 310~1 440 ��)�����˹��̿�ʼʱ��Ӳ�ʺϽ�ѹ���ս�¯ʯīͲ�Źرգ�Ϊ��ȷ��¯�ڿռ��ѹ��ƽ�⣬һ����������뱣��Ͳ��ʯīͲ֮��Ŀռ䣬Ȼ��ͨ��ʯīͲ�ŵķ�϶����ʯīͲ�ڣ���һ�������ͨ�����Ž���¯���뱣��Ͳ֮��Ŀռ䣬ʹ¯��2���ռ��ѹ���ﵽ5 kPa������һ�ε�ǰ�ڣ��ս���Ʒ�������й����սᣬ�ս���Ʒ�������������ڽ���Һ���ս�Σ��ս���Ʒ���������١��ý�ʱ��Ϊ150 min��
c. ��ѹAr������(1 440 ��)�����˽ο�ʼʱ��ʯīͲ�Ŵ����ͨ�����Ž���¯�ڣ�ʹ¯�ڵ�ѹ���ﵽ6 MPa���ս���Ʒ����Һ���ս�Σ�ͬʱ������¯�ڵ�ѹ�����ս��������ø��죬��һ��¯�ڴ����Է������Ȼ����Ϊ����¯���¶Ƚϸߣ��������������࣬��Ȼ�������ȼӾ硣�ý�ʱ��Ϊ70 min���ҡ�
d. ��ѹAr��ȴ��(1 440 ��������)���˽�¯��ֹͣ���У�¯����ѹ��Ϊ6 MPa״���½��д�����ȴ���ս���Ʒ������ȴ�Σ���¯�ӵ��¶Ƚ����趨ֵʱ(�¶�ԼΪ1 100 ��)������Ͳ�Ŵ�����2��¯�ŵĿ�����ȴˮ�ܽ��п�����ȴ���������Ϳ�������ȵ������������ڡ��ý�ʱ��Ϊ180 min���ҡ�
��������Ӳ�ʺϽ�ѹ���ս���̸�����˵����������ʱ��ĺ����ƶ������ȹ��ʵ��Ż������������Ŀ����Ż������⣬��Ҫ����Ӳ�ʺϽ��ս��Ʒ���ﻯ���ʣ���Ҫ����Ӳ�ʺϽ�ѹ���ս�¯�Ľṹ�������뽵���ٶȵ�Ӱ�����ء���ˣ�Ϊ��ʵ��PVAӲ�ʺϽ�ѹ���ս���̲����Ż����ߣ����û����˹��� ��[7-8]�ͽ����������ϵļ��ɽ�ģ��������һ�ײ����Ż����ܾ���֧��ϵͳ��ϵͳ�ṹ��ͼ��ͼ1��ʾ����Ҫ�������¡�
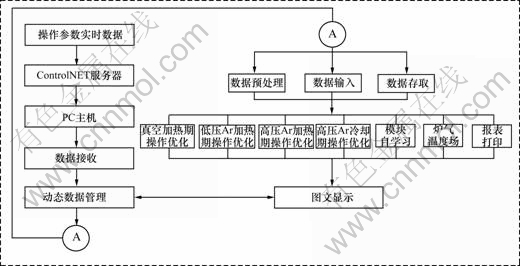
ͼ1 �����Ż����ܾ���֧��ϵͳ�ṹ��ͼ
Fig.1 Framework of operation optimum and intelligent decision support system
1.1 �ս���̼��ȹ����Ż�
�ս���̼��ȹ����Ż�����ϵ��Ӳ�ʺϽ��ս��Ʒ�������ӣ���ˣ��迼���������أ�
a. Ӳ�ʺϽ��ս�¯�Ľṹ��������װ¯�ܶȣ�
b. Ӳ�ʺϽ�����ĺ�ȡ���״�Լ������������ԭ�ϳɷ������ʡ�
1.1.1 ���ȹ����Ż�ģ��
��ģ����Ҫ������ռ����ڡ���ѹAr�����ڡ���ѹAr��������ڼ���ѹAr��ȴ�ڵ����ż��ȹ��ʡ�
1.1.2 �յ�Ԥ��ģ��
�յ�Ԥ��ģ��Ԥ����ռ����յ㡢��ѹAr�����յ㡢��ѹAr��������յ㼰��ѹAr��ȴ�յ㡣
1.1.3 ���������Ż�ģ��
��ģ��������ʾ���̲���(¯���¶ȡ�����������Ar�����Լ�ѹ��)���Ż���ռ����ڼ�����͡���ѹAr������Ar�����ƶ�������¯�����գ��Ż���ѹAr��ȴ����ȴˮ������
1.1.4 ��ѧϰģ��
��ģ�������ռ��Ƚμ�������ƶȣ��͡���ѹAr���Ƚ�Ar�����ƶȣ�ʱ��-���ȹ������ſ���ģ�͡�
1.1.5 Ӳ�ʺϽ��ս�¯¯���¶ȳ�ģ��
��ģ����ͼ�η�ʽ��ʾ��ǰӲ�ʺϽ��ս�¯�ڸ������µ��¯���¶ȷֲ���
1.1.6 �������ģ��
��ģ�����������12�ֲ�������֢״���䴦��������
1.1.7 �������
����Ӳ�ʺϽ��ս�¯�����г����ļ���Ҫ��ע�����
1.2 ����ͨ�ż���������
1.2.1 ����ͨ��
�ͻ�����ͨ��DDE���������ݹܵ���ʵ�ֵġ�DDE���ӿ�������Ƴ���ʱ������Ҳ���������г���ʱ���������ӷ�ʽ��4�֣�
[0][����]��LinkMode��0 ��������ӣ�
[1][����]��LinkMode��1 ���Զ����ӣ�
[2][����]��LinkMode��2 ���ֹ����ӣ�
[3][����]��LinkMode��3 ��ͨ�����ӡ�
Visual Basic6.0�ǿ���WindowsӦ�ó����һ������������������ԣ���֧��Windows�����µ�DDEͨ�Ż��ƣ����ṩ��DDE�ı�̽ӿڡ���Ӧ�ó������ʱ��TextBox��Label�ȿؼ�������Ϊ�ͻ������������DDE�Ự�������Ҫ���ܿؼ�TextBox��DDE��̽ӿڡ�TextBox�ؼ��ṩ�˶�̬���ݽ�����LinkTopic(��������)��LinkItem(������)��LinkTimeout(���ӵȴ�ʱ��)��LinkMode(����ģʽ) 4�����ԡ�
a. LinkMode������DDE���ӷ�ʽ�����������������ͻ���������DDE�Ự���Ϊ��Object.LinkMode =number��
b. LinkTopic������DDE�������⣬���ڷ�����ֻ��д�����⣬����д������������Ŀ�����ڿͻ��ؼ��������÷������������⣬�Ϊ��Service name | topic��
c. LinkItem������DDE������Ŀ��ָʾͨ��DDE���Ӵ����ʵ�����ݣ�ֻ�Կͻ�����LinkItem���ԣ�
d. LinkTimeout������DDE���ӳ�ʱ�����õȴ�DDE��Ӧ��Ϣ��ʱ�䣬����ʱ���ڲ��ܽ���DDE���ӣ�����һ�����д���
�������£�
text1.LinkMode=0
text1.Linktimeout=-1
text1.Topic=��JCDDE|Data!��
text1.Item=��FIC1001_Y1.F_PV��
text1.linkMode=1
1.2.2 ����Ԥ����
Ӳ�ʺϽ��ս�¯���������ɼ������ݲ��ɱ���ؽ��ܵ��紫�����������������������ź�ת�������ȸ��������ĸ��ţ��Ӷ����ܵ��´����źŵIJ�����������Ϊ��ʹ�ɼ����õ������ź����ݾ�����ʵ�ԣ�������ѧ��������������Ԥ������
��Դ����ź������ֵ������ԺͲ����ԣ��ֱ�����������ź��㷨������ƽ���˲��㷨�������㷨���¡�
a. �������ź��㷨��
�� ��Dʱ��Y(n)=y(n-1)��
��Dʱ��Y(n)=y(n-1)��
ʽ�У�Y(n)Ϊ��ǰʵʱ�������ݣ�y(n-1)Ϊ��һ�β���������������ݣ�DΪ��������ֵ��
����Dʱ����ǰʵʱ�����������õ���ƽ���˲��㷨���е�2���˲�������
b. ����ƽ���˲��㷨��Ϊ����ȥ�ڹ涨��Χ�ڴ����źŵĽ�С�����ĸ��ţ����Բ�ȡ�����˲�����������
 ��
��
ʽ�У�mΪƽ���˲������ݳ��ȣ�y(n)Ϊ�����ź�Ԥ���������Y(n-i+1)Ϊ��n-i+1�β������ݣ�i=1��2������m��
�������������ݾ�����Ԥ������ñȽ�ƽ�Ⱥ���ʵ��Ϊ�õ���ʵ�ɿ��IJ��������Ż����������������
c. ͼ����ʾ����������ʵʱ��̬������ʾ��
d. ���ݴ�ȡ���ڴ����������ݴ��ݡ�
e. ������ӡ��Ӳ�ʺϽ��ս�¯���������Ĵ�ӡ�����
2 ϵͳ�㷨
���ǵ�Ӳ�ʺϽ��ս�¯�ս���̹���ʮ�ָ��ӣ����ڲ����Ż����ܾ���֧��ϵͳ�и�ģ��ִ���书��ʱ�ֱ���������㷨��
2.1 ��ͳ����ƽ����㷽��
Ӳ�ʺϽ��ս�¯����ƽ������Ϊ��ռ����ڡ���ѹAr�����ڡ���ѹAr�������Լ���ѹAr��ȴ�ڵ�4���֣���Ŀ���Ǽ���ÿ����Ӳ�ʺϽ��ս�¯�ļ��ȹ������ߡ����������Ar������������¯��������������ѹAr��ȴ����ȴˮ�����ȡ���ƽ������ǰ��Ϊ��
a. ¯���ڵļ���Դ������һ���¶Ⱦ��ȵ�ԲͲ����Դ��
b. ͬ�ֲ����ڲ�ͬ�¶��¾�����ͬ�ĺڶȣ�
c. ¯���ڱڵ��¶���ͬ��
d. ¯�ڴ��ȹ���Ϊ�ȶ����ȹ��̣���¯���ڸ����¶Ȳ���ʱ��仯��
e. ����¯�ڵ�ɢ����ʧ��
��������Ӳ�ʺϽ�ѹ���ս�¯�ڼ���ʱ��� �ڵ���ƽ�ⷽ�̣�
�ڵ���ƽ�ⷽ�̣�
�÷�����Ҫ����������ʾ���̲���(¯���¶ȡ�����������Ar��������ȴˮ�����Լ�ѹ��)������Ϊ���μ��������ȹ��ʡ���ռ����ڼ�������ƶȡ���ѹ��ѹAr������Ar�����ƶ��Լ���ѹAr��ȴ����ȴˮ�����Ż�����Ҫ���ݡ�
2.2 BP������
����Ŀǰ�����С�Ӧ����㷺��������ģ��֮һ��BP����[11-12]��BP�����ֳƸ�֪���ƵIJ�״������ (Perception-like layered neural network)������֪��(Multi-layer perception)��ǰ��ʽ������(Feed-forward net)������źŷ�������(Error back-propagation net)�������ڶ�����������ѧϰ�㷨��Rumelhant�ȷ�չ�˸�֪��ʽ�������磬������ʵ��Ӧ���л���˳ɹ�����״����������㡢���㡢����㣬�����Ϊ1����㣬��Ϣ����������룬��������������������ṹģ����ͼ2��ʾ��ͨ��ɸѡ����������ʷ�����������������롢ƽ����Ԥ����������ͳ��ģʽʶ��ȷ���Ż���Ϣ������������ǿ�����Ա������������ϵͳ״̬��������Ҫ���ߵIJ���֮���ӳ���ϵ������Ϊ�Ż����������Ļ����Ŵ��㷨����Ӧ�Ⱥ������䲽��Ϊ���ɼ�����������Ԥ������ͨ������ͼѰ���Ż���Ϣ���˶��Ż���Ϣ��ȷ�����������������ͨ����ѧϰ����������Ȩֵ��
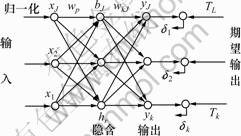
ͼ2 �������յ�Ԥ��ģ��
Fig.2 Neural network model for endpoint prediction
2.3 ����Ӧ��߶Ȼ����Ż��㷨
ѡ���۵���������һά��ӳ�䣺
 ��-1��xn��1, xn��0
��-1��xn��1, xn��0
��Ϊ�������������õĻ�������Ļ���ģ�ͣ���K1��K2�ֱ��ʾ�֡�ϸ���������������Ż��㷨�Ļ�����������[13]��
Step 1 �㷨��ʼ����
��K1=1��K2=1��������2���ϴ��������N1��N2�������������x0������ʽ(1)��ʾ�Ļ���ģ�ͣ�����i���������xi, n+1(i=1������n)��Ϊ�������������õĻ��������
Step 2 �����������Ʊ��������ϵĴ���ת����
Step 3 �û���������дֵ���������
�� �������Ż��� fi(K1)����
�������Ż��� fi(K1)���� = xi(0)��
= xi(0)�� = fi(0)��
= fi(0)��
1) ��fi(K1)������= fi(K1)��= xi(K1)��
2) ��fi(K1)���������xi(K1)����K1��N1ʱ��������һ�ε�����K1��=K1+1����K1��N1ʱ�������ֵ�����
Step 4 ��������������������
 (3)
(3)
ʽ�У� Ϊ�������ӣ�
Ϊ�������ӣ� (0��0.5)��
(0��0.5)��
Ϊ�˱�֤�·�Χ������Խ�磬�������´������� ��ai����=ai����
��ai����=ai���� ��bi����=bi��
��bi����=bi��
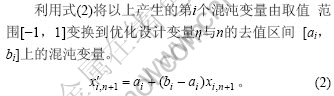
��ˣ���������[ ��]�Ͻ��л�ԭ�������
��]�Ͻ��л�ԭ������� ����ʽȷ����
����ʽȷ����
 (4)
(4)
Step 5 �����������Ʊ��������ϵ�ϸת����
������Step 3�����������������ֲ��䣬������ʽ(5)����xi, n+1�����������Ϊ�µĻ���������ô˻����������������
 �� (5)
�� (5)
ʽ�У� Ϊ����Ӧ����ϵ����0����1��
Ϊ����Ӧ����ϵ����0����1��
����Ӧ����ϵ���������·�����������Ӧȷ����
 �� (6)
�� (6)
ʽ�У�mΪ�����������Ż�Ŀ�꺯��������������ȡm=2��
�ڽ���ϸ�����������ڣ�����(x1��x2������xn)�䶯�ϴ�Ҫ���ϴ����������Ľ��У��ӽ����ŵ㣬Ҫ����С���Ա�����( ��
�� ������
������ )���ڵĽ�С��Χ�ڽ���������
)���ڵĽ�С��Χ�ڽ���������
Step 6 �û����������ϸ����������
��xi(K2)= �������Ż��� fi(K2)��
�������Ż��� fi(K2)��
a. ��fi(K2)������= fi(K2)��= xi(K2)��
b. ��fi(K2)���������xi(K2)����K2��N2ʱ��������һ�ε�����K2��=K2+1����K2��N2ʱ������ϸ������
2.4 ϵͳ��ѧϰ
Ϊ��������������Ӧ����Ԥ��ȷ��[14-15]����Խ���ģ��BP������ģ��ѧϰ�õ���ʷ���ݽ��в��ϸ��£�ʹģ�͵�Ԥ�������������ݽ��Ǻϣ���ӳ���µIJ��������仯������ָ��Ĺ�ϵ�����ݼ������Դ������������ά��ģ�ͣ��������������ĿΪ500����������������500�������Զ�ɾ����1�������������ӵ����1���������棬�γ�1�������Ķ��в�����Ȼ�������������ѧϰ��
3 Ӧ��ʵ��
3.1 ϵͳӦ��
��֪ijӲ�ʺϽ�ѹ���ս�¯����ʯī������ȣ�Ŀǰ��ѹ���ս�¯���ս������ҪΪ�����Ͷ������Ʒ�����Զ��� DC632 ���ս����Ϊ�о���������Ҫ�ɷ�Ϊ 92% WC��8% Co���սṤ������ͼ3��
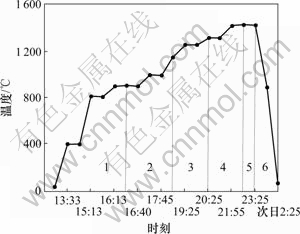
1����գ�2�����龲̬��3����գ�4����ѹAr��5����ѹAr����������6����ѹAr������ȴ��
ͼ3 �ս�����¶�����
Fig.3 Temperature curve during sintering
3.2 Ӧ��Ч��
����ʵ�������Ӳ�ʺϽ�ѹ���ս�¯��ͬ�εļ��ȹ����Ż������ͼ4��ʾ���Ż����Ӳ�ʺϽ�ѹ���ս�¯�¶ȷֲ���ͼ5��ʾ����������ԭ���������IJ����Ż����ܾ���֧��ϵͳ��ijӲ�ʺϽ�ѹ���ս�¯�����н�1 a�����������
a. ��ϵͳ�ܸ��������ֳ�ʵ�ʲ�������������������Ż����ߺ��յ�Ԥ�⣬���������Ա�����������̣�����������������������¹ʣ�����С��4.5%��
b. ʹ�ø�ϵͳ���ڲ��ı��κ��豸�Լ���֤��Ʒ����������£�Ӳ�ʺϽ�ѹ���ս�¯ÿ���Լ175 kW?h����1 a��300 d���㣬��ÿ���Լ����52.5��kW?h��ʵ�ʽ��ͳɱ�Լ50.0��Ԫ��
c. Ӳ�ʺϽ�ѹ���ս�¯��������5.5%��
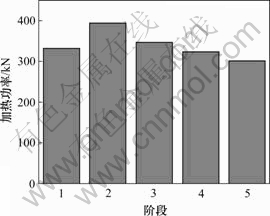
ͼ 4 ��ͬ�εļ��ȹ����Ż����
Fig.4 Optimum results of heating power in different phases
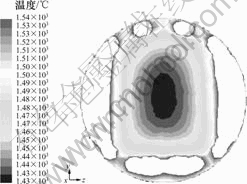
ͼ 5 Ӳ�ʺϽ�ѹ���ս�¯�¶ȷֲ�
Fig.5 Temperature distribution of cemented carbide pressure sintering furnace
4 �� ��
a. ���û��ڴ�ͳ����ƽ����㡢�����硢����Ӧ��߶Ȼ����Ż��㷨�����ϵļ��ɽ�ģ����������һ�ײ����Ż����ܾ���֧��ϵͳ����ϵͳ������ѧϰ������Ӧ���ص㣬���н�ǿ����Ӧ����³���ԣ����ƶ�ԭ���ϸ��ӡ��ɷֲ�������������ͺ��Դ����������������Ҫƾ�����ұ����ҵ�ĿƼ��������ھ�����DZ�������ձ��ƹ��ֵ����Ҫ���壬���ѳɹ���Ӧ����Ӳ�ʺϽ�ѹ���ս�¯�С�
b. ����12�����µ������У��ڲ��ı��κ��豸�Լ���֤��Ʒ����������£�Ӳ�ʺϽ�ѹ���ս�¯ÿ���Լ175 kW?h����1 a��300 d���㣬��ÿ���Լ����52.5��kW?h��ʵ�ʽ��ͳɱ�Լ50.0��Ԫ����������5.5%��
�ο����ף�
[1] �˳���, ������. ����ս�¯���¶ȡ���նȡ�ѹ��ֵ����Ͽ���ϵͳ���[J]. Ӳ�ʺϽ�, 1999, 16(1): 56-60.
PANG Chang-zhen, HU Zhu-li. Combined control system design temperature, vacuum, pressure value of vacuum sintering furnace[J]. Cemented Carbide, 1999, 16(1): 56-60.
[2] ������, ��Ӣ��, �� ��, ��. ������ѹ�ս�¯�����[J]. ������������ѧѧ��, 2002, 7(5): 94-96, 100.
YU Zhe-min, GUO Ying-kui, ZHAO Mi, et al. Design of the continuous hot-pressing sintering furnace[J]. Journal Harbin Univ Sci & Tech, 2002, 7(5): 94-96, 100.
[3] �����, ������. ����ս�¯������ɢģ������ϵͳ���[J]. �����Զ���, 2000, 7(2): 8-10, 28.
LIU Ze-jun, WANG Yan-ming. Distributed and fuzzy control system on the microprocessor of vacuum sintering furnace[J]. Basic Automation, 2000, 7(2): 8-10, 28.
[4] �� �t, ������. ������ƽ��ԭ����Ӳ�ʺϽ�ѹ���ս�¯��Ѽ��ȹ��ʵ��о�[J]. ��ҵ����, 2005, 34(5): 29-32.
CHEN Yi, LIU Yu-qing. Study on the problem of heating power based on the test and calculation of cemented carbide pressure sintering furnace��s heat balance[J]. Industrial Heat, 2005, 34(5): 29-32.
[5] Hong S B. Pulverized coal injection facilities for blast furnaces, replacement with energy saving sintering furnace in steel works, and optimization of steam air heater in power plant[J]. Fuel and Energy Abstracts, 1996, 37(2/3): 130.
[6] Zhao C, Vleugels J, Groffils C, et al. Hybrid sintering with a tubular susceptor in a cylindrical single-mode microwave furnace[J]. Acta Materialia, 2000, 48(14): 3795-3801.
[7] Mayer G. M, Cadle T M. A cost-effective preventive maintainance program for sintering furnaces[J]. Metal Powder Report, 1997, 52(3): 41.
[8] ������, �� �. �˹�������ר��ϵͳ[M]. ����: �й�ˮ��ˮ�������, 2001: 252-263.
YIN Zhao-qing, YIN Hao. Artificial intelligence and expert system[M]. Beijing: China Hydraulic & Electric Engineering Press, 2001: 252-263.
[9] ������. �˹�����ԭ���뷽��[M]. ����: ������ͨ��ѧ������, 2000: 53-155.
WANG Yong-qing. Principle and technique of artificial intelligence[M]. Xi��an: Xi��an Jiaotong University Press, 2000: 53-155.
[10] ������, ʷ�ý�. �˹�����ԭ���뼼��[M]. ����: �㽭��ѧ������, 1998: 247-274.
YU Rui-zhao, SHI Ji-jian. Principle and technology of artificial intelligence[M]. Hangzhou: Zhejiang University Press, 1998: 247-274.
[11] Cheng R W, Tozawa T, Gen M, et al. AE behaviors evaluation with BP neural network[J]. Computers Ind Engng, 1996, 31(3/4): 867-871.
[12] LIU Jian-tao, CHANG Hong-bing, Hsu T Y, et al. Prediction of the flow stress of high-speed steel during hot deformation using a BP artificial neural network[J]. Journal of Materials Processing Technology, 2000, 103(2): 200-205.
[13] E Jia-qiang, WANG Chun-hua, WANG Yao-nan, et al. A new adaptive mutative scale chaos optimization algorithm and its application[J]. Control Theory & Applications, 2008, 6(2): 141-145.
[14] Engelbrecht A P, Brits R. Supervised training using an unsupervised approach to active learning[J]. Neural Processing Letters, 2002, 15: 246-260.
[15] Basheer I A, Hajmeer M. Artificial neural networks: Fundamentals, computing, design and application[J]. Journal of Microbiological Methods, 2000, 43: 3-31.
�ո����ڣ�2008-04-10�������ڣ�2008-06-28
������Ŀ������ʡ��Ȼ��ѧ����������Ŀ(06JJ50103)
ͨ�����ߣ�������(1952-)���У�����¡���ˣ������ڣ�����ѧ�ߣ����»����豸����̵��Ż���ģ�����ܿ����о����绰��0739-5172259��E-mail: jss1952@163.com

