中频感应炉操作优化智能决策支持系统的研究及其应用
谢常清1, 2,鄂加强2,龚金科2
(1. 湖南人文科技学院 物理与信息工程系,湖南 娄底,417000;
2. 湖南大学 机械与运载工程学院,湖南 长沙,410082)
摘要:为了提高中频感应炉利用系数,设计高效节能的中频感应炉;将Visual Basic软件与人工智能技术相结合,开发一款中频感应炉优化操作优化决策支持系统。该系统的主要作用是帮助用户设计合理的感应炉,根据用户输入的炉体结构参数,模拟炉工作过程,计算分析相应的炉体技术指标。研究结果表明:中频感应炉优化智能决策支持系统能使中频感应炉各项性能参数得到优化匹配,设计成本节约,研发时间缩短,工作效率提高。
关键词:中频感应炉;决策支持系统;人工智能;Visual Basic软件
中图分类号:TF80.612; TF81.1 文献标志码:A 文章编号:1672-7207(2013)01-0149-07
Optimum operation and intelligent decision support system in intermediate frequency furnace and its application
XIE Changqing1, 2, E Jiaqiang2, GONG Jinke2
(1. Department of Physical and Information, Hunan Institute of Humanities, Science and Technology, Loudi 417000, China;
2. College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China)
Abstract: In order to improve the coefficient of intermediate frequency furnace and design an energy-efficient intermediate frequency furnace, a system was developed to optimize operating parameters and support decision based on combination of Visual Basic software and artificial intelligence, which was mainly used to help customer design rational intermediate frequency furnace, and working process was simulated to analyze technical target according to the structural parameter of furnace input by customer. The results reveal that the optimum operation and intelligent decision support system in intermediate frequency furnace are beneficial to optimize and match performance parameters of the medium frequency induction furnace, save design cost, shorten development time and improve work efficiency.
Key words: intermediate frequency furnace; decision support system; artificial intelligence; Visual Basic software
中频感应炉具有熔炼速度快、效率高、温度易于控制、环保等突出优点,成为铸造企业生产铸件的主要熔炼设备。自20世纪60年代初期中国第1套中频感应熔炼炉问世以来,由于它具有过载能力强、加热速度快、金属烧损少、产品质量高以及劳动效率高等优点而迅速得到推广和使用。随着制造工艺的不断改进以及使用经验的积累流,中频加热装置在各种金属与合金的熔炼、透热和热处理方面得到了越来越广泛的应用[1-2]。国外中频感应炉技术虽然起步较早,但涉及人工智能思想的软件算法等核心技术报道很少。肖俊明等[3-6]对中频感应炉的单一操作参数提出了一些优化措施,但存在过程相对复杂、不易操作、实际效果不好等缺点:为此,本文作者基于Visual Basic软件,结合人工智能技术,开发出一款中频感应炉操作优化智能决策支持系统,这对于国内的中频感应熔炼炉的设计、操作和提高其经济效益具有一定意义。
1 中频感应炉操作原理与性能分析
1.1 中频感应炉加热原理
中频感应炉熔炼金属应用的是变压器原理:感应炉外部有1个感应线圈,相当于变压器原绕组,当它通上交流电时会产生交变磁场效应;中间炉料相当于变压器匝数为1的次级绕组,于是,在金属中将产生强大电流,并转换为热能加热和熔化金属。中频感应炉感应加热是利用电磁感应原理和焦耳-楞次定理将电能转变为热能。
1.1.1 电磁感应定理
将需加热的金属放入感应圈中,当感应圈中流过交变电流i 时,便会产生交变磁通Φ,工件由于电磁感应而产生感应电势ε。若Φ=Φmsinωt,则感应电动势ε和感应电动势有效值U分别满足:
ε=-Φmωcos(ωt) (1)
U=4.44fΦm (2)
式中:Φm为回路最大磁通量;f为回路电流频率。
1.1.2 焦耳-楞次定理
由于中频感应炉中被加热金属有一定的电阻R,于是,感应电势中在工件中必然会产生电流i ,在电阻的作用下,由于集肤效应和涡流损耗会发热,其热量为
Q =0.24i2Rt (3)
被加热金属获得的功率P为
P=Uicosφ=4.44fΦmicosφ (4)
式中:cosφ为功率因素。由式(4)可见:要使被加热金属达到一定的温度,必须在被加热金属内产生足够大的电流i。i是由感应电势有效值U产生的,由式(2)可知U和P与磁通Φm、频率f有关;另外,若被加热金属截面增大,则在相同外电流i作用下,穿过被加热金属的磁通Φm就会增大,感应电势有效值E以及被加热金属内感应得到的功率也增大。
1.2 中频感应炉操作参数分析
1.2.1 功率分析
供入感应炉的电能只有部分转变为热,称为有功功率Pa。感应电流在物料中流动,通过物料自身的电阻Rm转变为热能,其功率称为物料的有功功率Pam;此外,流过感应圈的电阻Rc时也产生热,相应的功率称为感应圈的有功功率Pac,因此,感应加热的有功功率为
 (5)
(5)
另一方面,由于感应圈和物料具有电感L1和L2,是储能元件,电流流过时要储存电能,这部分功率叫做无功功率Pr。物料和感应圈之间存在间隙,由感应圈所产生的磁力线在此间隙中不和物料切割,而维持间隙中磁场的存在也需供给一定的无功功率,称为间隙的无功功率Prg。设炉料的无功功率为Prm,感应圈的无功功率为Prc,则感应加热的无功功率为:
 (6)
(6)
1.2.2 电热效率分析
炉子的热效率与感应器和物料间的间隙、物料直径和电流透入深度之比及物料的导热性等有关,炉子的热效率ηr通常可取0.7~0.9。研究表明:炉子的电效率与物料和感应器间的间隙、感应器匝间间隙、电流透入深度等都有关系。在理想条件下,感应器的电效率有1个极限电效率,即
 (7)
(7)
式中:ρc和ρm分别为感应器和物料的电阻率;μm为物料的相对磁导率。对于水冷钢制感应器,ρc为固定值,因此,电效率取决于物料的性质。炉体的电热效率η是它的电效率ηd和热效率ηr的乘积。
1.2.3 功率因数分析
中频感应炉系统的功率因数为:
 (8)
(8)
式(8)表明:感应加热设备的功率因数cos φ在理想条件(有功功率和无功功率相等)下,最大值为0.707,称为理想的功率因数,它是感应加热功率因数的极限值。总体上,当尺寸无限且与感应器紧密配置的物料感应加热时,其有功功率等于无功功率,功率因数为 。
。
1.2.4 工作频率分析
电流的频率是影响感应加热的重要参量,工作频率过高或过低都不适宜;感应加热的电热效率η与电流频率f相关。与最佳电热效率对应的电流频率称为合宜工作频率。
当物料感应加热时,单位体积获得的电热功率称为体积功率密度。体积功率密度大是电热效率高的基础。当物料为圆柱体时,感应炉的合宜工作频率为:
 (9)
(9)
式中:ρm为物料的电阻率,Ω・cm;μm为物料的相对磁导率;d为坩埚内径,cm。
应用上式时要注意物料温度的影响,ρm和μm随温度变化而变化。式(9)说明:频率要适当偏高,所以,ρm宜取加热过程中的最大值。非磁性物料的磁导率趋近1,而磁性物料(例如钢材) ρm在居里点突变,变化很大,理论上宜采取双频加热。若采取单频加热,则只好按加热后期温度作为计算温度。其次,对于熔炼炉,要考虑熔炼过程中物料直径的变化及料径不均一的影响。若感应炉的频率过低,则加热炉会升温缓慢,达不到要求的终了温度,熔炼炉将发生只升温不熔化的故障。对于熔炼炉,为提高电效率,应尽量提高频率。
2 中频感应炉操作参数智能优化
2.1 优化模型的建立
2.1.1 目标函数
在中频感应炉加热过程中,若已知中频感应炉结构,则其操作参数优化问题为连续对象的全局最大值优化问题,例如,电热效率η为:
 (10)
(10)
式中:f为电源频率;d为坯料直径。
2.1.2 自适应遗传算法实现步骤
遗传算法的参数中交叉概率与变异概率的选择是影响遗传算法行为和性能的关键,直接影响算法的收敛性。Srinvivas等[7]提出一种自适应遗传算法,交叉概率和变异概率能够随适应度自动改变。当种群各个体适应度趋于局部最优时,交叉概率和变异概率两者增大;而当群体适应度比较分散时,交叉概率和变异概率减少。同时,其适应度高于群体平均适应度的个体具有较低的交叉概率和变异概率,该个体得以保护进入下一代;而低于平均适应度的个体,该个体被淘汰。因此,自适应遗传算法[7-12]能够提供相对某个解的最佳交叉概率和变异概率。
自适应遗传算法中的交叉概率Pc和变异概率Pm的计算公式如下:
 (11)
(11)
 (12)
(12)
式中:fmax为群体中的最大适应度;favg为群体平均适应值;f为要交叉的2个个体中较大的适应度;f ’为变异个体的适应度;k1,k2,k3和k4为常数。编程序实现寻优算法如下。
Step 1:随机产生初始种群,个体数目一定,每个个体表示为染色体的基因编码。
Step 2:计算个体的适应度,并判断是否符合优化准则,若符合,则输出最佳个体及其代表的最优解,并结束计算;否则,转向Step 3。
Step 3:依据适应度选择再生个体,适应度高的个体被选中的概率高,适应度低的个体可能被淘汰。
Step 4:按照式(11)和(12)确定交叉概率和变异概率,并通过交叉、变异生成新的个体。
Step 5:由交叉和变异产生新一代种群,返回Step 2。
2.2 中频感应炉电热效率优化设计
已知1台锻造钢中频感应炉,需要加热处理的坯料长为200 mm。钢坯温度由800 ℃加热到1 200 ℃,终了时表面与中心的允许温差为100 ℃。此外,中频感应炉中有3根钢坯,炉长为700 mm,其中感应圈长为650 mm,两端护板共厚50 mm;感应圈内径为130 mm,绝热层厚为20 mm;炉内设3根水冷直径为20 mm的耐热钢管,三角形配置,其中2根作为坯料滑轮,1根作为限位轨。
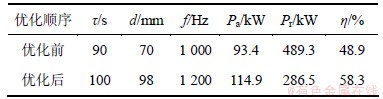
图1所示为经过200次迭代后的优化解的电热效率及性能跟踪结果。表1所示为优化前、后中频感应炉性能的对比值。
从表1可以看出:优化前的总热损失功率、感应器的有功功率Pa以及间隙的无功功率Pr过大是功率因数cosφ和电热效率η较小的主要原因。通过采用自适应遗传优化算法对中频感应炉电热效率进行智能优化,当f=1.2 kHz,d=98 mm时,中频感应炉电热效率可取最大值,且功率因数由优化前cos φ=0.175增大为cos φ=0.436,其部分对比结果见表1。通过减小钢坯与感应圈的间隙,可以将中频感应炉电热效率由优化前的48.9%提高到58.3%。
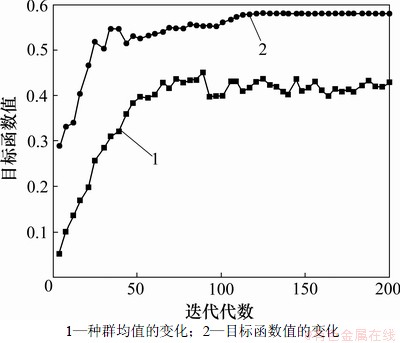
图1 迭代后的目标函数值及性能跟踪
Fig.1 Objective function value and performance tacking after iteration
表1 中频感应炉优化前后性能对比
Table 1 Characteristic comparion of results before and after optimization of intermediate frequency furnace
3 中频感应炉操作优化智能决策支持系统
中频感应炉操作决策支持系统的主机软件采用Visual Basic[13-14]开发,软件设计遵循模块设计思想,采用结构化程序设计方案,具有较好的模块性、可移植性和修改性。
3.1 系统的建立
通过中频感应炉操作智能优化决策优化支持系统仿真平台,用户可根据输入的炉体结构参数,模拟炉工作过程,计算分析相应的炉体技术指标。
3.1.1 系统仿真平台的陆窗口
为了验证系统用户身份的合法性,需要用户在进入系统前进行账号和密码的效验。在登陆时,若用户尚无账号及密码,则需要点击登陆窗口的“用户注册”进行免费注册;若用户忘记密码,则可以通过登陆窗口的“找回密码”功能找回密码。中频感应炉决策优化支持系统的登录窗口如图2所示。
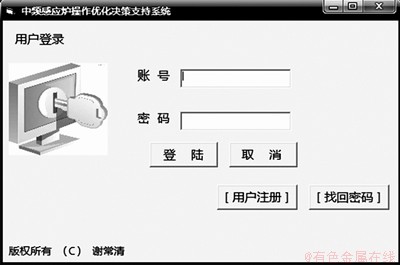
图2 登陆窗口示意图
Fig.2 Schematic diagram of landing window
用户成功登陆后,进入系统主界面,中频感应炉决策优化支持系统主要通过菜单的形式调用和整理。图3所示为系统中子模块的使用流程图。
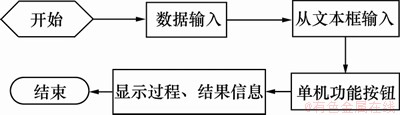
图3 子模块使用流程图
Fig.3 Flow chart of sub model
3.1.2 系统对话框
对话框的主要作用是帮助用户设计合理的感应炉,根据用户输入的炉体结构参数,模拟炉工作过程,计算分析相应的炉体技术指标。通过参数的变化和比较使用户在炉体结构设计时有依据,从而设计出高效节能的中频感应炉。该仿真平台主要涉及的炉体性能指标主要有炉体结构尺寸、电源频率、炉热损失、炉电参数、磁轭、能量平衡等。图4所示为其中2个参数的计算过程对话框。
3.2 系统仿真平台的应用
在仿真过程中,所应用的方法是传统的控制变量法,每次只改变1个重要参数,其他结构和参数保持不变。
3.2.1 炉料直径
图5所示为炉料直径不同时仿真后的电路性能。从图5可见:在d/δm(δm为电流透入深度,d为炉料直径)保持不变时,炉合宜的工作频率随炉料直径的增大而减少;若d/δm选择合适,则在适宜工作频率下,都能得到较高的电热效率和功率因数,并且差距不明显。但是,随着炉料直径的增大,所需感应器输入功率也会相应增大。
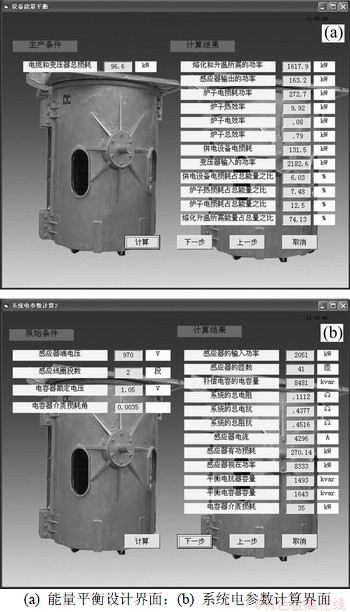
图4 参数计算过程对话框
Fig.4 Dialog box of parameters on calculating process
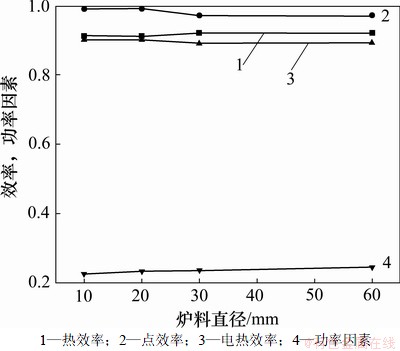
图5 炉料直径不同时的炉性能
Fig.5 Property in different furnace material diameters
3.2.2 坩埚壁厚
图6所示为不同坩埚壁厚时仿真后的电路性能。从图6可见:增加坩埚壁厚,使得炉体的保温效果变好,热效率有一定提高,但因为坩埚侧壁热损失占所需功率比例较少,所需输入功率并没有明显减少;同时,增加坩埚壁厚使得感应器与坩埚之间的间隙增大,功率因数急剧下降。
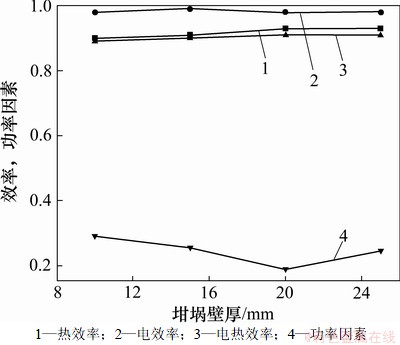
图6 坩埚壁厚不同时的炉性能
Fig.6 Property in different crucible thicknesses
3.2.3 感应器充满度
图7所示为感应器充满度不同时仿真后的电路性能。从图7可见:感应器的充满度应尽量大,即减少匝间的空隙,感应器的电能损耗减少,在一定程度上提高了功率因数。
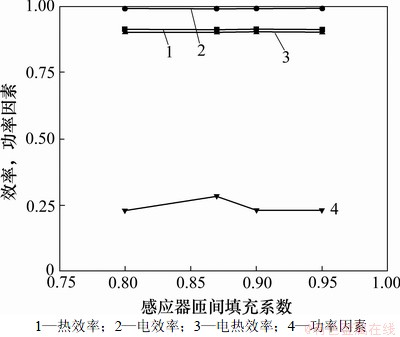
图7 感应器充满度不同时的炉性能
Fig.7 Property parameter in different sensor fullnesses
3.2.4 炉料直径与电流透入深度之比
图8所示为炉料直径与电流透入深度之比不同时仿真的电路性能参数分布。从图8可见:应该选择合适的炉料直径与电流透入深度之比;若其过小,则因为透入深度较浅,使得加热时间变长,造成热损失增大,严重降低了电热效率和功率因数,严重时甚至造成只加热不升温的情况;若其过大,则热效率明显降低,而电效率增加不多,这要求电源频率较高,增加生产成本:一般比值选择在3.5~6.0之间比较合适。
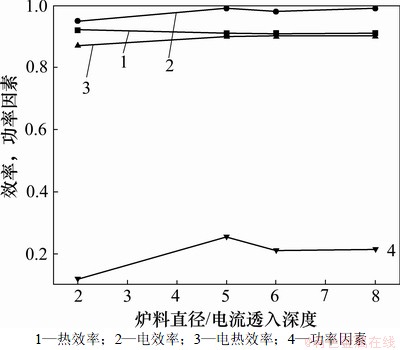
图8 炉料直径与电流透入深度之比不同时的炉性能
Fig.8 Property in different ratios between furnace material diameter and current penetration depth
3.2.5 电源频率
图9所示为电源频率不同时仿真后的电路性能。从图9可见:当电源频率较低时,功率因数和电热效率都明显较低,在计算基础上适当增加1个档位选择电源频率可以提高功率因数,降低所需功率。但是,电源频率不能无限制提高,这样反而使功率因数降低,同时增加生产成本。
仿真结果表明:为提高功率因数和电热效率,应尽量减小炉料与感应圈的间隙,优化炉料直径与电源频率,减少线路损失,合理选择炉衬材料和设计合理的感应器。中频感应炉系统效率除了与中频电源中频炉本身的效率特性有关外,中频电源与中频炉和电力变压器的功率容量匹配、线路馈电方式以及控制操作等有密切关系。
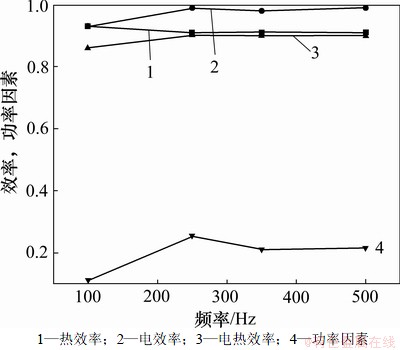
图9 电源频率不同时的炉性能
Fig.9 Property in different power frequencies
4 结论
(1) 采用功率因数以及电热效率等效能参数建立评价中频感应炉效能指标,对提高中频感应炉工作效率提供了理论依据,从而给中频感应炉的设计提供了有效的理论设计途径。
(2) 采用人工智能方法对中频感应炉操作参数进行优化,对比未优化前的结果,中频感应炉的性能有较大提升。
(3) Visual Basic编程语言简单,通过1个人机友好的可视化界面可实现操作,对中频感应炉各项性能参数优化匹配,节约了中频感应炉设计成本,减少了研发时间,提高了产品工作效率。
参考文献:
[1] 杨艳, 罗马. 厚炉衬中频感应炉及其应用前景[J]. 北京理工大学学报, 2008, 28(9): 809-812.
YANG Yan, LUO Ma. Intermediate frequency induction furnace with thick lining and its application in prospect[J]. Transactions of Beijing Institute of Technology, 2008, 28(9): 809-812.
[2] 段振山. 感应熔炼技术的发展及其在铸铁生产中的应用[J]. 铸造, 2000(1): 37-39.
DUAN Zhenshan. Development of induction melting technology and its application in cast iron production[J]. Foundry, 2000(1): 37-39.
[3] 肖俊明, 王耕, 巫付专, 等. 提高 SiC陶瓷烧结用真空中频感应炉加热性能的试验研究[J]. 金刚石与磨料磨具工程, 2004, 140(3): 41-43.
XIAO Junming, WANG Geng, WU Fuzhuan, et al. Improvement on the heating performances of vacuum induction furnace for sintering SIC ceramics[J]. Diamond & Abrasives Engineering, 2004, 140(3): 41-43.
[4] 高修启, 孙家聚, 袁东洲, 等. 中频电炉熔炼高强度铸铁的炉前控制[J]. 铸造技术, 2006, 27(10): 1042-1045.
GAO Xiuqi, SUN Jiaju, YUAN Dongzhou, et al. Control of melting high strength casting lron by medium frequency induction furnace[J]. Foundry Technology, 2006, 27(10): 1042-1045.
[5] 刘雨棣, 刘泉海. 基于DSP设计的中频感应熔炼炉功率分配器[J]. 铸造技术, 2005, 26(8): 691-693.
LIU Yudi, LIU Quanhai. Power-distributor of middle-frequency inductive melting oven designed by DSP[J]. Foundry Technology, 2005, 26(8): 691-693.
[6] 刘雨棣, 刘泉海. 双1 300 kW中频感应透热炉温度监控系统[J]. 铸造技术, 2005, 26(11): 1065-1068.
LIU Yudi, LIU Quanhai. Bi-1 300 kW middle-frequency inductive oven temperature monitoring system for aluminum rod heating[J]. Foundry Technology, 2005, 26(11): 1065-1068.
[7] Ferentions K P, Tsiligiridis T A. Adaptive design optimization of wireless sensor networks using genetic algorithms[J]. Computer Networks, 2007, 51(4): 1031-1051.
[8] Zhang C W, Su S, Chen J L. GAMi:Genetic algorithm middleware for qos-aware web services section[J]. Chinese of Journal Electronics, 2007, 16(3): 537-542.
[9] 刘宇, 毕丹, 李兆霞. 大跨斜拉桥基于遗传算法的传感器优化布置方法[J]. 东南大学学报: 自然科学版, 2009, 39(4): 825-829.
LIU Yu, BI Dan, LI Zhaoxia. Optimal placement of accelerometers in long cable-stayed bridges based on genetic algorithm[J]. Journal of Southeast University: Natural Science, 2009, 39(4): 825-829.
[10] 陈文英, 褚福磊, 阎绍泽. 基于自适应遗传算法分步优化设计智能桁架结构自抗扰振动控制器[J]. 机械工程学报, 2010, 46(7): 74-80.
CHEN Wenying, CHU Fulei, YAN Shaoze. Stepwise optimal design of active disturbances rejection vibration controller for intelligent truss structure based on adaptive genetic algorithm[J]. Journal of Mechanical Engineering, 2010, 46(7): 74-80.
[11] 周敏, 张之敬, 金鑫. 基于自适应遗传算法的局部可重配置机床碰撞检验方法[J]. 北京理工大学学报, 2010, 30(4): 400-404.
ZHOU Min, ZHANG Zhijing, JIN Xin. Collision detection of local-scale RMT based on AGA[J]. Transaction of Beijing Institute of Technology, 2010, 30(4): 400-404.
[12] 叶小岭, 张颖超, 李明君, 等. 基于VB的仿真实验系统[J]. 系统仿真学报, 2001(13): 355-359.
YE Xiaoling, ZHANG Yingchao, LI Mingjun, et al. The simulation system based on VB[J]. Journal of System Simulation, 2001(13): 355-359.
[13] 孙伟, 李朝峰, 刘杰, 等. 基于VB的可视化设计计算系统研究与实现[J]. 中国机械工程, 19(19): 2325-2329.
SUN Wei, LI Chaofeng, LIU Jie, et al. Research and implementation of visual design and calculation system based on visual basic[J]. China Mechanical Engineering, 19(19): 2325-2329.
[14] 薛艳敏, 刘云霞. 基于Matlab和VB的连杆机构动力学可视化仿真应用[J]. 机械科学与技术, 2005, 24(4): 502-505.
XUE Yanmin, LIU Yunxia. Visualization of kineto-elasto- dynamics(KED) of planar linkage based on Matlab and VB[J]. Mechanical Science and Technology, 2005, 24(4): 502-505.
(编辑 陈灿华)
收稿日期:2011-11-27;修回日期:2012-02-10
基金项目:国家“十一五”科技支撑计划重点项目(2006BAJ04B04)
通信作者:谢常清(1964-),男,湖南邵东人,教授,从事智能检测和智能信息融合处理理论方法研究;电话:13397589988;E-mail: hntougao2008@126.com

