DOI��10.19476/j.ysxb.1004.0609.2018.11.11
C/C-ZrC-Cu���ϲ��ϵ�������ͿW��֯�ṹ
�� �ܣ�����ɣ��� �䣬����������ï��
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ���ڽ�����Ӧ������(RMI)�Ʊ���C/C-ZrC-Cu���ϲ����ϲ��ô�����������Ϳ��(APS)�õ����Ϊ1.3 mm��WͿ�㡣����ɨ��羵-����(SEM-EDS)��X��������(XRD)���Լ��������о��˵�������ͿW��C/C-CuZr���ϲ��Ͻ�������ɡ����������C/C���ϲ��Ϸ�Ӧ����������Cu-48.9%Zr(Ħ������)��ĩ�Ʊ������ȵ�������֯��������ΪZr�����Cu ��1300 ���C/C���ϲ����е���ʪ�ԣ�������������������������ϵ��Cu10Zr7��WͿ����C/C-ZrC-Cu���ϲ��ϵĽ����������ɢ���Ϊ���������������Ҫ��W��Cͨ��������Ӧ����WC��ɢ�㣬��Ӧ��ɢ����ԼΪ10 um��
�ؼ��ʣ�C/C-ZrC-Cu���ϲ��ϣ�������Ӧ������������������Ϳ��WͿ��
���±�ţ�1004-0609(2018)-11-2257-09���� ��ͼ����ţ�TB333���� ���ױ�־�룺A
�����dz�ѹ�������������ʴ��Ϊ���صIJ�λ����Ҫ�ڳ��ܸ������ء����������ȳ�����Ȼ�ѧ��ʴ�ȶ��ӻ����±�֤��ʹ�����ܡ���ˣ�������Ҫѡ������ݴ���ϵ���͡���ʴ����С���ܶȵ����ܹ��ڸ����±����ȶ��������ͻ�ѧ���ܵIJ���[1-3]��C/C���ϲ���������ܶȡ��߱�ǿ�ȡ�����ʴ�����ȳ�����������͡��������Լ�������������ܳ�Ϊ��ѹ��������ܺ��ĵ���ѡ����֮һ����C/C���ϲ����ڿ�����400 �����Ͽ�ʼ��������ṹ�ȶ��Ա��ƻ��������˲����ڸ����µ�Ӧ��[4]�����һ����û�����Ի����Ϳ��ķ��������C/C���ϲ��ϸ��¿�����������ʴ���ܡ�ʵ�������SiC[5]��ZrC[6]��ZrB2[7]��Mo2C[8-9]�ȸ����մɸ��Կ��������C/C���ϲ��ϵĸ��¿������ԡ��������Լ�����ȣ�Ϳ�㼼��ͬ������Ч�ظ�����Ϻ��ⲿ������Χ����ɢ�Ӵ����ɳ�ʱ������¶ȶε������������Ӷ���߲�������ʴ����[10]�����շ��[11]����˫�����Ӽ�����C/C���ϲ������Ʊ���IrͿ�㣬��2000 ������ȶ��������ԣ�MUMTAZ��[12]���ý���ķ�����C/C���ϲ����Ʊ�IrͿ�㡣�о��Ʊ�����������ѧ�������[13-15]��Ϳ����Ӧ�ս�(�����)[16]����Ӧ����[17]������Ϳ[18-20]�ȣ�Ϳ����ϵ����TiC[21-22]��ZrC[23]��ZrC-SiC[24-25]��TaC[26]��HfC[27]�ȡ�Ϳ��ͻ������ϵķ����ܹ���C/C���ϲ�����˫�㱣�������ã���ʵ��ѡȡCu-48.9%Zr�Ͻ��ĩ����RMI��Ԥ���Ʊ���C/C-ZrC-Cu���ϲ��ϣ�Ȼ�����APS���������ø��ϲ����Ʊ�WͿ�㡣����SEM-EDS��XRD���Լ��������ƽ��Ͻ����о�WͿ����C/C-ZrC-Cu���ϲ��Ͻ�������ɡ���������Zr����(��������)Ϊ60%ʱC/C���ϲ�������ʴ�Ե��մ���ZrC�����ﵽ���[28]����������߲������������ʴ���ܣ�C/C���ϲ����е��Ƚ�̿ΪZrC�������ṩCԴ��
1 ʵ��
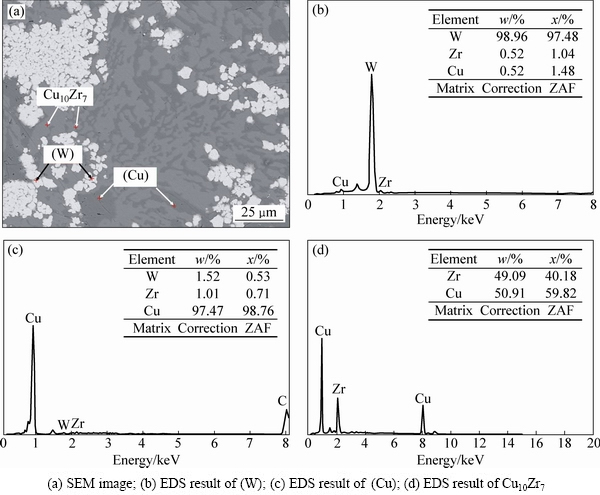
�Ծ۱�ϩ���(PAN)̿��ά(Cf)�����γ��ΪԤ���壬Ȼ��ͨ����ѧ�������(CVD)�õ��ܶ�Ϊ1.6 g/cm3��C/C���ϲ������塣���������ܶȲ��ñ����ܶȼ�������������������������ô��ȡ�99.9%(��������)��Zr������ĩ��Cu������ĩ����Cu-48.9%Zr(Ħ������)�������Ϻ�ͨ��������ĥ����Ͼ��ȣ�Zr��Cu��ĩ�Ŀ�����С��ͼ1��ʾ����Ʒ�������̼�Ϳ�������ؽ����ͻ����ᄃ��ṹ���1���У���ؽ����ͻ�����������������2���С�
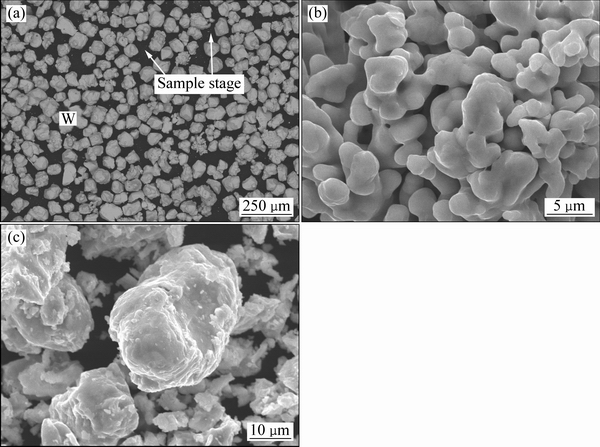
ͼ1 W��Cu��Zr��ĩ��SEM��
Fig. 1 SEM images of W (a), Cu (b) and Zr (c) powders
��1 ��Ʒ�еĽ������仯���ᄃ��ṹ����
Table 1 Crystallographic parameters of metal and compounds found in samples
��2 ��Ʒ����ؽ����ͻ��������������
Table 2 Physical properties of related metal and compounds in samples
�����û�Ͼ��Ƚ����Ͻ����Ϊ������������������ʯī������ĸ�����յ���¯(����¶�2200 ��)����RMI���´�������������Ϊ����C/C���ϲ���������ֱ������ʯīֽ������������ĥ���Cu-48.9%Zr�Ͻ��ĩ����������ʵֱ��������ĩ�����պø�ס����C/C����Ϊ��Ϊ��ֹ���´�����ʯīֽ������Ⱦ¯�壬��ʯīֽ�з���ʯī���ں�һͬ�����ڸ���¯�н������������������¶�Ϊ1300 �棬��ն�Ϊ1��10-3 Pa�����µ�800 ������ٶ�Ϊ10 ��/min���£�800 �浽1300 �����5 ��/min���£���1300 �汣��1~2 h�����õ������ܶ�Ϊ3.5 g/cm3��C/C-ZrC-Cu���ϲ��ϡ�ʵ���������Ϳ���õ��ٷ�Ϊ������Ķ���ο���������Ϊ44~75 um������Ϊ99.95%��Ϊ��ֹ��Ϳ�����з�ĩ�����ͷ����ܣ����Ƚ������ڸ�������100 ���¸���1 h������DH-1080��������Ϳ�豸(�����80 kW)���е�������Ϳ���Σ���Ϳ���ղ���Ϊ����ѹ70 V������650 A������(Ar)60 L/min������(H2)15 L/min���ͷ�����10 g/min����Ϳ����120 mm�����1 mm����������Ϊ����ͪ������Ʒ�����������ɰ�ֻ�������200 ��Ԥ�ȡ���Ϳ��
2 ���������
2.1 C/C����Cu-48.9%Zr��ò����֯
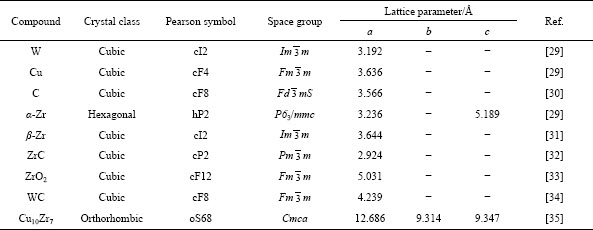
ͼ2(a)��(b)��ʾΪC/C���ϲ�������Cu-48.9%Zrǰ�����ĺ����Ƭ���ɿ���ͼ2(b)���������C/C-ZrC-Cu���ϲ������ͼ2(a)��C/C���ϲ����������ܣ����ֽ���������Ʒ�����ܶ����ӵ�3.74 g/cm3���������뵽����̿��ά�������϶����ȫ������C/C���Ԥ����Ŀ�϶��������C/C���ϲ�����Cu-48.9%Zr��ĩ��1300 ���������õ���ʪ�ԡ�����֮�⣬���ϱ����������״����ΪC/C���ϲ�����γ������϶����������������Ϊ��1) ͨ��CVD�������PAN��CfԤ���岻�ɱ�����ڱտף����ں��Cu-48.9%Zr��ĩ�������룬����γɷ��С���ף�2) CfԤ�����д��ڲ�ͬ��״��С�ͷ���Ŀ�϶�����ڹ����ǰ�����϶ͨ������ı仯���任��������������Ҫ�˷��������Ħ������������������������ȵ����ӣ���Һ���ܵ������ѹ������������С���ٽ�����ʱ����������뱻��ֹ���ͻ�����������ëϸ�����γɷ�տ���
ͼ3(a)��ʾΪC/C���ϲ�������Cu-48.9%Zr��ĩ������ò��SEM��ͼ3(b)��(c)��ʾ�ֱ�Ϊͼ3(a)������Ӧλ��ZrC��Cu10Zr7��EDS�������ͼ3(a)��֪����������C/C-ZrC-Cu���ϲ������ܶȸߣ�δ�����ԵĿ�϶�����ͼ3(b)��EDS���������֪��̿��ά��������dz��ɫ��Ϊ����49.18%Zr�����������ṹZrC���ʺ���״�ֲ�����ά���䣬�������ơ�
ͼ2 C/C���ϲ��ϱ���������ͼƬ��C/C-ZrC-Cu���ϲ��Ϻ��ͼƬ
Fig. 2 Macro morphology of C/C composite (a) and Macro morphology of C/C-ZrC-Cu composite (b)
���״��ɫ��Ϊ���������ṹCu������Cu��C/C���岻��ʪ����Zr�ļ��������Cu��1300 ��ʱ��C/C���ϲ�������ʪ�ԡ��������ڣ�C/C���ϲ�����̿��ά��Χ���Ƚ�̿�ṩCԴ��Zr��Ӧ����ZrC����ZrC��Cu����ʪ�DZ�Cu��C����ʪ��ҪС����������Cu��C/C���ϲ����е���ʪ�ԡ����ͼ3(c)��EDS�����֪����Cu���Ե�İ���ɫ��Ϊ����40.2%Zr��������ϵ��Cu10Zr7������CuZr�Ͻ��ĩ���������������ɻ�����Cu10Zr7��C/C-ZrC-Cu���ϲ�����û�г����������Լ������Ԫ�ز�һ�µ�Ԫ�س��֣���������������δ�����Ʒ����Ⱦ��ͼ4��ʾΪ����Cu-48.9%Zr��ĩ��C/C-ZrC-Cu���ϲ��ϵ�XRD�ף�������SEM-EDS���һ�£���һ��֤ʵ����Ʒ��Cu10Zr7��Ĵ��ڣ�ԭ�Ϸ�ĩ�е�Zr�ۺ�̿��ά����Χ���Ƚ�̿��Ӧ����ZrC��
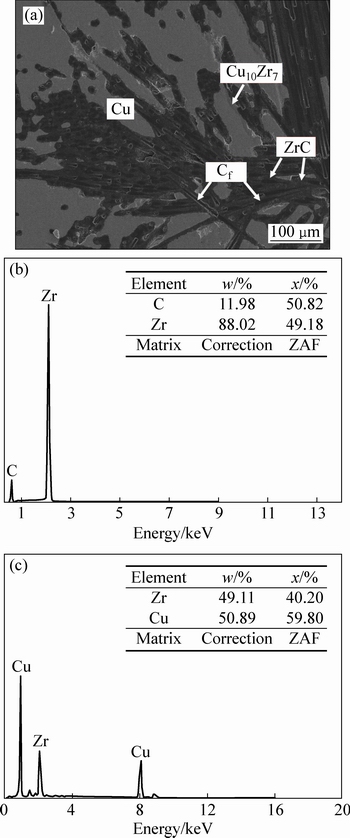
ͼ3 C/C-ZrC-Cu����SEM���ZrC��Cu10Zr7�����
Fig. 3 SEM image of C/C-ZrC-Cu(a), EDS results of ZrC (b) and Cu10Zr7 (c) in C/C-ZrC-Cu
2.2 C/C-CuZr��������ͿW��ò����֯
ͼ5��ʾΪ��������Ϳ��WͿ�����SEM����ͼ5�ɼ�����������Ϳ�����������ְ����״��ò�����л��д��״W������Ϳ���ϴ��ɼ�ϸС��϶�������ߴ��϶��������Ϊ����������������ײ�����γɵ�Ϳ�����ʱ�����ڻ��ı���ֲڼ��������Ӽ��ϲ���ȫ��Ϳ���в��ɱ�����ڿ�϶��������϶��Ҫԭ������������Һ���ڻ�������γɵ�Ϳ�����IJ���ȫ��䡢���ţ�δ��ȫ�ۻ����Ӳ���ֱ�ƽ���γɵı߽紦��϶�������ȴ���̹������ٿ�������������ײ������������ľ��롣���⣬��������Ϳ����ʱ��λ�ڵ�����������Χ���ٿ���δ�ܳ������������������������ۻ�����ײ������ǰ������ȫ���̣���ɳ������г��ֽ�Ϊ���Դ���W������
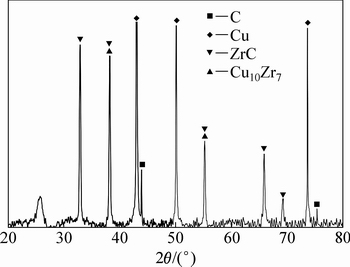
ͼ4 C/C-ZrC-Cu���ϲ���X���߽������
Fig. 4 XRD pattern of C/C-ZrC-Cu campsite
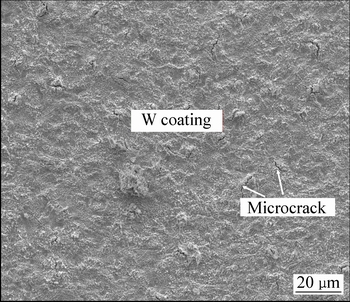
ͼ5 ��������ͿWͿ�����SEM��
Fig. 5 SEM image of W coating surface
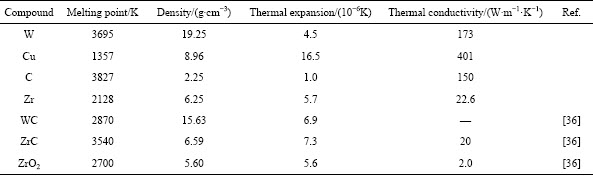
ͼ6(a)��ʾΪC/C-ZrC-Cu���ϲ��ϵ�������ͿW�������ò����ͼ6(a)�ɼ���Ϳ����ԼΪ1.3 mm��Ϳ������п�϶��Ϳ��ͻ����ϴ��ڵͱ�SEM�۲��²�û�п�����ɢ�㣬��������Cu��Ϳ�������Լ�����Ϳ��Ƕ��C/C-ZrC-Cu���ϲ��ϱ�����ڣ�������ְ����״��ͼ6(b)��ʾΪͿ��ͻ������߱�SEM��ͨ��SEM-EDS������֪���������ڷ����˷�Ӧ��ɢ����Ӧ��ɢ����ԼΪ10 ��m������������Ҫ��WC������WC��C����(Ħ������)ԼΪ49.5%����û�з���������ɢ�����֪WͿ����Cu��ZrC��δ���ɢ����WͿ�㴦���Է�������Ҳ�в��ٿ��Լ���״��ɫ�࣬EDS֤����ɫ����W��������Ϊ��������Ϳ�����У�W�����Ĵ�С��һ�£�����������̳�����λ��Ҳ��ͬ����������W�������̵����ʺ�λ�ò�ͬ���Ӷ���WͿ���г����˲�ͬ�ڴ��Ϳ��İ�ɫ��W����C/C-ZrC-Cu�����л������˰�ɫ����״ZrO2���������ڴ�����������Ϳ�������ں��������Ļ����н��еģ�����̬W��������ǹ������ﵽ�������ʱ����ȻW���������¶��Ѵ���Ƚ��ͣ� ��W���������ڸ��ϲ��ϱ���ʱ��Ȼ���н϶��������Ӷ�����C/C-ZrC-Cu���ϲ�����ZrC�Ͳ���Zr��O2��Ӧ���ɿ���״ZrO2��
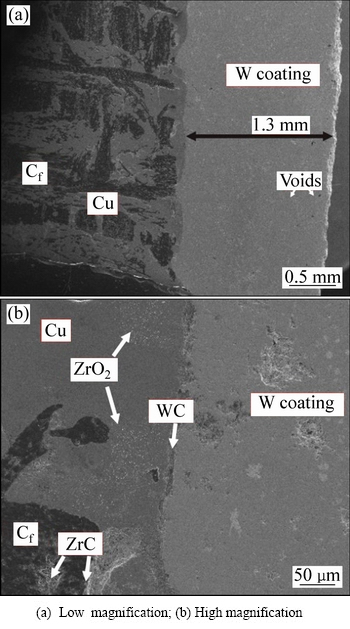
ͼ6 ��Ʒ�����SEM��
Fig. 6 SEM images of cross-section of sample
ͼ7��ʾΪC/C-ZrC-Cu���ϲ��ϵ�������ͿW����XRD�ס�����ٴ�֤ʵZrO2��WC�Ĵ��ڣ����������Cu10Zr7�ķ�ֵ��������SEM-EDS��������в�û�з��֣������Ʋ���ڸ�������W������Ӱ���µ���Cu10Zr7���١�����Ҳû��W�����������Ҫԭ����ѡ���W�ۿ����ִ��ױ���������Ϳ���õĹ��������������������������б������ã����������ܷ�ֹW�������ͽ������ﻹԭ�����뱾����϶�о��п�����C/C-ZrC-Cu������ZrC�ܹ���������ZrO2��ͬ��
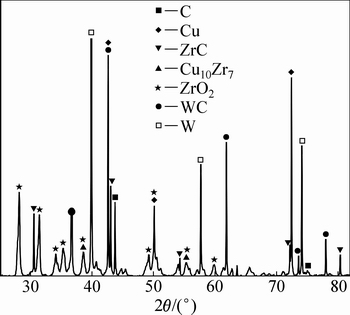
ͼ7 ��Ʒ�����XRD��
Fig. 7 XRD pattern of cross-section of sample
2.3 C/C-ZrC-Cu���ϲ���WͿ���Ʊ������з�Ӧ��������
���Ʊ�C/C-ZrC-Cu���ϲ��Ϲ����У���ͼ2(a)��֪��C/C���ϲ��������ڲ���ά��֮���кܶ��϶������Cu-48.9%Zr��ĩͨ����ά��֮���൱��ëϸ�ܵĿ�϶���뵽C/C���ϲ��������С��ڲ��������Ӧ�ܡ����������������������£���������������Ҫ��������C/C�����϶���ܵ���ëϸ������ֻ�е���������C/C������ʪ�����ʱ����������C/C����֮�����ʪ��С��90��ʱ�����������ëϸ���������������뵽C/C����Ŀ�϶�С�����ʵ�����ý����֪������Ч���Ϻã�������C/C�����ڲ�(��ͼ2(b))��������ΪZr�ļ�������������C/C�������ʪ�ԡ���������ʪC/C���������£������ڲ��Լ������C/C���ϲ����ڸ����·������Ӧ��������ط�Ӧ���£�
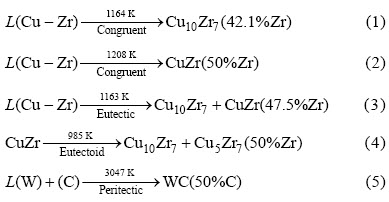
��ͼ8��Cu-Zr��Ԫ��ͼ[37]��ͼ3(a)�Լ�ʽ(1)��֪�������ڲ���1164 Kʱ42.1%Zr�ɷ�����Һ��L�����м仯����Cu10Zr7����1208 Kʱ50%Zr�ɷ�����Һ��L�����м仯����CuZr����1163 Kʱ47.5%Zr�ɷ���Һ��Lͨ��������Ӧ����CuZr��Cu10Zr7�������¶Ƚ��ͣ���985 Kʱ50%Zr�ɷ���ʽ(2)��(3)���ɵ�CuZr�����Ӧ����Cu10Zr7��Cu5Zr7��ʵ������в�û�м�CuZr��Cu5Zr7����ֻ������Cu10Zr7��������Ϊ��1) �����ĩ��Ȼ����Cu-48.9%Zr������ϣ��������������оֲ��ɷֺ������Ƴɷ��ϴ���ƫ��Ӷ����������˸����Cu10Zr7����CuZr�����Ӧ��ȫ����Cu10Zr7��Cu5Zr7���������Cu10Zr7������˵��Cu5Zr7���Ժ��Բ��ƴӶ����½���в�û�м�Cu5Zr7��
ͼ8 Cu-Zr��Ԫ��ͼ
Fig. 8 Phase diagram of Cu-Zr binary system
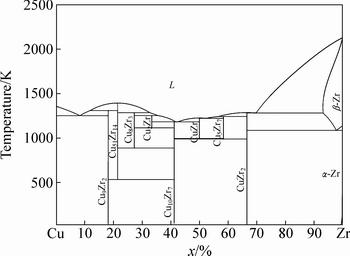
ͼ9 W5Cu55Zr40�Ͻ���800 ����ƽ���ϵ��SEM���EDS���
Fig. 9 Phase equilibrium of W5Cu55Zr40 alloy at 800 �� and EDS results
Ϊ���о�������Cu-Zr�Ͻ����WͿ��֮�����ϵ������ƽ��Ͻ��Ʊ���W5Cu55Zr40(Ħ��������%)��Ԫ�Ͻ�����Cu��Zr�۱�����������������ӽ�����Ʒ��800 ���˻�60������W-Cu-Zr��Ԫ���ϵ��ͼ9(a)��ʾ����ͼ9(a)��֪����Ʒ�ﵽ(Cu10Zr7+(W)+(Cu))����ƽ��ʱ�����а�ɫ������Ϊ(W)����ͼ9(b)��EDS�����֪���ܹ��ֱ����1.48%Cu��1.04%Zr�����ͼ9(c)��EDS�����֪������ɫ��(Cu)�ܹ��ֱ����0.53%W��0.71%Zr������(W)��(Cu)��֮���ɫ��ΪCu10Zr7��EDS���(��ͼ9(d))��������Zr����Ϊ40.18%������ͼ9(a)��W-Cu-Zr��Ԫϵ���ϵ�����SEM-EDS�������ͬ���ٴ�֤��Cu10Zr7�Ĵ��ڡ���ͼ6(b)��֪����������ͿW��C/C-ZrC-Cu���ϲ��ϻ���֮�䷢����ɢ������10 ��m���ҵ�WC��ɢ�㡣��W-C��Ԫ��ͼ[38]�еķ�Ӧʽ(5)��֪��3047 Kʱ50%C�ɷ���C��Wͨ��������Ӧ����WC��ɢ�㡣������Ϊ��Ϳ�����У���Ȼ������û�иճ���ʱ���¶ȸߣ��������䵽����ʱ�Ծ��нϸ��¶ȣ����⣬����C/C���ϲ�����������Cu��ZrԪ�أ������ܹ�������ɢ�¶ȡ�
3 ����
1) C/C���ϲ��Ϸ�Ӧ����������Cu-48.9%Zr��ĩ�Ʊ�����֯���ȵĸ��ϲ��ϣ�Zr�ļ��������Cu��1300 ��ʱ��C/C���ϲ�������ʪ�ԣ���Ʒ�ܶ���1.60 g/cm3���ӵ�3.74 g/cm3�����������������˰�Χ��Cu�����ĵ��۵�������ϵ��Cu10Zr7��ԭ�Ϸ�ĩ�е�Zr�ۺ�̿��ά����Χ���Ƚ�̿��Ӧ����ZrC��
2) ��RMI�Ʊ���C/C-CuZr���ϲ����ϲ���APS�����ɹ��õ����Ϊ1.3 mm��WͿ�㣬��Ϳ�������岿�ֳ��ְ�ɫ����״ZrO2�������ϴ�����WC�㡣
3) WͿ����C/C-ZrC-Cu���ϲ��ϵĽ����������ɢ���Ϊ����������е��ϣ������������Ҫ��Һ��Lͨ��������Ӧ����WC��ɢ�㣬��Ӧ��ɢ����ԼΪ10 ��m��W-Cu-Zrƽ��Ͻ�һ��֤ʵCu10Zr7��W��Cu�Լ�����ZrC���档
REFERENCES
[1] LI K Z, SHEN X T, LI H J, ZHANG S Y, FENG T, ZHANG L L. Ablation of the carbon/carbon composite nozzle-throats in a small solid rocket motor[J]. Carbon, 2011, 49(4): 1208-1215.
[2] YIN J, XIONG X, ZHANG H B, HUANG B Y. Microstructure and ablation performances of dual-matrix carbon/carbon composites[J]. Carbon, 2006, 44(9): 1690-1694.
[3] �ɻᳯ, ������, ������, �����. ������Ͻ�ĸ��¿���������ʴ��Ϊ[J]. �й���ɫ����ѧ��, 2011, 21(3): 570-576.
CHENG Hui-zhao, FAN Jing-lian, LI Peng-fei, TIAN Jia-min. Oxidation resistance and ablation behavior of refractory alloy at high temperature[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(3): 570-576.
[4] JACOBSON N S, CURRY D M. Oxidation microstructure studies of reinforced carbon/carbon[J]. Carbon, 2006, 44(7): 1142-1150.
[5] �� ��, �� ��, ������, ������, ���ܰ�. ����ʴ�������մɸ���C/C���ϲ��ϵ��о���չ[J]. �й���ɫ����ѧ��, 2015, 25(7): 1731-1743.
LI Jun, YANG Xing, LIU Hong-wei, HUANG Qi-zhong, SU Zhe-an. Research process of ultra high temperature ceramics modified carbon/carbon composites for ablation resistance[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1731-1743.
[6] ZHAO D, ZHANG C R, HU H F, ZHANG Y D. Ablation behavior and mechanism of 3D C/ZrC composite in oxyacetylene torch environment[J]. Composites Science and Technology, 2011, 71(11): 1392-1396.
[7] WANG D N, ZENG Y, XIONG X, LI G D, CHEN Z K, SUN W, WANG Y L. Ablation behavior of ZrB2-SiC protective coating for carbon/carbon composites[J]. Ceramics International, 2015, 41(6): 7677-7686.
[8] ZHOU W Y, YI M Y, PENG K, RAN L P, GE Y C. Preparation of a C/C-Cu composite with Mo2C coatings as a modification interlayer[J]. Materials Letters, 2015, 145: 264-268.
[9] ZHOU W Y, RAN L P, PENG K, GE Y C, WU H, YI M Z. Effect of Carbon/Carbon Preform density on the microstructure and properties of Mo2C interlayer-modified carbon/carbon-copper composites for sliding contact materials[J]. Advanced Engineering Materials, 2016, 18(2): 277-283.
[10] YANG X, SU Z A, HUANG Q Z, CHAI L Y. Preparation and oxidation resistance of mullite/SiC coating for carbon materials at 1150 ��[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(12): 2997-3002.
[11] CHEN Z F, WU W P, CHENG H, LIU Y, WANG S M, XUE R J. Microstructure and evolution of iridium coating on the C/C composites ablated by oxyacetylene torch[J]. Acta Astronautica, 2010, 66(5/6): 682-687.
[12] MUMTAZ K, ECHIGOYA J, HIRAI T, SHINDO Y. Iridium coatings on carbon-carbon composites produced by two different sputtering methods: a comparative study[J]. Journal of Materials Science Letters, 1993, 12(12): 1411-1412.
[13] WANG Y G, LIU Q M, LIU J L, ZHANG L T, CHENG L F. Deposition mechanism for chemical vapor deposition of zirconium carbide coatings[J]. Journal of the American Ceramic Society, 2008, 91(4): 1249-1252.
[14] WANG Y J, LI H J, FU Q G, WU H, YAO D J, LI H L. SiC/HfC/SiC ablation resistant coating for carbon/carbon composites[J]. Surface and Coatings Technology, 2012, 206(19/20): 3883-3887.
[15] WANG Y L, XIONG X, LI G D, ZHANG H B, CHEN Z K, SUN W, ZHAO X J. Microstructure and ablation behavior of hafnium carbide coating for carbon/carbon composites[J]. Surface and Coatings Technology, 2012, 206(11/12): 2825-2832.
[16] YAO X Y, LI H J, ZHANG Y L, REN J J, YAO D J, TAO J. A SiC/ZrB2-SiC/SiC oxidation resistance multilayer coating for carbon/carbon composites[J]. Corrosion Science, 2012, 57: 148-153.
[17] ZHOU H J, GAO L, WANG Z, DONG S M. ZrB2-SiC oxidation protective coating on C/C composites prepared by vapor silicon infiltration process[J]. Journal of the American Ceramic Society, 2010, 93(4): 915-919.
[18] BARTULIA C, VALENTEA T, TULUIB M. Plasma spray deposition and high temperature characterization of ZrB2-SiC protective coatings[J]. Surface and Coatings Technology, 2002, 155(2/3): 260-273.
[19] �� ��, ��Ծ��, �� ��, �� ·, ��С��. ��������Ϳ�����ٺ��ĵ���ʴ����[J]. �й���ɫ����ѧ��, 2011, 21(6): 1435-1443.
XU Xuan, WANG Yue-ming, XIONG Xiang, JIE Lu, MIN Xiao-bing. Ablation property of tungsten nozzle produced by plasma spray forming[J]. 2011, 21(6): 1435-1443.
[20] �� ��, �����, �� ��, ������, ��ï��. ̿/̿���ϲ�������ʴWͿ��[J]. �й���ɫ����ѧ��, 2016, 26(6): 1272-1280.
ZHOU Zhe, GE Yi-cheng, WANG Yuan, GONG Jie-ming, YI Mao-zhong. Ablation performances of carbon/carbon composites with W coatings[J]. 2016, 26(6): 1272-1280.
[21] �����, ������, ������, �Ϲ���, �ﳤ��. ��ѧ����������Ʊ�TiCͿ�������ɺͱ�����ò[J]. ������ҵ��ѧѧ��, 2000, 18(2): 229-232.
WU Bing-shu, GUO Hai-ming, QIAO Sheng-ru, MENG Guo-wen, TIAN Chang-sheng. Phase composition and surface morphology of TiC coating by chemical vapor deposition[J]. Journal of North western Polytechnical University, 2000, 18(2): 229-232.
[22] ������, ��ȫ��, ʷ����, �� ��. ��λ��Ӧ�Ʊ�TiCͿ��Ķ���ѧ�о�[J]. ���Ϲ���, 2007(s1): 169-171.
WANG Kun-jie, GUO Quan-gui, SHI Jing-li, LIU Lang. Study on kinetic properties of TiC coatings prepared by in-situ reaction[J]. Journal of Materials Engineering, 2007(s1): 169-171.
[23] SUN W, XIONG X, HUANG B Y, LI G D, ZHANG H B, CHEN Z K, ZHENG X L. ZrC ablation protective coating for carbon/carbon composites[J]. Carbon, 2009, 47(14): 3368-3371.
[24] LIU Q M, ZHANG L T, CHENG L F, WANG Y G. Chemical vapour deposition of zirconium carbide and silicon carbide hybrid whiskers[J]. Materials Letters, 2010, 64(4): 552-554.
[25] LIU Q M, ZHANG L T, JIANG F R, LIU J, CHENG L F, LI H, WANG Y G. Laser ablation behaviors of SiC-ZrC coated carbon/carbon composites[J]. Surface and Coatings Technology, 2011, 205(17/18): 4299-4303.
[26] WANG Y J, LI H J, FU Q G, WU H, LIU L, SUN C. Ablation behaviour of a TaC coating on SiC coated C/C composites at different temperatures[J]. Ceramics International, 2013, 39(1): 359-365.
[27] WANG Y L, XIONG X, ZHAO X J, LI G D, CHEN Z K, SUN W. Structural evolution and ablation mechanism of a hafnium carbide coating on a C/C composite in an oxyacetylene torch environment[J]. Corrosion Science, 2012, 61: 156-161.
[28] ������, ��ï��, ������, �� ��, ��ΰ��, ����ɣ�Ƚ��Ƽ. ��ĩ�����Ʊ�C/C-ZrC-Cu���ϲ��ϵ���֯�ṹ[J]. ��ĩұ����Ͽ�ѧ�빤��, 2016, 21(2): 311-316.
ZHANG Zhong-ling, YI Mao-zhong, ZHOU Wen-yan, WU Huang, PANG Wei-lin, GE Yi-cheng, RAN Li-ping. Microstructure of C/C-ZrC-Cu composite fabricated by reactive melt infiltration[J]. Materials Science and Engineering of Powder Metallurgy, 2016, 21(2): 311-316.
[29] LEJAEGHERE K, VAN S V, VAN O G, COTTENIER S. Error estimates for solid-state density-functional theory predictions: an overview by means of the ground-state elemental crystals[J]. Critical Reviews in Solid State and Materials Sciences, 2014, 39(1): 1-24.
[30] BINDZUS N, STRAASO T, WAHLBERG N, BECKER J, BJERG L, LOCK N, DIPPEL A C, IVERSEN B B. Experimental determination of core electron deformation in diamond[J]. Acta Crystallographica, 2014, 70(Pt 1): 39-48.
[31] YANG Xiao, TAKEICHI N, SHIDA K, TANAKA H, KURIYAMA N, SAKAI T. Novel Mg-Zr-A-H (A=Li, Na) hydrides synthesized by a high pressure technique and their hydrogen storage properties[J]. Journal of Alloys and Compounds, 2011, 509(4): 1211-1216.
[32] LV Z T, HU H Q, WU C, CUI S X, ZHANG G Q, FENG W X. First-principles study of structural stability, electronic and elastic properties of ZrC compounds[J]. Physica B: Condensed Matter, 2011, 406(14): 2750-2754.
[33] DING H P, VIRKAR A V, LIU F. Defect configuration and phase stability of cubic versus tetragonal yttria-stabilized zirconia[J]. Solid State Ionics, 2012, 215: 16-23.
[34] ABDULLAEVA Z, OMURZAK E, IWAMOTO C, OKUDERA H, KOINUMA M, TAKEBE S. High temperature stable WC1-x@C and TiC@C core�Cshell nanoparticles by pulsed plasma in liquid[J]. Rsc Advances, 2012, 3(2): 513-519.
[35] ALBISETTI A F, BIFFI C A, TUISSI A. Synthesis and structural analysis of Cu10Zr7[J]. Journal of Alloys and Compounds, 2012, 544(24): 42-45.
[36] HYDE A R. Ceramic matrix composites[J]. Elsevier Applied Science, 1990, 11(1): 30-36.
[37] WANG N, LI C R, DU Z M, WANG F M, ZHANG W J. The thermodynamic re-assessment of the Cu-Zr system[J]. Calphad, 2006, 30(4): 461-469.
[38] GUSTAFSON P. Thermodynamic evaluation of C-W system[J]. Materials Science & Technology, 2013, 2(7): 653-658.
Microstructure of W coating by atmosphere plasma spraying on C/C-ZrC-Cu composite
ZHOU Zhe, GE Yi-cheng, WANG Yuan, GONG Jie-ming, YI Mao-zhong
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: W coating with thickness of 1.3 mm was successfully deposited by the atmosphere plasma spray (APS) technology on C/C-ZrC-Cu composite which was fabricated by reactive metal infiltration (RMI). Phase composition of interface between W coating and C/C-ZrC-Cu composite was investigated using a combination of X-ray diffraction (XRD) and scanning electron microscopy with energy-dispersive X-ray analysis (SEM-EDS). The results show that good performances of C/C-ZrC-Cu composite are obtained by reactive infiltration method with using powders of Cu-48.9% Zr, and Zr element can increase the wettability of Cu in C/C composite at 1300 ��, the orthorhombic phase Cu10Zr7 is found in the composite. The type of bonding between W coating and C/C-ZrC-Cu composite is diffusion bonding on the main area of the interface. The diffusion bonding of WC layer is produced by peritectic reaction of phase W and C, and the thickness of reaction-diffusion layer is about 10 ��m.
Key words: C/C-ZrC-Cu composite; RMI; APS; W coating
Foundation item: Project(GFZX0101040101-2012C20X) supported by National Basic Construction Program, China
Received date: 2016-07-26; Accepted date: 2017-01-16
Corresponding author: YI Mao-zhong; Tel: +86-731-88830894; E-mail: yimaozhong@126.com
(�༭ ��ѧ��)
������Ŀ�������ش���Ŀ(GFZX0101040101-2012C20X)
�ո����ڣ�2016-07-26�������ڣ�2017-01-16
ͨ�����ߣ���ï�У����ڣ���ʿ���绰��0731-88830894��E-mail��yimaozhong@126.com

