���±�ţ�1004-0609(2015)-03-0634-07
��п���ն���/��������ǿ�ȵ�Ӱ��
�� ��1������1��ʯ�߷�1, 2�����Ļ�1�����Ļ�1
(1. �����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083��
2. ������ұ������˾ �����ظ��о�Ժ��ұ�ַ�Ժ����ʯ 435001)
ժ Ҫ��Ϊ���о���п���ն����ı�����ò�Լ���/�����֮����ǿ�ȵ�Ӱ����ɣ��ֱ��������һ�ν�п�Ͷ��ν�п������Ȼ����е�Ʋ������õ���/�����������ͨ���������������/�����֮��Ľ��ǿ�ȣ�������ɨ���������(SEM)��������(EDS)���������桢��/����������Ľ��漰����������ò�ͻ�ѧ�ɷ֡�������������ڵ��ǰ��һ�ν�п��������/��������ǿ��Ϊ10.7MPa�������ν�п��������/��������ǿ������һ�ν�п�����ģ��ɴ�28.5 MPa������һ�ν�п�����γɼ�����������ܵ���Һ�ĸ�ʴ�������һ�ν�п��������/��������ǿ�Ƚϲ����Ҫԭ��
�ؼ��ʣ���п�㣻��������������ǿ��
��ͼ����ţ�TQ153.4���� ���ױ�־�룺A
Effect of zinc coating process on bonding strength of aluminium/electroplated nickel
LUO Yang1, CUI Jing-yi1, SHI Gao-feng1, 2, YANG Wen-hui1, TIAN Wen-huai1
(1. School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Xinyegang Branch of Special Steel Research Institute of China International Trust and Investment Corporation,
Hubei Xingyegang Steel Co., Ltd., Huangshi 435001, China)
Abstract: In order to investigate the effect of zinc coating process on the surface morphology of aluminium and the bonding strength of aluminium/electroplated nickel, aluminium was coated with single and secondary zinc layer before electroplating, respectively. And then, aluminium/electroplated nickel specimens were prepared. The bonding strength of aluminium/electroplated nickel was measured by tensile tests. The morphologies of aluminum surfaces, the cross sections and tensile fractures of the aluminium/electroplated nickel specimens were investigated by scanning electron microscopy (SEM), and the chemical compositions were measured by energy disperse spectroscopy (EDS). The results indicate that the bonding strength of aluminium/electroplated nickel with single zinc coated before electroplating is 10.7 MPa, while that after secondary zinc coating before electroplating is higher than that after single zinc coating, up to 28.5 MPa. It is the silicon inclusions in the single zinc coating layer that lead aluminium corroded by the electroplating solution, which is the main reason for the poor bonding strength after single zinc coating.
Key words: zinc coating; aluminium; electroplated nickel; bonding strength
�����������Ʊ��Ƽ�ҩ���ֵij��ò���[1-2]������������о��ȸߡ�����֯�ɿص��ŵ㣬���Ʊ��������Ͻ�ҩ���ֵ���Ҫ����[3-4]�����õ���������Ʊ���/��˫�����ҩ���֣����������������������ֽ�����Ӧ�ͷŵ�����������ֳ�����[5]�������ܹ����ӵ�������յĶ������ƣ���ֵ��̽���ļ���;�����ƶ������Ķ�ǰ�������գ�ʹ���Ͷ�����֮��Ľ��ǿ���ܹ�����������ӹ���Ҫ���ǵ�������Ʊ���/��˫�����ҩ���ֵĹؼ����ڡ�
Ȼ���������������ܵ���Һ��ʴ�����ұ���Ҳ���ײ��������㣬��ˣ����ͶƲ�֮�����Ի�����õĽ����[6-7]��Ϊ����߽��ǿ�ȣ��������Ͻ�ͨ�����ý�п����ѧ�����ȶ�ǰ��������[8-12]����п���������ͼ���п������Һ��Ӧ�������������һ�����пĤ(��п��)��пĤ���Է�ֹ���ܵ���Һ�ĸ�ʴ����ֹ������IJ������Ӷ���߶Ʋ�ͻ���֮��Ľ����[8-9]������ѧ����һ�����ڽ�п�Ļ����Ͻ��е�[11-12]�����Թ���Ҳ�����Ƚ�п�����ӡ���ˣ��ۺϿ������ۺ�ʵ�ʲ�������п������Ϊ�Ʊ���/��˫�����ҩ���ֵĺ�ѡǰ�������ա���п���հ���һ�ν�п�Ͷ��ν�п����[6]������������/�����˫��ҩ���ֵĺ�����п��������ʵ����ȷ����ͬʱ����ͬ�Ľ�п���ն���������ò����ѧ�ɷ��Լ���/�����֮����ǿ�ȵ�Ӱ���о�Ҳ�ʼ�������
�ڴˣ��������߷ֱ��о�һ�ν�п�Ͷ��ν�п����������ò�ͻ�ѧ�ɷֵ�Ӱ�죬̽�ֲ�ͬ�Ľ�п���ն���/�����֮����ǿ�ȵ�Ӱ����ɼ���ԭ����Ϊ�Ʊ���/��˫�����ҩ����Ѱ������Ķ�ǰ����������
1 ʵ��
1.1 ���Ķ�ǰ�����͵��������
ʵ�����õ���Ϊ���2 mm�Ĺ�ҵ����Ƭ��������������������99.4%���������������0.6%����Ƭ�ڵ��֮ǰ���ֱ����һ�ν�п�Ͷ��ν�п������
һ�ν�п�����������ͺͽ�п�������衣�����ǽ���Ƭ������80 ��ļ��Գ���Һ�У�120 s��ȡ������ȥ����ˮ����Ƭ��������ij���Һ��ϴ�ɾ�����п�ǽ����ͺ����Ƭ������25 ���һ�ν�п��Һ�У�60s��ȡ��������ȥ����ˮ����Ƭ��������Ľ�п��Һ��ϴ�ɾ������Գ���Һ���䷽���£�̼����(Na2CO3)30 g/L������(Na3PO4��12H2O)30 g/L��OP�黯��2 mL/L��һ�ν�п��Һ���䷽���£�����п(ZnO)100 g/L����������(NaOH)500g/L�����Ȼ���(FeCl3��6H2O)2 g/L����ʯ�����(KNaC4H4O6��4H2O)10 g/L��
���ν�п��������һ�ν�п֮����еģ�������п���ٴν�п�������衣��п�ǽ�һ�ν�п���������Ƭ������25 �桢��������Ϊ34%��������Һ�У�30 s��ȡ��������ȥ����ˮ����Ƭ��ϴ�ɾ����ٴν�п�ǽ���п�����Ƭ������25��Ķ��ν�п��Һ�У�60 s��ȡ����Ȼ����ȥ����ˮ����Ƭ��������Ľ�п��Һ��ϴ�ɾ������ν�п��Һ���䷽���£�����п(ZnO)20 g/L����������(NaOH)120 g/L�����Ȼ���(FeCl3��6H2O)2 g/L����ʯ�����(KNaC4H4O6��4H2O)10 g/L��������(NaNO3)1 g/L��
����һ�ν�п����ν�п���������Ƭ�����ɽ��е����������������õ���������Ϊ��������������������������99.96%�������������ԼΪ0.03%������Ϊ��п�����Ƭ����Һ�¶�Ϊ50 �棬���ð�����������Ϊ���Σ�pH=4.0��0.5�����������ܶ�4A/dm2���ڵ�ƹ����У���������������Ʋ�ﵽһ���������(��2 mm)ʱ��ֹͣͨ�磬Ȼ�Ʋ������һ��Ӷ�Һ��ȡ�������õ���/�����������
1.2 ���ǿ�ȵIJ�����ɨ��羵�۲�
�ο�GB/T 5270-1985���������ϵĽ������Dz�(�������ͻ�ѧ������)����ǿ�����鷽������������������������/�����֮��Ľ��ǿ�ȡ������и������/�������������ȡ�ߴ�Ϊ10 mm��10 mm�ķ�����Ƭ��Ȼ���û�����֬��ճ������Ƭ��װ����������(��ͼ1)������������Ƭ֮�⣬�������������������ò�����Ƴɡ�����ճ����ֹ̻����ɽ����������顣�������õ������ΪCMT 4105�����������������������Ϊ2 mm/min��
����LEO-1450��ɨ����������۲쾭��ǰ��������Ƭ���桢��/����������Ľ����Լ�������������ò����ͨ��EDS�����ǿ���������λ�Ļ�ѧ�ɷּ�Ԫ�طֲ���

ͼ1 ��������ʾ��ͼ
Fig. 1 Sketch of tensile specimen (Unit: mm)
2 ���������
2.1 ��ǰ��������������ò����ѧ�ɷֵ�Ӱ��
ͼ2��ʾΪ�����ʹ��������ı�����ò��EDS�����������ͼ2(a)��(b)�������������ʹ���������������˴����Ŀ�����(��ͼ2(b)��ͷ��ָ)��ͼ2(c)�������������ʹ����������ı��沿λ��������������ߴ�15.08%���������У��������������0.6%��ͼ2(d)��������������ֵĿ��������ǹ�������ڳ������У����Գ���Һ��������һ���̶ȵĸ�ʴ�������ܵ�����Һ��ʴ��ͬʱ�����еĹ費�������Һ�������ã�������������ı��档��ˣ������ʹ�����Ԫ�ػ��Կ��������̬�����ı��渻����

ͼ2 �����ʹ��������ı�����ò��EDS����
Fig. 2 Surface morphologies and corresponding EDS spectra of aluminium after degreasing
ͼ3��ʾΪ��һ�ν�п���������ı�����ò��EDS�����������ͼ3(a)��(b)����������һ�ν�п���������ı��汻��п�㸲�ǣ���п����Ҫ��������п��������4��Ԫ�ء���п�����������ɴ�п��ɣ���ɷ�ȡ���ڽ�п��Һ���䷽�Լ���������ijɷ�[13]�����ڽ�п��Һ�к������Ȼ��������ҽ�п�������ı�����еģ���ˣ�һ�ν�п���к��������������⣬��һ�ν�п���д��ڼ�����(��ͼ3(a)��ͷ��ָ)����������Ҫ�ɹ�Ԫ�����(��ͼ3(c))��������Ϊ�����ͺ���������Ĺ�����ǽ�п���й���������Ҫ��Դ��
ͼ4��ʾΪ����п�Ͷ��ν�п���������ı�����ò��EDS�����������ͼ4(a)����������п�������������һ�ν�п�㱻������Һ�ܽ⣬ͬʱ��п���еĹ������Ҳһ��ȥ������п���������û�г��ֹ�Ԫ�صĸ�������(��ͼ4(c))��ͼ4(b)��������п����������ν�п���������ٴα���п�㸲�ǣ���п����û�м�������ν�п����Ҫ������������п3��Ԫ�أ���û�й�Ԫ�ش���(��ͼ4(d))�����ڶ��ν�п��Һ���䷽��һ�ν�п��ͬ����ˣ����ν�п������������п3��Ԫ�صĺ���Ҳ��һ�ν�п����ڲ��졣���⣬������п���������û�г��ֹ�Ԫ�صĸ����������Զ��ν�п����û�з��ֹ�����Ҳû���ҵ���Ԫ�صĴ��ڡ�
2.2 ��п���ն���/�����֮����ǿ�ȵ�Ӱ��
ͼ5��ʾΪ��/�������������ı�ɢ��������Ԫ����ɨ����������ͼ5(a)��(b)���������ڵ��ǰ�����Ǿ���һ�ν�п���Ƕ��ν�п����������/����������У����͵����֮�䶼���ڽ�п�㣻��п�������Լ���п��������֮��Ľ�Ϸ�ʽ�����Ի�еҧ��Ϊ����ͼ5(a��)��(b��)���������ʱ��п��ijɷַ����˱仯�����ǰ����п������Ҫ����п����������Ԫ�أ���������Ԫ�أ����ڵ�����֮��п���г�������Ԫ�ء��������ڽ�п�����Һ�е����η�����Ӧ��ɵġ�

ͼ3 ��һ�ν�п���������ı�����ò��EDS����
Fig. 3 Surface morphology and corresponding EDS spectrum of aluminium after single zinc coating

ͼ4 ����п�Ͷ��ν�п���������ı�����ò��EDS����
Fig. 4 Surface morphologies and corresponding EDS spectra of aluminium after zinc removal and secondary zinc coating
ͼ6��ʾΪ��/���������������Ӧ��-λ�����ߡ���ͼ6���Կ��������ڶ�ǰ��һ�ν�п��������/�����֮��Ľ��ǿ��Ϊ10.7 MPa�������ν�п��������/�����֮��Ľ��ǿ������һ�ν�п�ģ��ɴ�28.5 MPa���ӽ��ǿ�ȵĽǶȽ��������õ���������Ʊ���/��˫�����ҩ����ʱ�����ν�п������Ϊ�ȽϺ��ʵĶ�ǰ�������ա�

ͼ5 ��/�������������ı�ɢ��������Ԫ����ɨ�����
Fig. 5 Backscattered electron images ((a), (b)) and corresponding elemental linear distributions ((a��), (b��)) of cross section of aluminium /electroplated nickel specimen

ͼ6 ��/���������������Ӧ��-λ������
Fig. 6 Stress-displacement curves of aluminium/electroplated nickel specimens
ͼ7��ʾΪ���ǰ��һ�ν�п���������/��������������������ò��EDS��������ͼ7(a)��(b)��������п���������п��͵����֮��Ľ�������Ƚϲ���������ʱ����п������֮���Լ���п��������֮������ڲ�ͬ�̶ȵİ��롣���⣬�����������Թ۲쵽��ʴ��(��ͼ7(a)��ɫ��ͷ��ָ)��ͬʱ���ڽ�п���п��Թ۲쵽��ʴ���EDS��������� ������ʴ������Ҫ������������п��������5��Ԫ��(��ͼ7(c))����ʴ����ʴ����Ĵ��ڣ�����һ�ν�п�õ��Ľ�п�㲻���ܺõı������ã��Ӷ������ڵ�ƹ����У����ܵ��˶�Һ�ĸ�ʴ��
ͼ8��ʾΪ���ǰ�����ν�п���������/��������������������ò��ͼ8(a)���������������ڽ�п��ʹ��������ѡ�ͼ8(b)���������������汻��п�㸲�ǣ���п���д������ƣ������ڽ�п�����Ҳ�������š������������������Ĵ��ڣ��������Ķ��涼�������ѣ��������������ʱ�������ڲ����������Զ��ѡ�ͬʱ�������������Ҳ�����ڽ�п�㣬���ҽ�п���д������ƣ��������������ʱ����п����ڲ�Ҳ�����˴��Զ��ѡ����⣬��������沿λû�з��ָ�ʴ������ʴ����������ν�п���ܹ����������ܶ�Һ�ĸ�ʴ����ˣ��ڵ��ǰ�����ν�п��������/����������У���п���������п��͵����֮��Ľ�����������һ�ν�п�ģ����������ʱ�����ѷ����������ڲ��Լ���п���ڲ���

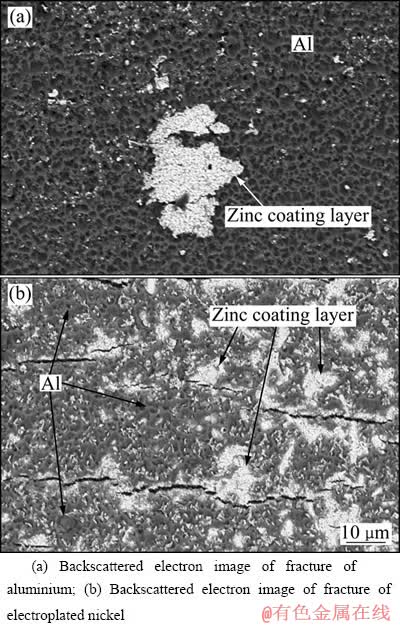
ͼ7 ���ǰ��һ�ν�п���������/��������������������ò��EDS����
Fig. 7 Tensile fracture morphologies and corresponding EDS spectrum of aluminium/electroplated nickel specimen prepared after single zinc coating
���ڵ��ǰ��һ�ν�п��������/�����֮��Ľ��ǿ�Ƚϲ��Ϊ10.7 MPa�������ν�п��������/�����֮��Ľ��ǿ������һ�ν�п�ģ��ɴ�28.5 MPa���Ա�һ�ν�п�Ͷ��ν�п���տ�֪������һ�ν�п���ڳ��͵Ļ����Ͻ��еģ����ҳ��ͺ���������й��������(��ͼ2)������һ�ν�п���к��й������(��ͼ3)�����ν�п��������п�Ļ����Ͻ��еģ�������п��������治���ڹ�Ԫ�صĸ����������Զ��ν�п����û�й������(��ͼ4)����п������п������Һ�е�п����֮�䷢�����û���Ӧ������Ϊ�縺��С�Ľ����û��縺�Դ�Ľ�����ͬʱ����пҲ��һ�ֵ绯ѧ��Ӧ���ڽ�п�����У�����Ϊ���������ܽ⣬п������Ϊ����������ԭ��Ӧ�����������������п������������������֮����ڵ���[14-16]������������ڹ�ʱ����Ϊ��ĵ縺��(1.90)����п��(1.65)�����ҹ費���磬���谭���������ã������ڽ�пʱ������ռ�ݵı��治�����п[14]��Ҳ����˵�����ڽ�п�����γɼ������ͬʱ��Ҳ�ƻ��˽�п��������ԡ���п��������Ƿ�ֹ���ܵ���Һ�ĸ�ʴ����ֹ������IJ������Ӷ���߶Ʋ�ͻ���֮��Ľ����[8-9]�������п����������ܵ��ƻ�����ô���ͽ�п�㶼���ܻ����ܸ�ʴ����������Ӱ���п����������п����Ʋ�֮��Ľ����[17]��һ�ν�п���д��ڹ�����ͬʱ����/�����������������沿λ���ڸ�ʴ����ʴ����(��ͼ7)��������һ�ν�п�õ��Ľ�п�㲻���ܺõı������ã��Ӷ������ڵ�ƹ����У����ܵ��˶�Һ�ĸ�ʴ�����ν�п����û�й���������/�����������������沿λû�з��ָ�ʴ������ʴ����(��ͼ8)���������ν�п���ܹ����������ܶ�Һ�ĸ�ʴ���ɴ˿�����Ϊ��һ�ν�п���еĹ�������ǵ������ܵ���Һ��ʴ�����һ�ν�п��������/��������ǿ�Ƚϲ����Ҫԭ�ӽ��ǿ�ȵĽǶȽ��������õ���������Ʊ���/��˫�����ҩ����ʱ�����ν�п������Ϊ�ȽϺ��ʵĶ�ǰ�������ա�
ͼ8 ���ǰ�����ν�п���������/��������������������ò
Fig. 8 Tensile fracture morphologies of aluminium/ electroplated nickel specimen prepared after secondary zinc coating
3 ����
1) һ�ν�п���յõ��Ľ�п������Ҫ��������п������4��Ԫ�أ����й����Լ��������ʽ������һ�ν�п���С����ν�п�õ��Ľ�п������Ҫ��������п����3��Ԫ�أ�û�й�����
2) ���ڵ��ǰ��һ�ν�п���������ڽ�п���д��ڹ�����������ܵ���Һ�ĸ�ʴ����ˣ���/�����֮��Ľ��ǿ�Ƚϲ��Ϊ10.7 MPa�������ν�п��������/�����֮��Ľ��ǿ������һ�ν�п�ģ��ɴ�28.5 MPa��
REFERENCES
[1] �� ��, ��ΰ��, ������, ���ı�, ֣ ��, �� ��. ҩ���ֲ��϶�JPC���͵�Ӱ��[J]. ��ըҩѧ��, 2010, 33(2): 36-39.
FAN Fei, LI Wei-bing, WANG Xiao-ming, LI Wen-bin, ZHENG Yu, ZHU Liang. Effect of liner material on jetting projectile charge formation[J]. Chinese Journal of Explosives & Propellants, 2010, 33(2): 36-39.
[2] SARAN S, AYISIT O, YAVUZ M S. Experimental investigations on aluminum shaped charge liners[J]. Procedia Engineering, 2013, 58: 479-486.
[3] YANG Feng, LI Chun-hua, CHENG Sheng-wei, WANG Lei, TIAN Wen-huai. Deformation behavior of explosive detonation in electroformed nickel liner of shaped charge with nano-sized grains[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(8): 1397-1402.
[4] ����ΰ, ���Ļ�. ����Ni-W�Ͻ���ѹ�����ε�������Ϊ[J]. �й���ɫ����ѧ��, 2013, 23(1): 116-121.
CHENG Sheng-wei, TIAN Wen-huai. Flow stress behavior of electroformed Ni-W alloy under hot compression deformation[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(1): 116-121.
[5] ������, ����Ӣ, �� ��, ������, ������, �� ΰ. ���Խ���ҩ��������Ƽ������о�[J]. ��������, 2013, 42(4): 53-56.
ZHANG Zi-min, XU Bi-ying, YAN Feng, LIU Feng-wang, GUO Jing-lei, FU Wei. Penetrating test of active metal charge liner perforating bullet[J]. Explosive Materials, 2013, 42(4): 53-56.
[6] �����, �� ΰ, л ��. �������Ͻ���ǰ�������յĸĽ�[J]. �����Ϳ��, 2012, 31(3): 15-17.
ZENG Ling-cai, WEN Wei, XIE Hui. Improvement of pretreatment process for aluminum and its alloys before plating[J]. Electroplating & Finishing, 2012, 31(3): 15-17.
[7] �� ��, �� ��, ������, ���Ҳ�. �������Ͻ���洦���������о���չ[J]. ����뾫��, 2014, 36(2): 13-16, 28.
ZHANG Yu, WANG Jun, ZHAO Yong-xin, SHAO Zhong-cai. Progress in the methods of surface treatment on cast aluminum alloy[J]. Plating and Finishing, 2014, 36(2): 13-16,28.
[8] HUANG Xiao-mei, LI Ning, LI De-yu, JIANG Li-min. Zincate mechanism on cast Al-Si alloy in non-cyanide multi-metal zincate solutions[J]. Transactions of Nonferrous Metals Society of China, 2006, 16(2): 414-420.
[9] EGOSHI S, AZUMI K, KONNO H, EBIHARA K, TAGUCHI Y. Effects of minor elements in Al alloy on zincate pretreatment[J]. Applied Surface Science, 2012, 261: 567-573.
[10] �¾�, ������. 5052���Ͻ���滯ѧ��Ni-P�Ʋ����֯������[J]. �й���ɫ����ѧ��, 2012, 22(5): 1360-1364.
KONG De-jun, FU Gui-zhong. Microstructure and properties of Ni-P coatings prepared by chemical plating on surface of 5052 aluminium alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(5): 1360-1364.
[11] HINO M, MURAKAMI K, MITOOKA Y, MURAOKA K, KANADANI T. Effects of zincate treatment on adhesion of electroless Ni-P coating onto various aluminum alloys[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(4): 814-818.
[12] YAZDI S S, ASHRAFIZADEH F, HAKIMIZAD A. Improving the grain structure and adhesion of Ni-P coating to 3004 aluminum substrate by nanostructured anodic film interlayer[J]. Surface and Coatings Technology, 2013, 232: 561-566.
[13] KOERNER C, SCHWANKL M, HIMMLER D. Aluminum�Caluminum compound castings by electroless deposited zinc layers[J]. Journal of Materials Processing Technology, 2014, 214(5): 1094-1101.
[14] ����÷, �� ��, ������, �����. ������Ͻ��п�����ķ�չ����״[J]. ����뾫��, 2006, 28(3): 22-26.
HUANG Xiao-mei, LI Ning, JIANG Li-min, LI De-yu. Current status and development of zincate treatment technique for aluminum and its alloys[J]. Plating and Finishing, 2006, 28(3): 22-26.
[15] ����÷, �� ��, ������, �����. �������Ͻ��ƵĽ�п����[J]. ����뻷��, 2005, 25(2): 1-4.
HUANG Xiao-mei, LI Ning, JIANG Li-min, LI De-yu. Zincation for aluminum and its alloys plating[J]. Electroplating & Pollution Control, 2005, 25(2): 1-4.
[16] ���ܱ�, �� ��, ������. ���Ľ�п�ĵ绯ѧ����[J]. ���ϱ���, 2011, 44(12): 16-18.
FENG Shao-bin, SU Chang, LI Zhen-xing. Electrochemical mechanism of zinc immersion of aluminum[J]. Materials Protection, 2011, 44(12): 16-18.
[17] ZELLEY W G. Formation of immersion zinc coatings on aluminum[J]. Journal of the Electrochemical Society, 1953, 100(7): 328-333.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(50671012)
�ո����ڣ�2014-07-20�������ڣ�2014-12-11
ͨ�����ߣ����Ļ������ڣ���ʿ���绰��010-62333934��E-mail��wenhuaitian@sina.com

