ϡ�н��� 2000,(05),364-368+2+6 DOI:10.13373/j.cnki.cjrm.2000.05.012
ͭ������ʪ�������������麦�ۺ������о�
����ͭҵ��˾��Ϫұ����!��Ϫ335424
ժ Ҫ��
�����й�������ķֲ�״���������о� , ������Ŀǰ�麦�������մ��ڵ����� , ��Ϊ���ڸ�����߶ȷ�ɢ�����ڴ��� [Asn (SO3) m]3n - 2m������Ŀǰ�麦�������Դ��ĸ���ԭ�� , ������������������ٵķ�����ȡ������Ч����
�ؼ��ʣ�
ͭ������;ʪ��ұ��;��;�ۺ�����;
��ͼ����ţ� X781
�ո����ڣ�1999-10-10
Study on Technology of Comprehensive Harnessing of Arsenic Pollution in Copper Anode Slime Hydrometallurgical Process
Abstract��
The question existed in harnessing technology of arsenic pollution was analyzed. It was confirmed that arsenic existed in technological process extremely dispersed and arsenic existed in form of [As n (SO 3) m] 3n-2m were basic reason that present harnessing of arsenic pollution couldn��t achieve the desired results. Scheme combined utilization and harnessing was put porward and obtained good results.
Keyword��
Copper anode slime; Hydrometallurgy; Arsenic; Tellurium; Comprehensive harnessing;
Received�� 1999-10-10
��Ϫұ����ͭ������Ĵ�������Ԥ������ͭ����תҤ�����������ͭ��������ڡ��Ȼ��Ͻ���������Ʒ����Ĺ�������, ���������в����Ĺ��շ�ˮ��Ҫ��:����ԭ��Һ���ֽ��û���Һ�����кͺ�Һ����ͭҺ����ͭҺ��������ϴˮ��, ����ˮϵͳ������, �乤�շ�ˮ�н�����ϡ������õ�����, ÿ�괴���˿ɹ۵ľ���Ч��, �����ڷ�ˮ��Դ����, �麬���������ȴ�, ������, ��ˮ�ŷ�Һ����һֱ���ڳ���״̬, ������Ϊ������˸��ַ���, ����Ч����[1,2]�����, �����о�Ŀǰ�麦�������մ��ڵ�����, �Ż��麦��������, ���б�Ҫ��
1���ڸ������еķֲ�
1.1�������̼��
ͭ�����ദ���������̼�ͼ1ʵ�߲���, ���ˮϵͳ��Ҫ�ɼ�ʽ̼��ͭ���������չ����ؽ������Ӵ���������ɡ����������в�������ͭҺ�ͷ�ͭҺ��������, ��ͭ����������Ʒ��ʽ̼��ͭ, ��ʽ̼��ͭ����ͭ����Ϊ�����ᳵ��ʪ������������Ľ����, ������������������ɱ����õ��㷺Ӧ��, ��������ʱ�Ѵ�, ��ͭ��Һ���ؽ������Ӵ�������;����������ԭ��Һ���û���Һ������ϴˮ��������չ���, ����͵�����Ȳ������еĽ�����ϡ�������, Ҳ���кͺ�Һһ�����ؽ������Ӵ�������, ��ˮ�������빤����ϵͳ��
1.2���ڸ������еķֲ�
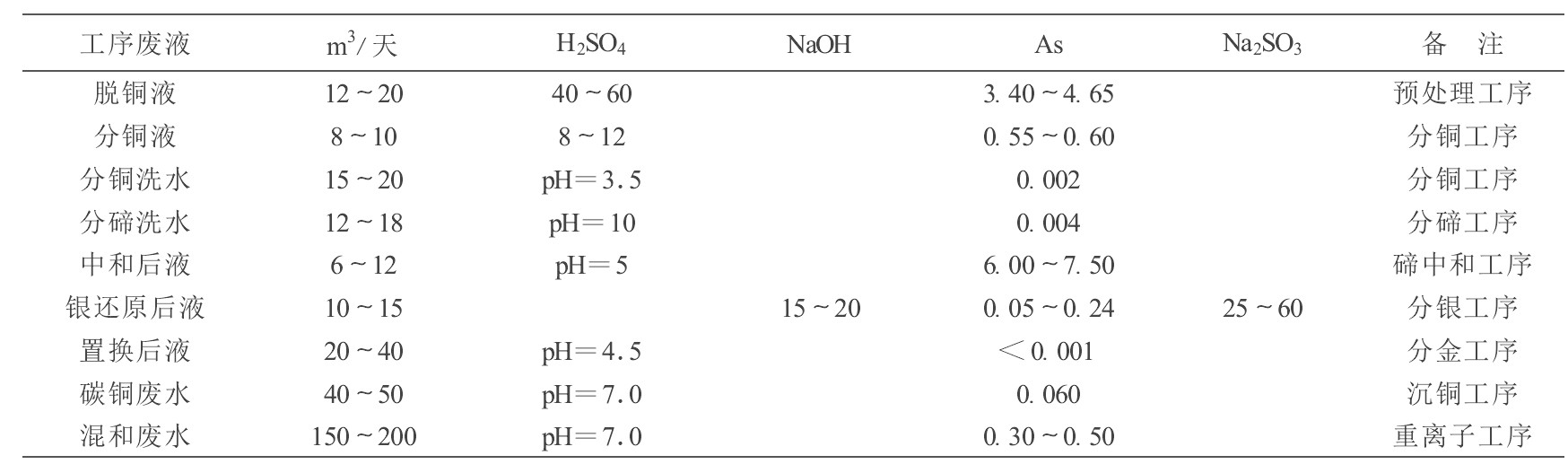
ͭ�����ദ�������з�������Һ�ɷݼ���1��2����ʵ��֤��, ����������������35%��������кͺ�Һ��, 63%������ͭ���ͭ���Һ�С�
��1 ���շ����麬��/% ����ԭͼ

��1 ���շ����麬��/%
�ڼ�ʽ̼��ͭ����, ��ͭҺ���ͭҺ����������50%�����ھ�������, ����Ҫ��Cu3 (AsO4) 2����ʽ���ڡ�Ϊ��ȡ���е��ڡ�ͭ���м�Ԫ��, ������Ϊ�˽����˾��������ٴ����о�����[3,4], ����ķ�ɢ������ɵĶ�����Ⱦ����һֱû�еõ����������̼���Ƴ�ͭʱ, ������Һ�д�����Cu3 (AsO4) 2����ʽ����ͭ��ʽ����, ������CO32-��Ӱ��, ��ͭ��Һ�е���Ũ���Դ�160 mg/L, ������CO32-����Ũ�ȵ�����, ��Һ����Ҳ��֮������
���������Ʒ���������, �ֽ����е�AgCl��[Ag (SO3) 2]3-��ʽ�������Һ��, ͬʱ, �ֽ����е���, �౻����γ�[Asn (SO3) m]3n-2m������Һ������֤ʵ, ��[Asn (SO3) m]3n-2m����������ԭ��Һ�е���, ���ؽ������Ӵ�������, ���������, ��������������FeCl3����, ��Һ�е��鼸��û���ѳ���
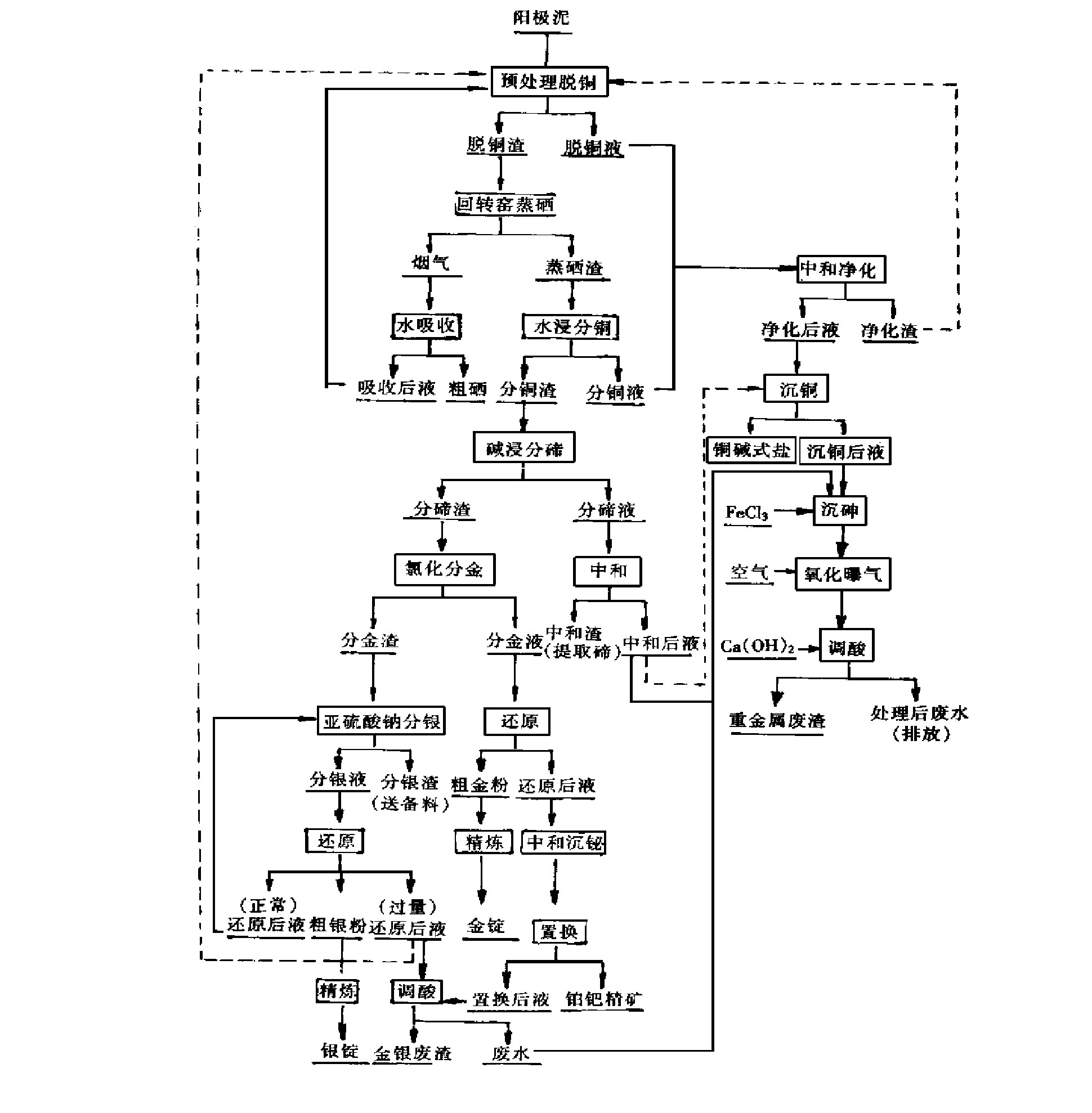
ͼ1 ͭ�����ദ����������ͼ
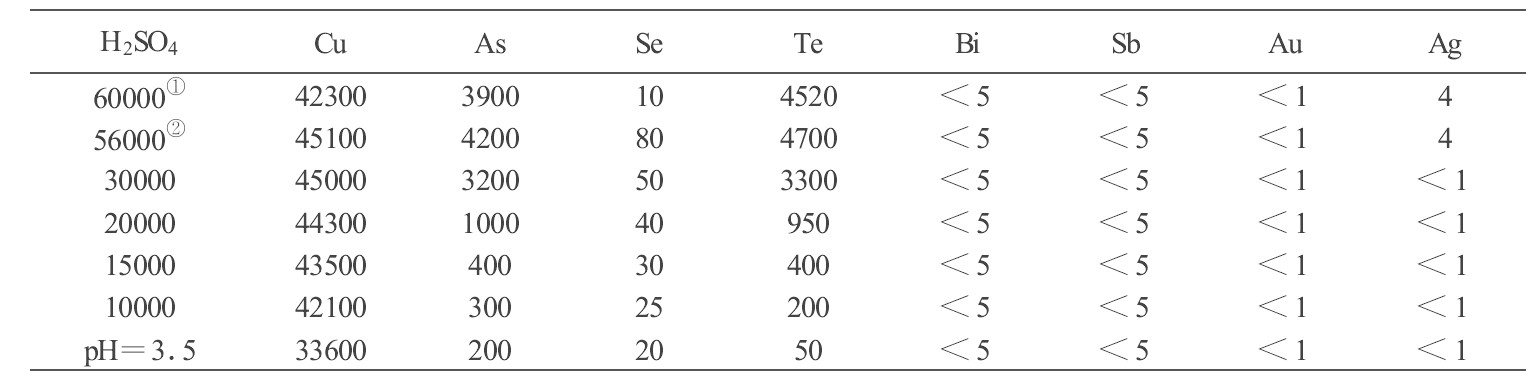
��2 ���շ�Һ��ѧ�ɷ�/g��L-1 ����ԭͼ
��2 ���շ�Һ��ѧ�ɷ�/g��L-1
���ؽ������Ӵ�������, ���ڷ����кͺ�Һ�Ľ���, ��ͷ�ˮ����Ũ�ȸߴ�300��500 mg/L������ʵ��֤��, Ŀǰ�Ĺ������Դ���������Һ��
���ڸ�����߶ȷ�ɢ, ��Һ��Ũ�ȸ�, ����״̬����, �������麦�������Ѷȡ�
2����ۺ���������̽��
��������������ͭ����, ���������·�Ӧ:

�������е��顢ͭ���ڵȽ���������ͭҺ��, ������ϡ�������õ�����, �����ķ�ɢ����Ķ�����Ⱦ���⽫Բ�������
��Ԥ������ͭ�������ͭ����, ������ԭ��ҺŨ����һ��Ũ�Ⱥ������ͭҺ��, ���������·�Ӧ:

(2) �� (3) ʽ����, ����ԭ��Һ������ͭҺ��, [Asn (SO3) m]3n-2m���ӱ��ƻ�, ������������ͭҺ�е�As5+����ͭ�����в�����As5+����ԭΪHAsO2, ���������, �����As2O3����ʽ��������ͭ����, ��ͭ�������ữ����������ˮ����ͭ��������ڡ�����Һ�кͺ�, �齫�����ڷ����кͺ�Һ�С�
�������кͺ�Һ��һ���������ʽ̼��ͭ�����еľ�����Һ���, �������, ������ͭ��������:

����һ����Cu/As��, ����pHֵ���ʶ�ֵ, �ϳ�����ͭ�Ժ���Һ��ͭ����Ⱥ��������ӽ������ŷű���
Ŀǰ��ұ����������������������:����ͭ���Ƴ�����ͭ, ��������ͭ��Һ�������˱��е���, ���˺���Һͨ�����ƻ�������������, ����������ϵͳ����ͭ, �˹��̿�����ʽ��ʾ:

��Cu3 (AsO4) 2���� (5) ʽ�е�CuSO4, ��ӦҲ�ܽ���:

����, �� (6) ʽ���е�ͬʱ, Ҳ�������·�Ӧ:

�ɴ˿ɼ�, ����������������ͭ�е�ͭ���麬�����ޡ�
��������, ��ȡͼ1���߲�����ʾ�Ĺ�������, ����������ʪ�����������и�������龡���ܵظ�����ͭ������Һ�����кͺ�Һ��, ����ͭ����������������Һ��һ��������Ͳ�����ͭ�ļ�ʽ�� (����ͭ��������ͭ) ��Ʒ, ������������96%��98%���鸻����ͭ�ļ�ʽ����, �������������������ͭ����Ϊ��Ľ�����, ����Գ�����á������ĵ����Һ��ֽ��û���Һ������Ưϴˮ�Ȼ��, ���ô�ͳ������ˮ��մ���, ���������ú�������ԭ���������ۺ�����, ���ɱ�֤��ˮ�����0.5 mg/L, ����ʵ�ַ�ˮ����ŷš�
3ʵ��������
3.1������������ԭ��Һ����ͭ���յ�Ӱ��
����ͭ����, �����൱��ͭ������6% (��������) �ľ�����, ��������ԭ��ҺŨ��3����, ��������ͭҺ��, ������������ԭ��Һ����ͭ���յ�Ӱ�����3��
��3 ���Ӿ���������������ԭ��Һ����ͭҺ��Ӱ��/mg��L-1 ����ԭͼ
(1) ��ͭԭҺ; (2) ���Ӿ�������Һ
��3 ���Ӿ���������������ԭ��Һ����ͭҺ��Ӱ��/mg��L-1
��3��ʾ, ���������в����ľ����� (������Ϊ6%) ������ͭ����, ��ͭ���顢�ڵȻ���������Һ�õ�����, �Ҳ�Ӱ����ͭ��;��������ԭ��Һ�Է�Ӧ (2) �� (3) ����, ��������������ԭ��Һ, �����ڵȴֽ�������, �����˷�ɢ, ͬʱ, ����ԭ��Һ�д��ڵ�Cl-����ͭҺ�е�Ag+�в������á����������ԭ��Һ���ӹ���, ��ȹ���, ��ʹ����Cu2+���������Ӱ����ͭЧ��������֤��, ����ԭ��Һ�������Ե�����ͭҺ�����12��15 g/L (��H2SO4��) ����Ϊ�ˡ�
3.2ͭ������Һ�����кͺ�Һ����Ƽ�ʽͭ��
3.2.1ͭ��ȶ����ѳ��ʱ�Ӱ��
��ͭ������Һ������кͺ�Һ��һ���������, ����pHֵ��8.0��9.0��ͭ���ʽ��, ͭ��� (Ħ����) �����ѳ��ʵ�Ӱ���ͼ2, ���Կ���, Cu/As (Ħ����) ��2.9ʱ, �����ʴ�97%���ϡ�
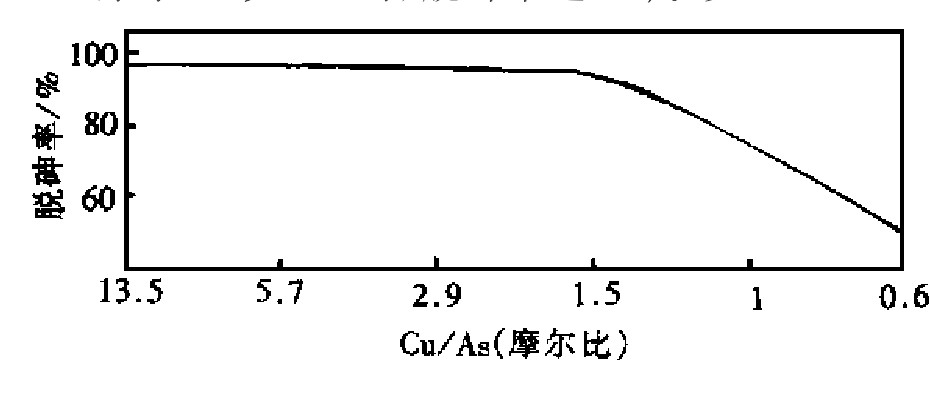
ͼ2 ͭ��� (Ħ����) �����ѳ��ʵ�Ӱ��
3.2.2��ҺpHֵ�����ѳ��ʵ�Ӱ��
��ͭ������Һ������кͺ�Һ��Cu/As (Ħ����) =2.9�ı������, �ڲ�ͬpHֵ������ѳ��ʼ�ͼ3����ҺpHֵ������6��8ʱ, ���ѳ��ʿɴ�99.5%����, ��������pHֵ, ����Һ���鲻��, ����Ҫ������pH����, ��������������
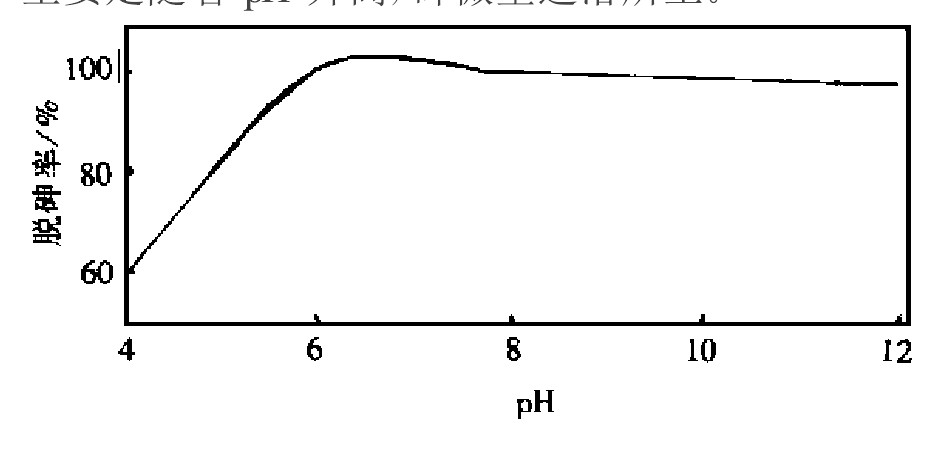
ͼ3 pHֵ�����ѳ��ʵĹ�ϵ
3.2.3�ۺ�����
����ͭ�� (Ħ��) ��Ϊ2.9, ��ҺpHΪ7.0, �ϳ�ͭ���ʽ��, Һ�༰����ɷݼ���4��5��
��4 ͭ���ʽͭ����ԭ��ʽ̼��ͭ�ɷݦ�/% ����ԭͼ
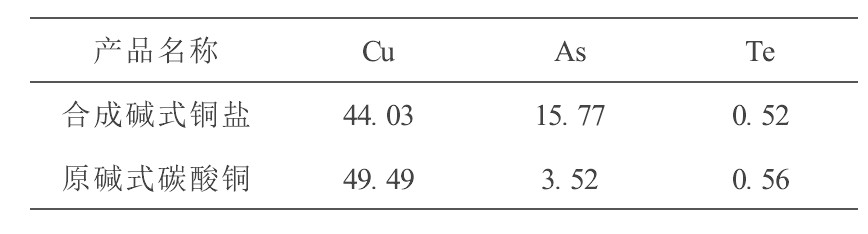
��4 ͭ���ʽͭ����ԭ��ʽ̼��ͭ�ɷݦ�/%
��4��ʾ, ���ɵ�ͭ��ʽ�γ���ϸ���, �����ɷ����ʽ̼��ͭ������ͬ, ��������������������Ҫ��
��5 �ϳ�ͭ���ʽ�ι���Һ��ɷݷ���/mg��L-1 ����ԭͼ
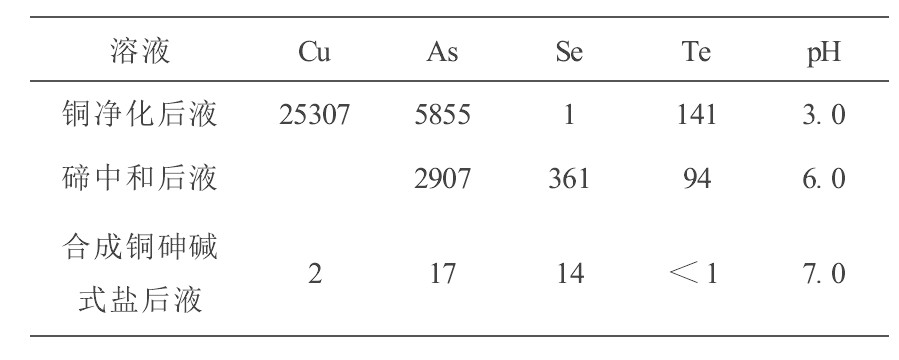
��5 �ϳ�ͭ���ʽ�ι���Һ��ɷݷ���/mg��L-1
��5��ʾ, ����ͭ�� (Ħ��) ��Ϊ2.9, ��ҺpHΪ7.0ʱ, ͭ��ϳɺ�, �������ʴ�99.6%����Һ�����Ϊ17 mg/L��
3.3����ˮ�����
��ұͭ������ʪ������������, ÿ�����ϵͳ������ԼΪ80��120 kg, ������ˮ150��200 m3[2]����ͭ�������ѳ�98%���ϵ����, �����ˮϵͳ����Һ��Ũ�ȿ�����ǰ��300��500 mg/L����8��12mg/L, ������ˮ�ⷨ (���Ȼ������顢�����������������Ƶ���) ������, �ŷŷ�ˮ�ɷݼ���6��
�ɴ˿ɼ�, ���ۺ�������, ��ˮ��ʵ�ִ���ŷš�
��6 �ۺ��������ŷŷ�ˮ�ɷ�/mg��L-1 ����ԭͼ

��6 �ۺ��������ŷŷ�ˮ�ɷ�/mg��L-1
��֮, ��ͭ������������ͭ��������ͭ����������������ԭ��Һ, ���������12��15 g/L����, 98%��99%���齫���������кͺ�Һ��ͭ������Һ��, �������ͭ���ʽ��, ����pHֵ��7.0, 98%���ϵ��齫��ͭ��ʽ���еõ���������, �����ؽ�������ϵͳ�ķ�ˮ���齫����8��12 mg/L������ˮ�ⷨ������������Ա�֤As��0.5 mg/L, ��ˮ��ʵ�ִ���ŷš�
4����
1.ͭ������ʪ���������վ��Ż���, 97%����õ��ۺ�����, ÿ����������ᳵ���ṩ36t��As2O3 (98������) ;ϵͳ��ˮ�麬���ɽ���10��20 mg/L, �ô�ͳ������ˮ��մ�������ʵ�ִ���ŷš�
2.Բ���������ͭ�������ڵķ�ɢ����, ͬʱ, ÿ��ɴӾ���������������ԭ��Һ�л���һ�����Ľ������
3.�Ϻõؽ����������ʪ�����������е����ƽ������, ��������Һ���͵�ѹ��, �����˴����ɱ���
4.�Ϻõؽ���������ദ�������е����ƽ������, ��������Һ���͵�ѹ��, �����˴����ɱ���
�����
[1] ����� ������ͭ , 1 995, (2 ) :1 0
[2] ����ѧ�� , ������ , Ԭ�Ź� ������ͭ , 1 997 (3) :32
[3] �����ٻ� ��ɫұ�� , 1 999 (1 ) :2 2
[4] ��WangXW , WuYQ , ZhouBetal.ProceedingsoftheThirdInternationalConferenceOnHydrometallurgy , Kunming , 1 998

