DOI��10.19476/j.ysxb.1004.0609.2019.11.09
��Ӧ�۸�ԭλ�ϳ�TiC/Ti����Ϳ�������֯�ݱ����
�ں���1��κ ��2, 3��������1�������1���� ΰ2, 3�����ʿ1
(1. ½��װ�ױ�ѧԺװ�������켼�������Ƽ��ص�ʵ���ң����� 100072��
2. �ӱ������������ҵ�����о�����˾���Ӽ� 062450��
3. ��������Ƽ�����˾������100043)
ժ Ҫ����ʯī��Ti��Ϊԭ�ϣ���Ti6Al4V��������Ӧ�۸�ԭλ�ϳ���TiC��ǿTi������Ϳ�㣬�о���Ԥ�÷�Ӧ���ĩ��C�������۸����ղ����Ը���Ϳ������֯�ݱ䡢������ɡ���ǿ����̬��ֲ�����������Ϊ�Լ���Ӳ�ȵ�Ӱ����ɡ��������������Ϳ���ڲ�ԭλ����TiC��ǿ��ֲ����ȣ���Ti�������Ͻ��ܡ�����ྻ��TiC��ǿ���������̬��ֲ���Ҫ��Ϳ��ɷ֡����̹��̺���������ṹ��Ӱ�졣����ʯī�������ߣ�TiC��ǿ����̬���ɶ���ά״�ݱ�Ϊ���ᾧ״���ߴ����������Լ�Ϳ����Ӳ�����������������������ӣ�TiC�ߴ�����������������ȼ�������Ӱ��Ҳ��֮���ӡ�
�ؼ��ʣ�ԭλ�ϳɣ�̼���ѣ���Ӧ�۸�������֯���ѻ����ϲ���
���±�ţ�1004-0609(2019)-11-2524-09���� ��ͼ����ţ�TG174��TB33���� ���ױ�־�룺A
��������ǿ�ѻ����ϲ��ϼ�߸߱�ǿ�Ⱥ����õij����������ر���ԭλ�ϳ��ѻ�����Ϳ������������ѺϽ������[1-2]����ͬ����ӿ�����ֱ�ӽ�Ӳ�����ɢ��Ϳ���ڲ���ԭλ�ϳɼ�����Ϳ���Ʊ�������ͨ��ԭ���в�ͬ�ɷּ�Ļ�ѧ��Ӧԭλ����ǿ���࣬�˷��˴�ͳ����Ϳ���Ʊ������д��ڵ���ǿ��ߴ粻�ɿء��ֲ����������治���������⣬���ѺϽ��������������������˽ϴ��ע[3-4]�����ڶ����ǿ������У�TiC���и�Ӳ�Ⱥߵ���ģ�����䲴�ɱ����ѽӽ�������������ѧ�Ͼ������õ������ԣ��ǵ�ǰ�ѺϽ���ǿ������о����ȵ�[5-6]��
Ŀǰ�ѻ�����Ϳ��ԭλ�ϳɷ�����Ҫ���������۸�[7]���ټ��������屣����[8]���ս�[9]���������۸�[10]�ȣ����м����۸��������ھ߱�ϡ���ʵ͡���ȴ���ʸߡ�������С���ŵ㣬�㷺Ӧ����ԭλ�����ѻ����ϲ��ϵ��Ʊ���HAMEDI��[7]��ʯī��Ti��Ϊԭ�ϣ����ü����۸������ڴ�Ti�������ԭλ�ϳ���Ӳ�ȴﵽ1700HV��TiC֦����ǿ�ѻ�����Ϳ�㡣LANGELIER��[11]��ʯī��Ti��Co��ĩΪԭ�ϣ������۸�ԭλ�ϳ���Ӳ��Ϊ1125HV��TiC֦����ǿ���ܻ�����Ϳ�㡣ZHANG��[12]��Cr2C3��Ti��Ϊԭ�ϣ���Ti6Al4V���漤��ԭλ�Ʊ��˵��ᾧTiC��ǿ�ѻ�����Ϳ�㡣
��Ӧ���ȼ������и�Ч���ܡ�����ʵ���Զ������ŵ㣬��������Ӧ���ڽ���������Ϳ���ԭλ�ϳɡ�WANG��[13]���ø�Ӧ�۸������Ʊ���ԭλTiC��ǿNi������Ϳ�㣬Ϳ��Ӳ�ȸߴ�1200HV0.2��ԼΪ����16Mn�ֵ�5������Ŀǰ���ڸ�Ӧ�۸�ԭλ�ϳ��ѻ�����Ϳ�����ر������٣��ر���δ������C�������۸����ն�Ϳ��ṹ������Ӱ����о������ڴˣ����IJ���Ԥ��Ti/ʯī��ĩ��ϸ�Ƶ��Ӧ�����ۻ��ķ�������Ti6Al4V�����Ʊ���TiC/Ti����Ϳ�㣬�о���Ԥ�÷�Ӧ���ĩ��ʯī�������۸����ղ�����Ϳ������֯��������ɡ���ǿ����ò��ֲ�����������Ϊ�Լ���Ӳ�ȵ�Ӱ����ɡ�
1 ʵ��
ʵ���ú���������25 ��m������99.7%��ʵ����ʯīΪ���״�����Ƭ��״��Ƭ��ֱ��2~3 ��m�����200~500 nm��������ά��ϻ����ѷۺ�ʯī���л�ϴ�����ʱ��24 h��ת��90 r/min����Ϸ�ĩ��ʯī���������ֱ�Ϊ2.7%��5.9%��9.7%��14.3%����Ӧ��Cԭ��Ħ�������ֱ�Ϊ10%��20%��30%��40%����TC4(Ti6Al4V)�����ѺϽ���Ϊ������ϣ������ߴ�Ϊ50 mm��30 mm��10 mm��������ɰ����ȥ����������������ۣ���ʯ������Һ��ϴ�����������档����Ϻ��Ti��ʯī��ĩ��ճ���(����:�ɽ���Ϊ1:3��������)����Ƴɸ�״�����Ϳ��TC4������棬������ո������н��к�ɴ������¶�150 �棬ʱ��2 h����ñ���Ԥ�ú��1.6~1.7 mm��Ӧ���ĩ�Ĵ��۸���Ʒ��
ͼ1��ʾΪ��Ӧ�۸�ԭλ�ϳ��ѻ�����Ϳ����̵�ʾ��ͼ[14]���۸����������������ڳ��������ʯӢ�������ڡ�����ƽ���Ӧ��Ȧ�����۸�����Ȧ���γߴ�Ϊ30 mm��50 mm��8 mm������ͭ�ܳߴ�8.0 mm��8.0 mm���ں�0.5 mm�����ñ�1�����Ż���Ĺ��ղ��������۸�ʵ�顣���У�PΪ���ʣ�vΪ��Ȧɨ���ٶȣ�QΪ����������aΪ��Ȧ��Ԥ�÷�ĩ����ľ��롣

ͼ1 ��Ӧ�۸�ԭλ�ϳ��ѻ�����Ϳ�㹤�չ���ʾ��ͼ
Fig. 1 Schematic diagram showing set-up of induction cladding of in-situ Ti matrix composite coating
��1 Ϳ���Ӧ�۸����ղ���
Table 1 Processing parameter of coating induction cladding

����Bruker D8 Advance��X���������Ƿ���Ϳ��������ɣ���FEI Nova NanoSEM 450�ͳ�����ɨ��羵������ʴ��Ϳ����������֯����JEM-2100����羵��������Ϳ���۽ṹ����Buehler micromet 6030����Ӳ�ȼƲ���Ϳ����Ӳ�ȡ�
2 ���������
2.1 Ϳ���������
ͼ2��ʾΪԤ�÷�ĩ����Ϳ���XRD�ס���ͼ2���Կ�������ͬ�ɷֵĸ�Ӧ�۸�Ϳ��XRD���о���ʶ�����Ե�TiC�����壬ͬʱδ�����Ե�ʯī�������������壬�����۸�������ʯī��Ti��ȫ��Ӧ����TiC��ͨ���Աȿ�֪����ͬʯī�������Ʊ��õ��ĸ���Ϳ�����������ͬ����֮ͬ������TiC������ǿ����ʯī���������Ӷ���ǿ����������Ϳ����TiC��ǿ���������������ࡣ���⣬Ϳ��������ɴ�����-Ti��������-Ti���ɡ�

ͼ2 ��Ӧ�۸�ǰԤ�÷�ĩ���۸���Ϳ���XRD��
Fig. 2 XRD patterns of preplaced powders before cladding and composite coating after cladding
2.2 Ϳ������֯
ͼ3��ʾΪ��Ӧ�۸�TiC/Ti����Ϳ������SEM ��(Ԥ�÷�ĩ��C����Ϊ30%)����ͼ3���Կ�����Ϳ�����ƽ������֯���ܡ���Ⱦ��ȣ��ڲ��ͽ�����϶�����ƣ����ѺϽ�����γ������õ�ұ���ϡ�Ϳ���ڲ��������Ե��ᾧΪ��������һ�����ؾ���������һ������ɢ�ֲ��ھ����ڲ����ߴ�ԼΪ1~2 ��m����ͼ3(d)�ɼ���Ϳ���������洦�γ���һ�����ȵĹ���������������������ʶ���ά״��ֱ���ͳ��ȷֱ�ԼΪ1 ��m��3 ��m����ʵ�ʹ۲��з��֣���Ԥ�÷�ĩ��C��������10%(Ħ������)��Ϳ���ڲ���ǿ����ò��ֲ�������Ϊ���ƣ�TiC��Ϊ���ᾧ����C������10%������ʱ��Ϳ����TiC�Զ���ά״Ϊ����

ͼ3 ��Ӧ�۸��ѻ�����Ϳ�������ò��SEM��
Fig. 3 Cross-sectional SEM images of in-situ TiC/Ti composite coating
Ϊ��һ��ȷ��Ϳ����������Ĺ��ɣ�����TEM���ѡ��������������˵��ᾧ����ά״��ǿ����۽ṹ�������ͼ4��ʾ����ͼ4�ɼ�����ǿ������������ྻ����Ͻ��ܣ�δ���ֿ�϶�����Ƶ�ȱ�ݼ����ԵĽ��淴Ӧ���SAD����������������ᾧ��ǿ����������ǿ���ΪTiC������ԭλ����TiC���������������ý��Ϊ����Ϊ��ǿ�����Ϳ�����ѧ�����ṩ�����õĻ�����
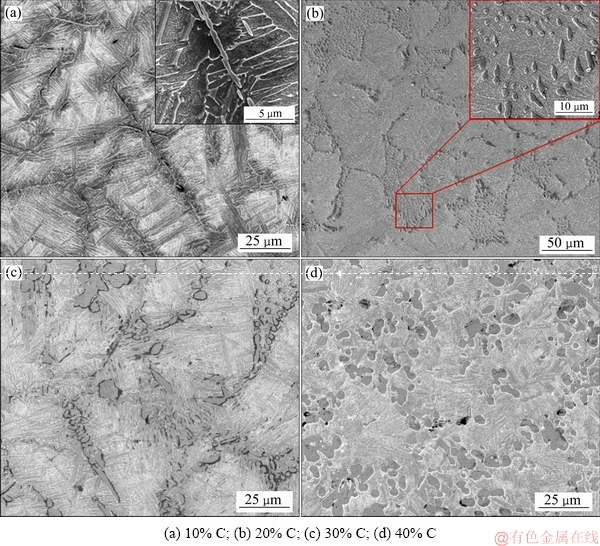
ͼ5��ʾΪ��ͬʯī����Ԥ�÷�ĩ�ڹ���1�����»�õ�Ϳ�����SEM����ͼ5���Կ�����C����Ϊ10%�����£�TiC��ǿ��ʶ���ά״��ƽ��ֱ��ԼΪ500 nm������ԼΪ2~4 ��m������ά״TiC��ֱ�����й��ɳ�Լ20~30 ��m����״��ǿ�࣬���ȷֲ���Ϳ���ڲ�����C��������20%ʱ��TiC�ɶ���ά�ݱ�Ϊ����״�ͽ��Ƶ���״����������ԼΪ0.5~2.0 ��m������״TiC����һ�����ؾ���������һ������ɢ�ֲ��ھ����ڡ���C����Ϊ30%ʱ����ǿ����̬�ͷֲ���20%ʯī�����»�õ�Ϳ��������ƣ���TiC�ߴ�ͺ�����һ������C�����ﵽ40%ʱ��TiC�Ե��ᾧΪ�������ȷֲ�������Ϳ���ڲ����ߴ�Ϊ2~8 ��m��
ͼ6��ʾΪ��ͬʯī����Ԥ�÷�ĩ�ڹ���2�����»�õ�Ϳ�����SEM����ͼ6�ɼ�����C����Ϊ10%ʱ��Ϳ����TiCͬ���ʶ���ά״������ߴ�ͬ����1�����»�õ�Ϳ������ǿ�������������C����Ϊ20%ʱ��TiC��״�ͷֲ�����ͬ�ɷ����ɹ���1�Ʊ���Ϳ�����ƣ�����ά״TiC�������״ת�䣬��ǿ��ߴ���������ԼΪ0.8~4.0 ��m����C��������30%ʱ������״��ǿ��ߴ�������������һ�����ؾ���������һ������ɢ�ֲ��ھ����ڣ��ߴ�Ϊ2~10 ��m����C��������40%����ά״��ǿ����ȫ��ʧ��TiC�Ե���״�ͽ��Ƶ���״���ȷֲ���

ͼ4 ����Ϳ���ڲ���ǿ����������TEM��ò��ѡ���������仨��
Fig. 4 TEM images and SAD patterns of reinforcement and matrix of composite coating

ͼ5 ����1�����²�ͬ�ɷ�Ԥ�÷�ĩ���۸����õĸ���Ϳ�������ò��SEM��
Fig. 5 SEM images of cross-sectional morphologies of composite coatings with different chemical compositions in raw powders, and synthesized under conditions of P=16.5 kW and v=2.7 mm/s
ͼ6 ����2�����²�ͬ�ɷ�Ԥ�÷�ĩ���۸����õĸ���Ϳ�������ò��SEM��
Fig. 6 SEM images of cross-sectional morphologies of composite coatings with different chemical compositions in raw powders, and synthesized under conditions of P=13 kW and v=1.9 mm/s
ͼ7��ʾΪ��ͬʯī����Ԥ�÷�ĩ�ڹ���3�����»�õ�Ϳ�����SEM����ͼ7�ɼ����ڶ�Ӧ��C�����£�����Ϳ���ڲ�TiC��ǿ�����̬��ֲ�ͬ����1����2�����»�õ�Ϳ�����ƣ�����ߴ��һ�������ر��ǵ�C����Ϊ40%ʱ������TiC�����ߴ���������20 ��m��
�ۺ�ͼ5~7��ʾ������Եó�����ͬ���������£�����Ԥ�÷�ĩ��ʯī���������ӣ�TiC/Ti����Ϳ����TiC��ǿ��ĺ������࣬�ߴ�������״�ɶ���ά״�����״ת�䣬�ֲ����ؾ����������ھ����ڲ���ɢ�ֲ�������Ϳ���ھ��ȷֲ�ת�䡣��Ԥ�÷�ĩ�ɷ���ͬ�������£����Ÿ�Ӧ�۸����ʺ���Ӧ��Ӧ��Ȧɨ���ٶȵ����ӣ����������������Ľ��ͣ�TiC��ǿ��ߴ���С�����⣬����ͼ��Ҷȴ�����������õ���Ϳ���ڲ�TiC������������ʾ����ͬ������������ͬ�ɷֵĸ���Ϳ���ڲ�TiC��ǿ�ຬ���ӽ���Ԥ�÷�ĩ��C�����ֱ�Ϊ10%��20%��30%��40%�����»�õĸ���Ϳ�㣬���ڲ�TiC����������ֱ����Ϊ3.8%��13.6%��16.9%��26.7%��
2.3 ��������Ϊ
ͼ8��ʾΪC����Ϊ20%��Ԥ�÷�ĩ�ڲ�ͬ�۸������»�õĸ���Ϳ����������OM��Ƭ����ͼ8���Կ�������Ӧ�۸��ѻ�����Ϳ�����������Ϳ�������巽��������ԵĹ���������Ӱ������������湤�������仯����������Ϳ���ڲ�����ǿ����״��ͬ����ǰ������C����Ϊ20%��Ԥ�÷�ĩ���۸����õ�Ϳ�㣬���ڲ�TiC�Ե��ᾧΪ�����ؾ�������ͬʱ��ɢ�ֲ��ڲ��־����ڲ�������������TiC�ʶ���ά״���ֲ����ȡ������ϣ������������������ӣ�Ϳ����洦�Ĺ�����������ٽ�����һ���γ������Ե���֯�ֻ���������������Ϳ����Ӱ������������

ͼ7 ����3�����²�ͬ�ɷ�Ԥ�÷�ĩ���۸����õĸ���Ϳ�������ò��SEM��
Fig. 7 SEM images of cross-sectional morphologies of composite coatings with different chemical compositions in raw powders, and synthesized under conditions of P=10 kW and v=1.2 mm/s

ͼ8 ��ͬ�۸�����������TiC/Ti����Ϳ����������OM��
Fig. 8 OM images of interface regions of TiC/Ti composite coatings prepared under different cladding processing parameters (20% C)
2.4 Ϳ����Ӳ��
ͼ9��ʾΪ��ͬʯī������Ԥ�÷�ĩ����Ӧ�۸���õ��ĸ���Ϳ�������Ӳ�ȱ仯���ߡ���ͼ9�ɼ�������C�������ӣ�TiC/Ti����Ϳ����Ӳ�������ߡ���Ϳ�����������֯������֪��Ϳ���ڲ�TiC��ǿ������������Ԥ�÷�ĩ��C�������Ӷ����ߣ�TiC������Ϳ���ǿ������������Ϳ����Ӳ�ȵ����ߡ�

ͼ9 TiC/Ti����Ϳ��Ľ�����Ӳ�ȷֲ�����
Fig. 9 Microhardness profile of cross section of TiC/Ti composite coating
2.5 Ϳ������֯�ݱ��������
���е��о��������[15]��Ti��C֮��������Ӹ��ºϳɷ�Ӧ��1500 K���¼��ɷ�������ԭλ��Ӧ�γ�TiC����ǿ����������ƿɹ���Ϊ��ɢ���ƺ��ܽ�C�������ơ�����[16-17]ͨ����������ѧ�Ͷ���ѧ������֣�TiC�ij������¶ȵ���1554 Kʱ����ɢ����Ϊ�������¶ȸ���1554 Kʱ���ܽ�C��������Ϊ����ͨ������£�����Ӧ�ϳ��¶ȸ���Һ�����¶�ʱ����ǿ���ԭλ��������Ϊ�ܽ�C��������[18]������ǰ���о����[14]����Ӧ�۸��ѻ�����Ϳ��ĺϳ��¶ȳ���2000 �棬Զ����Ti��Һ�����¶ȡ�����Ti-C��Ԫ��ͼ�����۸������У�TiC��ǿ������ȫ�ܽ���Һ���У�TiC�����̹��������κ˲�����ķ�ʽ��Һ����������������������TiC���������У��ɷ֡����̹��̺���������ṹ����������̬��ֲ�������ҪӰ��[14, 18]��
�������������ٷ��䵼�¹�Һ�������������Ȼ���ʹ�������̹���������ƽ����ͼ�����Ĺ��̽��У�����ƽ�����̹�������ѭƽ�����̹����еĻ������ɡ���ˣ����ھ�������ƽ����ͼ����������ʶ�������ƽ����������Ԥ�÷�ĩ��C����Ϊ10%������£�����Ϳ���ڲ�TiC�ʶ̰�״������TiC���������������֪���óɷ�Ϳ���ڲ�Cԭ�ӵ�Ħ������ԼΪ3.2%���ӽ�������ɷ֡����ڹ������������У��ڶ���֮һ���������С��30%������£��������еĸ�����״�ֲ�ʱ�ܵ������������С��������Ҳ�����ͣ������������������γ���ά״[19]����C����Ϊ20%��30%ʱ������Ϳ���ڵ�ʵ��TiC�����ֱ�Ϊ10.8%��13.2%���ڴ������£�T-C��ͼ��L+TiCҺ����������ƽ����ͬʱ���ڷ�ƽ�����̹��̣�ʹҺ���߽�һ�������ƶ��������γɳɷֹ��䣬Һ����������TiC������NaCl�;���ṹ���ص�����׳����γɵ��ᾧ[14, 18, 20]����TiC�����ϸ�ʱ�����ڸ�Ӧ�۸��������ܴﵽ������¶����ޣ�����TiC�����۳���ȫ���ܽ⣬���ǽ�������ߴ�TiC�����IJ����ܽ��ֲ������TiC�ܽ⣻��������ȴ���̹����У��ܽ��TiC���������γ�С�ߴ��TiC��ǿ�壬��δ�ܽ���ܽ��TiC���γɴ�ߴ����ǿ�������
���⣬��1���еĸ�Ӧ�۸����ղ����У����Ź��ʵ����ӣ�Ϊ����Ϳ����ۣ���֮ƥ�����Ȧɨ���ٶ�Ҳ��Ӧ���ӣ��������ϵ������������½������У���Ȧɨ���ٶ���ҪӰ��Ϳ��ļ��Ⱥ���ȴ�ٶȣ��ر������Ÿ�Ӧ��Ȧɨ���ٶȵ����ӣ�Ϳ�����̹����е���ȴ�ٶȼӿ죬ʹ���������е�TiC������������һ�����Ӷ���������ǿ��ߴ�Ľ��ͣ���֮����TiC���۳������������ʱ���һ�����ӣ����¸���Ϳ���ڲ�TiC��ǿ��ijߴ������������������߶���������
3 ����
1) ��Ӧ�۸�ԭλ�ϳ�TiC/Ti����Ϳ�����֯���ܡ�����ƽ����������γ���ұ���ϡ�Ϳ���ڲ�ԭλ����TiC�ֲ����ȣ���������Ͻ��ܡ�����ྻ��
2) TiC��ǿ��ij��������ҪΪ�ܽ�-�������ƣ�Ϳ��ɷ֡����̹��̺�TiC����ṹ����������̬��ֲ�������ҪӰ�졣
3) ʯī����һ����Ӱ�츴��Ϳ���ڲ�ԭλ����TiC����̬��������������ֲ�����һ������TiC����ɢǿ�����ö�Ӱ��Ϳ��Ӳ�ȡ�����ʯī�������ӣ�Ϳ����TiC�ɶ���ά״�ݱ�Ϊ���ᾧ״����ߴ硢���������Ϳ��Ӳ��������
4) �۸�����Ӱ����ǿ�������Լ�Ϳ�������Ľ�������Ϊ�����������������ӣ�TiC�ߴ�����������������ȼ�������Ӱ����֮�Ӵ�
REFERENCES
[1] Ԭ��¼, �� ��, ������. ԭλ����TiC-M7C3�������ӽṹ����ɻ���Ħ��ѧ����[J]. �й���ɫ����ѧ��, 2017, 27(10): 2062-2071.
YUAN You-lu, ZHANG Yi, LI Zhu-guo. Hybrid structure and dry sliding tribological characteristics of in-situ synthesizing TiC-M7C3[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(10): 2062-2071.
[2] ��־��, �ŵ´�, �� ��, ���´�, �ֽ���. Ti-7.5Nb-4Mo-2Sn�Ͻ�̼��Ԫ�ؼ������Ͻ�Ϳ�������֯����ĥ����[J]. �й���ɫ����ѧ��, 2014, 24(8): 2100-2106.
LAN Zhi-jun, ZHANG De-chuang, YANG Fei, LUO Zhi-chun, LIN Jian-guo. Microstructures and wear properties of coating on Ti-7.5Nb-4Mo-2Sn alloy prepared by laser surface alloying of C-Si powders[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(8): 2100-2106.
[3] HONG X, TAN Y F, WANG X L, TAN H. Effects of nitrogen flux on microstructure and tribological properties of in-situ TiN coatings deposited on TC11 titanium alloy by electrospark deposition[J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 3329-3338.
[4] BAO Y, HUANG L J, AN Q, JIANG S, GENG L, MA X X. Wire-feed deposition TiB reinforced Ti composite coating: Formation mechanism and tribological properties[J]. Materials Letters, 2018, 229: 221�C224.
[5] �ų���, ����־, ����ƽ, �� ��, ����, ������. (TiBw+TiCp)/Ti���ϲ��ϵĸ���������ѧ��Ϊ��ʧЧ����[J]. �й���ɫ����ѧ��, 2016, 26(11): 2287-2295.
ZHANG Chang-jiang, ZHANG Shu-zhi, HOU Zhao-ping, LIN Peng, KONG Fan-tao, CHEN Yu-yong. Tensile mechanical behavior and failure mechanism of (TiBw+TiCp)/Ti composites at elevated temperature[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(11): 2287-2295.
[6] SAVALANI M M, NG C C, LI Q H, MAN H C. In situ formation of titanium carbide using titanium and carbon-nanotube powders by laser cladding[J]. Applied Surface Science, 2012, 258: 3173-3177.
[7] HAMEDI M J, TORKAMANY M J, SABBAGHZADEH J. Effect of pulsed laser parameters on in-situ TiC synthesis in laser surface treatment[J]. Optics and Lasers in Engineering, 2011, 49: 557-563.
[8] YANG R J, LIU Z D, YANG G, WANG Y T. Study of in-situ synthesis TiCp/Ti composite coating on alloy Ti6Al4V by TIG cladding[J]. Procedia Engineering. 2012, 36: 349-354.
[9] ZHOU W, ZHAO Y G, LI W, MEI X L, JIANG Q C. The in situsynthesis and wear performance of a metal matrix composite coating reinforced with TiC-TiB 2 particulates, formed on Ti-6Al-4V alloy by a low oxygen partial pressure fusing technique[J]. Surface and Coatings Technology, 2008, 202: 1652-1660.
[10] ����Ƽ, ��Ƽ��, ����. �������۸�ԭλ�ϳ�TiC�մɿ�����ǿ����Ϳ�����֯������[J]. �й���ɫ����ѧ��, 2004, 14(8): 1335-1339.
WU Yu-ping, LIN Ping-hua, WANG Ze-hua. Microstructure and properties of in-situ synthesis of TiC particle reinforced composite coating by plasma cladding[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(8): 1335-1339.
[11] LANGELIER B C, ESMAEILI S. In-situ laser-fabrication and characterization of TiC-containing Ti-Co composite on pure Ti substrate[J]. Journal of Alloys and Compounds, 2009, 482: 246-252.
[12] ZHANG S, WU W T, WANG M C, MAN H C. In-situ synthesis and wear performance of TiC particle reinforced composite coating on alloy Ti6Al4V[J]. Surface and Coatings Technology, 2001, 138: 95-100.
[13] WANG Z T, WANG Y D. Microstructure and properties of in-situ synthesis of TiC particle reinforced composite coating by induction cladding[J]. Key Engineering Materials, 2007, 336/338: 1725-1727.
[14] YU H L, ZHANG W, WANG H M, JI X C, SONG Z Y, LI X Y, XU B S. In-situ synthesis of TiC/Ti composite coating by high frequency induction cladding[J]. Journal of Alloys and Compounds, 2017, 701: 244-255.
[15] NUKAMI T, FLEMINGS M C. In situ synthesis of TiC particulate-reinforced aluminum mateix composites[J]. Metallurgical and Materials Transactions A, 1995, 26(7): 1877-1884.
[16] TONG X C, FANG H S. Al-TiC composites in situ-processed by ingot metallurgy and rapid solidification technology: Part I. Microstructural evolution[J]. Metallurgical and Materials Transactions A, 1998, 29: 875-891.
[17] TONG X C, FANG H S. Al-TiC composites in situ-processed by ingot metallurgy and rapid solidification technology: Part II. Mechanical behavior[J]. Metallurgical and Materials Transactions A, 1998, 29: 893-902.
[18] ��ά��, ��־��, �� ݶ, ��Сũ, ���˽�. ԭλ�ϳ��ѻ����ϲ�����ǿ��TiC���ṹ����[J]. �й���ɫ����ѧ��, 2002, 12(3): 511-515.
L�� Wei-jie, YANG Zhi-feng, ZHANG Di, ZHANG Xiao-nong, WU Ren-jie. Microstructural characterization of TiC in in situ synthesized titanium matrix composites[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(3): 511-515.
[19] �� ��. ����ѧԭ��[M ]. ������: ��������ҵ��ѧ������, 1990.
LI Chao. Principles of metallography[M]. Harbin: Harbin Institute of Technology Press, 1990.
[20] JEITSCHKO W, POTTGEN R, HOFFMAN R D. Structural chemistry of hard materials, in: R. Riedel (Ed.), Handbook of ceramic hard materials[M]. New York: Wiley-VCH, 2003.
Microstructure evolution mechanism of in-situ TiC/Ti composite coating by induction cladding
YU He-long1, WEI Min2, 3, ZHANG Meng-qing1, LI En-zhong1, ZHANG Wei2, 3, XU Bin-shi1
(1. National Key Laboratory for Remanufacturing, Army Academy of Armored Forces, Beijing 100072, China;
2. Hebei Jingjinji Institute of Remanufacturing Industry & Technology Co., Ltd., Hejian 062450, China;
3. Beijing Ruiman Technologies Co., Ltd., Beijing 100043, China)
Abstract: TiC/Ti composite coating was in-situ synthesized on Ti6Al4V substrate using the powder mixture of Ti and graphite by induction cladding method. The effects of chemical composition of raw materials and processing parameter on the microstructure, phase structure, morphology and distribution of the reinforcements, interface bonding behavior and microhardness of the composite coating were studied. The results indicate that fine TiC reinforcements, with a clean interface and tight bond with the matrix, are in-situ formed and uniformly dispersed in the coating. The morphology and distribution of TiC reinforcements in coating are mainly influenced by the composition, solidification process and crystal structure of TiC. With the increase of graphite content, the morphology of the in-situ TiC gradually evolves from short fiber to equiaxed crystal, and its size and volume fraction and the coating hardness increase. With the increase of heat input, the size of TiC increases, and the width of the interface transition region and the heat effect on the substrate also increase.
Key words: in-situ synthesis; TiC; induction cladding; microstructure; Ti matrix composite
Foundation item: Projects(2017YFB0310703, 2017YFF0207905) supported by the National Key Research and Development Program of China
Received date: 2018-04-03; Accepted date: 2019-06-24
Corresponding author: YU He-long; Tel: +86-18811025912; E-mail: helong.yu@163.com
(�༭ ��ѧ��)
������Ŀ�������ص��з��ƻ�������Ŀ(2017YFB0310703��2017YFF0207905)
�ո����ڣ�2018-04-03�������ڣ�2019-06-24
ͨ�����ߣ��ں��������о�Ա����ʿ���绰��18811025912��E-mail��helong.yu@163.com

