网络首发时间: 2018-09-21 10:48
稀有金属 2019,43(10),1047-1053 DOI:10.13373/j.cnki.cjrm.xy18070039
激光沉积修复 TA15激光沉积件的组织和疲劳性能
王维 李辛觉 赵朔 范荣博 杨光
沈阳航空航天大学航空制造工艺数字化国防重点学科实验室
沈阳新松机器人自动化股份有限公司
摘 要:
采用激光沉积修复技术(LDR)对TA15激光沉积件(LDM)内部损伤进行修复,研究修复后的组织与疲劳性能,并与原沉积试样进行对比。结果表明,修复试样整体组织均为网篮组织,母材区组织尺寸相比修复区较为粗大,两区之间的热影响区由大到小逐渐过渡;修复试样的疲劳极限为540 MPa略低于原沉积试样的555 MPa,但应力水平较高时,修复试样组织细小的优势突出,疲劳性能高于原沉积试样;修复试样具有较强的组织敏感性,疲劳裂纹均起源于气孔,裂纹源区有明显的α,β片层撕裂特征并有与其尺寸相当的解理台阶出现。裂纹扩展初期,组织敏感尺寸较小,易在多个取向相同的α片层处偏转,裂纹扩展后期,组织敏感尺寸增大,裂纹更易在粗大的α晶界处偏转。同时二次裂纹常伴随出现,增加能耗,提高疲劳寿命。
关键词:
激光沉积修复 ;激光沉积制造 ;TA15钛合金 ;显微组织 ;疲劳性能 ;
中图分类号: TG146.23;TG665
作者简介: 王维(1957-),男,辽宁沈阳人,博士,教授,研究方向:激光快速成形;电话:024-89723852;E-mail:757539619@qq.com;
收稿日期: 2018-07-29
基金: 国家重点研发计划项目(2017YFB1104002,2018YFB1105805); 工信部民用飞机专项科研项目(MJZ-2016-G-71)资助;
Microstructure and Fatigue Properties of Laser Deposition Repaired TA15 Titanium Alloy Manufactured by Laser Deposition Wang Wei Li Xinjue Zhao Shuo Fan Rongbo Yang Guang
Key Laboratory of Fundamental Science for National Defence of Aeronautical Digital Manufacturing Process,Shenyang Aerospace University
Shenyang SIASUN Robotics Automation Limited by Share Ltd.
Abstract:
Laser deposition repairing(LDR) technology was used to repair the laser deposition manufactured(LDM) TA15 titanium alloy with defects. The repaired microstructure and fatigue properties were investigated and compared with the original samples. The results showed that the whole repaired microstructure was basketweave. The size of substrate microstructure was larger than that of the repaired zone and gradually changed from large to small in the heat affected zone between two zones. The fatigue strength of the repaired samples was 540 MPa, which was slightly lower than 555 MPa of the laser deposition manufactured samples. However, when the stress level was high, the small size of the repaired microstructure was prominent, and the fatigue life was higher than that of the laser deposited samples. The repaired part had strong microstructure sensitivity, and all the fatigue crack source from the pore. The crack initiation region was characterized by obvious α, β lamellar tearing and crystallographic cleavage facets of them. At the initial stage of crack propagation, the sensitive structure of the tissue was small, and it was easy to deflect at some α lamellar with the same orientation. At the late stage of crack propagation, the tissue sensitive size increased,and the crack was easily to deflect at the coarse α grain boundary. Secondary cracks often occurred at the same time and increased energy consumption and fatigue strength.
Keyword:
laser deposition repairing; laser deposition manufacturing; TA15 titanium alloy; microstructure; fatigue properties;
Received: 2018-07-29
Ti-6Al-2Zr-Mo-V(TA15)合金是一种高铝当量的典型近α型钛合金, 具有优良的焊接、 热强性能以及塑性。 在航空航天、 石油化工等领域都得到了日趋广泛的应用
[1 ,2 ,3 ]
。 钛合金的传统加工方式具有周期长, 加工难度大, 材料利用率低等弊端, 生产小批量复杂零件时, 这些特征更为突出。 激光沉积制造技术(laser deposition manufacturing, LDM)是一种新型的材料成形制备工艺, 以“离散+堆积”思想为成形基础, 突破传统加工方式
[4 ,5 ]
, 成功解决了钛合金加工难, 浪费材料等问题, 已经成为钛合金的一种重要加工方式。 但在激光沉积制造过程中, 因材料本身特性, 工艺参数设定不当等原因可能使零件产生缺陷。 同时, 零件在服役过程中, 恶劣的工作环境也可能使零件失效, 造成经济损失
[6 ]
。 缺陷件与损伤件的修复成为日益严重, 亟待解决的问题。 目前, 国内外学者多集中于铸、 锻坏损件的修复研究工作, 但对激光沉积制件的修复工作鲜有研究。 而且传统的修复方式如MIG(metal inertia gas)焊、 TIG(tungsten inert gas)焊、 电镀刷和激光熔覆等
[7 ,8 ]
容易出现与基体结合不良, 修复后整体组织不均匀导致力学性能不达标等问题。
激光沉积修复技术(laser deposition repairing, LDR)是结合激光熔覆与激光立体成形两者优势的新型修复工艺, 可有效解决传统修复方式的弊端, 解决零件在生产和使用过程中产生的质量问题
[9 ]
。 它以坏损件的待修复表面为基底进行激光沉积, 保证不损伤零件本体的前提下, 恢复其原有的尺寸与力学性能, 以实现对坏损件的局部区域二次沉积再制造
[10 ,11 ]
。 目前关于钛合金激光沉积与激光沉积修复铸、 锻件的研究已取得一定成果, Sterling等
[12 ]
研究了激光近净成形TC4的疲劳性能, 结果表明气孔的尺寸、 位置对疲劳性能均有影响。 贺瑞军等
[13 ]
研究了TA15激光沉积件的高周疲劳性能, 发现疲劳裂纹更易在气孔处萌生, 细小的片层组织可有效简短滑移长度, 增大裂纹形核阻力。 陈亮等
[14 ]
对激光修复带孔TA15锻件的力学性能进行了研究, 研究表明显微组织从典型的双态组织逐渐过渡到网篮组织, 力学性能相对有所提升。 许良等
[15 ]
对激光沉积修复TA15锻件的疲劳性能进行了研究, 研究表明固溶时效后修复件的疲劳寿命高于退火态修复件, 但只达到母材寿命的70%。
但目前并没有激光沉积修复钛合金沉积件的力学性能的相关研究, 修复前后组织的差异, 不同的热处理制度均可能导致修复后零件的力学性能产生变化。 因此, 本文通过模拟TA15激光沉积件在加工与使用过程中出现的缺陷, 采用激光沉积修复技术对其进行修复, 研究修复前后显微组织的变化, 并探究其疲劳性能, 为激光沉积增材制件的修复提供工艺性能参考。
1 实 验
TA15预损伤激光沉积修复实验是在沈阳航空航天大学LDM-800系统上完成的。 该系统包括半导体激光器、 载气式送粉器、 四路同轴送粉头、 冷水机、 惰性气氛保护箱和氧分析仪等。 母材的制备与损伤修复工作均采用该设备, 粉末采用真空等离子旋转电极法制备的TA15球形粉, 化学成分为6.530 Al, 1.530 Mo, 1.470 V, 1.780 Zr, 0.130 Fe, 0.033 Si, 0.012 C, 0.014 N, 0.005 H, 0.110 O, 其余为Ti。 母材制备与修复工艺参数相同, 如表1所示。 待修复LDM母材试样尺寸为300 mm×75 mm×120 mm, 热处理制度为850 ℃/1.5 h, AC+650 ℃/2 h, AC(air cooling)双重退火。 将损伤位置预设在母材内部, 并将其规则化为槽状(图1(a))。 修复前对待修复槽表面用砂纸打磨, 丙酮擦拭, 修复后对整体试样进行650 ℃/2 h, AC去应力退火。 图1(b, c)分别为疲劳试样取样示意图及其尺寸。
表1 激光沉积与修复工艺参数
Table 1 Process parameters of laser deposition and repairing
Laser
Scanning-1 )
Powder -1 )
Laser
Overlapped
Constraint gas-1 )
8~12
12
300
40~50
12~16
图1 激光沉积修复加工与取样示意图
Fig.1 Schematic of laser deposition repair processing and sampling (mm)
(a)Substrate to be repaired;(b)Sampling method;(c)Schematic diagram of the high-cycle fatigue specimen
采用ULTRA/PLUS场发射扫描电子显微镜(SEM)分析疲劳断口。 在母材区、 修复区与疲劳试样断裂表面分别截取组织试样进行分析。 组织试样腐蚀采用Kroll腐蚀剂(HF∶HNO3 ∶H2 O=1∶2∶17, 体积比), 采用OLYMPUSGX51光学显微镜(OM)分析金相组织。
2 结果与讨论
2.1 组织分析
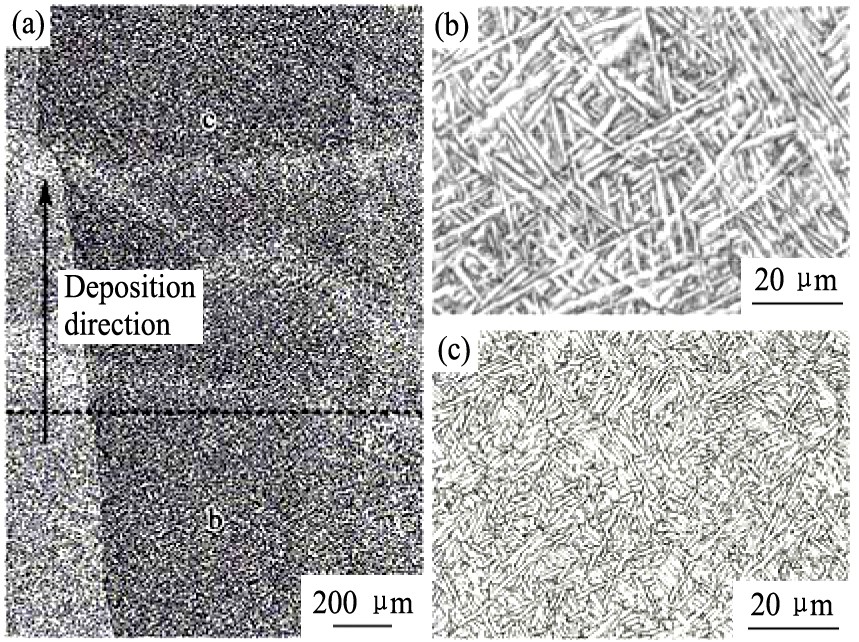
图2(a)为激光沉积修复TA15沉积件的宏观组织形貌, 母材与修复区之间无明显缺陷, 形成了致密的冶金结合。 在修复过程中, 柱状晶继续沿母材区域的柱状晶边界外延生长, 因柱状晶内晶粒取向不同, 呈明暗交替现象。 微观组织由母材双重退火态的粗大网篮组织(图2(b)), 逐渐过渡到修复区去应力退火态的细小网篮组织(图2(c)), 无明显界限。 修复区沉积层间表现出多条明暗相间的层带, 而母材在双重退火过程中发生了α?β相变, 冷却时α板条沿初生α相析出粗化, 组织趋于均匀, 无明显层带。
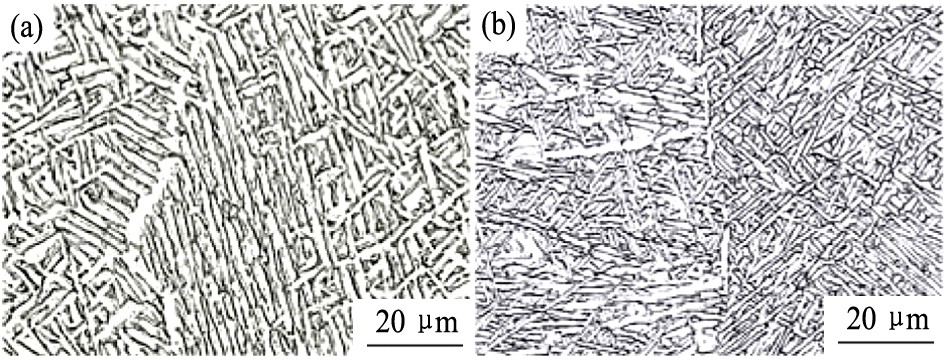
图3(a)和(b)为母材和修复区晶界处的微观组织形貌, 在晶界两侧均存在取向不同的α集束, 但集束尺寸不同。 母材经双重退火, α板条粗化均匀化, 而去应力退火态的修复区组织基本没有变化, 集束尺寸较小。 晶界的存在和相邻晶粒的不同取向性, 使组织在交变载荷的作用下, 位错在晶粒内的运动会受到晶界的阻碍, 发生位错积塞和应力集中现象, 形成滑移带, 疲劳裂纹更易在滑移带中形核扩展。 钛合金的有效滑移长度与α集束尺寸有关, 随着滑移长度的增加, 滑移带中裂纹扩展速率增快。 故减少滑移长度可有效提高疲劳性能, 修复区较小的集束尺寸可有效降低疲劳裂纹扩展速率, 具有较高的疲劳性能。
图2 激光沉积修复TA15沉积件显微组织
Fig.2 Microstructure of laser deposition repaired TA15 titanium alloy manufactured by laser deposition
(a)Macrostructure;(b)Substrate;(c)Repaired zone
图3 晶界处组织
Fig.3 Micrographs of grain boundary
(a)Substrate;(b)Repaired zone
2.2 疲劳性能
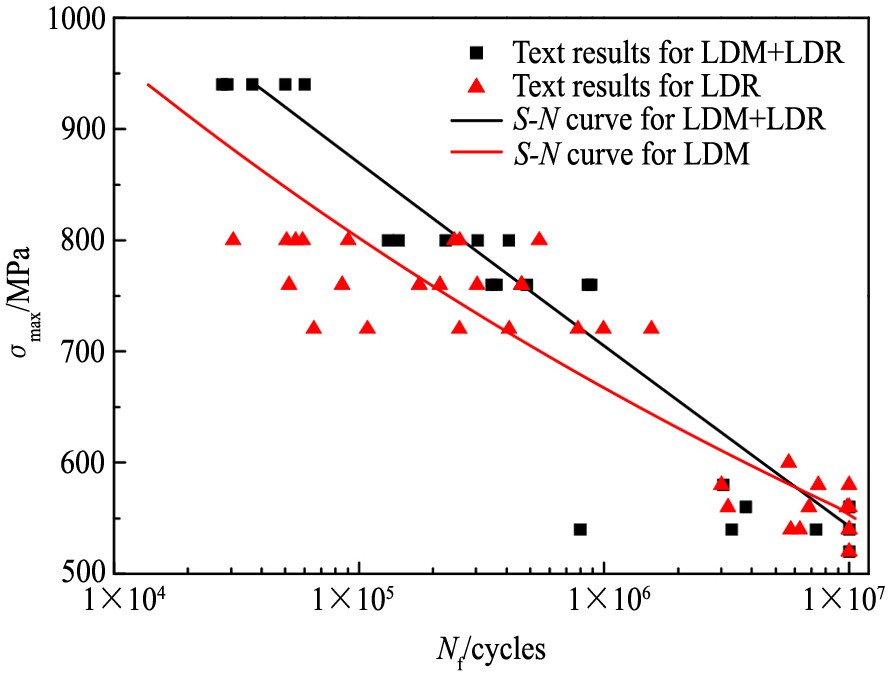
图4为激光修复TA15沉积件与原沉积件的高周疲劳应力-寿命曲线, 其中σ max 为应力, N f 为疲劳寿命, 其中修复试样拟合方程为lgS =3.4388-0.1lgN ; 原沉积件拟合方程为lgS =3.3042-0.08lgN 。 通过升降法可知修复试样在应力水平为540 MPa时达到疲劳极限, 略低于原沉积件的疲劳极限555 MPa。
但应力水平较高时, 修复试样的疲劳寿命高于原沉积件。 这是因为修复试样的组织不均匀, 修复区与母材的组织具有明显的尺寸差异, 这种差异使修复试样的断裂位置由原沉积件的中径最小处向疲劳性能更为薄弱处偏移, 即组织尺寸相比修复区大的热影响区(图9(a))。 该区域组织从修复区到母材由小到大逐渐变化。 钛合金的组织对疲劳性能的影响十分显著, 疲劳强度与滑移长度之间有明确的相关关系, 而滑移长度又与组织大小, 集束尺寸密切相关
[16 ]
。 组织尺寸减小, 导致滑移长度减小, 裂纹扩展阻力增大, 疲劳寿命提高; 另一方面, α相为密排六方结构、 β相为体心立方结构, 变形能力存在差异, 同时两相遵循Burgers取向关系:
{ 0 0 0 1 } α / / { 1 1 0 } β , [ 1 1 ˉ 2 0 ] α / / [ 1 1 1 ] β
{ 0 0 0 1 } α / / { 1 1 0 } β , [ 1 1 2 ? 0 ] α / / [ 1 1 1 ] β
, 近似平行存在一小夹角, 激光沉积钛合金的片层组织极为细小, 疲劳裂纹的形核与扩展对组织高度敏感, 夹角的存在会阻碍裂纹在两相间的扩展, 使其改变扩展方向进入毗邻的集束, 增加裂纹扩展的曲折度, 提高疲劳寿命。 热影响区组织尺寸虽然大于修复区组织尺寸, 但其整体尺寸仍要要小于双重退火态的原沉积件对比试样, 集束数量更多, 所以疲劳强度要高于原沉积件。
图4 修复制件与原沉积件高周疲劳S-N曲线
Fig.4 S -N curves of repaired and substrate samples
2.3 修复试样疲劳断裂表面和断裂行为
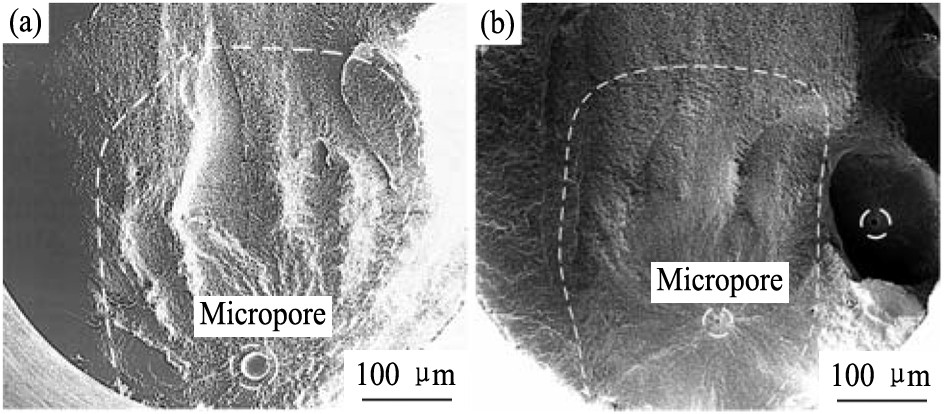
图5为修复试样疲劳断口宏观形貌, 呈现出典型的疲劳断裂特征, 由裂纹源区、 扩展区、 瞬断区3部分组成。
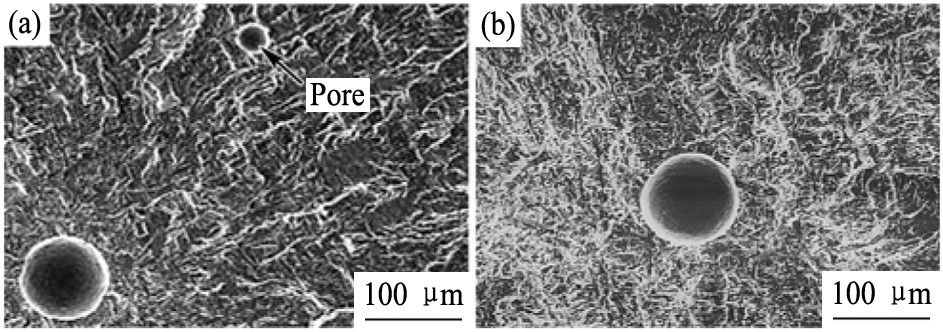
经统计, 几乎所有修复试样疲劳裂纹均在气孔处形核。 这是由激光沉积工艺导致, 同轴送粉过程中, 金属粉末带入气体与粉末飞溅等原因, 不可避免的在沉积件中形成一些大小不一的气孔, 疲劳性能对组织特征非常敏感, 在施加载荷过程中, 气孔处产生应力集中, 易发生塑性形变, 滑移系在此处被开动, 在组织不断滑移挤压过程中, 积塞大量位错, 导致α相与β相的撕裂, 形成疲劳微裂纹, 并向垂直于载荷的方向呈扇形扩展。
图5 疲劳断口宏观形貌
Fig.5 SEM images of fatigue crack morphology
(a)One fatigue source;(b)Two fatigue source
图6(a)与(b)为不同载荷下疲劳裂纹扩展初期形貌, 均观察到在扩展初期出现的脆性断裂与塑性断裂混合的断裂特征。 由式(1)Iwirn提出的小范围屈服条件下塑性材料裂尖塑性区域尺寸估算模型可知, 在裂纹形核与扩展过程中应力强度因子大小会影响裂纹尖端循环塑性区域的尺寸。
R = 1 2 π ( Κ 1 σ s ) 2 ? ? ? ? ? ? ? ? ? ( 1 )
R = 1 2 π ( K 1 σ s ) 2 ? ? ? ? ? ? ? ? ? ( 1 )
式中: R 为裂尖塑性区域尺寸; σ s 为材料屈服极限; K 1 为I型应力强度因子。 当该塑性区域尺寸接近组织尺寸时, 该材料会表现出较强的组织敏感性
[17 ,18 ]
。 应力强度因子与应力水平成正比, 在800 MPa高应力水平下, 裂尖塑性区域尺寸较大, 组织的敏感尺寸相对较大, 解理断裂易沿较大的片层集束撕裂开来, 解理平面较大, 脆性断裂特征更为明显(图6(a))。 随着应力水平逐渐降低, 裂纹尖端塑性区域尺寸减小, 在540 MPa低应力水平下, 材料的组织敏感尺寸相对较小, 裂纹扩展过程程中, 表现为单个的片层组织滑移撕裂特征, 解理平面较小, 同时因为裂纹扩展速度缓慢, 应力循环次数更多, 疲劳源区平坦光滑, 脆性断裂特征不明显, 更多表现出韧性断裂特征(图6(b))。 图6(a)可发现在裂纹源附近仍有其他气孔存在, 尺寸相对疲劳源较小, 在加载过程中产生的应力集中不足以使裂纹萌生, 而在疲劳裂纹形核后, 载荷能量主要通过主裂纹消耗, 小气孔处应力集中所导致的滑移与位错积塞减弱, 该处裂纹萌生过程终止。 而当两气孔位置相距较远, 其中一处裂纹形核后, 另一气孔的应力集中虽然减弱, 但组织滑移造成的位错积塞仍在累加, 最终可萌生裂纹形成副疲劳源(图5(b))。
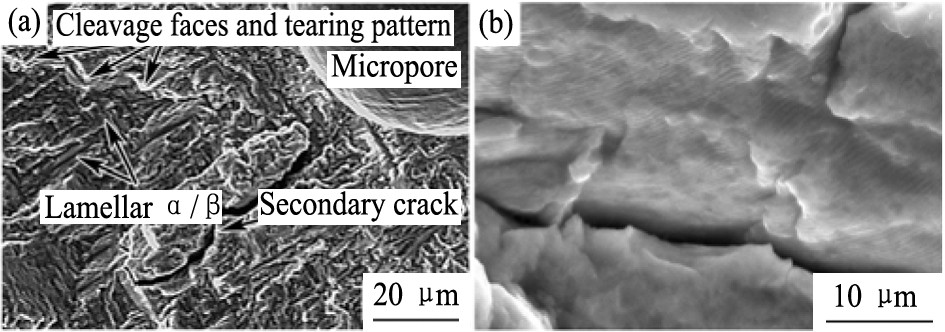
图7(a)在裂纹源附近有许多相互垂直的片层痕迹与取向不同的滑移面撕裂形成的解理台阶, 解理撕裂平面尺寸与α片层尺寸相当, 证明了在裂纹扩展初期, 应力强度因子范围较小, 材料的敏感尺寸在单个片层尺寸左右, 滑移系更易在α片层处开动, 当裂纹遇到下一个取向不同的片层结构时, 容易偏转进入下一片层, 形成解理台阶。 同时, 裂纹扩展过程中常伴有二次裂纹, 垂直于主裂纹扩展方向扩展, 可能出现在裂纹源区或扩展区, 大致可分两类: 一种是裂纹扩展受阻产生的平行于主裂纹扩展方向长而深的二次裂纹(图7(a)); 一种是裂纹扩展过程中片层组织撕裂形成的与主裂纹扩展方向垂直的短而浅的二次裂纹, 在其附近可观察到与之平行的疲劳辉纹(图7(b))。 二次裂纹会消耗大量能量, 延缓主裂纹扩展速率, 提高疲劳寿命。
图6 不同应力水平下疲劳裂纹扩展前期形貌
Fig.6 SEM images of fatigue crack initiation regionmorphology under different stress levels
(a)800 MPa;(b)540 MPa
图7 疲劳主裂纹扩展中出现的二次裂纹
Fig.7 SEM images of secondary cracks
(a)Secondary crack parallel to main cracks;(b)Secondary crack perpendicular to main cracks
在裂纹扩展的后期, 当试样剩余连接面积不足以承受外加载荷时, 将发生瞬断现象, 断面不再有疲劳裂纹扩展留下的痕迹, 而是由大量的韧窝组成。
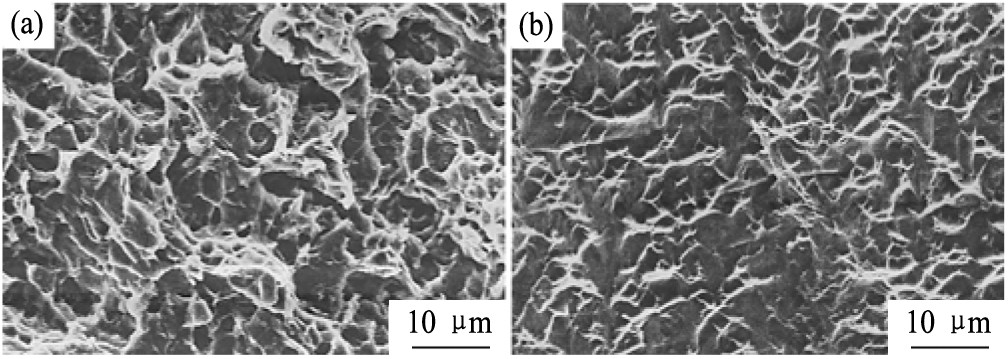
图8(a)与(b)均为载荷600 MPa下瞬断区的微观形貌, 循环6.74×105 周次瞬断区微观形貌中韧窝大而深, 材料变形充分, 表现出更好的塑性断裂特征(图8(a)); 而循环4.70×106 周次试样的瞬断区微观形貌中韧窝少而浅, 局部有解理台出现, 表现出脆性断裂的部分特征(图8(b))。 疲劳寿命较短时, 裂纹扩展面积较小, 发生瞬断时剩余面积较大, 材料变形充分; 而当疲劳寿命较长时, 裂纹扩展面积较大, 发生瞬断时剩余面积较小, 容易出现局部的脆性断裂。
图8 不同循环次数下瞬断区断口微观形貌
Fig.8 SEM images of fatigue rupture region under different cycle times
(a)6.74×105 ;(b)4.70×106
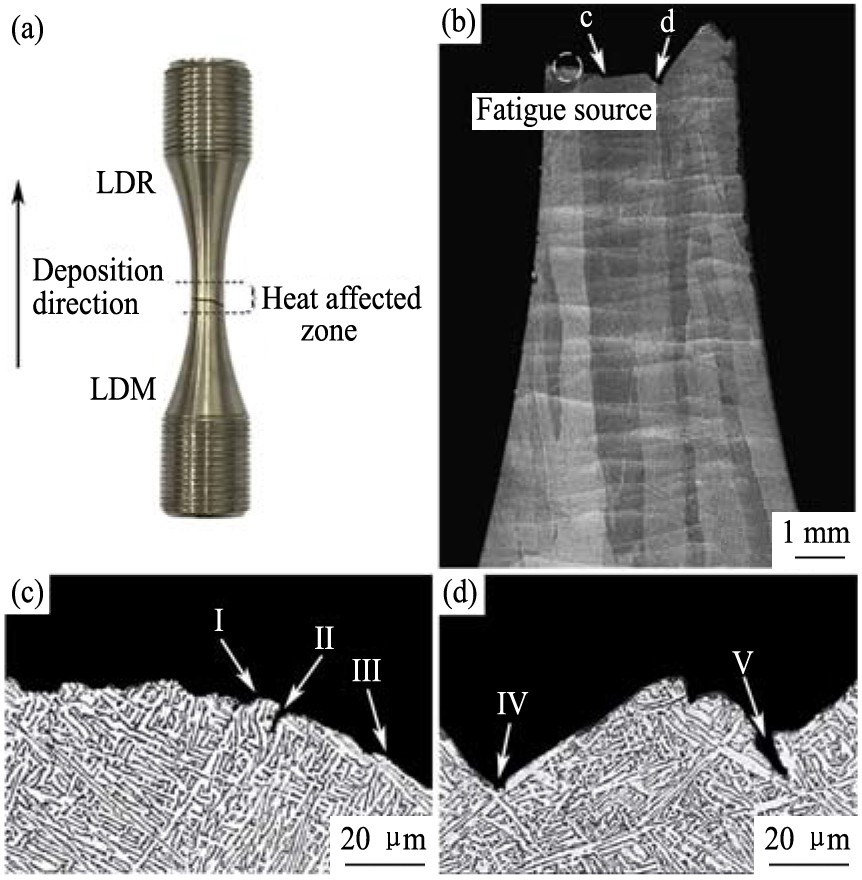
修复试样断裂位置均为试样中线下方的热影响区(图9(a)), 在断裂试样的截面组织进行分析(图9(b))。 可以发现, 裂纹在扩展初期速度较慢, 疲劳断面较为平缓, 裂纹主要以切过片层的扩展方式前进, 当遇到取向一致的α片层时, 裂纹沿集束团边缘扩展, 同时可观察到因抵抗剪切力而发生的形变, 如Ⅰ所示, 以及片层开裂形成的较浅的二次裂纹, 如Ⅱ所示。 当裂纹扩展至α/β集束时, 相界处相对薄弱, 更易开裂, 裂纹沿α片层边界扩展, 如Ⅲ所示(图9(c))。
裂纹扩展后期速度增快, 裂纹尖端应力集中系数增大, 应力强度因子范围增高, 裂纹尖端循环塑性区域尺寸增大, 导致组织的敏感尺寸由小变大, 裂纹更易在粗大的α晶界处改变方向而非细小的片层组织, 扩展路径更加曲折, 如Ⅳ所示, 同时因为剪切力增大使片层处撕裂形成更粗更深的二次裂纹, 如Ⅴ所示(图9(d))。 在裂纹扩展过程中, 各种形变均有助于提高能耗, 延缓裂纹扩展速率, 提高疲劳性能。
图9 裂纹扩展区组织形貌
Fig.9 Microstructure of fatigue crack propagation region
(a)Repair fatigue sample;(b)Micrograph of fracture section morphology;(c)Fatigue crack initial region morphology;(d)Fatigue crack late region morphology
3 结 论
1. 修复试样整体组织均为网篮组织, 母材区组织尺寸相比修复区较为粗大, 由两区之间的热影响区由大到小逐渐过渡, 无明显界限, 修复区柱状晶沿母材柱状晶边界继续外延生长, 修复区沉积层受沉积热量影响, 出现层带。
2. 修复试样主要断裂在热影响区, 疲劳极限略低于原沉积件, 但在高应力水平下, 热影响区域相较原沉积件组织细小, 集束数量多的优势突出, 疲劳寿命高于沉积件。
3. 修复试样疲劳裂纹均从气孔处萌生, 裂纹扩展初期, 材料的敏感尺寸较小, 易在较小的α片层团束处发生偏转, 疲劳断面平缓; 裂纹扩展后期, 材料的敏感尺寸增大, 易在粗大的晶界处偏转, 疲劳断面陡峭, 耗能增加。
参考文献
[1] Yu H,Liu S S,Liu L G,Ren W B,Li J.Hot mechanical behavior and deformability of TA17 titanium alloy [J].Chinese Journal of Rare Metals,2017,41(1):1.(于辉,刘帅帅,刘利刚,任万波,李军.TA17钛合金热力学行为及加工特性研究 [J].稀有金属,2017,41(1):1.)
[2] Qin L Y,Li M D,Yang G,Li C F,Ren Y H,Wang W.Microstructure and mechanical properties of laser deposition manufacturing TC4 titanium alloy with heat treatment [J].Chinese Journal of Rare Metals,2018,42(7):698.(钦兰云,李明东,杨光,李长富,任宇航,王维.热处理对激光沉积TC4钛合金组织与力学性能的影响 [J].稀有金属,2018,42(7):698.)
[3] Li C G,Fu H Z,Yu Q.Aerospace Materials [M].Beijing:National Defense Industry Press,2002.41.(李成功,傅恒志,于翘.航空航天材料 [M].北京:国防工业出版社,2002.41.)
[4] Zhang K,Liu W J,Shang X F,Wang T R.Research on technology of directly laser rapid manufacnturing metal part [J].Toll Engineering,2005,39(5):3.(张凯,刘伟军,尚晓峰,王天然.金属零件激光直接快速成形技术的研究 [J].工具技术,2005,39(5):3.)
[5] Wang H M,Zhang L Y,Li A,Cai L X,Tang H B.Rapid solidification laser processing and forming of advanced aeronautical metallic materials [J].Journal of Beijing University of Aeronautics and Astronautics,2004,30(10):962.(王华明,张凌云,李安,蔡良续,汤海波.金属材料快速凝固激光加工与成形 [J].北京航空航天大学学报,2004,30(10):962.)
[6] Yu X N,Sun F Q,Liu X Y,Li X D,Liu B.Research on laser cladding repairing for defect on titanium alloy surface [J].Test and Mechanism Analysis,2011,(16):116.(于新年,孙福权,刘新宇,李新东,刘冰.钛合金表面缺陷的激光熔覆修复研究 [J].测试与机理分析,2011,(16):116.)
[7] Li J N,Gong S L,Wang X C,Suo H B.Physical and surface performance of laser clad Ni based coating on a TA15-2 alloy [J].Chinese Journal of Laser,2014,40(11):1103008.(李嘉宁,巩水利,王西昌,锁红波.TA15-2合金表面激光熔覆Ni基涂层物理与表面性能 [J].中国激光,2014,40(11):1103008.)
[8] Yang G,Wang W,Qin L Y,Bian H Y.Microstructure and property of laser metal deposition composite coating on Ti6Al4V alloy surface [J].High Power Laser and Particle Beams,2013,25(10):2723.(杨光,王维,钦兰云,卞宏友.Ti6Al4V合金表面激光沉积复合涂层的组织和性能 [J].强激光与粒子束,2013,25(10):2723.)
[9] Li Z,Li J,Liu J,Liu D,Wang H M.Structure and formation mechanism of α/α interface in laser melting deposited α+β titanium alloy [J].Journal of Alloys and Compounds,2016,657:278.
[10] Ma C.Study on Fatigue Properties of TA15 Titanium Alloy by Laser Deposition [D].Shenyang:Shenyang Aerospace University,2016.4.(马闯.激光沉积修复TA15钛合金疲劳性能研究 [D].沈阳:沈阳航空航天大学,2016.4)
[11] Qin L Y,Yang G,Wang W,Ren Y H,Bian H Y.Microstructure and mechanical properties of laser deposition repair BT20 alloy [J].High Power Laser and Particle Beams,2016,26(2):1.(钦兰云,杨光,王维,任宇航,卞宏友.激光沉积修复BT20合金的显微组织和力学性能 [J].强激光与粒子束,2016,26(2):1.)
[12] Sterling A J,Torries B,Shamsaei N,Thompson S M,Seely D W.Fatigue behavior and failure mechanism of direct laser deposited Ti-6Al-4V [J].Materials Science and Engineering A,2016,655:100.
[13] He R J,Wang H M.HCF properties of laser deposited Ti-6Al-2Zr-Mo-V alloy [J].Acta Aeronautica Et Astronautica Sinica,2010,31(7):1488.(贺瑞军,王华明.激光沉积Ti-6Al-2Zr-Mo-V钛合金高周疲劳性能 [J].航空学报,2010,31(7):1488.)
[14] Chen L,Gong J W,Ding Y M,Shi G Y,Li T H,Yu X.Microstructures and mechanical properties of laser rapid repaired TA15 titanium alloy with center hole [J].Applied Laser,2017,37(6):808.(陈亮,龚建武,丁友明,石国洋,李同洪,喻霞.激光快速修复带孔TA15钛合金力学性能研究 [J].应用激光,2017,37(6):808.)
[15] Xu L,Huang S J,Wang L,Zhou S,Hui L.Fatigue properties of laser deposited repaired TA15 titanium alloy [J].Rare Metal Materials and Engineering,2017,46(7):1943.(许良,黄双君,王磊,周松,回丽.激光沉积修复TA15钛合金疲劳性能 [J].稀有金属材料与工程,2017,46(7):1943.)
[16] Lin C W,Ju C P,Lin J H C.A comparison of the fatigue behavior of cast Ti-7.5Mo with c.p.titanium,Ti-6Al-4V and Ti-13Nb-13Zr alloys [J].Biomaterials,2005,26:2899.
[17] Cain V,Thijs L,Humbeeck J V,Hooreweder B,Knutsen V R.Crack propagation and fracture toughness of Ti6Al4V alloy produced by selective laser melting [J].Additive Manufacturing,2015,5:68.
[18] Wycisk E,Solbach A,Siddique S,Herzog D,Walther F,Emmelmann C.Effect of defects in laser additive manufactured Ti-6Al-4V on fatigue properties [J].Physics Procedia,2014,56:371.