ͭ��ͭ�Ͻ���洦��������չ
��Դ�ڿ����й���ɫ����ѧ��2021���5��
�������ߣ������� л��� ����ͬ ������ ���α�
����ҳ�룺1121 - 1134
�ؼ��ʣ�ͭ��ͭ�Ͻ𣻱��洦������ƣ���Ϳ������ӹ�
Key words��copper; copper alloys; surface treatment; electroplating; coating; laser processing
ժ Ҫ����������ͭ��ͭ�Ͻ���洦�������Ľ�չ����������Һ��Ƽ�������������Ϳ�����������۸�����������Ͻ���������������ۼ�������ͭ��ͭ�Ͻ�Ϊ���洦������ͨ�����洦����ǿͭ������ʴ����ĥ�����ܣ��ؿ���Ӧ�÷�Χ��Χ��ͭ��ͭ�Ͻ������ߵ��ȡ��߷����ʵ����Դ����ı��洦�����⣬��ͭ��ͭ�Ͻ���ͱ��洦���������ص��������ƽ��жԱ��������չ����Щ������ͭ��ͭ�Ͻ���洦�������ϵ�������DZ����
Abstract: The principal surface modification technologies concerning copper and copper alloys, including ionic liquid plating, plasma spraying, laser cladding, laser alloying, laser surface hardening and surface remelting, were reviewed. Through proper surface modification, the relevant performances, the corrosion and wear resistance of the copper and copper alloys will be improved, which broadens the applications of copper and copper alloy. The superiorities of each modification technology were discussed as well as its drawbacks, focusing on the technical challenge from the high thermal conductivities of copper and copper alloys. And the trends of the modification technologies were briefly prospected in the end.
DOI: 10.11817/j.ysxb.1004.0609.2021-39792
������1, 2��л���1, 2������ͬ2��������2�����α�1, 2
(1. �㽭��ѧ ���Ͽ�ѧ�빤��ѧԺ������ 310027��
2. �㽭��ѧ ������ѧ���ģ����� 310027)
ժ Ҫ����������ͭ��ͭ�Ͻ���洦�������Ľ�չ����������Һ��Ƽ�������������Ϳ�����������۸�����������Ͻ���������������ۼ�������ͭ��ͭ�Ͻ�Ϊ���洦������ͨ�����洦����ǿͭ������ʴ����ĥ�����ܣ��ؿ���Ӧ�÷�Χ��Χ��ͭ��ͭ�Ͻ������ߵ��ȡ��߷����ʵ����Դ����ı��洦�����⣬��ͭ��ͭ�Ͻ���ͱ��洦���������ص��������ƽ��жԱ��������չ����Щ������ͭ��ͭ�Ͻ���洦�������ϵ�������DZ����
�ؼ��ʣ�ͭ��ͭ�Ͻ𣻱��洦������ƣ���Ϳ������ӹ�
���±�ţ�1004-0609(2021)-05-1121-13���� ��ͼ����ţ�TF11.31���� ���ױ�־�룺A
���ĸ�ʽ��������, л���, ����ͬ, ��. ͭ��ͭ�Ͻ���洦��������չ[J]. �й���ɫ����ѧ��, 2021, 31(5): 1121-1133. DOI: 10.11817/j.ysxb.1004.0609.2021-39792
GAO Ming-yu, XIE Hong-bin, FANG You-tong, et al. Progress in surface treatment techniques of copper and copper alloys[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(5): 1121-1133. DOI: 10.11817/j.ysxb.1004.0609.2021-39792
ͭ��ͭ�Ͻ������������ĵ��ȵ������ԣ�����Ӧ���ڻ�е���졢���պ��졢���������ӵ��ڶҵ����Ȼ��ͭ��ͭ�Ͻ����Ӳ�ȵ͡���ĥ�Բ��Լ��ض�������ʴ��ȱ�ݣ�����Ӧ�÷�Χ���ޡ�
ͭ��ͭ�Ͻ�����ʧЧ��ҪԴ��ͭ���ϱ����ĥ��/��ʴ/�����ȣ�����������غ������ȶ�����������ͨ�����洦����ʹͭ��ͭ�Ͻ��ڱ�������ߵ��ȵ����Ե�ͬʱ����߱����Ӳ����ĥ����ʴ�ȶ������ܡ�
����ǿ����ʽ�����湤�̼�������������Ϊ��l) ����Ӳ����������������Ӳ���ȣ�2) ����Ϳ-��-�Ƽ�������ơ���ѧ�ơ����Ӷơ�����Ϳ�������۸�����������ȣ�3) ����ұ��(��Ͻ�)�������Թ�����������������Ͻȡ�
ͭ��ͭ�Ͻ���洦���������ǵ��о���Χ�㡢��ȴ������ط����нϺò�ҵӦ��DZ��������Һ��ơ���������Ϳ���Թ���������������۸�������Ͻ������������������ͭ��ͭ�Ͻ���洦���������о���չ��
1 ����Һ���
1.1 ������
�����ͭ��ͭ�Ͻ�����͵ı��洦����ʽ֮һ������о��Ѿ߱�һ��Ӧ��DZ���������[1]Χ��ͭ�����������ᾧ�������Ʋ��ϣ�̽������ ��-���������Һ��ϵ��Ni-P�Ͻ����Ʊ����������ܹ��ɣ����ȴ�����ɢ������Ni3Pǿ���࣬ʹ�Ʋ�Ӳ����ߵ�960 HV����Ӧ���ڸ��������ᾧ������������[2]��Cu-Zn�Ͻ���ı���ʹ��������Һ���Au-Cu-Ni��Ԫ�Ͻ�Ʋ㣬����Au-10.35Cu- 2.5Ni�Ʋ�ﵽ297 HV0.025Ӳ�ȣ����1.84 �� ����cm�絼�ʣ����㻬�������������ߵ������ĥ�Ե�Ҫ��
ˮ��ϵ��Ƶ绯ѧ����խ�����������⡢�Ʋ��������ޡ���Һ��Ⱦ���أ�������ˮ�����ϵ����չͭ��ͭ�Ͻ�����Ʋ��Ϸ�Χ����Ҫ����[3]������ˮ���Һ�����У�����Һ���Ǽ�˳���ʹ�á��ɻ��ա������Ѻá����ȶ��Ժõ��ڶ����Ƶ����ѡ��֮һ��
1.2 ����Һ���
����Һ��һ��ָ����100 ���³�Һ������� ��[4]����������1,3-�����ȡ�����������ӵȴ�ߴ��л�������Ϊ����Һ��������ӣ�[AlCl4]-��[BF4]-��[NO3]-��С�ߴ�������Ϊ����Ҫ�������õ������ӣ��������ӿռ�ߴ�ľ����ʹ�ᾧ�����ܵ����ơ�
����Һ���ƹ����У�����Һ�����ȫ�������á�ƾ���������ӵ����༰��ȡ�����ŵı仯���������ʵ�Ӱ��[5]�����Ʊ�Al��Mg��Li�Ȼ��ý���[4]��ͭ��Ϊ�ȶ��������ϣ��㷺Ӧ��������Һ�������ͭ�������о�����Al��Cr�ȵ������Ʋ㼰ͭ�Ͻ�Ʋ�ȡ�
��Ϊ�ɱ������ij�����ʴ���������Ʋ㣬����Ŀǰ����Һ��������о��㷺��Ӧ��ǰ��������������Һ��Ʋ����֮һ��֣�µ� [7]���������Ӷ�����������ϵ���ij������Ӱ��������ʹ��1-ϩ����-3-������������������Һ������ˮ�Ȼ�����1:2��Ħ���Ȼ����ȵĵ��Һ��������õ�����ƽ�������Ʋ㣬Al����С��500 nm�����ȸ���99.5%�����ǻ����֣���AlCl3-�Ȼ���1-�� 3-�һ�������ϵ[EMIC][AlCl4]������0.4 g/L�Ɔ����ȷ�ϵ���������������ʹAl��������������������ʮ����[8]���õ��������ܵ����Ʋ㡣
�������Ʋ������ǿ��ͭ���ϵı���Ӳ�Ⱥ���ʴ���ܡ�����ˮϵCr(��)����Ӳ���Ѿ���һ�����[9]����Ⱦ���صIJ�ҵ�������Ѻõ�����Һ���Ҳ��Ϊ��ǰ���DZ������ɫ�Ƹ�����֮һ��SURVILIENE��[10]ʹ�ú�0.36M CrCl3��6H2O��[BMIm][BF4]����Һ�壬��ͭ�����ϵ��Һ�к�ѹ������õ�1~2 ��m��ȷǾ�̬�ڸ��Ʋ㣬�ڸ���Ҫ�ɸ�����Ļ�������ɣ������ڴ���F��C��N��O��Ԫ�أ��ڸ�����ʴ�ԡ�Ӳ�ȶ�ѷɫ�ھ�̬�������������ơ���������⡣�Դˣ��[11]������1-�һ�-3-������������Һ��[EMIM][HSO4]��ϵ���Ʊ���̬���Ʋ㣬�����ڳ��������ܶ�50 mA/cm2�������¶�50 ���£���50 min���������Լ9.2 ��m������ܾ�̬���Ʋ㡣
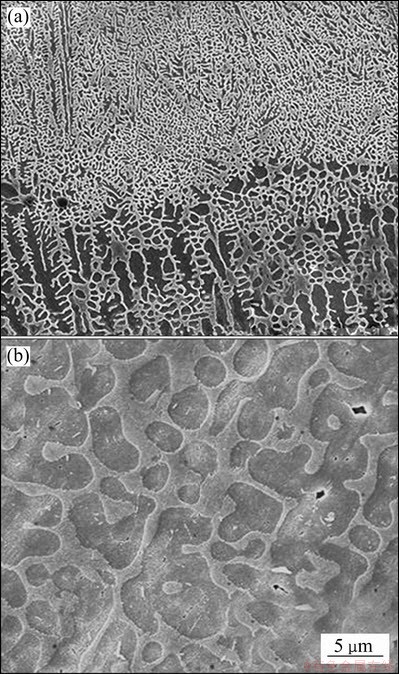
ͨ�������Һ�����ֻ����Ͻ���Ԫ��ͬ����������������棬�γɾ��кϽ����ʵĽ����Ʋ㡣������Ʊ������Dz�ͬ������ĵ������λ�ӽ�[6]����Ҫ����Һ�����ȶ��Ŀ��绯ѧ���ڡ�YANG��[12]ʹ��1-����-3-�������ķ�������[BMIm][BF4]����Һ�壬�ɹ���ͭ���������õ�ͭ﮺Ͻ�Ʋ㣬���Ƿ���Li���������Ӽ�2-��Ȳ-1,4-�����������йء����⣬��ʹ�ú���0.8 mol/L Cu(��)��1.7 mol/L Li(��)��[BMIm][BF4]����Һ�塢0.8 mA/cm2�����ܶȵIJ����£�ͨ������1.0%(��������)��2-��Ȳ-1,4-������ʹͭ�������漫����ͼ1(b)��ʾ�˶Ʋ�����ϸ����ͭ﮺Ͻ���������ϸ�ܾ��ȵĹ���ͭ﮺Ͻ�Ʋ㡣����ͥ��[13]��[BMIm][PF6]����Һ����ϵ�У���֤��1,4-��Ȳ�������Ӽ�Ҳ��������ͭ�Ͻ�Ʋ㲿�־����������������Ӷ�����ϸ�����������á�
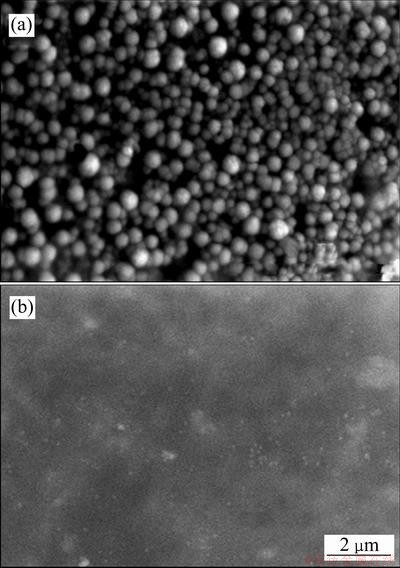
ͼ1 ͭ��������ʹ��0.8 mol/L Cu(��)��1.7 mol/L Li(��) [BMIm][BF4]����Һ���Ʊ�Cu-Li�Ʋ��SEM��[12]
Fig. 1 SEM images of Cu-Li coatings electro- deposited on Cu foils obtained from solution of 0.8 mol/L Cu(��) and 1.7 mol/L Li(��) in [BMIm][BF4] without 2-butyne- 1,4-diol (a) and with 1% 2-butyne-1,4-diol (b)[12]
2 ��������Ϳ
��������Ϳ�Dz��ø��µ�ѹ�����ӵ绡��Ϊ��Դ�����մɡ������Ȳ��ϼ��ȵ����ڻ�����ں�����������沢�����γɱ����ļ��������г����£��������е��ص㣬�����ڸ��۵������Ϳ����Ϳ���̶Ի�����Ӱ����[14]��
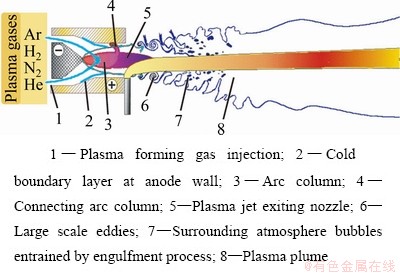
ͼ2 �����ĵ�������Ϳԭ��ͼ[15]
Fig. 2 Schematic diagram of conventional DC arc spray torch[15]
���ڡ������ڷ�ĩ�����ڻ������Ӵ�˲���״̬������Ϳ���������ù����ܻ����Ԥ���¶ȡ������ԡ�����ֲڶȡ�Ӳ�����۵���ʪ�Ե�Ӱ��[16-17]������ĽӴ���òΪԲ��״�������ڻ������Ϳ�㡣
����[18]��HPb59-1��ͭΪ���壬ʹ�ù�����������ĩ��Ϊ��Ϳԭ�ϡ��ڲ�ͬԤ���¶��£������Ӹ�����ò�⣬����ȱ��Ҳ�����˱仯��������Ϊ������Ҫ������������ˮӰ��(��ͼ3)���������¶�Ϊ150 ��ʱ������ˮ��������������������ı���������С���ף�����������300 ��ʱ������ˮ��ȫ�������������ʧ�����о�Ϊͭ��������������Ϳ��������������ṩ��֧�֡�
2.1 ͭ��ͭ�Ͻ��������Ϳ���Ͻ�չ
��������������մ�Ϳ����Ŀǰ��������Ϳ���������Ϳ����ϡ���ͭ�������մ�������ϵ���ľ���죬������Ϳ�����Ʊ���ʹ�ù����п���ʧЧ�������취����Ϳ����ͭ�����Ԥ��һ��Ͻ�㣬ʹ������ϵ���ݶȱ仯������߽��������
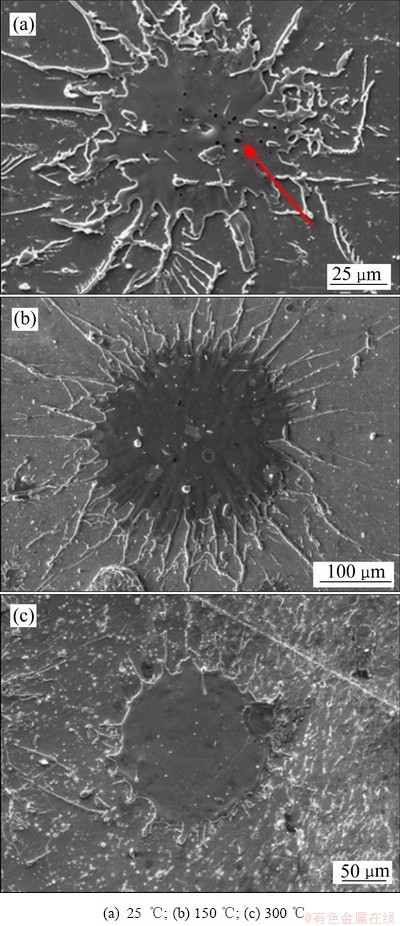
ͼ3 ��ͬԤ���¶��»�ͭ����ĵ�����Ϳ������ò[18]
Fig. 3 Typical spray particle morphologies of brass surface at different preheating temperatures[18]
���������������������մ�Ϳ�����ܵ���Ҫָ�ꡣ�µ����[19]������ͭ�Ͻ����Ԥ��ͿӲ��Ϊ176 HV��NiCrAl�м�������Ϳ����Ӳ�ȵ�ZrO2-Y2O3��Al2O3-TiO2Ϳ�㡣���������ܲ��Է��֣�600 �����ڣ�ZrO2-Y2O3��Al2O3-TiO2�մɲ�����������ĸ�����������㱣����ã���������800 �棬�����ֲ�ͬ�̶ȵĿ������ơ�����Ӳ����Խϵ͵�ZrO2-Y2O3Ϳ��(423 HV)�������������ܸ��š�
�Ͻ���մ�Ϳ���ڿ���������ͬ�����ڲ��죺�Ÿ�贵�[20]��Ni5AlΪ��㣬�ڴ�ͭ����ֱ��Ʊ����ý�ϵ�NiCrCoAlY�Ͻ�Ϳ����Cr3C2-NiCr�մ�Ϳ�㡣����Cr3C2-NiCrͿ��ƽ��Ӳ�ȴﵽ534 HV����ĥ���������죬�����������ܲ����У�Cr3C2-NiCrͿ����Ĵ�������Լ����ֺ�����ƣ�����ͭ����������ϵ�����ӽ�����Ӳ����Խϵ͵�NiCrCoAlYͿ��(352 HV)��ʮ�������������������ƣ������¯���Ӧ��Ҫ���ɴ˿ɼ���ѡ���˽��������������ƥ���Լ������ȶ��Ե����ɷ֣������ͭ��ͭ�Ͻ�����մ�Ϳ�������������Ҫ���á�
2.2 ͭ��ͭ�Ͻ��������Ϳ������չ
��������ͿͿ����Ҫȱ����Ϳ�����ܶȵ͡��������ǿ�ȵ͡���������Ϳ�����¶Ȳ����ȡ������ĩ������������ڻ�����ȫ�����ή��Ϳ�����ܶȣ����ڵ�������Ϳ���̲�����ȫ�ڻ�������棬Ϳ���������ҪΪ��еҧ�ϣ�ȱ���㹻��ұ��������������ǿ�Ƚϵ͡�
�����ٴ�����������Ϳ(SAPS)�����ܶȸ��ߣ�����ڴ�����������Ϳ(APS)���������ڽ�������[21]�����Ʊ����и��߿������ԡ�������ѭ�����������Ϳ�϶�ʵȵĸ������ṹͿ��[22]������˼[23]�Ա�ʹ��������Ϳ�����ڴ�ͭ�����Ʊ�Ni60Ϳ��IJ��죺SAPS�Ʊ���Ni60Ϳ��ƽ��Ӳ�ȳ���1000 HV�������APSͿ�㣬ƽ��ĥ�����������14.8%��������ڳ����ٵ�����Ϳ����ߵ����ܶ�����õĽ�����������⣬���о���CuCrZr�Ͻ����Ԥ��Al-NiΪ��������SAPS�Ʊ�Ni25-ʯī(Ni-C) ��Ni13Cr8Fe3.5Al6.5BN (Ni-BN) ��������Ϳ��[24]��Ni-C��Ӳ�����Ϊ85 HV0.3����ƾ������ʯī����������ã�Ni-C��ӵ�б�CuCrZr������Ni-BNͿ����͵�Ħ�������͵�λĥ�������Աȷ��֣�Ni-CͿ����Ni-BNͿ�������Ľ��ǿ�ȷֱ�Ϊ15.86 MPa��15.38 MPa���Dz���APS�Ʊ���ͬ��Ϳ����ǿ�ȵ�1.5������[25]��
�Ž���[26]��T3��ͭ�������CoNiCrAlY�Ͻ���Ϊ��㡣ͨ�����ͷ۷�ʽ�ij����ٴ�����������Ϳװ���Ʊ������ȶ��ԡ���ʴ�ԡ���Ӳ�Ⱥ͵�Ħ������Cr2O3-8%TiO2(��������)Ϳ�㣬���ǿ�ȴﵽ33.8 MPa����϶�ʵ���1.1%���Ա�ͬ�ɷ�APSͿ�����ܴﵽ�����26.6 MPa���ǿ���Լ����3.8%��϶��[27]�������ٵ�������Ϳ�ڽ��Ϳ�϶���Լ���߽��ǿ��������ؼ�����ָ��������Ч��������
3 �����۸�
�����۸�������һ�Ŷ�ѧ�ƽ���ı�Եѧ�ƺ����˵��Ƚ����켼��[28]�����ø߹��ʼ����������ڻ����������븲���ĩ���������̺������ұ���ϡ������۸�˲������¶ȸߡ���ȴ���ʿ졢������С��ϡ���ʵͣ��۸��������ұ����ǿ�ȸߣ������������ڼ���������Ӧ�õĹؼ�ͭ��������ǿ��[29]��
3.1 �����۸���ͭ��ͭ�Ͻ�����о���״
����ͭ��ͭ�Ͻ���ȵ��ʡ��ߺ��ⷴ���ʡ����������ʵ��ص㣬������漤���۸����׳����۳��γ����ѡ��۸�����ͭ�����ϲ����Ӧ�����ѵ����⡣����о����۸����϶�ΪNi���Ͻ�ͭ�����û��ܺͽӽ���������ϵ������֤��ͭ�����ұ���ϲ����ٿ��ѡ�
LI��[30]ʹ��Ԥ�÷�ĩ�����ڴ�ͭ�������۸�Ni�������ԺϽ�㣬�õ�Ӳ�ȴﵽ650 HV�����ܸ��㣬��Ħ��ĥ������ΪCu�����1/5��Ni���������������ͭ���������Ӷ���С��һ���̶��Ͽ��Ի���Ni������絼�ʵ͵����⡣��Ϊͭ�����۸����˸�Ӳ��ĥ��ߵ��ȵ����ṩһ�ֽ���������������[31]����Nd:YAG���弤��������ͭ�Լ���ķ����ʣ��ڴ�ͭ�����۸�Ni60���㣬ͨ�����Ԥ���¶����Ƹ��㿪�ѣ����800 HV0.2�����������Ƹ��㣬��Ħ��������Ϊ��ͭ��57%����ĥ����ASTM52100�ֵ�4.45������ɭ��[32]����ͬ���ͷ�ʽ�����۸��ڽᾧ��ͭ�����ֱ��Ʊ���֯ϸС���ܵ�Ni����Co�����㣬��Ӳ�Ƚϵ��Ni��Co��ֱ������2.6����2.4��������ͭ�����6.5����6.2����
WU��[33]�ڴ�ͭ�����Ʊ�FeCoCrAlCuNix(x= 0.5, 1, 1.5)���غϽ�(HEA)���㣬��������������ĸ��㣬����Ni�������ͣ�����Ӳ�ȴ�522 HV(x=1.5)������636 HV(x=0.5)����Ӳ�ȵ������Ʋ������ڹ���ǿ���������������ɽ������ǿ��p-d�����ϵ�Ч�������غϽ������ͭ������ĥ��ʴ�ԣ�����Ni10 HEA (x=1.0)����ĥ����Ϊ9.31��10-5 mm3/(N��m)����ԼΪͭ����ĥ���ʵ�22%��
ZHANG��[34-35]���ü����۸��ڴ�ͭ���Ʊ�����Ni-Mn-Si��Ni-Cr-Si��Ԫ��ϵ���㡣������Ϊ������Ni-Si��Mn-Si�軯�������߸���Ӳ�ȣ���Cu3Si�Ĵ��ڣ������۸�����ͭ������汻�����ڻ������븲����ϻ�ϡ����ڼ����۸��ĸ���ȴ��(1��104~1��1011 K/s)������ʹ����������̬�����Ǿ���������۽ṹ����ɣ������߸��������ṩ���ѵ�;����
Ϊ���62Cu-38Zn��ͭ����ĥ�ԣ�HU��[36]ʹ��1.06 ��m��������Nd:YAG���������ֱ��۸�����(Ni45)������(Fe58)���ܻ�(Co40)�Ͻ�ۣ����������ұ���ϵ����ܸ��㡣���า���۽ṹ����֦���ṹ�Ͱ�״�ṹ��ɡ����������������ƽ����Ӳ�ȷֱ�Ϊ545 HV0.2��569 HV0.2���ǻ�ͭ����(113 HV0.2)��5���������������������������ɻ���ĥ�����ܡ��ڲ����Ǹ��㵼�ȵ����Ե�ǰ���£�����������Ȼ��ͭ���ϱ���Ӳ������ѡ�۸����ϡ�
��������Ϳ������м���ɲ�˼��ͬ�������ڼ����۸�����һӺ��[37]�ڽᾧ��ͭ�������Ni-Al2O3������Ϊ�м�㣬�����۸�Co42��ĩ�����ұ����Ni-Co-Al2O3���ϸ��㣬�۸������Ӳ�ȳ�1000 HV��������NaCl��������ʴ�����������м��ķ�����ʹͭ���������า�������ϵ��Ӧ�ó�Ϊ���ܡ�
������ͭ���ϱ����۸��Ľϸ��Ѷȣ�Ϊ��þ�������������ȱ���ҽ�����õĸ��㣬��سɷ��о��������Ni���Ͻ𣬽�һ������Si��B��Ԫ�����ڽ������۵㡢����۳������ԡ���߽�������������ص���Լͭ���ϱ����۸����ϵ�ѡ��Χ���̶������۸��㹦�ܵ�һ���������������Ӳ�������ĥ�Ժ���ʴ�����ã������ȵ����ʼ�����ͭ��ͭ�Ͻ�����������Զ�һ�ۡ�
3.2 ���ټ����۸�����
�Գ��漤���۸����ڵ����⣬���������ټ����۸�[38](High-speed laser material deposition)����ͼ4��ʾ�����ټ����۸��������������ܶȸ��ߵĻ�ۼ�������е�ͬ���ͷۼ������������������������ڷ�ĩ���У�ʹ��ĩ�����ڽӴ�����֮ǰѸ���������ڣ�ʣ�༤�����������ڻ��帨�������۳أ����ڵĸ��ٸ��½���Һ���ڻ�����漱����ȴ���͡���-�⽻������������һ�㲻����1 mm�������ĩ�Ӽ������ڵ���ȴ����ȫ���̲���1 ms�������γ���֯ϸ�ܣ�����ұ���ϵĸ������۸��㡣
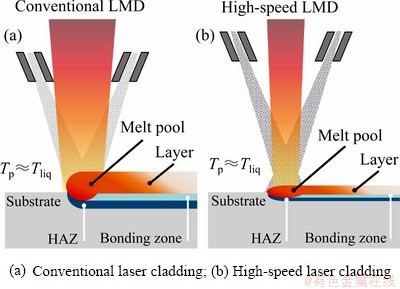
ͼ4 �����۸�ԭ��ʾ��ͼ[38]
Fig. 4 Schematic diagram of laser cladding[38]
���ټ����۸����Ӧ���ڸֱ����۸�Ӳ���������������Ⱦ��Ƹ�����[38-39]��LAMPA��[40]�ڸֲ��ϱ�����ټ����۸������Ͻ㣬�۸��ٶȴﵽ100 m/min��Ӳ����Ȼ�ɴ�570 HV0.05����ΪӲ��Ʋ�ĵͳɱ�������ϣ�����Ч���������Ա�(��)���ټ����۸��볣�漤���۸���������27SiMn�ֻ������۸�SUS 431����ָ���[41]������ò��ͼ5��ʾ�����ڸ��ټ����۸��ļ���ЧӦ���������γɸ����ܺ�ϸС��֦����֯��
���ټ����۸��ٶ�Զ���ڳ��漤���۸������ٶ���߿ɴ�200 m/min���ϳ��漤���۸�������2�������������ٶ���߿ɴ�500 cm2/min[38]���ӹ�Ч�ʴ����ߡ�ͨ�������������ܶȵļ���ֱ�������ڸ����˶��ķ�ĩ��ʹ���ټ����۸��Ի�����ϵĵ����ԡ����ⷴ���ʵ�Ҫ�������У�ӵ����Ӧ�Ը����ͻ���Ķ������ƣ����ټ����۸�������һ���˱��洦��������ͭ��ͭ�Ͻ�����չ�ֳ����DZ����
ͼ5 �ɸ��ټ����۸����漤���۸��ͳ��漤���۸��Ʊ���SUS 431����ָ����SEM��[41]
Fig. 5 SEM images of stainless steel SUS 431 coatings by high-speed laser cladding(a) and conventional laser cladding(b)[41]
4 ����Ͻ�����ͭ��ͭ�Ͻ��Ӧ��
�������Ͻ�(Laser surface alloying, LSA)�����ø������������ۻ����ı�����Ͻ�Ԫ�ء��մɵȷ�ĩ���ڻ�������γɺϽ��[42]������Ͻ��������������ڶ̣��ڲ��ϱ�����������еõ�Ӧ�ã�����Ͻ�ĺ��һ��Ϊ10~1000 ��m�����ڼ��̵�ʱ����������γ����õ�ұ����[43]������Ͻ�����Ļ��ı���С���Ͻ��ٶȿ졢���ܶȴ�ѡ��ĺϽ���ϵ��Χ��[44]��
����Ͻ��뼤���۸��ڹ����Ͼ��кܶͬ�㣺���缤��ʡ�ɨ���ٶȡ�����ʵȹ��ղ����ԺϽ��/��������Ӱ�����������ղ����������ƻ�������ڸ���/�Ͻ��ɷֲַ�����֯�ϴ����������죺�����۸��ĸ����������ϵĻ�Ͻ������ڽ��渽����ϡ���ʵͣ�����������������䣻����Ͻõ��ĺϽ���������ϳ�ֻ�ϣ�ϡ���ʸߣ��������γ��ɻ���ɷֲ��������[52]��һ�����ͨ���������������ܶ�ʵ�����ߵ�ת������ˣ��Ͻ�����ϵ����ƺ��ղ�����ѡ���Ǽ���Ͻ��̵ĺ���[45]��
ѡ����ͭ��������ԽϺá�������ϵ�����С�������ԽϺõĺϽ�ԭ������Ի�����ʺϽ����������Ҫ�����á�TANG��[46]�ڴ�����������������ͭ���漤��Ͻ�Al�ۣ���λ�������ǿ�ȿ�����20~50 J/mm2����ú��ԼΪ1 mm�ľ������Ͻ�㣬����ƽ������20 ��m������Ӳ�ȴ���300 HV����ͭ�Ͻ�����2��������Ͻ����������ͭ��ȥ����ˮ�����µĿ���ʴ���ܽϻ�������30����������֯���Ȼ��⣬������Ϊ����ʴ��ǿ��Ҳ����Ӳ�ȵ�������㾧����������йء�
MAJUMDAR��[47]�ڴ�ͭ����ʹ��CO2�������Ʊ�CuCr�Ͻ�㡣����CuCr�Ͻ������ɾ��ȷ�ɢ��ͭ��������θ���������ɣ��Ͻ��Ӳ����ͭ�����2~3�������»����µ���ĥ�Ա������죻TIAN��[48]�ڸ��о������ϣ��ⶨ�ͷ�����ͬ���ղ�����CuCr�Ͻ����֯�����ܵ�Ӱ�죺���ż���ɨ���ٶȵ�����(0.9~1.8 mm/s)���Ͻ�����������Ҿ���ϸ������Ӳ������140 HV������115 HV�����ͼ6��SEM���ƶϺϽ����Cr��ϸ����ɢ�ᵼ��Ӳ�Ƚ��͡�
�����о����֣����õ�������Ϳ������Cr��Ԥ��Ϳ��ͭ������棬���200 ��mԤ�ø�����ټ������ۺϽ��ܻ�ø���Ч��[49]�����Լ250 ��m��CuCr�Ͻ�㣬ƽ��Ӳ��200 HV������������Լ70.4% IACS��������Ϊ��߽�������Ĺؼ��DZ�֤���㹻���Cu-Cr��ɢ��������ɢ����Cr������С��40%(��������)�������ͭ�����ɼ��ٽ��濪�ѵķ�����
����Ϳ����������������Ni�������Է�ĩ��Ӧ����ͭ��ͭ�Ͻ���漤��Ͻ���������ϵ֮һ������[45]�����о�Ni60���������Է�ĩ�ڹ�ҵ��ͭ����ϽĹ��ղ��������ܱ��֡������5.0 kW��ɨ���ٶ� 600 mm/min�Ʊ��ĺϽ��Ӳ�ȴﵽ1019.2 HV0.2��ĥ��������ʧ����Ϊ��ͭ�����1/11����һ����Ni60�м��봿�ѣ����ֵ��Ѻ�������30%(��������)ʱ���Ͻ�������������ǿ��������Ϊ��������ĩ�ļ��뽵���˺Ͻ����������������ԣ�ʹ�Ͻ������Բȱ������֮���ߡ�
YAN��[50]��ͭ��ﯺϽ����Ͻ��Ʊ�Լ200 ��m��Ni-30Cu���ɲ㣬ʵ�ֳɷֺͽṹ�Ĺ����뻺�壬�����������ṹ����ѧ����ͻ�䡣��ʹ�� Nd:YAG�����������۸�(Ti, W)C̼����ǿ����Ni-30Cu���㣬����Ӳ�ȴﵽ811.8 HV0.1��ͭԪ�صļ�����һ�����ƺϽ���ͭ����֮���ұ������������һ����Ҳ��Ӧ���ںܶ�����ͭ�Ͻ���ϵ����ZHOU��[51]ѡ����Cu-Fe����ĩ��Ϊ�Ͻ�ԭ�ϣ�����[52]����ĥTiB2ʱ���봿ͭ�����Ʊ�TiB2/Cu����ȡ�
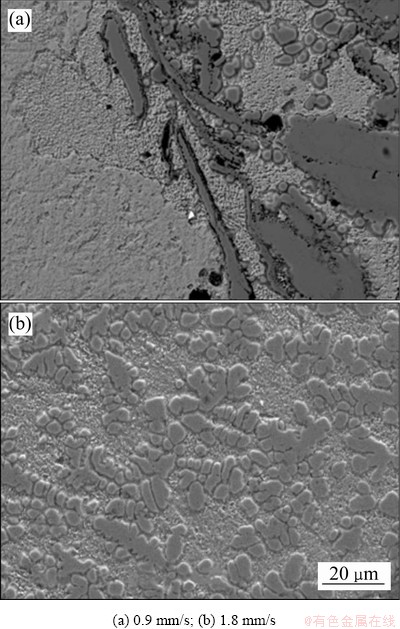
ͼ6 ��ͬ����ɨ��������Cu-Cr��ϴ���SEM��[48]
Fig. 6 SEM images of Cu-Cr joint at different laser scanning rates[48]
���ֱ��洦���������ã����ƻ�����ͬ����δ����չ������֮һ���Խ���[53]��ͭ���Ϊ���壬�ȼ���Ͻ��γ�Cu-Ni���ɲ㣬�ٷֱ��۸�NiCrBSi���������Cr3C2/Co���㡣Ni/Cu�Ͻ��ɲ���Լ2 mm��Ӳ��250 HV��Ϊ������Ni-Cu�Ͻ������۸�����Ӳ�ȵ�NiCrBSi��Cr3C2/Co�����ṩ���ɺͻ��壬����ѷ�����
5 ���������������
������������ø��ܼ������Բ��ϱ�����п����ƶ�ɨ�裬ʹ���ϱ���ﵽ�������ϣ�������������[54]����ϸ��������֯���÷�������Ӳ������ȿɿء������ߴ�ϸС��������Ӱ��С�������α�С���ŵ㡣���Ź�����ϰ뵼�弤������Nd: YAG�������ȸ��̲����߹��ʼ������ķ�չӦ�ã�ͭ�Ժ��⼤��ĸ߷�������������õ����⣬�����������������Ϊͭ��ͭ�Ͻ����ǿ����������Ҫһ����
����ղ����Դ��������Ӱ�������������ֱ��Ӱ�쵽���ϱ���ļ����¶Ⱥʹ������[55]��ϸ��������漤����������������ʴﵽ��ֵʱ�����ۻ��������ʼ���ɨ�赼�¾���ֻ��������ʼ���ɨ�����²���ȫ���[56]���ε����ʵĴ���ʹ�ò���������ڶ����ȴ����������ʵĹ�����С�ᵼ�´�����ּ��Ȳ���ֻ���֯���ȵ����⡣
5.1 �������������ͭ�Ͻ�����е�Ӧ��
COTTAM��[57]�״�������ͭ�Ͻ�����������ʹ�ü����������б���ǿ���������ɹ���������̬ͭ�Ͻ��г�Ƭ��״�Ħ�iii�࣬����ѡ�ฯʴ��������������������̬���и�Ϊ���ȵijɷֲַ�����ǿ��������ͭ����ʴ���ܡ�
���沨[58]ʹ�ù�����ϰ뵼�弤����������ͭ�Ͻ����ɨ���𣬻��Լ220 ��m��ı�����㡣��ͼ7��ʾ��ͼ7(b)��AΪ����ϸ������ϸ�������ԣ��ڲ�������СԼΪ10~30 ��m����B��C����ͬΪ��Ӱ��������������Ӱ��̶Ȳ�ͬ����������ϸ��������̬��֯ת��Ĺ���̬����̬����ͭ�Ͻ��Ӳ�������֯����Ϊ����״��������¡���Ϊ���岢��ɢϸС�������֯������Ӳ�ȴ�432~440 HV��������������Ӷ������������200 HV����������ھ�̬��ʴ��������ݸ�ʴ�����о����ֳ����ڻ�������ܣ���̬��ʴ���ʱ���̬�Ͻ�42.5%�����ڱ���������ɸ�ʴ����Ĥ�Լ�����ʴ�ļ������룻ϸ��ʹ��������Ϳ�ʴ���ܽϻ��������8.8����
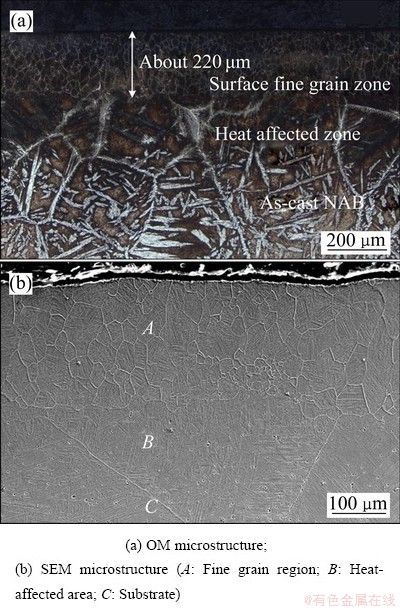
ͼ7 ��̬������ͭ����������Ľ�����ò[58]
Fig. 7 Cross section morphologies of laser surface hardened in as-cast Ni-Al bronze[58]
5.2 ����������ۼ�����ͭ�Ͻ�����е�Ӧ��
�������ۣ��ֳƼ������������ü������ʹ������������ڻ�����֮�������������Ĵ�����ȴ��Ѹ�����̵Ĺ��̡�����ڼ����𣬼�������ʹ���ϱ����γɸ�ΪϸС�ķ�ƽ����֯�����Ӳ�ȡ���ĥ����ʴ����[59]�����������۲����ײ������ƣ���Լ�˸ü����ڱ���ǿ������ķ�չ��Ӧ��[60]��
TANG��[61]Ϊ�����������ͭ����ʴ���ܣ��������ʹ��2 kW����Nd: YAG�������۴������õ������۲��ɦ����¡���������֯ת��Ϊ��һ���࣬��֯����������������Ӳ����160 HV�����344 HV�����۲���3.5% NaCl(��������)��Һ�еĿ���ʴ�������5.8������������ͭ��2.2�������������֯���Ȼ��йأ�������֯Ҳ��һ��������ѡ�ฯʴ�ķ��������������۲�������Ӧ�������Ӳ�ȵ���ߣ���ʾ�����Զ��ѵ����ơ�
�Ź�ҫ��[62]���ü������۵Ŀ��������������Cr��Cu�еĹ��ܶȣ���Ч��ϸ���Ͻ���ϵľ����ȡ���CuCr40-Ce�������漤�����۵õ�ϸ����֯��ϡ��Ԫ��Ce���������֯��ϸ�����ã����ƺϽ����ĥ����ʴ���ܡ���1 mol/L H2SO4��Һ�����£�CuCr40-0.6Ce�Ͻ����۲����ʴ�Խ�CuCr40�Ͻ����1.5����������������˹��ܶȣ����۲�絼���½�Լ7%��
GILEV��[63]���Խ�ZhGr1D15��-ͭ�Ͻ����۴�����������ò(��ͼ8)�������������ɱ�����ֱ��������ȫ�����������������������������̬-�����������Ĵ����������ھ����350 ��m������ڵ���ȫ-����������Ӳ�ȿ��Դﵽ750~900 HV����������ϸС���ܡ��ɷ־��ȣ���Ч����ԭ�Ͻ�ƫ�������⡣�����Ӳ��1000 HV������ڹ�̬�������������Ϊ���ձ�������ʲ���ȡ���ڼ����������ȡ������Ʒ�ı��漸����״��
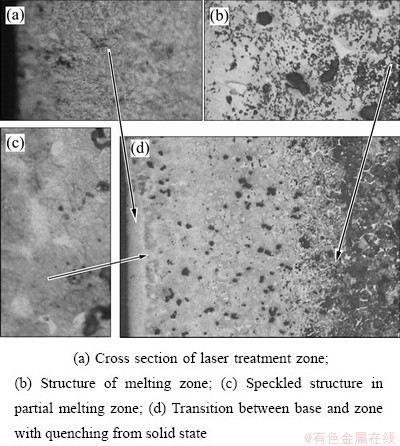
ͼ8 ����������۴�����ĸ�-ͭ�ٺϽ�����֯[63]
Fig. 8 Microstructures of steel-copper alloy after laser heat treatment[63]
LI��[64]�����ü������ۼ�����Ԥ����ͭ�Ͻ��(Ti47Cu38Zr7.5Fe2.5Sn2Si1Nb2(Ħ��������%))�����Ʊ���ԭλǿ��ϡ��������ס������������ķǾ��Ͻ�㡣��ʹ�ù���ֱ��80 ��m��400 W���˼������Ա������ۺϽ�����ɷǾ�Ϳ����(AC)����Ӱ����(HAZ)��ɡ����������ܶ�Ϊ0.1~0.12 J/mmʱ�����Եõ���ȫ�ķǾ��㡣�Ǿ��ṹ�Լ�Nb��������γɣ�ʹ���ϱ���������õ���ʴ���ܡ�
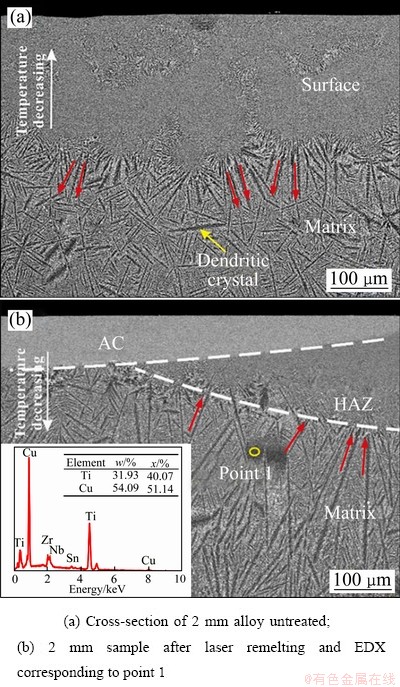
ͼ9 ��ɢ��ɨ�������������Ƭ[64]
Fig. 9 Back-scattered scanning electron microscopy micrographs[64]
6 �ܽ���չ��
1) ����Һ��ƣ���Ϊ����Һ��������õ��ȶ��������ϣ�ͭ��ͭ�Ͻ�����ܷ�������Һ�����ȶ����������������ʿɵ��ڵĶ������ƣ��ܵõ������ϸߵ�����������ʴ��ĥ��Ʋ㣬���в�ҵ��DZ���������о��༯���ڶ�ͭ���ϱ���Ʋ�����ܵı������Ż���ȱ���걸��ͭ-�Ʋ�����������ܲ����������δ������Һ���ͭ�Ͻ��ڽ���Ʋ������������Ӧ�÷�Χ������һ��������������ͷ�ȹؼ�����
2) ��������Ϳ��ͭ��ͭ�Ͻ���ϸߵ������ԷŴ��˵�������Ϳ����Ϳ��������еҧ�Ͻ�ϲͿ�����ܶȵ͵ȹ���ȱ�����⡣��ͨ�����Ԥ���¶ȵȹ����Ż��취�����ó����ٵ�������Ϳ������Դ��ϵ��¼����������ƶ�ͭ��ͭ�Ͻ���������������մ�Ϳ���о�����Ϳ�����ķ�չ�������������ϲ��ϼ����պ��췢�����ȼ�������������¡�
3) �����۸���ͭ��ͭ�Ͻߵ��ȵ��ʺͺ��⼤�ⷴ���ʵ���������漤���۸��о������Ÿ������ѡ��Χ���ޡ����㹦�ܵ�һ����ͭ����ұ�������ѵ�������⡣����ͬ���ͷۼ�����߹��ʼ������ķ�չ�����ټ����۸������ؿ������븲����ϵ�Ӧ����ѡ��Χ�����ͶԻ����ȵ��ʡ����ⷴ���ʵ������ԣ�Ŀǰ���ڸ��ټ����۸�����Ӧ����ͭ���ϻ�����о������Ρ�����ؼ�����չ���죬����ͻ��ͭ���ϱ��泣�漤���۸��Ի��嵼�������е�ƿ������Ч��߲���չͭ��ͭ�Ͻ�ı������ܺ�Ӧ�÷�Χ��
4) ����Ͻ�����Ͻ�������Ԥ�÷�ĩ���ֶΣ��˷�ͭ��ͭ�Ͻ������ⷴ�������ƣ�ʵ�ֻ��������Ͻ�ԭ�Ϸ�ĩ��ұ���ϡ��߱���ϡ�����Ǽ���Ͻ������ڼ����۸���������Ҫ����������Ͻ�ͭ���ϱ���ߴ�仯��С�����ǿ�ȴϽ�Χ���㡣�������Ʊ�Ԥ�ò㹤�����̳����������Ӷȸߵ����ƣ�δ�����Թ��˼�����Ϊ���������߹��ʼ��������߾���ͬ���ͷۼ�����Ӧ�ã������ƶ�ͭ���ϱ��漤��Ͻ������ѺϽ�Ӧ�����ѵ���������ó��㷢չ��
5) �������������ۣ���������������ܶȴ����Ŀ�������ЧӦʵ�֡�ͨ������ڻ���������̲�����������Ӧ�ã�ͭ�Ͻ���漤���������ۼ�����ʹ����ߴ�����ޱ仯����ȿɿء��ӹ����̶̡�������ɨ��ʽ�ƶ��Ĺ�����ʽ���ṩ��������Ч����ͬʱ��Ҳ��ʹ���������Ӧ����ߡ���ʹ��֯���ִ�ֱ��ɨ�跽��������Ա仯����ɼ����������������ѡ����ƽ����������빤������֮���ì�ܣ��Ǹü�����ʵ��Ӧ������Ҫ�ص���������֮һ��
REFERENCES
[1] �� ��. ͭ�����Ni-P�Ͻ��պ����ܵ��о�[D]. �Ϻ�: ����������ѧ, 2011: 33-39.
YANG Jie. Research on technology and properties of copper based electroplating Ni-P alloy[D]. Shanghai: East China University of Science and Technology, 2011: 33-39.
[2] �� ��, ��־ȫ, �� ��. Au-Cu-Ni�Ͻ���ͭ���ı����������[J]. �����, 2018, 39(1): 47-50.
LIU Jian, CHEN Zhi-quan, WANG Zhao. Cyanogen free electroplating of Au-Cu-Ni alloy on the surface of copper substrate[J]. Precious Metals, 2018, 39(1): 47-50.
[3] κ����. ������Ʊ����ѺϽ���о�[D]. ����: ������ѧ, 2019: 3-5.
WEI Xiao-dong. Preparation of Al-Ti alloy by electrodeposition[D]. Shenyang: Shenyang University, 2019: 3-5.
[4] ABBOTT A P, FRISCH G, RYDER K S. Electroplating using ionic liquids[J]. Annual Review of Materials Research, 2013, 43: 335-358.
[5] �� ��. ����Һ������Լ���Ӧ��[J]. �ϳɲ����ϻ���Ӧ��, 2011, 40(1): 42-46.
KANG Yong. Properties and applications of ionic liquids[J]. Aging and Applications of Synthetic Materials, 2011, 40(1): 42-46.
[6] �ղ���, ��ï��, ����ϼ, ��. ����Һ��������-�ܺϽ��յ��о�[J]. ����뻷��, 2010(6): 24-27.
SU Cai-na, AN Mao-zhong, YANG Pei-xia, et al. Study on the electrodeposition of iron-cobalt alloy by ionic liquid[J]. Electroplating and Environmental Protection, 2010(6): 24-27.
[7] ֣ ��, �� ٻ, ֣����, ��. ������������������Һ���еĵ��������[J]. ��ɫ����(ұ������), 2017(10): 32-35.
ZHENG Yong, WANG Qian, ZHENG Yong-jun, et al. Electrodeposition law of micro-nano aluminum in chloro-aluminate ionic liquid[J]. Nonferrous Metals (Smelting), 2017(10): 32-35.
[8] Ѧ����, ��Խ�, ������, ��. AlCl3-EMIC����Һ����������Al��Al-Mn�Ʋ�[J]. ����ѧ��, 2015(S1): 282-286.
XUE Dong-peng, XU Ba-jin, CHEN Yi-ming, et al. AlCl3-EMIC ionic liquid electrodeposited bright Al and Al-Mn coatings[J]. Journal of Chemical Industry, 2015(S1): 282-286.
[9] SMITH E L, ABBOTT A P, RYDER K S. Deep eutectic solvents (DESs) and their applications[J]. Chemical Reviews, 2014, 114(21): 11060-11082.
[10] SURVILIENE S, EUGENIO S, VILAR R. Chromium electrodeposition from [BMIm][BF4] ionic liquid[J]. Journal of Applied Electrochemistry, 2011, 41(1): 107-114.
[11] �� ��. 1-�һ�-3-������������Һ�����۸���������Ʋ���о�[D]. ����: ���Ϲ�ҵ��ѧ, 2015: 33-51.
LI Chen. Study on electrodeposited chromium deposits of 1-ethyl-3-methyl imidazole ionic liquids[D]. Zhuzhou: Hunan University of Technology, 2015: 33-51.
[12] YANG Pei-xia, ZHAO Yan-biao, SU Cai-na, et al. Electrodeposition of Cu-Li alloy from room temperature ionic liquid 1-butyl-3-methylimidazolium tetrafluoroborate[J]. Electrochimica Acta, 2013, 88: 203-207.
[13] ��ͥ��. ���������Һ����ͭ��ͭ�Ͻ�ĵ�����о�[D]. ����: ����������ѧ, 2019: 40-50.
MING Ting-yun. Electrodeposition of copper and copper alloys in imidazolidine ionic liquids[D]. Shenyang: Shenyang University of Science and Technology, 2019: 40-50.
[14] ����÷, �� ǿ. ��������Ϳ������״����չ[J]. �ȴ���������װ��, 2006, 27(1): 1-5.
CHEN Li-mei, LI Qiang. Current status and development of plasma spraying technology[J]. Heat Treatment Technology and Equipment, 2006, 27(1): 1-5.
[15] FAUCHAIS P. Topical Review: Understanding plasma spraying[J]. Journal of Physics D: Applied Physics, 2004, 37(9): 86.
[16] YANG K, FUKUMOTO M, YASUI T, et al. Study of substrate preheating on flattening behavior of thermal-sprayed copper particles[J]. Journal of Thermal Spray Technology, 2010, 19(6): 1195-1205.
[17] FUKUMOTO M, HUANG Y. Flattening mechanism in thermal sprayed nickel particle impinging on flat substrate surface[J]. Journal of Thermal Spray Technology, 1999, 8(3): 427-432.
[18] �� ��. ��������Ϳ�������������ʽ��������ϵij�����Ϊ�о�[D]. ����: ������ѧ, 2018: 29-30.
LIU Zhang. Study on the deposition behavior of plasma-sprayed cast iron particles on soft metal matrix[D]. Xi��an: Chang��an University, 2018: 29-30.
[19] �µ���, ��Ӧ��. ͭ�Ͻ�����������ͿZrO2-Y2O3��Al2O3-TiO2Ϳ��Ŀ�������������[J]. ���漼��, 2014, 43(3): 64-67, 73.
KE De-qing, PAN Ying-jun. Resistance to high temperature oxidation of copper alloy surface plasma spraying ZrO2-Y2O3 and Al2O3-TiO2 coatings[J]. Surface Technology, 2014, 43(3): 64-67, 73.
[20] �Ÿ��, ��Ӧ��, �µ���. ͭ�Ͻ��������Ϳ(��)Ϳ����֯�������о�[J]. ���ϱ���, 2014, 47(S1): 13-15.
ZHANG Gai-lu, PAN Ying-jun, KE De-qing. Study on microstructure and properties of thermal spraying (welding) coating on copper alloy surface[J]. Materials Protection, 2014, 47(S1): 13-15.
[21] ZHANG J, YANG J, ZHU L. Microstructure and wear resistance of YPSZ coatings deposited by supersonic plasma spraying[J]. Journal of University of Science and Technology, 2013, 35(7): 914-921.
[22] BAI Y, HAN Z H, LI H Q, et al. Structure-property differences between supersonic and conventional atmospheric plasma sprayed zirconia thermal barrier coatings[J]. Surface and Coating Technology. 2011, (205): 3833-3839.
[23] ����˼. ��������Ϳ��ͭ������Ni60Ϳ�����ܵ�Ӱ��[J]. ��ȼ�������, 2018(10): 123-124.
QI Yun-si. Effect of plasma spraying on the performance of Ni60 coating on copper base surface[J]. Internal Combustion Engine and Accessories, 2018(10): 123-124.
[24] �����. �ᾧ��ͭ�������������Ϳ����Ʊ��������о�[D]. ����: ���������Ƽ���ѧ, 2018: 33-38.
ZHANG Ya-nan. Preparation and properties of nickel-based self-lubricating coating on mold copper plate[D]. Xi��an: Xi��an University of Architecture and Technology, 2018: 33-38.
[25] �� ��, ���÷. �������������Ϳ����Ϳ�����о�[J]. ����ά���빤��, 2015(12): 90-91.
CHEN Hui, SUN Hong-mei. Research on coating process of Ni-Al boron nitride sealing coating[J]. Aviation Maintenance and Engineering, 2015(12): 90-91.
[26] �� ��, ţ����, �� ��. �����Գ����ٵ�������Ϳ��¯���Cr2O3-TiO2Ϳ�����ܵ�Ӱ��[J]. �ȼӹ�����, 2019, 48(4): 184-187, 198.
ZHANG Jian, NIU Yong-hui, WANG Zhe. Effect of parameters on the coating performance of Cr2O3-TiO2 in blast furnace tuyere with supersonic plasma spraying[J]. Thermal processing technology, 2019, 48(4): 184-187, 198.
[27] ������, �ű�ϼ, ����. ��������ͿCr2O3-8%TiO2Ϳ������Ż��о�[J]. ���漼��, 2008, 37(4): 39-41, 53.
DUAN Zhong-qing, ZHANG Bao-xia, WANG Ze-hua. Study on parameter optimization of plasma spraying Cr2O3-8%TiO2 coating[J]. Surface Technology, 2008, 37(4): 39-41, 53.
[28] GRIFFITH M L, ENSZ M T, PUSKAR J D, et al. Understanding the microstructure and properties of components fabricated by laser engineered net shaping (LENS)[J]. MRS Proceedings, 2000, 625(1): 9-20.
[29] ��άƽ, ������. ͭ�Ͻ���漤���۸��о���״[J]. ��е���̲���, 2009, 33(9): 6-9.
ZHANG Wei-ping, MA Hai-bo. Research Status of laser cladding on copper alloy surface[J]. Mechanical Engineering Materials, 2009, 33(9): 6-9.
[30] LI Ming-yu, CHAO Ming-ju, LIANG Er-jun, et al. Improving wear resistance of pure copper by laser surface modification[J]. Applied Surface Science, 2011, 258(4): 1599-1604.
[31] ������, ������, �� ��, ��. ��ͭ�������弤���۸�Ni60Ϳ��Ľṹ�������о�[J]. ���⼼��, 2017, 41(1): 40-46.
FANG Yong-xiang, QI Li-jun, WANG Ke, et al. Research on the structure and performance of Ni60 coating with pulsed laser cladding on pure copper surface[J]. Laser Technology, 2017, 41(1): 40-46.
[32] �� ɭ, ���ι�, ������. �ᾧ��ͭ�弤���۸�����ǿ�������о�������ǿ�������ıȽ�[J]. ��ӹ���ģ��, 2013(1): 31-36.
GAO Sen, JIA Zhi-guo, DENG Qi-lin. Research on laser cladding surface strengthening technology of mould copper plate and comparison with electroplating strengthening technology[J]. Electric Machining & Die, 2013(1): 31-36.
[33] WU C L, ZHANG S, ZHANG C H, et al. Phase evolution and properties in laser surface alloying of FeCoCrAlCuNix high-entropy alloy on copper substrate[J]. Surface SMF Coatings Technology, 2017, 315: 368-376.
[34] ZHANG Pei-lei, LIU Xiao-peng, YAN Hua. Phase composition, microstructure evolution and wear behavior of Ni-Mn-Si coatings on copper by laser cladding[J]. Surface and Coatings Technology, 2017, 332: 504-510.
[35] ZHANG Pei-lei, LI Ming-chuan, YU Zhi-shui. Microstructures evolution and micromechanics features of Ni-Cr-Si coatings deposited on copper by laser cladding[J]. Materials (Basel, Switzerland), 2018, 11(6): 875-892.
[36] HU Yong. Microstructure and wear resistance of 62Cu-38Zn brass with bionic coupling units treated by laser cladding[C]// Proceedings of 2018 4th International Conference on Applied Materials and Manufacturing Technology (ICAMMT 2018). Bristol: Iop Publishing Ltd., 2018: 761-768.
[37] ��һӺ, ������, �� ��, ��. �ᾧ��ͭ����漤���۸�Ni-Co-Al2O3 ����Ϳ�������֯������[J]. ���ܲ���, 2015, 46(20): 20148-20152.
WANG Yi-yong, SUN Zheng-guang, JIN Hui, et al. Microstructure and properties of laser cladding Ni-CO-Al2O3 composite coating on the surface of copper plate in a crystal[J]. Functional Materials, 2015, 46(20): 20148-20152.
[38] SCHOPPHOVEN T, GASSER A, WISSENBACH K, et al. Investigations on ultra-high-speed laser material deposition as alternative for hard chrome plating and thermal spraying[J]. Journal of Laser Applications, 2016, 28(2): 022501.
[39] RAYKIS O. Alternative with a future[J]. Laser Technik Journal, 2017, 14(1): 28-30.
[40] LAMPA C, SMIRNOV I. High speed laser cladding of an iron based alloy developed for hard chrome replacement[J]. Journal of Laser Applications, 2019, 31(2): 022511.
[41] LI Li-qun, SHEN Fa-ming, ZHOU Yuan-dong, et al. Comparative study of stainless steel AISI 431 coatings prepared by extreme-high-speed and conventional laser cladding[J]. Journal of Laser Applications, 2019, 31(4): 042009.
[42] �ܹ�ҫ, �� ��, �鴺Ӣ, ��. ����Ͻ���SiC������þ�Ͻ���Ӱ��������������CAģ���о�[J]. ���ܲ���, 2013, 44(1): 43-46.
XIONG Guang-yao, YU Meng, MA Chun-ying, et al. CA simulation study of SiC particles in laser alloying on grain growth in heat-affected zone of magnesium alloy[J]. Functional Materials, 2013, 44(1): 43-46.
[43] �Ź�˳. �ִ��������켼��[M]. ����: ��ѧ��ҵ������, 2006: 137-138.
ZHANG Guo-shun. Modern laser manufacturing technology[M]. Beijing: Chemical Industry Press, 2006: 137-138.
[44] �� ��. ���������Լ�������״��չ��[J]. ���湤����Ѷ, 2005, 5(1): 5-6.
PAN Lin. Current situation and prospect of laser surface modification technology[J]. Surface Engineering Information, 2005, 5(1): 5-6.
[45] �� ��. ��ҵ��ͭ����Ni������Ͻ�����֯�������о�[D]. ����: ɽ����ѧ, 2018: 11-15, 53-86.
TIAN Bei. Microstructure and Properties of Ni-based laser alloying layer on industrial pure copper surface[D]. Jinan: Shandong University, 2018: 11-15, 53-86.
[46] TANG C H, CHENG F T, MAN H C. Laser surface alloying of a marine propeller bronze using aluminium powder[J]. Surface and Coatings Technology, 2006, 200(8): 2602-2609.
[47] MAJUMDAR J D, MANNA I. Laser surface alloying of copper with chromium ��. Improvement in mechanical properties[J]. Materials Science and Engineering A, 1999, 268(1/2): 227-235.
[48] TIAN Bao-hong, ZHANG Yi, LIU Yong. Preparation and properties of Cu-Cr alloy coating on Cu matrix by laser surface alloying[J]. Advanced Materials Research, 2012, 581/582: 467-470.
[49] �� ��, ����Ӣ, �ƿ���, ��. ��������Cr��������Ϳ�����֯���䵼���Ե��о�[J]. �ȼӹ�����, 2004(1): 9-11.
AN Geng, LIANG Gong-ying, HUANG Jun-da, et al. Study on microstructure and electrical conductivity of Cr plasma spray layer by laser remelting[J]. Thermal Processing Technology, 2004(1): 9-11.
[50] YAN H, ZHANG P, YU Z, et al. Development and characterization of laser surface cladding (Ti,W)C reinforced Ni-30Cu alloy composite coating on copper[J]. Optics and Laser Technology, 2012, 44(5): 1351-1358.
[51] ZHOU S, DAI X, XIONG Z, et al. Influence of Al addition on microstructure and properties of Cu-Fe-based coatings by laser induction hybrid rapid cladding[J]. Journal of Materials Research, 2014, 29(7): 865-873.
[52] �� ��. ��ͭ���漤���۸�TiB2/CuͿ��Ĺ��ռ�Ħ��ĥ�������о�[D]. ����: ������ɫ�����о���Ժ, 2012: 31-37.
LI Yan. Study on the technology and frictional wear performance of TiB2/Cu coating on pure copper surface[D]. Beijing: Beijing Institute of Non-Ferrous Metals Research, 2012: 31-37.
[53] �� ��, �� ��, �� ��, ��. ͭ�ı��漤��Ͻͼ����۸��Ʊ�Ni/Cu-Cr3C2/Co�ݶ�Ϳ��[J]. ���漼��, 2018, 47(8): 162-169.
ZHAO Jian, LIU Guang, MA Bing, et al. Preparation of Ni/Cu-Cr3C2/Co gradient coatings by laser surface alloying and laser cladding[J]. Surface Technology, 2018, 47(8): 162-169.
[54] Ф����, �̷���, ������. �������ǿ��ͭ�Ͻ�����չ�о�[J]. ��е����ʦ, 2013(12): 35-38.
XIAO Guo-hua, CHENG Fang-qi, QIN Peng-gao. Research progress of laser surface strengthening copper alloy technology[J]. Mechanical Engineer, 2013(12): 35-38.
[55] BREINAN E M, BANAS C M, KEAR B H. Processing materials with lasers[J]. Physics Today, 1976, 29: 44-48.
[56] QIN Zhen-bo, XIA Da-hai, DENG Yi-da, et al. Effect of process parameters on the microstructure evolution of laser surface quenched Ni-Al bronze[J]. International Journal of Modern Physics B, 2020, 34: 1-3.
[57] COTTAM R, BARRY T, MCDONALD D, et al. Laser processing of nickel-aluminum bronze for improved surface corrosion properties[J]. Journal of Laser Applications, 2013, 25(3): 1-7.
[58] ���沨. ������ͭ�Ͻ�ĸ�ʴ��Ϊ�����������о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2018: 96-100.
QIN Zhen-bo. Corrosion behavior and surface modification of Ni-Al bronze alloys[D]. Shanghai: Shanghai JiaoTong University, 2018: 96-100.
[59] ������. ͭ���ϵļ������ǿ���о�[D]. ����: ֣�ݴ�ѧ, 2013: 20-23.
LI Ming-yu. Research on laser surface strengthening of copper materials[D]. Henan: Zhengzhou University, 2013: 20-23.
[60] ����, �� ��, �� ��, ��. ͭ�Ͻ����ǿ���о���չ[J]. ����������ѧѧ��, 2019, 38(6): 22-27.
LI Yu-hai, WANG Zhen, ZHAO Hui, et al. Research progress in laser surface strengthening of copper alloys[J]. Journal of Shenyang University of Science and Technology, 2019, 38(6): 22-27.
[61] TANG C H, CHENG F T, MAN H C. Improvement in cavitation erosion resistance of a copper-based propeller alloy by laser surface melting[J]. Surface and Coatings Technology, 182(2/3): 300-307.
[62] �Ź�ҫ, ������, �� ԭ, ��. ��������CuCr40-RE�Ͻ����֯������[J]. �����ȴ���ѧ��, 2014, 35(11): 150-154.
ZHANG Guang-yao, WANG Cheng-lei, GAO Yuan, et al. Microstructure and properties of laser remelted CuCr40-RE alloys[J]. Journal of Material Heat Treatment, 2014, 35(11): 150-154.
[63] GILEV V G, MOROZOV E A, KILINA P N, et al. Laser surface hardening of frictional pairs made from steel-copper pseudoalloy[J]. Russian Engineering Research, 2016, 36(2): 152-155.
[64] LI Pei-zhen, MENG Ling-tao, WANG Sheng-hai, et al. In situ formation of Ti47Cu38Zr7.5Fe2.5Sn2Si1Nb2 amorphous coating by laser surface remelting[J]. Materials, 2019, 12(22): 1-9.
GAO Ming-yu1, 2, XIE Hong-bin1, 2, FANG You-tong2, WANG Hong-tao2, LIU Jia-bin1, 2
(1. School of Materials Science and Engineering, Zhejiang University, Hangzhou 310027, China;
2. Center for X-mechanics, Faculty of Engineering, Zhejiang University, Hangzhou 310027, China)
Abstract: The principal surface modification technologies concerning copper and copper alloys, including ionic liquid plating, plasma spraying, laser cladding, laser alloying, laser surface hardening and surface remelting, were reviewed. Through proper surface modification, the relevant performances, the corrosion and wear resistance of the copper and copper alloys will be improved, which broadens the applications of copper and copper alloy. The superiorities of each modification technology were discussed as well as its drawbacks, focusing on the technical challenge from the high thermal conductivities of copper and copper alloys. And the trends of the modification technologies were briefly prospected in the end.
Key words: copper; copper alloys; surface treatment; electroplating; coating; laser processing
Foundation item: Project(2017YFB1200800) supported by the National Key Research and Development Program of China; Project(2018XZZX001-05) supported by the Fundamental Research Funds for Central Universities, China
Received date: 2020-07-10; Accepted date: 2020-11-06
Corresponding author: LIU Jia-bin; Tel: +86-13868154476; E-mail: liujiabin@zju.edu.cn
(�༭ ����)
������Ŀ�������ص��з��ƻ�������Ŀ(2017YFB1200800)�������У�������о���������Ŀ(2018XZZX001-05)
�ո����ڣ�2020-07-10�������ڣ�2020-11-06
ͨ�����ߣ����α����ڣ���ʿ���绰��13868154476��E-mail��liujiabin@zju.edu.cn

