ЦР№ъУРЙ«ҪрКфС§ұЁ 2004,(04),681-685 DOI:10.19476/j.ysxb.1004.0609.2004.04.028
ФӨұәВБөзҪвІЫөзБчР§ВКУлСфј«өзБч·ЦІјөДКэС§ДЈРН
ХЕЗпЖј
ұұ·Ҫ№ӨТөҙуС§ПЦіЎЧЬПЯУлЧФ¶Ҝ»ҜЦШөгКөСйКТ,ұұ·Ҫ№ӨТөҙуС§ПЦіЎЧЬПЯУлЧФ¶Ҝ»ҜЦШөгКөСйКТ ұұҫ©100041 ,ұұҫ©100041
ХӘ ТӘЈә
ФЪёҙФУөДЧЫәПКэС§ДЈРНөД»щҙЎЙП, АыУГХэҪ»¶аФӘ»Ш№й·ЁСРҫҝБЛФӨұәөзҪвІЫЦРөзБчР§ВКУлСфј«өзБч·ЦІјөД№ШПө, өГөҪТ»ёцҙъКэ·ҪіМКҪ, Н¬Кұ, УГХвёцҙъКэ·ҪіМКҪ·ЦОцБЛСфј«өзБч·ЦІјУлөзБчР§ВКөД№ШПөЎЈ·ЦОцҪб№ыұнГч:Сфј«өзБч·ЦІјУлөзБчР§ВК¶јЛжКұјдәНҝХјд¶шёДұд;Сфј«өзБч·ЦІјөДёДұдТэЖрөзБчР§ВКөДёДұд;ФЪKuhnTuckerАнВЫөД»щҙЎЙП, »№МЦВЫБЛПөБРөзБчІ»ұдКұөДЧојСөзБчР§ВК, УЙУЪөзҪвІЫЦРҙЕіЎЎўБчіЎ·ЦІјІ»ҫщФИөИФӯТт, Іў·ЗСПёсҫщФИөДСфј«өзБч·ЦІјІЕДЬөГөҪЧоёЯөДөзБчР§ВКЎЈ
№ШјьҙКЈә
ВБөзҪв ;ХэҪ»¶аФӘ»Ш№й ;өзБчР§ВК ;өзБч·ЦІј ;
ЦРНј·ЦАаәЕЈә TF351
КХёеИХЖЪЈә 2003-08-07
»щҪрЈә №ъјТЧФИ»ҝЖС§»щҪрЧКЦъПоДҝ (59974001); ұұҫ©КРПЦіЎЧЬПЯУлЧФ¶Ҝ»ҜЦШөгКөСйКТЧКЦъПоДҝ;
Mathematical model of current efficiency with anode current distribution in aluminum production
AbstractЈә
On the bases of the comprehensive mathematical model, the relation between current efficiency and anode current distribution in aluminum production was examined through using orthoganal regression design method. An algebraic equation was developed under some reasonable simplification, and based on it, the variation of current efficiency and anode current distribution was analyzed. The results show that both current efficiency and current distribution change with time and position. By use of the Kuhn Tucker¬р theory, the optional current efficiency under given total serial current was discussed. Not strictly smooth anode current distribution results in optional current efficiency because of the uneven physical fields distribution.
KeywordЈә
current efficiency; aluminum electrolysis; current distribution; orthogonal regression design;
ReceivedЈә 2003-08-07
ВБөзҪвІЫЦРөзБч·ЦІјЛІПўНтұд, ФЪІ»Н¬өДКұјдәНҝХјдУРІ»Н¬өДЦө, КЗөзҪв№эіМЦРЧоДСХЖОХөДІОКэЎЈ өзБчР§ВККЗВБөзҪв№эіМЧоЦШТӘөДјјКхҫӯјГЦёұк, ФЪВБЙъІъЦРУРәЬ¶аТтЛШУ°ПмөзБчР§ВК, АэИз: ОВ¶И, өзБчЗҝ¶И, өзБчГЬ¶И, ҪрКфБч¶Ҝ, өзҪвЦКЧйіЙ, ј«јдҫаАл, ІЫБдөИЎЈ НЁ№э·ЦОцҝЙТФ·ўПЦјёәхЛщУРУлөзБчР§ВКУР№ШөДТтЛШ¶јУлөзБч·ЦІјУР№Ш, »тХЯЦұҪУ»тјдҪУөШУ°ПмөзБч·ЦІј
[1 ,2 ]
, ҪрКфБч¶ҜУлөзБч·ЦІјУР№Ш, ОВ¶Иј°Жд·ЦІјНЁ№эёДұдВҜМЕРОЧҙАҙёДұдөзБч·ЦІј, өзҪвЦКіЙ·ЦТІҝЙТФУЙөзБч·ЦІјөДұд»ҜАҙ·ҙУі, ј«јдөДҫаАләНВБЛ®ЖҪТІУ°ПмөзБч·ЦІјЎЈ УЙУЪФЪИОәОЗйҝцПВ, НвІҝөзБч·ЦІјј°Ждұд»ҜұИЖдЛыИОәОІОКэёьИЭТЧІв¶ЁЎЈ ТтҙЛ, СРҫҝөзБч·ЦІјУлөзБчР§ВКЦ®јдөД№ШПө·ЗіЈУРТвТе, ТІКЗөзБчР§ВКБ¬РшјаІвөД»щҙЎЎЈ
№ъДЪНвХвТ»·ҪГжөД№ӨЧчұЁөАҪПЙЩ, ө«СРҫҝөзБч·ЦІјәНСРҫҝөзБчР§ВКөДұЁөАәЬ¶а, ХвР©СРҫҝ¶ФұҫОДСРҫҝҫЯУРЦШТӘөДІОҝјТвТе
[3 ,4 ,5 ,6 ]
ЎЈ
ФӨұәөзҪвІЫОпАніЎөДМШХчФЪРн¶аОДХВЦРУРГиКц, Хл¶ФДіі§160 kAФӨұәөзҪвІЫ, ОТГЗТІЧц№эТ»ПөБРөД№ӨЧч
[7 ,8 ,9 ,10 ]
ЎЈ ҪбВЫИзПВ: ПЦРРөДДёПЯЕдЦГПВҙ№ЦұҙЕіЎҪПҙуЗТСПЦШІ»ҫщФИ, ДіТ»өзҪвІЫЗшУтҙ№ЦұҙЕіЎҙпөҪ4ЎБ10-3 T, ҪрКфБч¶ҜЛЩ¶ИҪПҝмЗТІ»ҫщФИ, ЖҪҫщБч¶ҜЛЩ¶ИОӘ8 cm/s, ЧоҙуБч¶ҜЛЩ¶ИҙуУЪ20cm/sЎЈ өзҪвІЫДЪөДөзБч·ЦІјКЬВҜ°пәНөҘёцСфј«өзБчөДУ°Пм, Л®ЖҪөзБчЛжВҜ°пөДұд»Ҝ¶шұд»Ҝ, Из№ыВҜ°пСУЙмөҪСфј«өЧХЖН¶У°ПВ, ФтЛ®ЖҪөзБчФцјУ, ТэЖрВБТәГчПФЙППВІЁ¶Ҝ, ХвҫНөјЦВөзБчР§ВКәЬөНЎЈ
1өзБчР§ВКөДјЖЛгДЈРН
1.1 өзБчР§ВКөДЧЫәПКэС§ДЈРН
УР№ШөзБчР§ВКөД»ъАнДЈРНәНҫӯСйДЈРНУРРн¶аұЁөА, ө«¶јІ»ДЬВъЧг·ЦОцөзБч·ЦІјУлөзБчР§ВК№ШПөөДРиТӘЎЈ ФЪLillebuenДЈРН»щҙЎЙП
[11 ]
, ід·ЦҝјВЗХыёцҙ«ЦК№эіМЦРөДЛщУРТтЛШ, НЁ№эЦШРВ¶ЁТеј°ЦШРВјЖЛгДЈРНЦРөДТ»Р©ұдБҝ, НЖөјБЛТ»ёцВБөзҪв№эіМЦРөзБчР§ВКөДЧЫәПКэС§ДЈРНЎЈ ПВГжҪцёшіц·ҪіМКҪ, ДЈРНөДНЖөјәНІОКэөДОпАнТвТејыОДПЧ
[
12 ]
ЎЈ
{ ҰЗ = 1 0 0 - 2 1 9 A Ұ© - 1 D 0 . 6 7 m e ҰМ - 0 . 5 ? ? ? U - 0 . 8 3 e d - 0 . 1 7 ҰС 1 . 5 c % w ( A l ) ( 1 - f ) f = c m / c * m D m e = D m ( ҰТ r / ҰТ ) 0 . 5 ? ? ? ( 1 )
ҪшТ»ІҪСРҫҝДЈРНЦРөДұдБҝ, ҝЙЦӘЛьГЗУЙПВКц№ӨЧчІОКэҫц¶Ё, јҙОВ¶И (T ) , өзБчГЬ¶И (J c ) , ИЫМеБч¶ҜЛЩ¶И (u ) , ТхСфј«јдҫаАл (d ) , ҪзГжХЕБҰ (ҰТ ) , ҪрКфұҘәН¶И·ЦКэ (f ) ЎЈ ТСЦӘХвР©ІОКэҫНҝЙТФНЁ№э·ҪіМ (1) јЖЛгіцөзБчР§ВК, Из№ыөзҪвІЫВҜ°пРОЧҙұд»ҜІ»КЗәЬҝмөД»°, ХвР©ІОКэҝЙТФУЙөзБч·ЦІјЦұҪУјЖЛгөГөҪ»тХЯУЙ°лҫӯС鹫КҪҙЦВФҫц¶ЁЎЈ ИЫМеБч¶ҜЛЩ¶И (u ) ЦчТӘИЎҫцУЪөзҙЕБҰәНЦШБҰ, ЛжЧЕКұјдұд»ҜөДөзҙЕБҰЦ»ИЎҫцУЪҙЕіЎәНөзБч·ЦІј, ТтҙЛ, НЁ№эҪв№ШУЪИИіЎЎў өзіЎЎў ҙЕіЎәНБчіЎөД·ҪіМЧй, јҙҝЙЗуөГИЫМеБч¶ҜЛЩ¶ИЎЈ өзБчГЬ¶Иd c УЙЦұҪУҪвөзіЎ·ҪіМЧйҫц¶Ё, T , d , ҰТ әНf өИІОКэУЙ°лҫӯС鹫КҪ (2) јЖЛгөГөҪ
[13 ]
:
{ Ұі = Ұі 0 + B J e ( J e - G ) J i = C i / Ұ© i ҰТ = C 0 - C 2 J c f = f 0 - C 4 J a ? ? ? ( 2 )
ХвАпT 0 , B , G , C i C 0 , C 2 , f 0 , C 4 КЗКөСйҪб№ыјЖЛгөГөҪөДіЈБҝЎЈ J e , J c , J a ·ЦұрКЗөзҪвЦКөзБчГЬ¶И, Тхј«өзБчГЬ¶ИәНСфј«өзБчГЬ¶И, јҙөзБч·ЦІјЎЈ ЛщТФ·ҪіМКҪ (1) Ўў (2) ёшіцБЛөзБчР§ВКәНөзБч·ЦІјөД№ШПө, Из№ыТСЦӘөзБч·ЦІј, ҫНҝЙТФјЖЛгіцөзБчР§ВКЎЈ УЙУЪФЪҙуРНөзҪвІЫЦРөзБч·ЦІјІ»ҫщФИ, ТтҙЛөзБчР§ВКТІІ»Т»ЦВЎЈ ІЙУГЗшУтІОКэ¶ФУҰөДКЗЗшУтөзБчР§ВК, ІЙУГЖҪҫщІОКэ¶ФУҰөДҫНКЗЖҪҫщөзБчР§ВКЎЈ ұҫОДЧчХЯІЙУГ¶юСх»ҜМј·ЦОц·ЁәННӯПЎКН·Ё, ҪцҪцУГХыёцөзҪвІЫөДЖҪҫщөзБчР§ВКСйЦӨДЈРНЎЈ КөСйҪб№ыұнГч, Т»ЦЬКұјдДЪөзБчР§ВКөДјЖЛгЦөәНІвБҝЦөПа¶ФОуІоОӘ0.5%ЎЈ ТтҙЛ, ·ҪіМКҪ (1) Ўў (2) ҝЙТФ·ЦОцөзБч·ЦІјУлөзБчР§ВКөД№ШПө, ө«ҙУ·ҪіМЧйЦӘөАөзБч·ЦІјУлөзБчР§ВККЗНЁ№эәЬёҙФУөДОпАніЎјЖЛгДЈРНБӘПөЖрАҙ, јЖЛг№ӨЧчБҝҙу¶шЗТНЁ№эұнҙпКҪәЬДС·ЦОцЛьГЗЦ®јдөД№ШПөЎЈ ОӘБЛҪвҫцХвёцОКМв, ОТГЗІЙУГХэҪ»¶аФӘ»Ш№й·Ёјт»ҜДЈРНЎЈ
1.2 өзБчР§ВКөДҙъКэ·ҪіМДЈРН
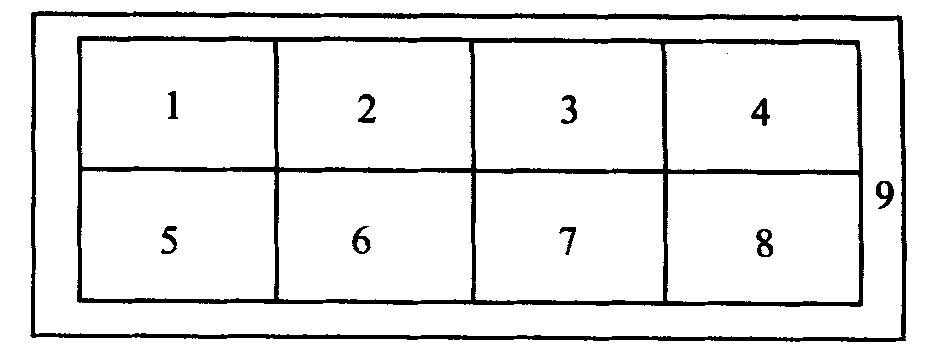
ТФ160 kAФӨұәөзҪвІЫОӘАэ, ҙЛ·Ҫ·ЁҝЙТФНЖ№гөҪЖдЛыөзҪвІЫЎЈ Ҫ«160 kAФӨұәөзҪвІЫ»®·ЦіЙ9ёцЗшУт
[11 ]
, ЖдЦР8ёцЗшУтУРҙ№ЦұөзБч, ¶шБнТ»ёцГ»УРҙ№ЦұөзБч, іэөЪ9ЗшУтНв, ЖдУаГҝёцЗшУтУЙ3ёцСфј«ЧйіЙ, ЗшУт»®·ЦјыНј1ЎЈ өұИ»ЗшУтҝЙТФИОТв»®·Ц, ө«ИфФЪН¬Т»ЗшУтДЪУРТ»ЦВөДОпАніЎ, ·ЦОц»бёь·ҪұгЎЈ Из№ыЗшУт»®·ЦёьПё, Ҫб№ыёьҫ«И·, ө«јЖЛгИҙёьёҙФУЎЈ
Нј1 160 kAФӨұәөзҪвІЫөД·ЦЗш
Fig.1 Zone distribution of160 kA prebake cell
ҙУЗшУтөД»®·ЦөГЦӘ, №ІУР8ёцЗшУРөзБчҪшИл, ·ҪіМКҪЦРУҰ°ьә¬8ёцұдБҝЎЈ ҝЙУГ8ФӘХэҪ»»Ш№й·Ҫ·ЁҪвҫцХвёцОКМв, ҪЁБўҙъКэ·ҪіМЦұҪУПФКҫГҝЗшөзБч¶ФЖҪҫщөзБчР§ВКөДУ°ПмЎЈ ХэҪ»¶аФӘ»Ш№й·ЁКЗЙијЖКөСйЎў ҪЁБўДЈРНөДУРР§·Ҫ·ЁЎЈ КЧПИСЎөгјЖЛг»щУЪёҙФУДЈРНөДТ»ПөБРөзБчР§ВКЦө, И»әуУГХвР©ЦөөГөҪТ»ёцҙъКэ·ҪіМКҪЎЈ
ҪЁБў»Ш№йДЈРНЛщРиөДөзБчР§ВКЦөөДКэДҝОӘ
[14 ]
:
ұн1 ХэҪ»»Ш№йөДұнН·ЙијЖ
Table 1 Head design for orthogonal regression table
x 0 x 1 x 2 x 3 x 4 x 5 x 6 x 7 x 8 x 2 1 x 2 2 x 2 3 x 2 4 x 2 5 x 2 6
x 2 7 x 2 8 x 1 x 2 x 1 x 3 x 1 x 4 x 1 x 5 x 1 x 6 x 1 x 7 x 1 x 8 x 2 x 3 x 2 x 4 x 2 x 5 x 2 x 6 x 2 x 7 x 2 x 8
x 3 x 4 x 3 x 5 x 3 x 6 x 3 x 7 x 3 x 8 x 4 x 5 x 4 x 6 x 4 x 7 x 4 x 8 x 5 x 6 x 5 x 7 x 5 x 8 x 6 x 7 x 6 x 8 x 7 x 8
x 1 x 2 x 3
ұн2 ТтЧУЛ®ЖҪұаВлұн
Table 2 Level code for factors
x i +2.045
+1
0
-1
-2.045
I 24 135
21 000
18 000
15 000
11 865
N =2p p +1=28 +2ЎБ8+1=273
ЦРРДіЈКэОӘ:
K = (2p N ) 1/2 =0.968 4
РЗәЕұЫОӘ:
r = (2p -2N ) 1/2 -2p
ЙПКц·ҪіМКҪЦР, N КЗРиТӘјЖЛгөДөгКэДҝ; p КЗТтЛШөДКэДҝ; k КЗЦРРДіЈКэ; r КЗРЗәЕұЫЎЈ
Из№ыИ«ЕМҝјВЗЛщУРПо, јҙ°ьАЁЛщУРТтЛШөДПа»ҘЧчУГ, Фт·ҪіМКҪЦР»біцПЦәЬ¶аПо, ДЗСщМ«ёҙФУ¶шЗТГ»ұШТӘЎЈ ҙУКөјКУҰУГәН·ЦОцЦР, ОТГЗҝЙТФәцВФҙу¶аКэёЯҙОГЭПоЎЈ ХвАпОТГЗЦ»ІЙУГТ»ҙОПоәН¶юҙОПо, ЗТЦ»УГТ»ёцИэҙОПоұИҪПЖдЦШТӘРФЎЈ ЙФәујмІйіцөДЦШТӘРФұнГчЛщУРИэҙОПоІ»СПЦШУ°ПмөзБчР§ВКЎЈ
өзБчУлТтЧУөДЧӘ»»№ШПөОӘ:
x i I -18 000) /3 000
КҪЦР I ОӘөзБчЗҝ¶И, 0Л®ЖҪОӘ18 kA, +1Л®ЖҪОӘ21 kAЎЈ КөСйЖЪјд, өзҪвВБі§өДПөБРөзБчҙуФјФЪ150 kAЧуУТЎЈ өұИ», ҪЁБўөДөзБчР§ВКәНөзБч·ЦІјөД№ШПөҝЙТФСУЙмөҪёьҝнөД·¶О§ЎЈ
өзБчР§ВКәНЗшУтөзБчөДҙъКэұнҙпКҪИзПВ:
ҰЗ =B 0 +ЎЖa i x i b i x
2 i +
ЎЖ (x i C ij x j
ТтОӘәЬДСІвБҝЗшУтөзБчР§ВКАҙСйЦӨөГөҪөДКэС§ДЈРН, ОТГЗҪцҝјВЗХыёцөзҪвІЫөДЖҪҫщөзБчР§ВКЎЈ УГУЪјЖЛгЖҪҫщөзБчР§ВКөДB 0 , a i b i c ij 2 O3 3%, MgF2 3%, CaF2 3%ЧуУТ, ПөБРөзБчОӘФј150 kAЎЈ ұн3өДПөКэҝЙДЬ»бЛжІЩЧч»·ҫіөДІ»Н¬¶шІ»Н¬ЎЈ
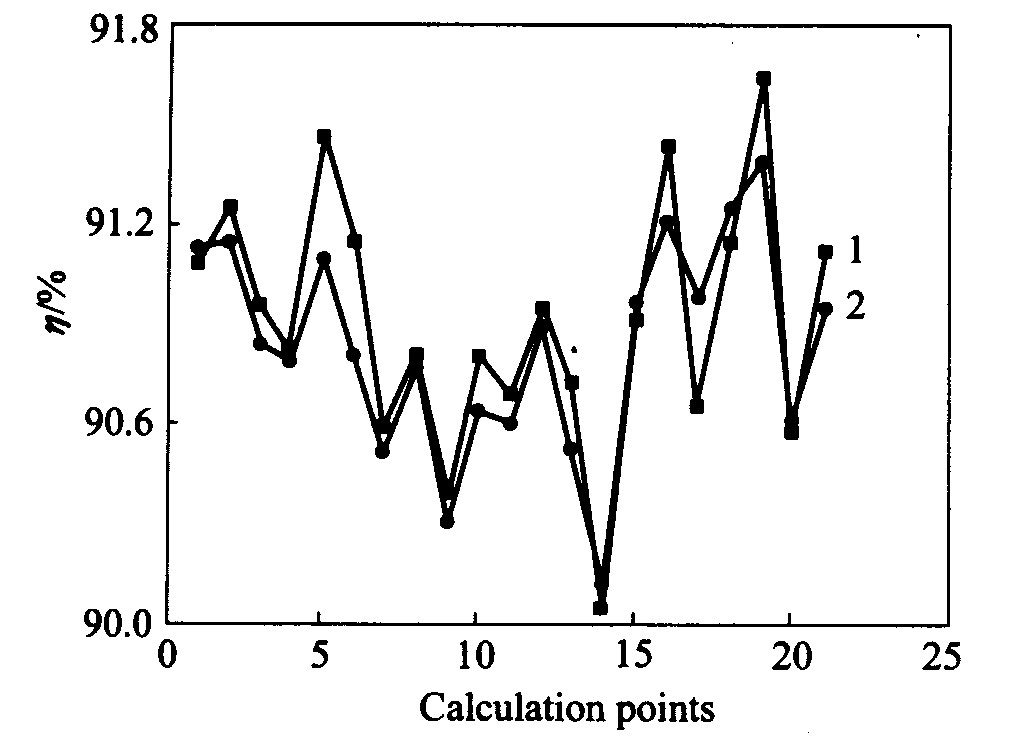
ОӘБЛІвКФХэҪ»¶аФӘ»Ш№йДЈРНөДҫ«И·¶И, ИОСЎТ»Р©өг·ЦұрУГХэҪ»»Ш№йДЈРНәНЧЫәПДЈРНјЖЛгөзБчР§ВКЎЈ Ҫб№ыИзНј2ЛщКҫЎЈ ҙУНј2өДҪб№ыАҙҝҙ, ОТГЗИПОӘХэҪ»»Ш№йДЈРНҝЙҙъМжёҙФУЧЫәПДЈРНАҙ·ЦОцөзБч·ЦІј¶ФөзБчР§ВКөДУ°ПмЎЈ
2өзБч·ЦІј¶ФөзБчР§ВКөДУ°Пм
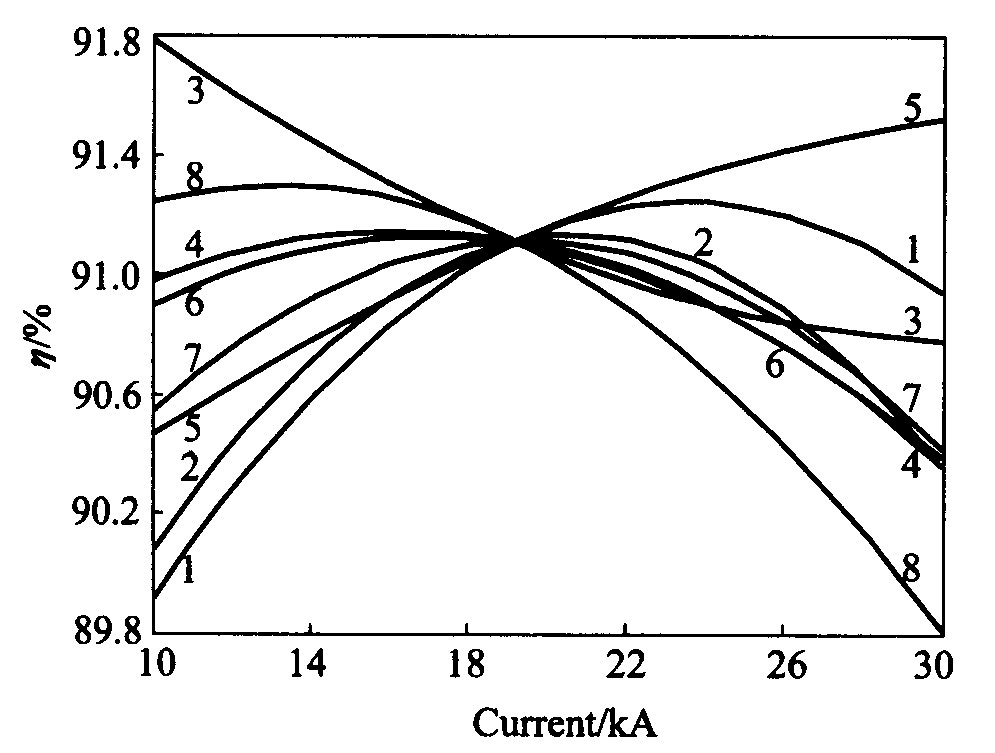
УЙКҪ (3) әЬИЭТЧјЖЛгіцЖҪҫщөзБчР§ВКәНЗшУтөзБчР§ВК, Нј3ЛщКҫОӘёчёцЗшУтөзБч¶ФЖҪҫщөзБчР§ВКөДУ°Пм, ЗъПЯЙПөДКэ (Из1, 2өИ) ұнКҫПа№ШЗшУтЎЈ
Нј3ЦР, ХыёцөзБчұ»№М¶ЁФЪ153 kAЎЈ ОТГЗК№ЗшУтөзБчҙУ10 kAұд»ҜөҪ30 kA, ХвКЗ·ыәПВБөзҪв№эіМСфј«ЧчТөөДМШөгЎЈ ФЪКөСйЖЪјд, КөјКЗшУтөзБчұд»ҜФЪ13Ў«24 kA·¶О§ЎЈ ФЪНј3өД·ЦОцЦР, Ц»ИГТ»ёцЗшУтөДөзБчұд»Ҝ, ЧЬөзБчұЈіЦБ¬Рш, КЈПВөДөзБчЖҪҫщ·ЦІјФЪЖдЛыЗшУтЎЈ Нј3Ҫб№ыұнГч, ¶Фҙу¶аКэЗшУт, ФЪҝјІмөД·¶О§ДЪҙжФЪЧоҙуөзБчР§ВК, ө«УРР©ЗшУт, АэИз3әН5, өзБчР§ВКФЪёш¶Ё·¶О§ДЪТ»ЦұФцјУ (ЗъПЯ5) »тТ»ЦұјхЙЩ (ЗъПЯ3) ЎЈ ОТГЗИПОӘёчЗшУтөДөзБч·ЦІј¶ФөзБчР§ВКУРІ»Н¬өДУ°Пм, ¶аКэЗшУтҙжФЪЧојСөзБч·ЦІј, ХвКЗТ»ёцЖХұйҙжФЪөД№жВЙЎЈ өұИ», ёчЦЦөзҪвІЫөД¶ЁБҝ№ШПөІ»ПаН¬, ХвУлөзҪвІЫ№№ФмУР№Ш, УлөзҪвІЫОпАніЎ·ЦІјГЬЗРПа№ШЎЈ
ұн3 УГ»Ш№й·ҪіМ (3) јЖЛгЖҪҫщөзБчР§ВКөДПөКэұн
Table 3 Coefficients for computation of even current efficiency by Eqn.3
Value
Coefficient
Value
Coefficient
Value
Coefficient
Value
Coefficient
Value
a11 2
0.256
b3
0.021
c16
0.052
c35
0.008
c58
0.081
Нј2 »Ш№йДЈРНәНЧЫәПДЈРНөДјЖЛгҪб№ыұИҪП
Fig.2 Calculation results for bothcomprehension model and regression model1ЎӘResults for comprehension model;2ЎӘResults for regression model
Нј3 өзБч·ЦІј¶ФөзБчР§ВКөД№ШПөНј
Fig.3 Relation between currentdistribution and current efficiency
УЙ·ҪіМКҪ (3) іц·ў, ТІәЬИЭТЧЧчіц¶юФӘНјәН¶аФӘНјЎЈ ПВГжҫНЧојСөДөзБчР§ВКЧчТ»јтТӘГиКцЎЈ
3 ЧојСөзБчР§ВК
КІГҙКЗЧојСөДөзБчР§ВК, ФхСщөДөзБч·ЦІјДЬөГөҪЧоёЯөДөзБчР§ВК?ХвР©ОКМвәЬДСҫ«И·Ҫвҙр, әЬҝЙДЬКЗТ»ёц¶аГЕС§ҝЖөДЧЫәП¶ш№йҪбОӘТ»ёцКэС§ДСМвЎЈ ФЪұн3ЦР, ЧоёЯөзБчР§ВКОӘ91.78%, ХвІ»КЗФЪХыёц·¶О§әН¶аТтЛШЧЫәПҝјВЗөДЧоҙуЦө, Ц»КЗФЪМШ¶ЁМхјюПВөДЧојСЦөЎЈ ЛдИ»әЬДСөГөҪХыёцЗшУтЦРөДЧоёЯөзБчР§ВК, ө«ТЧЦӘ¶ФЛщУРСфј«ҫщФИ·ЦІјөДөзБчөГІ»өҪЧоҙуөзБчР§ВКЎЈ Из№ыЛщУРСфј«өзБчКЗПаөИөД, ФтөзБчР§ВКөИУЪ91.12%ЎЈ
»щУЪKuhn Tucker АнВЫ
[15 ]
, ДЬөГөҪөұЎЖx i ҰХ (x i ҰЛ ) =-ҰЗ (x i ҰЛ (ЎЖx j
Бо
{ ? ҰХ / ? ҰЛ = 0 ? ҰХ / ? x i = 0
ЛщТФ
{ ЎЖ x j - 3 = 0 - a i - 2 b i x i - ЎЖ C i j x j + ҰЛ = 0
ҪвЙПКц·ҪіМөГx 1 =0.788; x 2 =0.653; x 3 =1.885; x 4 =-1.245; x 5 =1.284; x 6 =0.845; x 7 =-1.241; x 8 =0.31 (Чў: I =3 000ЎБ x i x 4 =-1.245, I =14 265A) ЎЈ ФЪХвЦЦЗйҝцПВ, ЖҪҫщөзБчР§ВКОӘ91.17%, ұИөзБчЖҪҫщ·ЦІјФЪёчёцЗшУтКұөДөзБчР§ВКҙу0.05%ЎЈ ¶шФЪНј3ЦР, УРРн¶аөгөДөзБчР§ВК¶јҙуУЪ91.12%ЎЈ ХвЛЖәхУлҙ«НіөД№ЫөгУРөгГ¬¶ЬЎЈ УЙУЪөзҪвІЫЦРҙжФЪІ»ЖҪәвөДҙЕіЎ·ЦІј, І»ҫщФИөДөзБч·ЦІјІҝ·ЦІ№іҘБЛІ»ҫщФИөДҙЕіЎ·ЦІј, јхЙЩБЛөзҙЕБҰ¶ФИЫМеөДЧчУГ, ҙУ¶шјхөНБЛҪрКфБч¶ҜЛЩ¶И, МбёЯБЛөзБчР§ВКЎЈ ИзәОІЕДЬҙпөҪЧојСөДөзБчР§ВК?УЙУЪөзБч·ЦІјГчПФөШУ°ПмөзБчР§ВК, ТтҙЛҙУөзБч·ЦІјөД№Ыөг, УҰёГҫЎБҝҪУҪьЧојСөзБч·ЦІјЎЈ РВ»»өДСфј«І»ДЬПуЖдЛыСфј«Т»Сщөјөз, ¶шТӘФЪ10 hТФәуІЕДЬХэіЈ№ӨЧчЎЈ Из№ыРВСфј«ДЬЙиЦГФЪЧојСөзБч·ЦІјәЬөНөДөШ·Ҫ, ¶шЗТФЪЛьХэіЈөјөзКұТЖөҪұрҙҰ, ДЗГҙөзБчР§ВКҫНДЬФцјУЎЈ ХвСщІЩЧчҝЙДЬ»бФцјУИЛБҰіЙұҫ, ө«ИфГҝЗшөДЧојСөзБч·ЦІјІоұрәЬҙуөД»°, ХвКЗЦөөГөДЎЈ БнНв, ЧйЧ°Сфј«әу, °ҙЧйЧ°ЦКБҝ·Цј¶, ФЪ°ІЧ°Сфј«З°, °СөјөзРФәГөДСфј«°ІЧ°ФЪЧојСөзБч·ЦІјҪПёЯөДЗшУтЎЈ Из№ыМхјюРнҝЙ, өзҪвІЫЙП°ІЧ°өчҪЪЧ°ЦГ, ТІКЗТ»ЦЦУРР§өД·Ҫ·ЁЎЈ
4 ҪбВЫ
ТФ160 kAФӨұәөзҪвІЫОӘАэ, УҰУГВБөзҪв№эіМөзБчР§ВКөДЧЫәПДЈРННЁ№эХэҪ»¶аФӘ»Ш№й·Ҫ·Ё¶ФөзБчР§ВКөДјЖЛг, өГөҪТ»ёцХэҪ»¶аФӘ»Ш№йДЈРН, ҙЛДЈРНЦұҪУГиКцБЛФӨұәВБөзҪвІЫөзБчР§ВКУлөзБч·ЦІјјдөД№ШПөЎЈ Н¬Кұ, УҰУГјтөҘөДХэҪ»¶аФӘ»Ш№й·ҪіМКҪ·ЦОцБЛөзБч·ЦІј¶ФөзБчР§ВКөДУ°ПмЎЈ ҪбВЫОӘ: ФЪДіР©ПЮ¶ЁМхјюПВ, ¶Фҙу¶аКэСфј«өДөзБч·ЦІјУРТ»ёцЧојСөзБчР§ВКЦө; ө«ФЪІ»Н¬МхјюПВЧојСөзБч·ЦІјЦөІ»Т»Сщ, ХвУлөзҪвІЫҪб№№әНОпАніЎ·ЦІјПа№Ш; ЗТФЪөзҪвІЫН¶ИлЙъІъәу, ¶ФМШ¶ЁөДөзҪвІЫ, ҪЁБўМШ¶ЁөДөзБч·ЦІј¶ФөзБчР§ВКөД№ШПө·ҪіМ, ¶ФУЪЦёөјөзҪвІЫЧчТө, МбёЯЙъІъР§ВКУРІОҝјТвТеЎЈ
ІОҝјОДПЧ
[1] ЎЎЗсЦсПН.ФӨұәІЫБ¶ВБ[M].ұұҫ©:ТұҪр№ӨТөіц°жЙз, 1988.6.QIUZhu xian.AluminumMetallurgywithPrebakeCell[M].Beijing:MetallurgicalIndustryPress, 1988.
[2] ЎЎGrjotheimK, KrohnC, MalinovskyM, etal.AluminumElectrolysis[M]. (2nded) .Dusseldorf:Aluminum Verlag, 1982.
[3] ЎЎAureliuP, AugustinM, GheorgheD, etal.Analysisofthephenomenaatthestart upofaluminumelectrolysiscellbythevisualizationofthecurrentdistribution[A].ProceedingsoftheTechnicalSessionsatthe131stAnnualMeeting[C].184ThornHillRoadWarrendale, Pennsylvania, Washington:APublicationofTMS, 2002.389396.
[4] ЎЎArkhipovGV, PinginVV.Investigatingthermoelectricfieldsandcathodebottomintegrityduringcellpreheating, start upandinitialoperatingperiod[A].ProceedingsoftheTechnicalSessionsatthe131stAnnualMeeting[C].184ThornHillRoadWarrendale, Pennsylvania, Washington:APublicationofTMS, 2002.347354.
[5] ЎЎZHOUPing, ZHOUNai jun, MEIChi, etal.NumericalcalculationandindustrialmeasurementsofmetalpadvelocitiesinHall Heroultcells[J].TransNonferrousMetSocChina, 2003, 13 (1) :208212.
[6] ЎЎОвҪЁҝө, »ЖЎЎзл, »ЖЎЎҝЎ, өИ.ВБөзҪвІЫөзҪвЦКВБТәБч¶Ҝј°ВБТәұнГжұдРОјЖЛг[J].ЦР№ъУРЙ«ҪрКфС§ұЁ, 2003, 13 (1) :241244.WUJian kang, HUANGMin, HUANGJun, etal.Computationofflowfieldofelectrolyte aluminiumliquidandsurfacedistortionofaluminumliquidinreductioncell[J].TheChineseJournalofNonferrousMetals, 2003, 13 (1) :241244.
[7] ЎЎФшЛ®ЖҪ, ІКмч·п, Г·ЎЎіг, өИ.ВБөзҪвІЫДЪҙЕіЎөДИэО¬КэЦө·ЦОц[J].ЦРДП№ӨТөҙуѧѧұЁ, 1995, 26 (5) :618622.ZENGShui ping, CAIQi feng, MEIChi, etal.Calculationandanalysisofthemagneticfieldinaluminareductioncell[J].JournalofCentralSouthUniversityofTechnology, 1995, 26 (5) :618622.
[8] ЎЎФшЛ®ЖҪ, БхТөПи, Г·ЎЎіг.ВБөзҪвІЫДЪИэО¬өзБч·ЦІјКэЦөДЈДв[J].УРЙ«ҪрКф, 1996, 48 (3) :8892.ZENGShui ping, LIUYe xiang, MEIChi.3 Dcurrentdistributioninaluminareductioncell[J].NonferrousMatals, 1996, 48 (3) :8892.
[9] ЎЎБхТөПи, Г·ЎЎіг, ФшЛ®ЖҪ.ВБөзҪвІЫДЪИэО¬БҰіЎөДКэЦөДЈДв[J].ЦР№ъУРЙ«ҪрКфС§ұЁ, 1996, 6 (1) :2731.LIUYe xiang, MEIChi, ZENGShui ping.Computersimulationofelectromagneticforcefieldonthemeltinaluminareductioncell[J].TheChineseJournalofNonferrousMetals, 1996, 6 (1) :2731.
[10] ЎЎZENGShui ping.Effectofcurrentdistributiononcurrentefficiencyin160kAprebakecells[A].ProceedingsoftheTechnicalSessionsatthe131stAnnualMeeting[C].184ThornHillRoadWarrendale, Pennsylvania, Washington:APublicationofTMS, 2002.503510.
[11] ЎЎHaupinWE.ProductionofAluminiumandAlumina[M].London:LondonPress, 1987.
[12] ЎЎZENGShui ping, LIUYe xiang, MEIChi.Mathematicalmodelforcontinuousdetectionofcurrentefficiencyinaluminumproduction[J].TransNonferrousMetSocChina, 1998, 8 (4) :683687.
[13] ЎЎФшЛ®ЖҪ, БхТөПи.160kAФӨұәВБөзҪвІЫЗшУтөзБчР§ВК[J].ЦР№ъУРЙ«ҪрКфС§ұЁ, 2000, 10 (2) :274277.ZENGShui ping, LIUYe xiang.Zonecurrentefficiencyin160kAprebakealuminumelectrolysiscell[J].TheChineseJournalofNonferrousMetals, 2000, 10 (2) :274277.
[14] ЎЎНфОэРў.КөСйСРҫҝ·Ҫ·Ё[M].іӨЙі:әюДПҝЖјјіц°жЙз, 1989.WANGXi xiao.ExperimentalMethods[M].Changsha:HunanScienceTechnologyPress, 1989.
[15] ЎЎFoxRL.№ӨіМЙијЖЧоУЕ·Ҫ·Ё[M].ұұҫ©:ҝЖС§іц°жЙз, 1984.FoxRL.OptimuminEngineeringDesign[M].Beijing:SciencePress, 1984.