�й���ɫ����ѧ�� 2003,(04),968-973 DOI:10.19476/j.ysxb.1004.0609.2003.04.029
�ְ����ȼ�պϳɵĽ����մɸ���Ϳ��
�ܺ�ƽ �¿��� ���� ������
�廪��ѧ���Ͽ�ѧ�빤��ϵ,�廪��ѧ���Ͽ�ѧ�빤��ϵ,�廪��ѧ���Ͽ�ѧ�빤��ϵ,ʯ�ʹ�ѧ�������繤��ѧԺ,ʯ�ʹ�ѧ�������繤��ѧԺ ����100084,ʯ�ʹ�ѧ�������繤��ѧԺ,��Ӫ257062 ,����100084 ,����100084 ,��Ӫ257062 ,��Ӫ257062
ժ Ҫ��
��ȼ�պϳɼ����ڸְ�����Ʊ��˽����մɸ���Ϳ�㡣����X�������� (XRD) ��ɨ��羵 (SEM) ������ (EDS) ��Ӳ�Ȳⶨ���������Ե�ʵ��Ժϳɵ�Ϳ��������о����������:Ϳ����Ҫ����Cr3C2, Cr7C3��AlN�ȶ�������մ���ɵĸ�����ϵ, ������֯��������, �����֮��Ϊұ����, Ӳ���ǻ����4��5��, ������ʵ����ʾͿ��������õĽ������Ϊ����Ϳ�����ʪ��, ����Cr��Fe�ڸ������γɵĽ����仯������Ϊ���ɲ�, ȡ�������õ�Ч����
�ؼ��ʣ�
ȼ�պϳ� ;�����մ� ;Ϳ�� ;
��ͼ����ţ� TG174.4
�ո����ڣ� 2003-01-13
���� �й�ʯ����Ȼ�����Ź�˾��ѧ�о��뼼��������Ŀ (99081603);
Cermet composite coating on steel plate by combustion synthesis
Abstract��
The cermet coating was prepared on steel plate by combustion synthesis method. The coating was investigated by means of XRD, SEM, EDS, micro��hardness measure and thermal shock resistance test. The microstructure and phase composition analyses on the synthesized sample show that the coating is a multiphase composite system consisting of Cr��3C��2, Cr��7C��3 and AlN. The surface of coating is even and the interface of coating is metallurgical bonding. The micro��hardness of the coating is 4 or 5 times higher than that of the substrate. The result of thermal shock resistance test shows that the coating has good bonding strength. In order to improve wettability between coating and substrate, metallic Cr, which has good dissolvability in Fe, was selected as a wetting functional component, and a better effect was obtained.
Keyword��
combustion synthesis; cermet; coating;
Received�� 2003-01-13
ȼ�պϳɼ�����һ�����˵��Ʊ������մɸ��ϲ��ϵķ���, �����������ֻ��������ϵ�Ԫ�ػ���֮�䷢�����Ӧ�����մ�����ﵽǿ�����ĵ�Ŀ��
[1 ]
�� ��Ԫ���ǿ���Ȼ�ѧ��Ӧ�Լ���ʹ��Ӧ�Է�ά�ֵ�ȼ�ղ���ȼ�պϳɼ����Ļ����� �������ּ��������Ʊ������մɸ���Ϳ��
[2 ,3 ,4 ]
, ʹ��ͨ�������ϵ��Ա���ұ��ǿ����
Ŀǰ����ȼ�պϳɼ����ѳɹ����Ʊ����մ��ڳĸ��ϸֹ�
[5 ,6 ]
, ������ƽ����������ȼ�պϳ�Ϳ����о���������� ��Ҫԭ������ƽ��Ϳ���ȼ�պϳ��ڹ�����ʵʩ��Ϊ����, ��ֹ����γ�Ϳ�����, ��Ӧû��Լ����, �ʼ�Ϊ����, ��ϵ��������ʧҲ�ϴ�, ��֮������̬������ʩ��������, ���Ϳ������ܻ�Ҳ�����ѡ� ����, ���ڴ�����մ���������ĵ���ʪ�Բ���, Ҳ��Ϳ��ĺϳɴ����൱����Ѷȡ�
���ڽ����մ�Ϳ��������ͬ�������, ����ĥ�� ��ʴ�� �������ȵ�, ��˿�����Ϊһ�ֲ��ϱ�����Ե��ֶζ��㷺��Ӧ���ڲ�ͬ������
[7 ]
, �������Ʊ�����װ�ס� �����߲ĵ����塢 ��ĥ���ڳIJ��ϡ� ���ҶƬ�ȵȡ� ���, ƽ���մ�Ϳ����й�����Ӧ��ǰ��, Ŀǰ�ѳ�Ϊȼ�պϳ�Ϳ�㼼�����о��ص�
[7 ]
��
������������ȼ�պϳɼ���, ��̼�ֱ������Ʊ��˽����մɸ���Ϳ��, ����Ϳ��Ľṹ�� ��ɡ� ���ܼ�Ӱ��Ϳ��ϳɵ����ؽ������о���
1 ʵ��
1.1 ʵ��ԭ��
ȼ�պϳ�ƽ��Ϳ�㼼���Ļ���ԭ��
[5 ]
��: �ڽ����������Ԥ���̷�ϳ�Ϳ��ķ�Ӧ����, ��һ��ѹ�������¾ֲ������ȼ��ѧ��Ӧ, ���÷�Ӧ�ų���ǿ��ʹ��Ӧ��������, ͬʱʹ������������ڶ�ʱ���ڷ��������ۻ�, ��Ӧ���ɵ�Ϳ�������֮�����γ�ұ����, �Ӷ��Ƶø�ճ��ǿ�ȵ�Ϳ�㡣
���о����������»�ѧ��Ӧ, �Ʊ�̼����-�����︴������մɸ���Ϳ��:
Al+1/2N2 =AlN+Q (1)
3CrO3 +6Al+2C=Cr3 C2 +3Al2 O3 +Q (2)
7CrO3 +14Al+3C=Cr7 C3 +7Al2 O3 +Q (3)
CrO3 +2Al=Cr+Al2 O3 +Q (4)
1.2 ���ϼ�����
ʵ��ԭ��ΪAl�� (������54 ��m , ���ȡ�99.6%, ��˳��������) �� CrO3 (�����ĥ��ɸ, ������74 ��m, ������, ������ѧ�Լ���˾����) ��̿�� (������25 ��m, ���ȡ�99.5%, ������ɫ�����о���Ժ����) , �ֱ𰴻�ѧ����ʽ���, �ɻ�6 h��, ��80 ���ɱ��á� ʵ��������Ϊֱ�� 56 mm�� ��3 mm��A3Բ��, ��ϴ�����, ����Ӧ��������Ϊ320��ˮɰֽ��ĥ, Ȼ������ϴʹ����ֻ�, ��ϴ�ɾ����á�
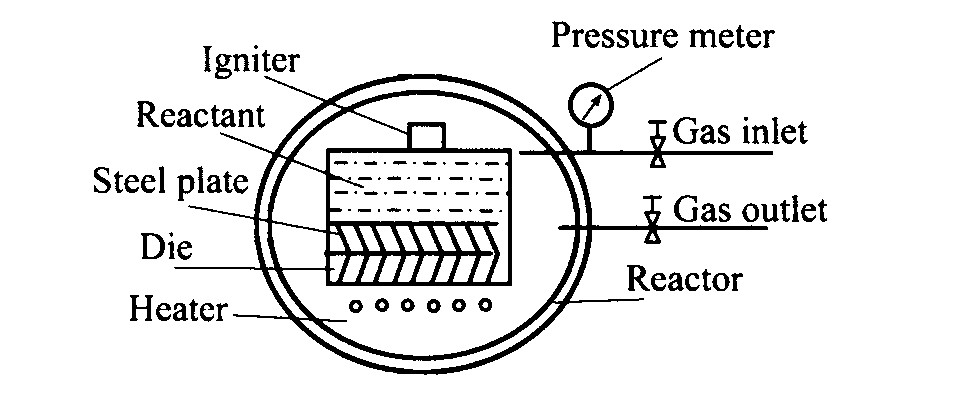
�ֱ𰴷�Ӧ����ʽ (1) ~ (4) ��˳��������ϸ�ȡ10, 20, 20, 15 g, ���϶��·ֲ���ȶѷ�������ʯīģ���ڵ�̼�ֱ�����, ��15 MPaԤѹ��, ���������Ƶĸ�ѹ��Ӧ����, ��20 ��/minԤ������, ͬʱͨ�ߴ�����������Ӧ������������, Ԥ����300 �������Ȼ��ͨ������ѹ��5 MPa, ����˿��ȼ��Ӧ, ��ȼ�� (��Ӧ (2) ������) Ϊ5 g, ��Ӧ������ѹ10 min�� �ڷ�Ӧ������, ����˿��ȼ���������϶���ȼ�ղ�ʹ���ﴦ������״̬, ��Ӧ����ʱ, �ܶȽ�С����������Ϊ����ȥ��������, ����������������������γ�Ϳ�㡣 ��Ӧװ����ͼ1��ʾ:
ͼ1 ȼ�պϳ�Ϳ��װ��ʾ��ͼ Fig.1 Schematic diagram of combustion synthesis coating apparatus
1.3Ϳ�����֯�ṹ��������
�Ӻϳɵ�Ϳ��������ȡ��, ��ϴ������Rigaku D/MAX-��B X���������ǽ����������; ��Hitachi SEM-450ɨ����������۲�Ϳ��ı��漰������ò, ���ø���EDS�����Ƕ�Ϳ����гɷַ���; ��HV-50��ά��Ӳ�ȼƲⶨͿ������Ӳ�ȷֲ�; ���ÿ����������Ϳ��Ľ�����ܡ�
2 ʵ����
2.1 Ϳ��ĺ����ò
�Ʊ���Ϳ��ƽ�����Ϊ2 mm, ����ʻҺ�ɫ, ���ڷ�Ӧ���ݻ�������, �����Ƶõ���Ʒ�ߴ粻��, ��ȥ��Ե������ʴ���ֺ�, �и���������Ϻõ���Ʒ��СԼΪ45 mm��35 mm, �����ò��ͼ2��ʾ��
2.2 Ϳ�����ṹ
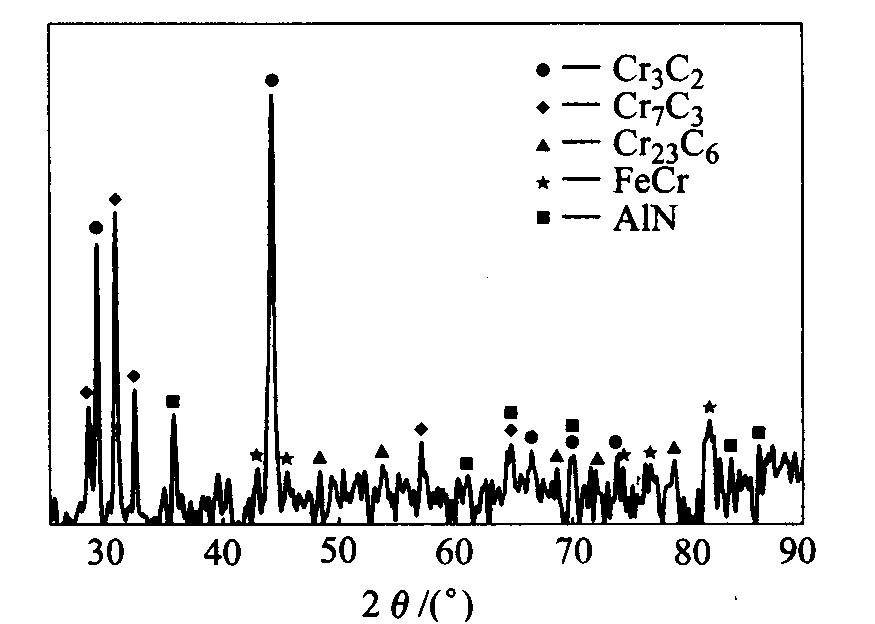
�ϳ�Ϳ��������XRD���������ͼ3��ʾ�� ��ͼ�п��Կ���, Ϳ���������Cr3 C2 Ϊ��, ͬʱ����Cr7 C3 �� AlN��������Cr23 C6 �������� -FeCr
ͼ2 �ϳ�Ϳ��������ò Fig.2 Morphology of synthesized coating
ͼ3 �ϳ�Ϳ���XRDͼ�� Fig.3 X-ray diffraction pattern of synthesized coating
�����仯��� �ɴ˿ɼ�, Ϳ������м���̼�����մ���, ͬʱҲ�е������մ���, ��ЩӲ����Ĵ����ǻ������������ԵĹؼ�, Ҳ��Ϳ����и�Ӳ����ĥ�������ԵĻ�����
2.3 Ϳ�������ò�����
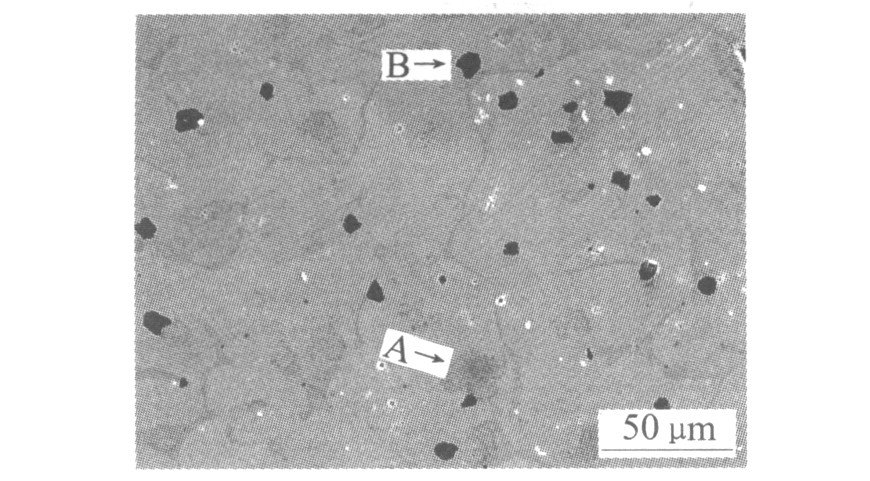
Ϳ���SEM��ò��ͼ4��ʾ�� ���Կ���Ϳ����֯�Ǿ������ܵ�, �ھ��缰�丽���ֲ���һЩ�Һ�ɫ����״���� (��A��ʾ) , ͬʱ��ɢ����һЩ��ɫ����״���� (��B��ʾ) ��
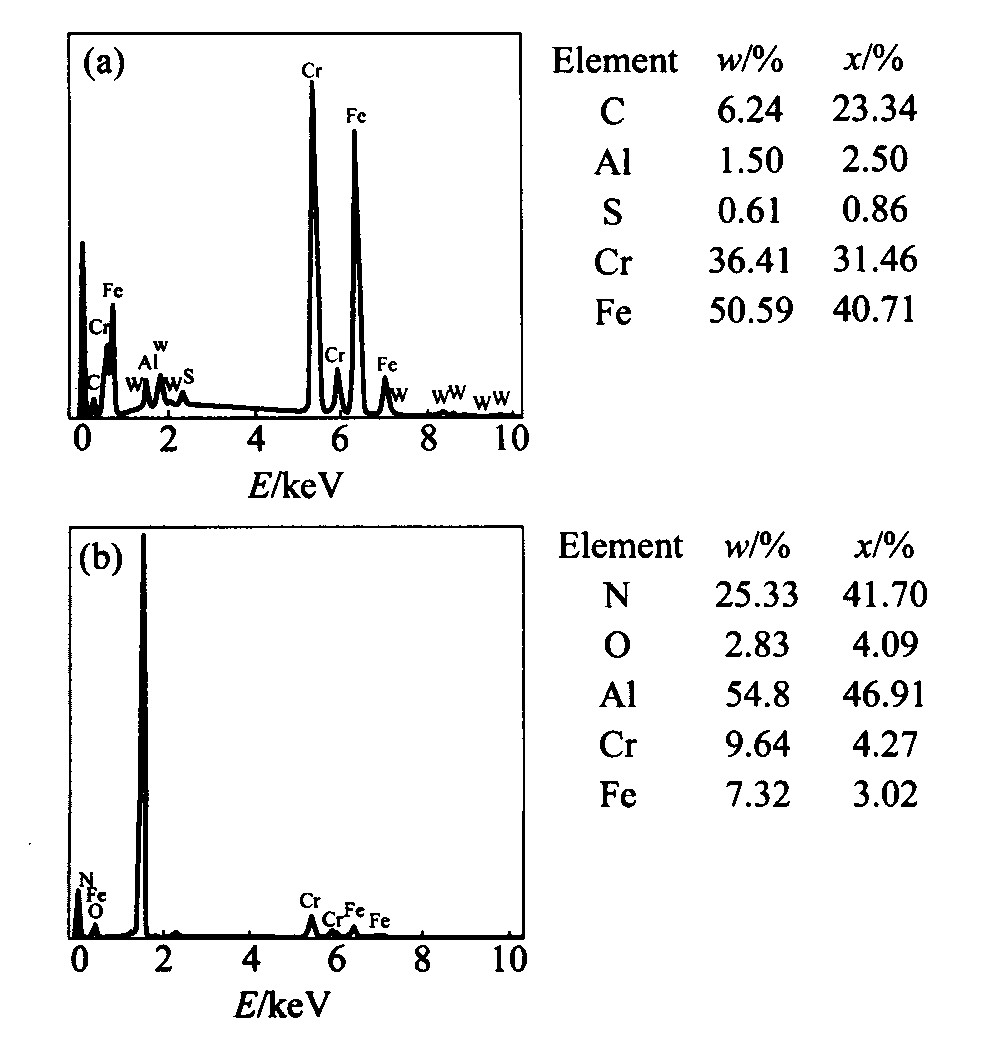
����EDS����Щ���ʽ��гɷַ���, ����ͼ��A��B���ж�������ɨ��, �����ͼ5��ʾ�� �ӽ�����ж�A�����ΪCr3 C2 (����Fe�ĺ����ϸ�, Ӧͬʱ���� -FeCr���ڵĿ���) , B�����ΪAlN, Ҳ����˵���������������XRD�����, ���ϳɵ�Ϳ��Ϊ̼����͵������մ�����ɵĶ�������մɸ�����ϵ��
2.4 Ϳ�����Ӳ�ȷֲ�
ͼ4 �ϳ�Ϳ���SEM��ò Fig.4 SEM image of synthesized coating
ͼ5 �ϳ�Ϳ�㶨����������� Fig.5 Results of EDS spot analysis of coating (a) ��Spot A in Fig.4; (b) ��Spot B in Fig.4
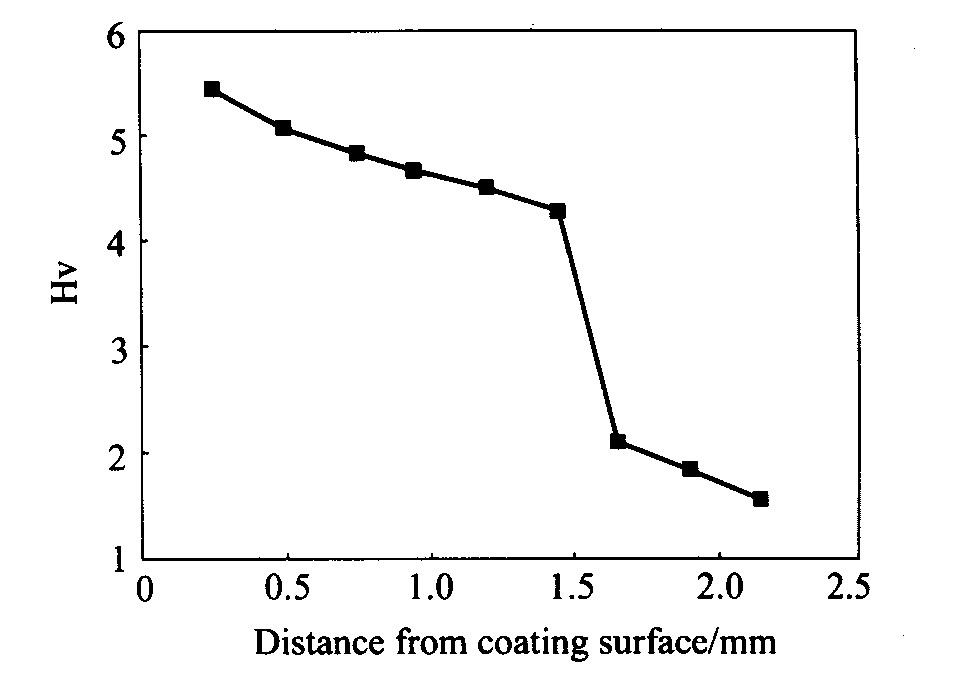
ͼ6��ʾΪͿ������Ӳ�ȷֲ�����, Ϳ��ı���Ӳ��ԼΪ5.5 GPa��
��ͼ�п��Կ���, ����������Ӳ�ȳ��ݶȱ仯����, ����̼��� ������Ӳ����Ĵ���, ʹͿ���Ӳ���������, ԼΪ�����4~5����
3 ����
3.1ȼ�պϳ��¶ȼ����Ϳ��ϳɵ�Ӱ��
ȼ�պϳɵ�������������-Һ��ɢ���е�, ��һ����Ҫ����һ�����¶ȡ� Ϳ��ĺϳ������ø������������������������ɵ�, ��˽ϸߵķ�Ӧ�¶ȿ����ӳ����ﴦ������״̬��ʱ��, ���������������, ������������ݳ��������ķ���, ��
ͼ6 Ϳ������Ӳ�ȷֲ����� Fig.6 Hardness distribution curve of coating cross section
���õ���Ϊ��ʵ�ĸ�����Ϳ�㡣 ����, ����ȼ�շ�Ӧ���ȼ���, �����Ӵ���ʱ��϶�, ��֮������ĵ�Ӱ��, ���, �����ʱ�����ͷŵ�����������ʹ�����ۻ�, ��ϳ�Ϳ�����ɢ�ս���̾�������, Ҳ����˵�����γ�Ϳ�㡣 ����, �ϸߵ�ȼ�պϳ��¶����γɱ���Ϳ����Ⱦ������� �Ӷ���ѧ�Ƕȶ���, ȼ�պϳɷ�Ӧ����˲����ɵ�, һ�����ɢ�ٶ�����������Ҫ���, Ϊ�����Ϳ��Ľ����, ��ʱ�䱻����������, ������ɢ����ֻ��������߷�Ӧ��ϵ���¶ȡ�
ȼ�պϳ��¶ȵĸߵͿ��Խ���ȼ�շ�Ӧ�ľ����¶������Ժ����� �����¶� (T ad ) ��ָij�ض��ķ�Ӧ��ϵ�ܴﵽ������¶�, ��������ϵ��û��������������ʧ��������, ��ѧ��Ӧ�ų�������ʹ��ϵ�ܴﵽ������¶�, �����һ�����ۼ����¶�, ����巴ӳ�˷�Ӧ���̷ų����������١� Merzhanov��ʵ�����ܽ��: ���ڴ�������ϳɷ�Ӧ, ֻ����T ad >1 800 Kʱ����ʵ��ȼ�պϳɡ� �ڱ��о��������õ�ȼ�շ�Ӧ�����нϸߵľ����¶�, ��������Cr3 C2 �ľ����¶�Ϊ6 500 K, ����AlN�ľ����¶�Ϊ2 900 K, ����Cr�ľ����¶�Ϊ5 600 K, ���, ������Ӧ��ϵ�ų�����������ʹ�����ۻ���ʹȼ�չ����Զ���ά����ȥ��
3.2Ԥ���¶ȶ�Ϳ��ϳɵ�Ӱ��
�ھ���������, ����Ӧ���ij��ʼ�¶ȿ�ʼ��Ӧʱ, ��ϵ�Ļ�ѧ��Ӧ�ʱ�Ϊ
-��H T
T a d T
��
��
a
d
�� Cp (product ) d T
ʽ�� TΪ��ʼ��Ӧ�¶�, K ; �� HT Ϊ��ʼ�¶�Tʱ��ȼ�շ�Ӧ����, kJ /mol ; Cp Ϊȼ�պϳɲ���ĺ�ѹ����, J / (mol ��K ) ; Tad K �� �ɴ˿ɼ�, ��ʼ�¶ȵ����, �ɵ���Tad
����ʵ�ʵ�ȼ�պϳɷ�Ӧ����, ���ڷ�Ӧ��������ϵ��������ʧ��Ϊ����, ���ʵ�ʺϳ��¶�ͨ���������۾����¶ȡ� Ϊ���ֲ�ϵͳ��������ʧ, �����������������, �ӳ����������״̬, �Ӷ���߲�������ܶ�, ��ʵ�ʺϳɹ�����Ԥ����ʮ�ֱ�Ҫ�ġ� ͨ��Ԥ�ȿ���ʹ��Ӧ���������ܹ����õ��ݳ�, ͬʱҺ̬����Ҳ�������㹻��ʱ������϶, �Ӷ��ﵽ�Ϻõ����ܻ�Ч���� ��ͬ��Ԥ���¶ȶ�Ϳ��ĺϳ��в�ͬ��Ӱ��, Ԥ���¶ȹ���, ����������Խϲ�, Ϳ�㲻��ƽ��, ���п�����; Ԥ���¶ȹ���, ��������������ʴ���� ���о���300 ���Ԥ���¶��¿���ȡ�ýϺõĺϳ�Ч����
3.3 Ϳ�������Ľ����ʽ
Ϳ��ͻ���֮���ұ�����Dz��ϱ�����ԵĹؼ�, ������ʹͿ�������֮����нϺõĽ����, �Ӷ���Ч�ر�֤���ϵĸ���Ч����
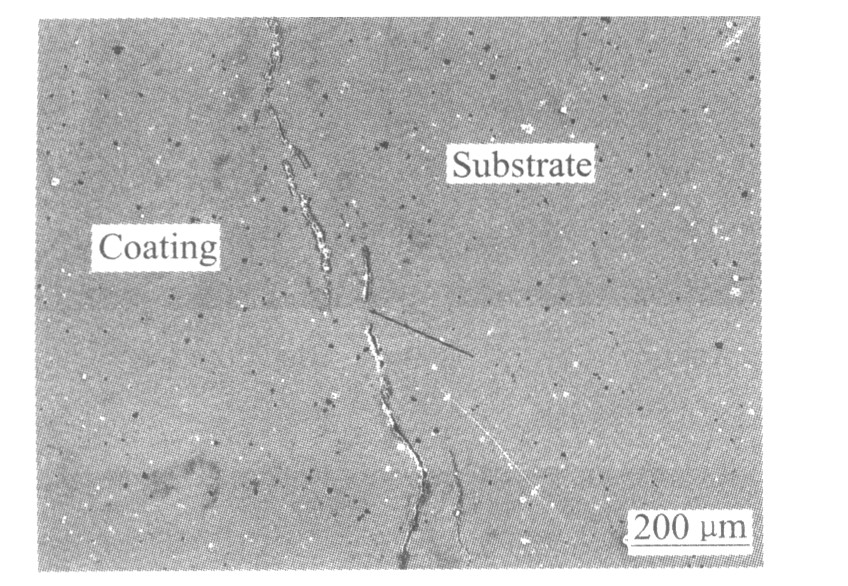
ͼ7��ʾΪͿ��������������֯��ò��
ͼ7 Ϳ��������������ò Fig.7 Cross section morphology of interface between coating and substrate
��ͼ7�п��Կ���Ϳ�������֮��Ľ��治��һ��������ֱ��, ����һ���������ۺ���, Ҳ����˵Ϳ�������֮�����������������; ���ۺ��߸����ľֲ�����, ��ͼ�м�ͷ��ʾ֮��, ������ʧ, ������֯��������, ��Ϊ����ȫ���ۺϡ� �ɴ˿ɼ�, Ϳ�������֮��Ϊұ���ϡ�
3.4 Ϳ������ܻ�
ȼ�պϳ����ڷ�Ӧ����, ͨ��״̬�����ɵIJ��ﺬ�д����Ŀ�϶, ���ܶȺܵ͡� ����Ϳ��ĺϳɶ���, ��϶�Ĵ����Ǽ�Ϊ�����ġ� Ϳ����ͨ�����������϶: һ��Ϊ��Ӧ��������մ����̹����нᾧ����Һ��ò�����ʱ������γɵ�������֯; ��һ��Ϊ��Ӧ�����е������ȼ�շ�Ӧ�еIJ�������, ���ڴ����ȵ���ȴʹ����ճ�������������������������ݳ�, ������Ϳ�������γɵ����ס� �ɴ˿ɼ�, ����ʹ��ϵ���ڲ������ͣ��ʱ���ӳ������ض�������������ų���Ϳ������ܻ���
���о�����ȼ�շ�Ӧ������Һ�ಢ��������ѹ�����ܻ������ϳ�Ϳ�㡣 ʵ���в���ԭ�Ϻ�ɡ� ����ա� Ԥ�ȵ��ֶ������Ϳ�϶�IJ���, ͬʱʩ��һ��ѹ���Ĺ���������ѹ���ܻ��� ʵ��֤����Щ�����Ǽ�Ϊ��Ч��, ����������Ϳ������ܶȡ�
3.5 Ϳ����������ʪ��
�����մ�Ϳ���������Ҫȡ��������ĵ���ʪ��, ��ʪ���ܵ����ӹ�ϵ��Ϳ�������Ľ��ǿ�ȡ� ��Һ-��ƽ���ϵ�п�֪
c o s �� = �� s v ? �� s l �� l v
c
o
s
��
=
��
s
v
-
��
s
l
��
l
v
��Ϊ��ʪ�̶ȱ��������ĽӴ����� ��Һ��������� (�� lv ) �� ��������� (�� sv ) ��Һ�̽����� (�� sl ) �ĺ����� ��ȻҺ�����������������ܷ����仯��Ӱ����ʪ��, ���Ǵ����������������ʪ��ͨ���DZȽ����ѵġ� ���֮��, ͨ������Һ�̽����������Ч��ʹҺ-����ϵ�ɲ���ʪ��Ϊ��ʪ
[8 ]
�� �������������� ������ɢ�ǽ���Һ�̽����ܵ���Ч;��
[9 ]
, �����ǵ�����������Ӵ���Һ�����൱���ܽ��ʱ, ��ʪ�Խ��õ��ϴ�ĸ���
[10 ]
�� ����, Һ�̽��������¶�Ӱ��Ҳ�ܴ�
[11 ]
, ����֮��Ĺ�ϵ������ʽ����ʾ:
�� s l = �� 0 s l ( 1 ? T T c ) n
��
s
l
=
��
s
l
0
(
1
-
��
��
c
)
n
ʽ�� ��
0 s l
s
l
0
, Tc sl
��Fe -Cr ��Ԫ�Ͻ���ͼ (ͼ8) ��֪, �����ǹ�̬���ܵĺϽ�ϵ�� ����ͼ���Կ���, ��Һ�������������γɦ�- (FeCr ) ������, �¶��½���821 ������ʱ, ���ڽϿ���Ũ�ȷ�Χ��������FeCr �����仯����Ϊ����Ħҹ����塣
ͼ8Fe-Cr��Ԫ�Ͻ���ͼ Fig.8 Binary alloy phase graph of Fe-Cr
���о�Ϊ����Ϳ�����ʪ��, ѡ������Cr�ķ�Ӧ��Ϊ���ɷ�Ӧ�㡣 �ںϳ�Ϳ�㷴Ӧ�ĸ���������, ��������Fe��Crͨ����������ɢ�γɻ��ܵĺϽ����, �Ӷ�����ʪ���ܲ�����á� ���������ɵ�̼�����մ������������һ�����ܽ��
[12 ]
, ���, ��Ч�ؽ����Ϳ�����ʪ����, ʹ�ϳɵ�Ϳ�������������õĽ�������
[13 ]
��
3.6 Ϳ��Ľ������
���������鷨������������Ϳ��Ľ�����ܡ� ��������������Ϊ: �������е���Ӧ���������ϵĹ���ǿ��ʱ�ͻ���������ƻ��� ͨ����Ӧ������ϵĵ���ģ���� ������ϵ���Լ������²�����ȡ� ����Ϳ���������в�ͬ��������ϵ���͵���ģ��, ���, �¶ȵ��κα仯������Ϳ��ͻ�������Ľ����ϲ�����Ӧ��, ����һ�������²�Ķ�μ��伱��ѭ�������, Ϳ�����Ӧ��Խ��Խ��, �ﵽһ��ѭ������ʱ, ��Ӧ���������մɲ��ϵ�ǿ�Ȼ�Ϳ�������֮��Ľ���������Ϳ��Ŀ��ѻ���䡣 ���, ���Բ������ַ�������Ӷ��Ե���������Ϳ��Ľ��ǿ�ȡ�
���о��н�Ϳ��������800 �������¯�м���, ������10 min, Ȼ��Ѹ��Ͷ��10%��NaCl����ˮ��Һ�����䡣 ����������: ѭ����������20��, ��δ���ְ��䡢 ��������, ˵��Ϳ����нϺõĽ��ǿ�ȡ�
4 ����
1) ����ȼ�պϳɵķ���, ��ƽ��������Ʊ���Cr3 C2 -AlNϵ��������մ�Ϳ��, ����ԼΪ2.0 mm, Ӳ��ԼΪ5.5 GPa, ԼΪ������ϵ�4~5����
2) ԭ�Ϻ�ɡ� ����ա� Ԥ�ȡ� ��ѹ�ȹ����ֶοɽ���Ϳ���еĿ�϶, ����Ϳ������ܶȡ�
3) ������Fe�����û���������Cr��Ϊ���ɲ���������Ϳ�����ʪ�ԡ�
4) Ϳ��������Ϊұ����, ѭ���ȳ��ʵ����������մ�����Ϳ���кܺõĶ�̬���ǿ�ȡ�
�����
[1] ��MerzhanovAG.CombustionandPlasmaSynthesisofHighTemperatureMaterials[M].NewYork:VCHPablInc, 1990.4041.
[2] ��GrigoevYM, MerzhanovAG.SHScoatings[J].InterJSHS, 1992, 1 (4) :600642.
[3] ��SubrahmanyanJ, VijakamarM.��Self propagatinghightemperaturesynthesis[J].MaterSci, 1992, 27:6249
[4] ��MunirZA, Anselmi TamburiniU.Self propagatingexothermicreaction[J].MaterSciRep, 1989, 3 (7) :277358.
[5] ��MiaoS, PuszynskiJ.TheeffectofadditivesonmicrostructureandphaseseparationofSHS densifiedmaterials[J].InterJSHS, 1998, 7 (3) :349359.
[6] ��VarmaA, LebratJP.Combustionsynthesisofadvancedmateriala[J].ChemicalEngineeringScience.1992, 47 (911) :21792180.
[7] �����ĸ�, �ܺ�ƽ, ��.ȼ�պϳ��մ�Ϳ���Ӧ����״����չǰ��[J].���ϱ���, 2001, 34 (1) :3737.LIWen ge, ZHOUHe ping, JINHua feng.Presentstatusanddevelopmentofcombustionsynthesizingofceramiccoating[J].MaterialsProtection, 2001, 34 (1) :3737.
[8] ��TinklepaughJR, CrandallWB.Cermets[M].NewYork:ReinholdPublicationCorporation, 1960.3446.
[9] ������ɭ.�����մ�[M].��ɳ:���Ϲ�ҵ��ѧ������, 2000.489.WANGLing sen.SpecialCeramics[M].Changsha:CentralSouthUniversityofTechnologyPress, 2000.489.
[10] �������, ��У��, ������.Al2O3�������մɽ�����ʪ�Եĸ���[J].���ϵ���, 2001, 15 (4) :3334.LIGuo jun, HUANGXiao xian, GUOJing kun.ImprovementofinterfacewettablityofAl2O3basedcermet[J].MaterialsReview, 2001, 15 (4) :3334.
[11] ������, Ф����.���ϱ��������[M].����:�廪��ѧ������, 1990.235236.LIHeng de, XIAOJi mei.SurfaceandInterfaceofMaterials[M].Beijing:TsinghuaUniversityPress, 1990.235
[12] �����پ�.�մɽ������ϲ���[M].����:ұ��ҵ������, 2002.242243.LIRong jiu.Ceramic MetalComposites[M].Beijing:MetallurgyIndustryPress, 242243.
[13] ���֡���, ѦȺ��.�����Ӹ��ºϳ�̼���������մ��۸���[J].ϡ�н��������빤��, 1995, 24 (1) :43LINLi, XUEQun jie.AninvestigationondepositionofchromiumcarbidebySHSAblation[J].RareMetalMaterialsandEngineering, 1995, 24 (1) :4348.