文章编号:1004-0609(2015)-09-2342-08
焊后热处理对Al-Mg-Si-Cu合金激光焊接接头微观结构和力学性能的影响
朱东晖1,陈江华1,刘春辉1,孟立春2,郑 雄1,赖玉香1,陶冠辉1, 顾 媛1
(1. 湖南大学 材料科学与工程学院,长沙 410082;
2. 南车青岛四方机车车辆股份有限公司,青岛 266111)
摘 要:采用电子显微学方法和力学性能测试,探究180 ℃下焊后时效处理工艺对Al-Mg-Si-Cu合金激光焊接接头微观结构和力学性能的影响。结果表明:经过焊后热处理的焊件焊接接头的力学性能得到一定程度的提升,但焊缝处由于在焊接过程中形成大量的第二相颗粒,消耗了大量的溶质原子,因此,焊接接头硬度最低。对于焊前处理为欠时效的焊件,热影响区硬度经过焊后热处理后完全恢复母材硬度水平;而对于焊前处理为峰值时效和过时效的焊件,热影响区硬度不能完全恢复,会出现一个硬度谷,即软化区。通过对软化区进行透射电镜表征后发现,该区域内析出相出现明显的粗化。
关键词:Al-Mg-Si-Cu合金;析出相;焊后热处理;微观结构;力学性能;热影响区;软化区
中图分类号:TG111.5;TG113.25 文献标志码:A
Effects of post-weld heat treatment on microstructure and mechanical properties of laser-beam welded Al-Mg-Si-Cu alloy
ZHU Dong-hui1, CHEN Jiang-hua1, LIU Chun-hui1, MENG Li-chun2,
ZHENG Xiong1, LAI Yu-xiang1, TAO Guan-hui1, GU Yuan1
(1. College of Materials Science and Engineering, Hunan University, Changsha 410082, China;
2. CSR Qingdao Sifang Locomotive and Rolling Stock Co., Ltd., Qingdao 266111, China)
Abstract: The effect of post-weld artificial aging at 180 ℃ on the microstructure and mechanical properties of laser-beam welded Al-Mg-Si-Cu alloy was investigated. The results show that the mechanical properties of the joint after post-weld heat treatment can be enhanced to some extent compared to the as-welded joint, while the hardness of the weld seam is still the lowest region because the formation of massive second particles during the welding process consumes many solute atoms needed to form strengthening precipitates. The hardness of heat-affected zone in the joint under-aged before welding can be fully recovered to that of base metal after post-weld heat treatment. While the hardness of heat-affected zones in the joint peak-aged and over-aged before welding can not be fully recovered after post-weld heat treatment, in these heat-affected zones, the hardness grooves, typical of softening zones, occur in the hardness profiles. The precipitates in the softening zone coarsen apparently as revealed by transmission electron microscopy (TEM).
Key words: Al-Mg-Si-Cu alloy; precipitate; post-weld heat treatment; microstructure; mechanical property; heat affected zone; softening zone
6×××系(Al-Mg-Si-Cu)铝合金具有可快速强化、成形性良好、焊接性能和抗蚀性优良等优点,在工业生产中已得到广泛应用。该类合金在汽车领域能够应用于汽车车身板,以达到汽车轻量化的目的[1-3]。6×××系铝合金优异的力学性能主要由在特殊的热处理状态下基体中溶质原子(Mg、Si、Cu)形成的细密强化相β″/Q″(T6态)决定[4-5]。
随着汽车工业的发展,铝合金作为节能减排的新材料,应用越来越广。通常情况下,铝合金进行焊接后,焊接接头都会出现一定程度的软化,这在一定程度上限制了铝合金的应用。激光焊接与传统的熔化焊相比,具有焊接速度快、线能量高、变形小等优点[6-7];另外,由于焊接热输入低,熔池和热影响区的宽度大大减小[8] 。因此,激光焊接技术在制备高品质的铝合金焊件方面具有很大的应用前景。
通常,焊接过程中在焊接热循环的作用下,母材各个区域的力学性能和微观结构都会发生不同的变化,使得焊接接头各个区域出现明显的差异。为解决这个问题,通常采用焊后热处理的方法优化力学性能并释放焊接残余应力[9-12],已有大量关于焊后热处理对焊件性能的影响研究报道:AKHTER等[9]的研究表明,相比刚焊完的以及焊前T6热处理过的焊件,焊后的T6热处理使得焊件拉伸强度和硬度都能得到提高;王亚荣等[10]研究了焊后热处理对2A14高强铝合金电子束焊接头组织及力学性能的影响,结果表明,焊后热处理使得接头抗拉强度由原来的355 MPa提高到465 MPa,超过了母材强度;ELANGOVAN等[11]探究了焊后热处理对搅拌摩擦焊接后AA6061接头拉伸性能的影响,结果表明,单级人工时效焊后热处理能最大限度提高接头拉伸性能。然而这些文献主要集中于对接头力学性能的改善方面,而对焊后热处理对焊接接头各个区域纳米析出相的影响以及焊前处理对焊接接头性能和组织的影响探究较少,而这对理解激光焊接热影响和优化焊接工艺非常重要。为了弄清焊前和焊后热处理的影响,本文作者采用欠时效、峰值时效和过时效状态的Al-Mg-Si-Cu合金,分别经过激光焊接后对焊后接头进行热处理,研究焊后单级人工时效热处理对焊件力学性能和显微结构的影响。
1 实验
1.1 实验材料和焊接参数
本实验中所用材料为Al-Mg-Si-Cu合金,其成分如表1所列。其中,Fe、Cr和Mn等微量元素的含量均低于0.12%(质量分数)。该合金从铸件经过均匀化、热轧、冷轧处理后为1 mm薄板。然后从冷轧板材上切出12块90 mm×45 mm×1 mm的试样,在空气循环炉做560 ℃固溶0.5 h,水淬后立即在180 ℃下分别时效0.5、8和24 h,即分别对应着3种时效状态:欠时效、峰值时效和过时效,每种时效状态4块(两对)试样用于激光对焊。
在焊接前,所有的试样清除表面氧化膜并用丙酮清洗。然后在带光纤激光器的激光焊接实验系统上进行无填丝对焊实验,实验参数如下:焊接功率为1.8 kW,焊接速度为8 m/min,零离焦量。用纯氩气进行保护,前保护气流量为15 L/min,背保护气流量为10 L/min。由于铝合金表面对激光的反射很强烈,因此,为防止激光的反射而损坏激光器,激光头沿着焊接方向前倾10°,焊接的方向和铝合金板材轧制的方向平行。
表1 Al-Mg-Si-Cu合金的化学成分
Table 1 Chemical composition of alloy used in this study (mass fraction, %)

1.2 焊后热处理方案
为了提高焊接接头的力学性能,对焊接接头进行焊后热处理,本实验中所采用的焊后单级人工时效热处理工艺如下:人工时效180 ℃下时效不同时间(AAxh:AA表示180 ℃人工时效,x表示时效的时间;h为小时;如AA8h表示180 ℃人工时效8 h)。
1.3 焊接接头力学性能测试和微观结构表征
在焊后将焊接接头室温存放两天后,再进行后续实验。首先采用维氏硬度计对焊接接头的硬度进行测试,载荷力为4.9 N,保载时间10 s。然后采用MTS Land-Mark型拉伸机对焊接接头试样进行拉伸试验,拉伸样品根据ASTM E8M-04设计。微观结构表征采用配有能谱仪(EDS)和电子背散射衍射(EBSD)探头的FEI Quanta200型扫描电镜;采用EBSD表征焊缝的晶粒结构,EBSD样品经过不同粒度的砂纸打磨后,用腐蚀液(硝酸与甲醇体积比1:3)进行电解抛光,电压为12~15 V,实验通过加入液氮使温度控制在-20 ℃左右。用Tecnai G2 F20 S-TWIN型透射电镜(TEM)对相关区域进行微结构观察,以获得该区域的纳米析出相情况,TEM样品经过不同粒度的砂纸磨至100 μm左右,再冲成直径为3 mm的圆片,然后用细砂纸磨至厚度70~80 μm,最后用腐蚀液(硝酸与甲醇体积比1:3)进行双喷实验,电压为15~20 V,电流为30~50 mA,实验过程同样通过加入液氮控制温度在-20 ℃左右。
2 结果与讨论
2.1 焊接接头的硬度分布
图1所示为焊接接头的硬度分布。其中,母材的时效状态分别为180 ℃人工时效欠时效、峰值时效和过时效。欠时效和过时效处理的母材硬度约为115HV,峰值时效处理的母材硬度接近130HV。从硬度分布上看,焊接后焊接接头硬度明显下降,焊缝处硬度最低,约为65HV,靠近焊缝处出现一个硬度平台,约为82HV。母材处理状态为欠时效焊件的平台宽度约1.5 mm,母材处理状态为峰值时效和过 时效的焊件平台的宽度仅为0.5 mm。据文献报道[8, 13-14],在焊接热循环的作用下,由于经历的温度较高,使得母材中原有的析出相完全溶解到基体中,形成过饱和固溶体,在室温存放过程中,又形成大量的原子团簇,使得硬度上升至约82HV,从而形成硬度平台。硬度平台宽度取决于母材中析出相的稳定性,在欠时效状态下,形成的析出相大都为不稳定的G.P.区或pre-β″[13],而峰值时效下形成的是较稳定的β″/Q″[15-16],过时效下形成的是更为稳定的β′/Q′[17-18],β″/Q″和β′/Q′与G.P.区或pre-β″相比,需要经历更高温度的热循环才能发生完全溶解,这正是欠时效焊件的平台区要宽一些的原因。靠近母材处,硬度随着离焊缝距离的增加,硬度逐渐增大。这可能是由于焊接过程中,母材中原来的强化相在热循环的作用下发生部分溶解或者粗化,使得该区域的硬度下降。
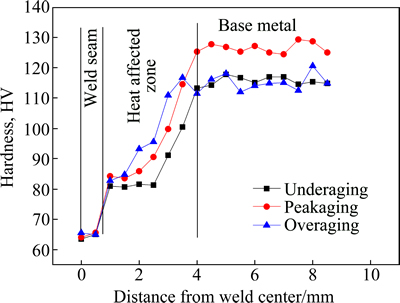
图1 焊前处理为欠时效、峰值时效和过时效板材焊接后焊接接头的硬度分布
Fig. 1 Hardness distribution of weldment from alloy pre-weld aged to under-aging, peak-aging and over-aging at 180 ℃
图2所示为焊件在焊后180 ℃下时效的硬度响应。从图2可以看出,3种焊前处理状态的焊件,焊缝处的硬度随着焊后180 ℃时效时间的延长均不断地升高,在时效8 h达到峰值,约为85HV,这个硬度与母材的相比还相差甚远。在靠近焊缝的平台区,由于经历的热循环温度较高,析出相回溶使得该区在焊接后处于过饱和状态,因此,在焊后180 ℃时效下硬度随着时效时间的延长大幅提升,时效8 h,3种焊前处理状态的焊件均达到硬度峰值,约为125HV。在平台区和母材之间的区域,在焊后180 ℃时效过程中,硬度响应和焊前处理状态有关,焊前处理为欠时效状态的焊件,经过8 h的焊后热处理后其硬度回复至母材硬度,接近130HV;而焊前处理为峰值时效和过时效处理的焊件,在焊后时效过程中出现了一个硬度谷,即软化区,尽管在焊后热处理过程中硬度有一定的回复,但是已经不能达到母材的硬度水平。
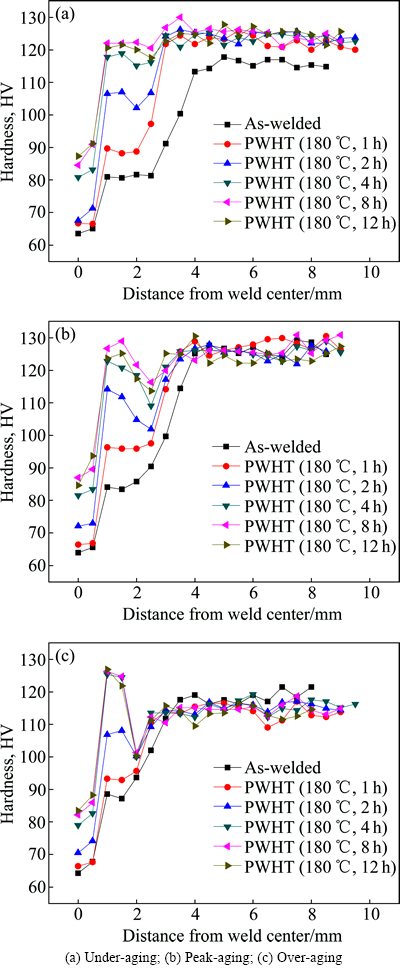
图2 不同焊前处理状态的样品焊接后再进行焊后180 ℃热处理的硬度分布
Fig. 2 Hardness distribution of weldments after post-weld heat treatment (PWHT) at 180 ℃ by different pre-weld heat treatments
2.2 焊接接头的拉伸性能
以焊前处理为峰值时效的焊件为例,在焊后AA处理中,AA8h处理焊件拉伸性能达到最佳效果。因此,将经过AA8h焊后处理的焊件、以及母材和未经焊后处理过的焊件进行拉伸性能的测试,其结果如图3所示。由图3可知,焊接后焊接接头的强度与母材的相比,焊接接头抗拉强度从母材的373.0 MPa下降到焊后接头的189.6 MPa,伸长率也从 10.5%下降到 2.7%,因此焊接性能较差。与未经焊后热处理的焊件相比,经过AA8h焊后热处理的焊件强度明显提升,抗拉强度从190.0 MPa提高到269.8 MPa,但是伸长 率依然很差。值得一提的是,所有焊件在拉伸试验中均断于焊缝处,这可能与焊缝处的特殊显微结构有关系。
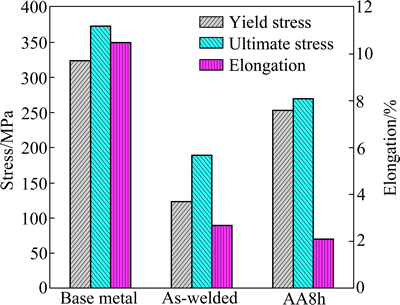
图3 母材、未经过和经过焊后处理焊件的拉伸性能
Fig. 3 Tensile properties of base metal, as-welded joint and post-weld heat treated joint
2.3 晶粒结构和第二相颗粒观察与分析
2.3.1 晶粒结构
图4所示为焊前热处理状态为峰值时效焊件焊接接头的EBSD像。从图4(a)可以看出,焊缝的晶粒呈现粗大的柱状晶,从焊缝两边的熔合线处开始向焊缝中心生长,直至焊缝中心处相互接触,该生长过程非常快,整个焊缝的宽度仅约1.2 mm。而图4(b)和(c)所示分别为热影响区和母材的EBSD像。对比二者可以发现,不论是晶粒大小还是取向,在焊接过程中,均未因所经历的热循环而改变,这是因为激光焊接的速度太快,不足以使得晶粒的大小和取向发生变化。
2.3.2 焊缝处第二相颗粒分析
图5所示在焊接过程中焊缝处形成的第二相颗粒的SEM像。试样经过Keller试剂腐蚀后,在带有背散射探头的扫描电镜下观察。从图5可以看出,焊后样品中存在大量的第二相颗粒(见图5(a))。图5(b)所 示为经过AA8h焊后热处理的焊缝背散射图像。与图5(a)相比,并没有明显的改变,说明在180 ℃的时效过程中,焊缝中的这些第二相颗粒并不会溶解。这些第二相的存在正是焊缝在焊后热处理后硬度依然很低的主要原因,由于这些第二相颗粒消耗了大部分的溶质原子(Mg,Si,Cu),而且本实验中采用的是无填丝焊接,不能对焊缝中的溶质原子进行适当的补充。图6所示为第二相颗粒的SEM像和EDS分析结果。由图6可以看出,这种第二相是富含Mg、Si、Cu和Fe等元素的颗粒。另外,图6中还存在一些较大的孔洞,这可能是由于腐蚀较为严重形成的或者是一些比较大的第二相在腐蚀过程中脱落而形成的。
图7所示为对经过焊后热处理的焊缝的TEM像。由图7可以看出,在焊后热处理过程中,还会有析出相析出,这说明尽管焊缝处在焊接凝固过程中形成的大量第二相粒子消耗了大量可用于形成纳米强化相的溶质原子(Mg、Si和Cu),但由于激光焊接速度太快,焊缝中还残留一部分溶质原子没有足够的时间参与形成第二相粒子,这部分残留的溶质原子在焊后180 ℃热处理过程中,就会形成析出相来强化焊缝,因此,与未经焊后热处理的焊缝相比,焊缝硬度从65HV提高到接近90HV。另外从拉伸结果可知,不论焊件有无经过焊后热处理,与母材相比,强度和伸长率均较差,这可能就和焊缝中形成的第二相粒子有关。大量的第二相粒子消耗了用于形成强化析出相的溶质原子,使得焊缝处的硬度最低,必然使得抗拉强度不高。另外,这些第二相粒子容易成为裂纹源,使得焊件的伸长率很差。
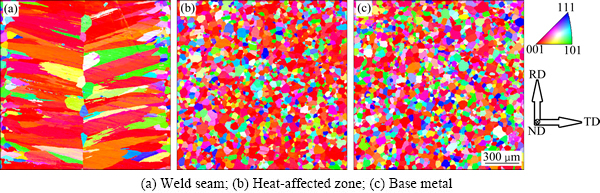
图4 焊接接头不同区域的EBSD像
Fig. 4 EBSD images of weld joint
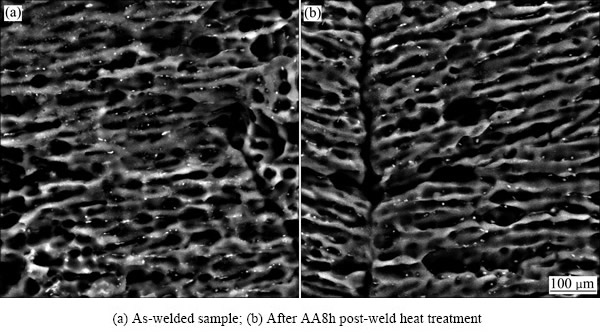
图5 焊后热处理前后焊缝处的背散射照片
Fig. 5 Back scattered electron images of weld seam
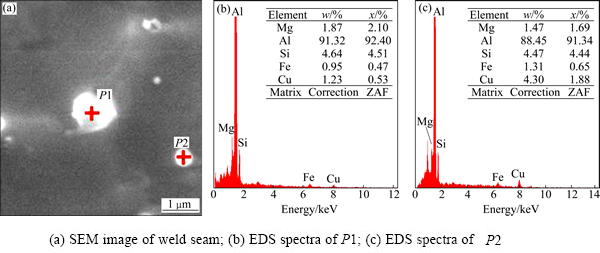
图6 第二相颗粒的SEM像及EDS分析结果
Fig. 6 SEM image and EDS analysis of second particles
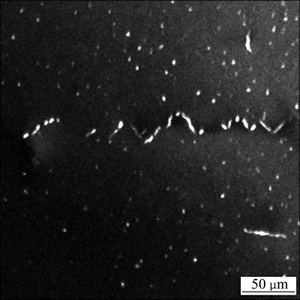
图7 焊缝部位样品焊后处理后的TEM像
Fig. 7 TEM image of sample after post-weld ageing in weld seam of joint
2.4 强化析出相的特征
Al-Mg-Si-Cu合金是时效硬化型铝合金,其性能主要取决于合金在特定时效状态所形成的纳米析出相种类、尺寸、分布以及数量密度等。Al-Mg-Si-Cu合金在传统的时效过程中,经过固溶淬火后立即进行人工时效,其时效析出序列一般为SSSS→Clusters/G.P.区→β″,L/Q″→Q′/β′→Q[15, 19-21]。其中,SSSS代表过饱和固溶体。因此,为了进一步理解焊接接头的微观结构演变,以焊前处理为峰值时效处理的样品为例,对焊后以及经过焊后热处理的焊件中特定的区域进行了TEM观察,其结果如图8所示。图中白色实线箭头所指为针状相截面,白色虚线箭头所指为躺着的针状相,黑色实线箭头所指为板条相截面,黑色虚线箭头所指为板条相侧面。图8(a)所示为未经焊后热处理的母材TEM像。即该合金180 ℃峰值时效处理状态下的TEM像,从图8(a)可以看出,该状态下形成的纳米析出相以针状析出相为主,截面为圆形,还有少量的板条状析出相,截面为长方形,针状相所占的比例远大于板条相的。另外从图8(a)还可以看出,不论是针状相还是板条相,尺寸都较为细小。正是由于这种细小而弥散分布的析出相,使得其硬度达到峰值(约为127HV)。图8(b)所示为母材在经过AA8h焊后热处理的TEM像,从图8(b)可以看到,依然是存在两种相,针状析出相和板条状析出相。与图8(a)相比,在尺寸上并无明显差别,但是在两种析出相所占的比例来看,图8(b)中板条状析出相明显比图8(a)中的多,说明该状态样品存在轻微的过时效现象。然而两者的硬度却差不多,这是由于板条状的析出相也有很好的强化效果。图8(c)所示为经过AA8h焊后热处理的焊件的软化区,该区域的硬度只有约118HV,析出相也是均匀分布的针状析出相和板条状析出相。但是从析出相的尺寸上看,不论是针状析出相还是板条状析出相,均出现明显的粗化,这就是其软化的根本原因。该区域在焊接过程中由于所经历的焊接热循环温度较高,其原本的析出相出现了一定程度的粗化,从而硬度下降,析出相在AA8h焊后热处理过程中又进一步粗化。
为了进一步分析上述两种析出相的类型,对他们进行了高分辨电镜表征,结果如图9所示。图9(a)所示为主要析出相即针状相的HRTEM像。由图9(a)可知,针状相具有单斜结构,由图中绘制的周期单胞可测得晶格参数为a=1.524 nm, c=0.675 nm,夹角为105.27°,这和β″相的单胞参数非常接近[15]。图9(b)所示为板条状析出相的HRTEM像,由图9(b)可知,板条状相与铝基体的界面取向关系为[001]P//[001]Al,根据其形貌特征和文献[15, 17, 21]的报道,可以判断该析出相为L/Q″相。由TEM形貌像可知,板条相所占的比例非常小,所以起主要强化作用的为针状相。
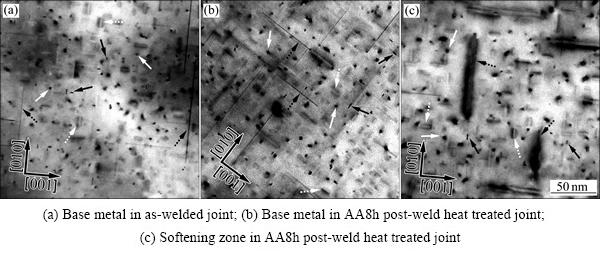
图8 焊件特定区域的TEM像
Fig. 8 TEM images in special zones of joint

图9 主要析出相的截面HRTEM像
Fig. 9 HRTEM images of cross-section of dominant precipitates
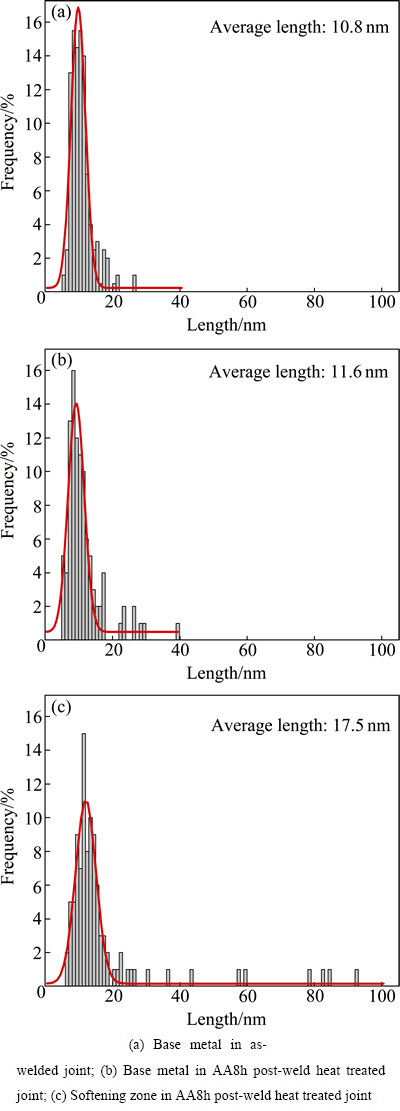
图10 针状析出相长度的尺寸分布、平均尺寸和高斯拟合曲线
Fig. 10 Average precipitate lengths and precipitate length distributions with Gaussians fitting
从图2(c)可以看出,与焊前处理为峰值时效处理的焊件相似,焊前处理为过时效处理的焊件在AA8h焊后热处理之后,该软化区的硬度仅为约100HV,说明其在焊接过程中同样也发生了析出相粗化而导致该区域的硬度下降。另外值得一提的是,与前两者不同的是,在焊前处理为欠时效处理的焊件中并没有出现软化区(见如图2(a)),这说明在焊接过程中,该区域主要发生的是析出相溶解。
焊接接头经焊后热处理主要形成两类析出相,即针状析出相和板条状析出相,其中以针状析出相为主,且分布密集。由于决定其力学性能的依然是析出相的种类、分布和尺寸,因此,为了进一步理解在焊后热处理过程中析出相的演变,将主要的针状析出相在长度方向上的尺寸进行了统计。统计析出相的个数为200,并绘制出长度和所占分数的直方图,其结果如图10所示。图10(a)所示为未经焊后热处理的母材的针状相长度尺寸统计,即该合金180 ℃峰值时效处理状态下的针状相长度尺寸统计,针状相长度集中分布在5~20 nm的范围内,平均尺寸为10.8 nm;图10(b)所示为母材在经过AA8h焊后热处理之后的针状相长度尺寸统计,与图10(a)相似,尺寸集中分布于5~20 nm之间,平均尺寸要略大一些,为11.6 nm;图10(c)所示为经过AA8h焊后热处理之后软化区的针状相长度尺寸统计,可以看出,尺寸主要还是分布于5~20 nm范围。但此时大于20 nm的针状相与图10(a)和(b)中所示的两个状态相比明显增多,最长的达92.2 nm,平均尺寸为17.5 nm,析出相发生了明显的粗化现象,这正是该区域为软化区的原因。
3 结论
1) 3种不同焊前处理的焊件焊接后焊缝的硬度仅约为65HV,焊后热处理也只能使焊缝的硬度提高至接近90HV,这是由于焊缝处形成大量的第二相颗粒,消耗了大部分的溶质原子,使得在焊后热处理过程中没有足够的溶质原子用来形成纳米强化相。
2) 焊接后焊缝处呈现粗大的柱状晶,而热影响区的晶粒和取向并未因所经历的热循环而发生改变;经过焊后热处理后,焊件的拉伸性能得到一定程度的提升,然而由于焊缝依然是整个焊件最薄弱的区域,因此,所有的拉伸件均断于焊缝。
3) 3种不同焊前处理焊件在靠近焊缝的热影响区,焊接过程中所经历的温度较高,母材中原有的纳米析出相都溶解到基体中,经过焊后热处理后硬度可以恢复至母材的水平;而焊前处理为欠时效处理的焊件,在靠近母材的热影响区,硬度的下降主要是由于部分析出相的溶解,在经过焊后热处理后,硬度能完全恢复;而焊前处理为峰值时效和过时效的焊件,焊后硬度下降主要是由于析出相的粗化所致,所以在经过AA8h焊后热处理后,会出现一个软化区,析出相出现明显的粗化。
REFERENCES
[1] MILLER W C, ZHUANG L, BOTTEMA J, WITTEBROOD A J, SMET P D, HASZLER A, VIEREGGE A. Recent development in aluminum alloys for the automotive industry[J]. Materials Science and Engineering A, 2000, 280: 37-49.
[2] 李祥亮, 陈江华, 刘春辉, 冯佳妮, 王时豪. T6和T78时效工艺对Al-Mg-Si-Cu合金显微结构和性能的影响[J]. 金属学报, 2013, 49: 243-250.
LI Xiang-liang, CHEN Jiang-hua, LIU Chun-hui, FENG Jia-ni, WANG Shi-hao. Effects of T6 and T78 tempers on the microstructures and properties of Al-Mg-Si-Cu alloys[J]. Acta Metallurgica Sinica, 2013, 49(2): 243-250.
[3] 冯佳妮, 陈江华, 刘春辉, 廖元飞, 李祥亮. 预时效对6016铝合金烤漆前后组织和性能的影响[J]. 电子显微学报, 2012, 31: 461-468.
FENG Jia-ni, CHEN Jiang-hua, LIU Chun-hui, LIAO Yuan-fei, LI Xiang-liang. Effects of pre-aging treatments on the microstructures and properties before and after paint bake cycle for a 6016 aluminum alloy[J]. Journal of Chinese Electron Microscopy Society, 2012, 31(6): 461-468.
[4] CHEN J H, COSTAN E, Van HUIS M A, XU Q, ZANDBERGEN H W. Atomic pillar-based nanoprecipitates strengthen AlMgSi alloys[J]. Science, 2006, 312: 416-419.
[5] ZANDBERGEN H W, ANDERSEN S J, JANSEN J. Structure determination of Mg5Si6 particles in Al by dynamic electron diffraction studies[J]. Science, 1997, 277: 1221-1225.
[6] SAKAMOTO H, SHIBATA K, DAUSINGER F. Laser welding of different aluminum alloys[C]//Proceedings of the Laser Materials Processing Symposium. Orlando: Laser Institute of America, 1993: 523-528.
[7] SHIDA T, HIROKAWA M, SATO S. CO2 laser welding of aluminum alloys (No. 1)-welding of aluminum alloys using CO2 laser beam in combination with MIG arc[J]. Quarterly Journal of the Japan Welding Society, 1997, 15: 18-23.
[8] HIROSE A, TODAKA H, KOJIRO F. KOBAYASHI. CO2 laser beam welding of 6061-T6 aluminum alloy thin plate[J]. Metallurgical and Materials Transactions A, 1997, 28A: 2657-2662.
[9] AKHTER R, IVANCHEV L, BURGER H P. Effect of pre/post T6 heat treatment on the mechanical properties of laser welded SSM cast A356 aluminium alloy[J]. Materials Science and Engineering A, 2007, 447: 192-196.
[10] 王亚荣, 黄文荣, 雷华东. 焊后热处理对2A14高强铝合金电子束焊接头组织及力学性能的影响[J]. 机械工程学报, 2010, 47: 141-145.
WANG Ya-rong, HUANG Wen-rong, LEI Hua-dong. Effects of post weld heat treatment on microstructure and mechanical properties of 2A14 high strength aluminum alloy by electron beak welding[J]. Journal of Mechanical Engineering, 2011, 47: 141-145.
[11] ELANGOVAN K, BALASUBRAMANIAN V. Influences of post-weld heat treatment on tensile properties of friction stir-welded AA6061 aluminum alloy joints[J]. Materials Characterization, 2008, 59: 1168-1177.
[12] MALARVIZHI S, RAGHUKANDAN K, VISWANATHAN N. Investigations on the influence of post weld heat treatment on fatigue crack growth behaviour of electron beam welded AA2219 alloy[J]. International Journal of Fatigue, 2008, 30: 1543-1555.
[13] FABREGUE D, DESCHAMPS A, SUERY M. Microstructure of butt laser joints of aluminium alloy 6056 sheets with an AS12 filler[J]. Materials Science and Technology, 2005, 21: 1329-1336.
[14] DONG P, SUN D Q, LI H M. Natural aging behavior of friction stir welded 6006A-T6 aluminum alloy[J]. Materials Science and Engineering A, 2013, 576: 29-35.
[15] 陈江华, 刘春辉. AlMgSi(Cu)合金中纳米析出相的结构演变[J]. 中国有色金属学报, 2010, 21(10): 2352-2360.
CHEN Jiang-hua, LIU Chun-hui. Microstructure evolution of precipitates in AlMgSi(Cu) alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 21(10): 2352-2360.
[16] EDWARDS G A, STILLER K, DUNLOP G L, COUPER M J. The precipitation sequence in Al-Mg-Si alloys[J]. Acta Materialia, 1998, 46: 3893-3904.
[17] CHAKRABARTI D J, LAUGHLIN D E. Phase relation and precipitation in AlMgSi alloy with Cu addition[J]. Progress in Materials Science, 2004, 49: 389-410.
[18] 黄昌军, 刘春辉, 陈江华, 冯佳妮, 桑 益, 廖元飞, 陈 刚. Al-Mg-Si-Cu合金时效状态对疲劳过程及断裂特征的影响[J]. 中国有色金属学报, 2013, 23(1): 35-43.
HUANG Chang-jun, LIU Chun-hui, CHEN Jiang-hua, FENG Jia-ni, SANG Yi, LIAO Yuan-fei, CHEN Gang. Effect of precipitation state on fatigue process and fracture characteristics of an Al-Mg-Si-Cu alloy[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(1): 35-43.
[19] MARIOARA C D, ANDERSON S J, STENE T N, HASTING H, WALMSLEY J C, HEELVORT A T J, HOLMESTAD R. The effect of Cu on precipitate on in Al Mg Si alloy[J]. Philosophical Magazine, 2007, 87(23): 3358-3413.
[20] RAVI C, WOLVERTON C. First-principles study of crystal structure and stability of Al-Mg-Si(Cu) precipitates[J]. Acta Materialia, 2004, 52: 4213-4227.
[21] TORSETER M, LEFEBVRE W, MARIOARA C D, ANDERSEN S J. Study of intergrown L and Q′ precipitates in AlMgSiCu alloys[J]. Scripta Materialia, 2011, 64: 817-820.
(编辑 龙怀中)
基金项目:国家重点基础研究发展计划资助项目(2009CB623704);国家自然科学基金资助项目(51171063); 湖南省高校科技创新团队项目
收稿日期:2015-01-12;修订日期:2015-05-27
通信作者:刘春辉,助理研究员,博士;电话:0731-88664009;E-mail: chliu@hnu.edu.cn

