DOI: 10.11817/j.ysxb.1004.0609.2020-39526
退火处理对新型Ni-Co-Cr基粉末高温合金微观组织与性能的影响
谭 钢1,李慧中1,王 岩2,杨 雷1,黄钲钦2,刘敏学3,邹天琪2
(1. 中南大学 材料科学与工程学院,长沙 410083;
2. 中南大学 航空航天学院,长沙410083;
3. 中南大学 粉末冶金国家重点实验室,长沙 410083)
摘 要:基于Thermo-Calc热力学计算软件及相应的Ni基合金数据库,模拟计算一种新型Ni-Co-Cr基粉末高温合金可能的平衡析出相及其与温度的关系;采用金相显微镜、扫描电子显微镜(SEM)并结合定量分析软件,对合金在不同退火制度下的晶粒与γ′相的演化行为进行分析;同时,利用纳米压痕仪研究退火制度对合金力学性能的影响。结果表明:合金中γ′相的溶解温度约为1154 ℃。当退火温度低于1000 ℃时,γ′相均以近球形为主,其尺寸及含量随退火温度的升高和保温时间的延长变化不大;γ′相对晶粒生长起到了有效的钉扎作用,合金的晶粒尺寸无明显增长。当退火温度高于1000 ℃时,γ′相的形貌逐渐向方形或花瓣状转变,且随着保温时间的延长有分裂的趋势;退火温度的升高使γ′相的尺寸及含量均有较大幅度的降低,合金的晶粒尺寸也有较明显的增加。随着退火温度的升高和保温时间的延长,合金的硬度逐渐降低,但弹性模量无明显变化。综合考虑退火后挤压态合金的微观组织和硬度,优化的退火制度在1000 ℃、1~2 h条件下进行。
关键词:镍基粉末高温合金;退火;晶粒;γ′相;纳米压痕
文章编号:1004-0609(2020)-05-1027-11 中图分类号:TF125 文献标志码:A
相较于铸造高温合金,镍基粉末高温合金具有晶粒细小、组织均匀且无宏观偏析, 以及热加工性能良好、屈服强度高和抗疲劳性能好等优点,已成为先进航空发动机关键结构部件及热传动部件不可替代的关键材料[1-4]。航空技术的发展对航空发动机提出了越来越苛刻的要求。涡轮盘是航空发动机最重要的热端部件之一,其性能的好坏将直接影响到发动机的使用寿命。先进航空发动机涡轮盘的工作温度高、受力状态十分复杂,因此,其首选材料-镍基粉末高温合金及其制造技术的发展已迫在眉睫。
合金成分的调整可以改善镍基粉末高温合金的微观组织,进而提高其性能。γ′相作为镍基粉末高温合金中的主要强化析出相,其析出与溶解行为等对合金的综合性能均有着重要的影响[5-7]。研究表明[8],随着Al、Ti和Nb含量的增加,镍基粉末高温合金中γ′相的析出量有所增加,其固溶温度也随之提高;而Cr和Co含量的增加虽然对γ′相的析出量没有明显影响,但会使γ′相的固溶温度有一定程度地提高。热加工工艺的改进也是改善镍基粉末高温合金性能的最有效手段之一。目前镍基粉末高温合金的主要热加工工艺为热等静压(HIP)/热挤压(HEX)+等温锻造(ITF)。在镍基粉末高温合金涡轮盘的成型制备方面[1],国外主要采用包括以美国为代表的HEX+ITF工艺和以俄罗斯为代表的HIP工艺,而我国主要使用HIP工艺或者HIP+ITF工艺生产盘件。通过HIP工艺生产的镍基粉末高温合金中存在着原始颗粒边界(PPB)等缺陷,PPB的存在使合金的塑性和持久性能降低,是潜在的裂纹源。通过对镍基粉末高温合金进行热挤压、调整其工艺参数,不仅可以获得细小的晶粒尺寸、适宜的γ′相尺寸及分布,而且能有效地控制甚至消除PPB、孔洞等缺陷[9]。
将热挤压与等温锻造工艺相结合,可以进一步优化镍基粉末高温合金的微观组织[10]。研究表明[11],将热挤压态的镍基粉末高温合金进行退火处理再锻造成型,能够有效减少试样表面的裂纹。本文以一种新型的Ni-Co-Cr基粉末高温合金为研究对象,系统研究了退火处理对挤压态合金微观组织与性能的影响。该合金与我国第二代镍基粉末高温合金FGH96[2]相比,增加了Co、Al的含量,降低了Cr的含量,以期获得良好的综合性能和热加工性能。借助Thermo-Calc热力学计算软件,本文作者对这一新型Ni-Co-Cr基粉末高温合金的平衡相进行了热力学计算。同时,结合金相和扫描电镜分析方法研究了退火温度和保温时间对合金微观组织的影响,获得了其在不同退火制度下的晶粒尺寸、γ′相尺寸及含量的演化规律。此外,还利用纳米压痕方法分析了合金在不同退火制度下的力学行为。本文研究可为镍基粉末高温合金制备工艺的优化提供指导,也可为抑制后续等温锻造过程中的开裂现象奠定工艺基础。
1 实验
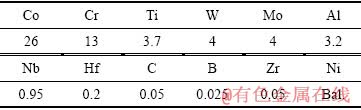
本文实验用新型Ni-Co-Cr基粉末高温合金(命名为CSU-A1合金)的名义化学成分如表1所示。利用氩气雾化(AA)方法将母合金制备成粉末,经过热等静压固结成形后,再通过包套挤压工艺对其进行热挤压。退火实验在箱式电阻炉内进行,试样在退火前进行封管处理以避免其发生高温氧化。退火温度分别为700、800、900、1000、1100和1200 ℃,保温时间分别为1和2 h,冷却方式为随炉冷却。
表1 CSU-A1合金的名义成分
Table 1 Nominal composition of CSU-A1 alloy(Mass fraction, %)
利用不同粒度的砂纸对热挤压态和热挤压-退火态试样进行打磨及抛光处理,然后采用化学腐蚀方法对试样分别进行晶界腐蚀和γ′相的腐蚀。采用Kalling’s腐蚀剂(5g CuCl2+100mL HCl+100mL C2H5OH)腐蚀晶界,γ′相的腐蚀剂为HNO3、CH3COOH、H2O和HF按体积比3:3:3:1混合而成,腐蚀后的试样分别在LEICA D4000型光学显微镜和FEI Quanta650型扫描电镜(SEM)上进行金相组织和γ′相的观察和分析。结合Photoshop软件和Image Pro Plus (IPP)软件对上述金相照片和SEM像进行晶粒尺寸和γ′相尺寸、含量的定量统计,每种状态试样至少选择5张不同位置的照片进行定量,取其平均值作为最终结果。
采用MCT+UNHT纳米压痕仪(瑞士CSM仪器股份有限公司)测试系统分别对不同状态的合金进行硬度和弹性模量的表征,该设备载荷分辨率为10 nN,位移分辨率为10 nm。采用圆锥形压头进行加载,加载方向与热挤压方向垂直,最大加载载荷为2000 mN;测试过程中的加、卸载通过位移控制,加、卸载速率均为4000 mN/min,保载时间为10 s。每个样品的测试点至少5个,将测试数据取平均值分别作为硬度和弹性模量的最终结果。
2 结果与分析
2.1 热力学平衡相
图1(a)所示为计算所得平衡条件下合金中各相(γ、γ′、MC+M(C,N)、M23C6、MB2、M3B2、TCP(σ、P、μ))的质量分数随温度的变化情况,其中MC+M(C,N)表示镍基高温合金中析出的两种一次碳化物的总和,M(C,N)是以氮化物为核心的一次碳化物[12]。图1(b)所示为图1(a)中左下角500~1000 ℃温度范围内虚线区域的放大图,图1(c)所示为图1(a)中右下角1000~1750 ℃温度范围内虚线区域的放大图。由图1及热力学计算结果可知,合金在平衡状态下的固相温度为1258 ℃,液相线温度为1344 ℃。合金中的主要平衡析出相为γ′相,其固溶温度为1154 ℃;在1154~980 ℃范围内,γ′相随着温度的降低大量析出,质量分数上升较快;当温度低于850 ℃时,其上升的趋势逐渐变缓;当温度为500 ℃时,γ′相的质量分数约为52%。一次碳化物相MC+M(C,N)在温度低于1317 ℃时开始析出,在1317~1258 ℃范围内随着温度的降低MC+M(C,N)质量分数迅速增加,最大析出量可达0.49%;当温度低于879 ℃时,由于MC型碳化物开始分解,一次碳化物相MC+M(C,N)质量分数随之降低,M23C6碳化物相开始析出。MB2硼化物相在温度低于1276 ℃时析出,1090 ℃以下时开始转变为M3B2硼化物相。伴随着温度的降低,γ′相不断析出导致基体中的Cr、Co、Mo和W等元素含量过饱和,合金中将析出不利于性能的TCP相(σ、P、μ)。
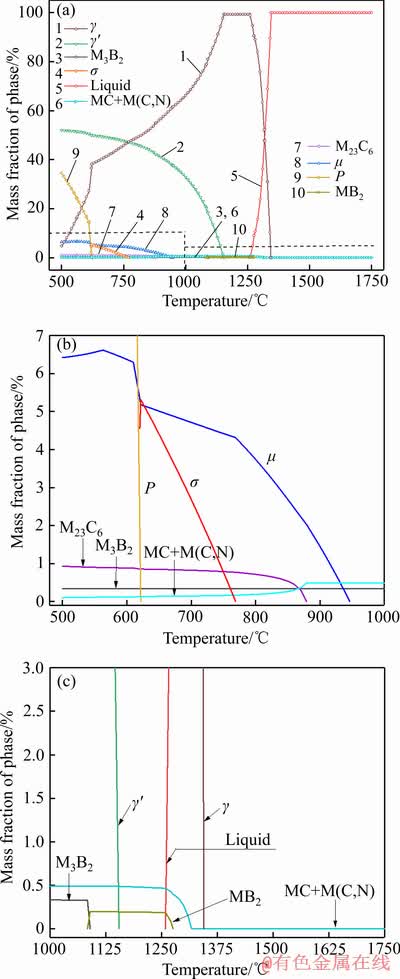
图1 实验合金热力学计算平衡图
Fig. 1 Thermal calculation equilibrium diagram of experimental alloy (a) and its magnified figures ((b), (c))
以上通过Thermo-Calc热力学计算软件所得实验合金的析出相情况,与王淑云等[13]和赵军普等[8]对FGH96合金的研究结果一致,这表明Co、Al和Cr含量的少量调整对合金析出相的基本类型无影响。与FGH96合金相比,实验合金中Co和Al的含量相对较高,因此,实验合金中γ′相的固溶温度和体积分数均有所提高[14-15]。张义文等[16]的研究表明,采用差热分析(DTA)得到的FGH96合金的γ′相完全固溶温度在1130 ℃,而热力学计算结果则为1109 ℃。由于Thermo-Calc热力学计算软件是基于严格的热力学平衡,而实际上合金在高温条件下难以达到平衡态,γ′相的溶解会存在一定的过热度,故推测实验合金中γ′相的完全固溶温度要高于热力学平衡计算结果值(1154 ℃)。
热力学计算结果还表明,当温度低于879 ℃时,MC型碳化物将会分解形成M23C6。结合文献分析可知,一次MC型碳化物在其分解过程中将会发生碳化物的转换,使得M23C6及γ′相在MC/γ基体界面处析出[17];据工艺条件不同,在一次MC型碳化物周围可能形成γ′-M23C6或γ′-M23C6-γ′型两种组织。在碳化物的转变过程中,元素在固相中的扩散速率较低,因此,元素的扩散对碳化物的转变起主导作用。随着MC型碳化物的进一步分解,M23C6和γ′相的含量逐渐增加,从而起到阻碍合金元素扩散的作用,一次MC型碳化物的转变速率逐渐降低。
2.2 退火处理前后的显微组织
图2所示为热挤压态实验合金沿挤压方向的显微组织照片。由图2(a)可见,挤压态合金的晶粒呈现出等轴晶结构,大小晶粒相间分布,尺寸在2~24 μm之间,存在少量粗大晶粒。从图中没有明显观察到原始粉末颗粒边界(PPB)的存在,这也从侧面证明了热挤压对合金中的PPB起到了较好的消除作用。由图2(a)还能观察到一些黑色的近球状或块状颗粒呈离散状分布于晶内和晶界处,结合2.1中的分析推测为碳化物或硼化物相。由图2(b)可以看出,挤压态合金中的γ'相分布均匀,形态基本为近球形,尺寸在145~215 nm之间分布。
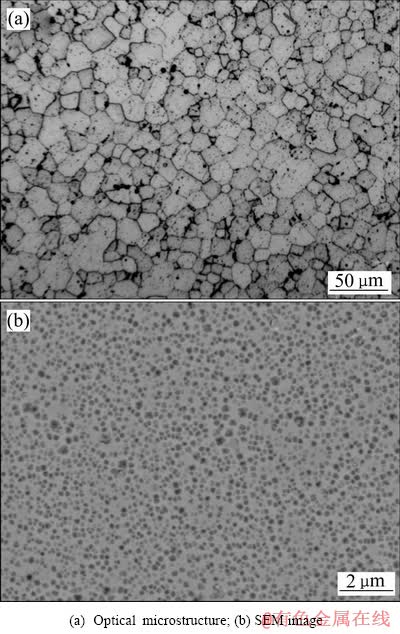
图2 热挤压态合金的显微组织
Fig. 2 Microstructures of hot extruded alloy
图3所示为退火温度在700~1200 ℃、保温时间分别为1 h和2 h时实验合金的金相组织照片。由图3可知,与热挤压态合金(见图2(a))相比,在温度低于1100 ℃时,退火态合金晶粒大小没有发生明显的变化,微观组织的均匀性有一定程度的改善;延长保温时间至2 h,晶粒亦无明显的生长现象。当退火温度升高至1200 ℃时,合金的晶粒尺寸显著增长;保温时间延长至2 h时,晶粒也呈现出长大的趋势。
图4所示为退火温度在700~1200 ℃、保温时间分别为1和2 h时实验合金中γ′相的SEM像。对比图2(b)可知,当退火温度不超过1000 ℃时,γ′相的形貌仍以近球形为主;随着退火温度的升高或保温时间的延长,γ′相逐渐发生长大,其整体数量有所降低,其中单位面积内尺寸较小的γ′相数量有一定程度降低,而尺寸较大的γ′相数量有所增长。这主要是因为在退火处理过程中,尺寸较小的γ′相其系统界面能较高,为降低系统总的界面能、使γ′相趋于稳定,这些高密度分布的尺寸较小的γ′相颗粒会逐渐倾向于粗化成低密度分布的尺寸较大的γ′相颗粒,从而发生Ostwald粗化[18]。以上所观察到的实验用Ni-Co-Cr基粉末高温合金的γ′相形貌和粗化过程与文献[19]报道的FGH96合金的γ′相演化行为基本一致。
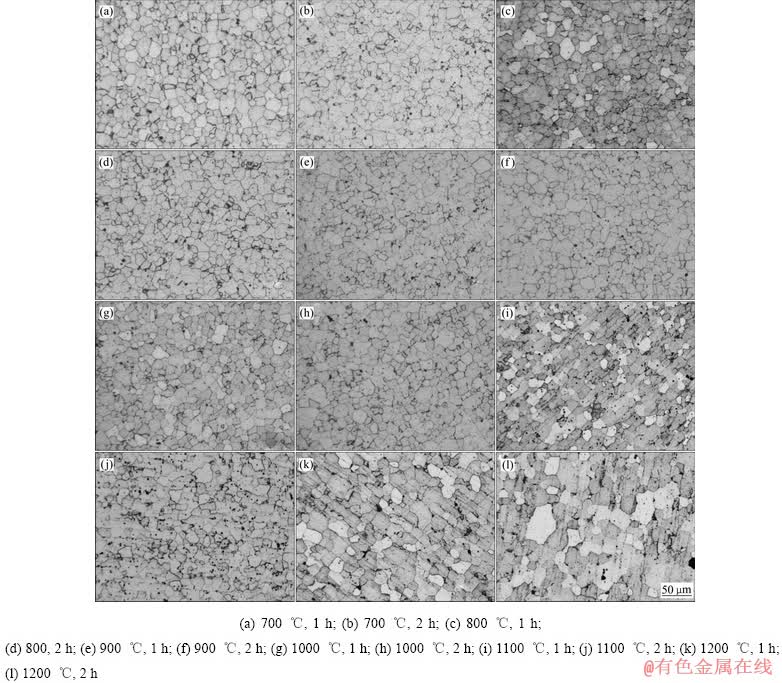
图3 不同退火制度下退火态合金的金相组织
Fig. 3 Optical microstructures of annealed alloys under different conditions
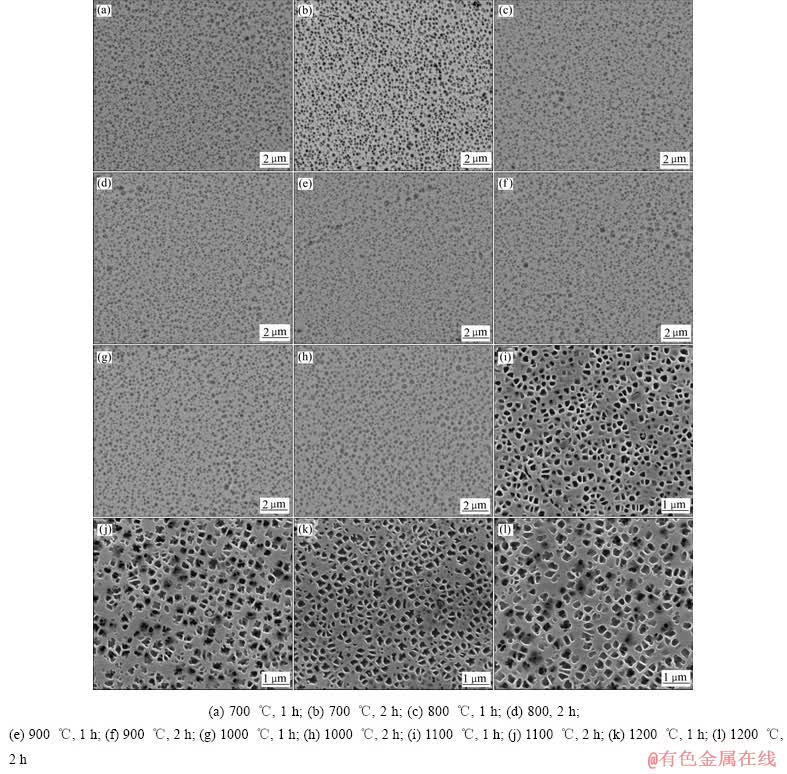
图4 不同退火制度下退火态合金的SEM像
Fig. 4 SEM images of annealed alloys under different conditions
当退火温度提高至1000 ℃以上时(见图4(i)~(l)),随着退火温度的升高,γ′相的形貌逐渐由近球形演化为方形或花瓣状;同时,随着保温时间的延长,大尺寸的γ′相呈现向四周分裂的趋势。γ′相的形貌主要受表面能、弹性应变能和弹性相互作用能三个因素的影响[20],其中表面能和弹性应变能起主导作用。分析可知,在退火处理过程中,温度的升高促进了合金中Al原子和Ti原子的扩散,加速了γ′相的生长,从而导致γ′相的表面能以及γ′相与γ基体之间的弹性应变能均有所增大。在温度较高的情况下,系统内γ′相与γ基体之间的弹性应变能增大值大于γ′相表面能的增大值,故弹性应变能成为控制γ′相形貌的主导因素,此时γ′相的形貌由球形转变为近方形[21]。随着保温时间的延长,高的化学驱动力使得γ′相在 方向上的生长速度增大;而在
方向上的生长速度增大;而在 方向上,由于富聚溶质原子导致其化学驱动力下降,从而使γ′相由方形进一步转变为花瓣状,并逐渐由一个大尺寸的γ′相分裂成几个小尺寸的γ′相,以降低γ′相的总能量,使其处于一个相对稳定的状态。由于本文退火实验的冷却方式为随炉冷却,温度下降较慢,故Al和Ti原子得以充分扩散,γ′相在炉冷过程中进一步长大。随着温度的降低,γ′相的长大速度逐渐变缓;一旦其尺寸超过其临界分裂尺寸,γ′相就会演变为花瓣状,进而发生分裂,成为几个尺寸较小的方形γ′相。
方向上,由于富聚溶质原子导致其化学驱动力下降,从而使γ′相由方形进一步转变为花瓣状,并逐渐由一个大尺寸的γ′相分裂成几个小尺寸的γ′相,以降低γ′相的总能量,使其处于一个相对稳定的状态。由于本文退火实验的冷却方式为随炉冷却,温度下降较慢,故Al和Ti原子得以充分扩散,γ′相在炉冷过程中进一步长大。随着温度的降低,γ′相的长大速度逐渐变缓;一旦其尺寸超过其临界分裂尺寸,γ′相就会演变为花瓣状,进而发生分裂,成为几个尺寸较小的方形γ′相。
2.3 退火制度对晶粒尺寸与γ′相的影响
图5所示为挤压态合金在退火前后晶粒尺寸(D)变化的定量分析结果。由图5可见,随着退火温度的升高,晶粒整体呈现长大的趋势,但在不同温度下的长大速率有所不同;同时,保温时间的延长也在一定程度上促进了晶粒的生长。图6所示为挤压态合金在退火前后γ′相含量(φ)和尺寸(d)的变化。由图6可知,随着退火温度的升高或保温时间的延长,γ′相的体积分数逐渐减小,在1000~1100 ℃时降幅较大;γ′相的平均尺寸总体呈现出先增后减的趋势,拐点出现在1000 ℃,降幅较大的温度区间仍为1000~1100 ℃。
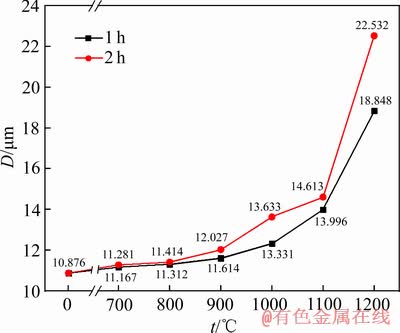
图5 退火制度对合金晶粒尺寸的影响
Fig. 5 Effect of annealing conditions on grain size of experimental alloy
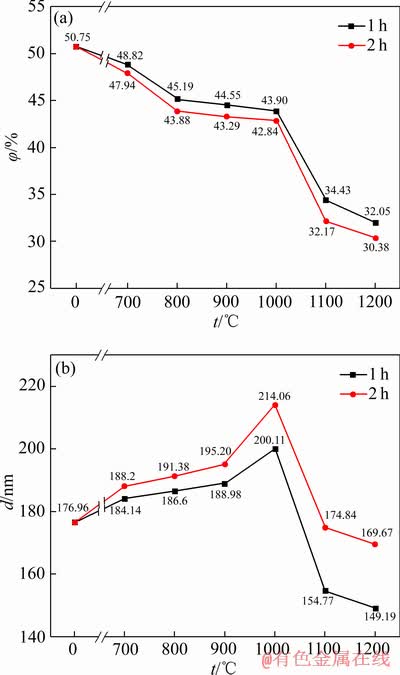
图6 退火制度对合金γ′相含量(a)和尺寸(b)的影响
Fig. 6 Effect of annealing conditions on volume fraction (a) and size (b) of γ′ particles of experimental alloy
结合图5和图6分析可知,当退火温度从700 ℃上升至1000 ℃时,γ′相的含量有少量减少,其尺寸在一定程度上有所增加,故晶粒尺寸整体呈现出增长的趋势;但由于试样中仍存在大量的γ′相,对晶粒生长的钉扎作用[22]依然存在,故晶粒尺寸的变化不明显。当退火温度升高至1100 ℃时,如前所述,大尺寸γ′相逐渐分裂和溶解,导致其尺寸和含量均有明显的下降;继续升高温度至1200 ℃时,晶粒尺寸增加明显,退火时间的影响也有所增大。
关于晶粒尺寸和第二相粒子之间的关系,不同的学者已进行了广泛的研究[23-25]。普遍认为,第二相对界面迁移存在约束力,故可阻碍晶界的迁移和晶粒的生长[26]。当晶粒两侧由晶界曲率产生的压力差与由第二相钉扎效应产生的单位面积晶界移动阻力相等时,晶粒将停止长大。此时的极限晶粒半径Rlim可表示为
 (1)
(1)
式中:r为第二相粒子半径,NA为单位面积界面第二相粒子数。结合之前的Thermo-Calc热力学计算结果分析可知,挤压态实验合金中γ′相的质量分数为52%,固溶温度为1154 ℃。当退火温度低于1000 ℃时,随着退火温度的升高和保温时间的延长,合金中γ′相的尺寸有小幅度地增加,γ′相的含量有少量减少,故Rlim变化不大,晶粒尺寸增幅较小。当退火温度高于1000 ℃时,合金中γ′相的尺寸和含量均急剧降低,γ′相钉扎效应产生的单位面积晶界移动阻力有所减小,故Rlim增大,晶粒尺寸随退火温度的升高和保温时间的延长迅速增大。因此,γ′相的存在对控制实验合金的晶粒大小有重要作用。γ′相对再结晶的促进或抑制作用主要与其体积含量(Fv)和半径(r)有关,当Fv/r大于约0.2 μm-1时,γ′相有望对再结晶晶粒的生长起到有效抑制作用[27]。对比刘建涛等[28]研究的FGH96合金在1000~1170 ℃的晶粒生长行为,本文实验用Ni-Co-Cr基粉末高温合金在1000~1200 ℃的晶粒长大程度明显降低,这主要与实验合金中γ′相固溶温度和体积分数的提高有关,在高温下仍然起到有效钉扎作用。
2.4 纳米压痕力学行为
图7所示为试验合金纳米压痕的尺度和位置分布示意图。在纳米压痕试验中,为消除变形强化,微压痕之间的最小距离一般控制在200 μm以上。由图7可以看出,本实验合金纳米压痕的尺度约为20 μm,且压痕作用的塑性影响区较压痕实际作用的体积更大,即压痕塑性影响区大于合金的平均晶粒尺寸与γ′相尺寸,故所测的数据可以反映出合金的整体力学性能。
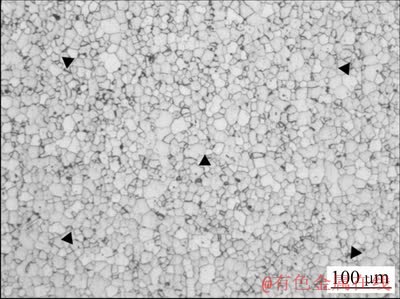
图7 纳米压痕的尺度和位置分布示意图
Fig. 7 Schematic diagram of scale and position distribution of nanoindentation
图8所示为压头载荷为2000 mN、加卸载速率为4000 mN/min的条件下挤压态和退火态合金的纳米压痕“载荷-位移”曲线。从图8可以看出,随着压痕载荷的增加,不同实验合金的压痕位移明显增加。在加载阶段,实验合金首先发生弹性变形;随着载荷的增加,材料发生塑性变形,加载曲线呈现非线性,这与其他粉末镍基高温合金的压痕载荷-位移曲线相似[29]。在卸载阶段,随着载荷的降低,材料发生弹性回复,卸载后产生的压痕反映了材料的塑性变形所保留的残余变形。比较图8中不同退火制度下的压痕位移还可以发现,在相同加载速率条件下,随着退火温度的升高或保温时间的延长,最大加载载荷所对应的压痕位移有所增加。结合之前的微观组织分析可知,低温下γ′析出相的大量存在可有效阻碍位错的运动从而提高其强度[30],退火温度的升高或保温时间的延长使实验合金中γ′相的体积分数减小(见图6),对位错整体的阻碍作用降低,因而压痕位移有所增加。

图8 挤压态和不同制度退火态合金的纳米压痕载荷-位移曲线
Fig. 8 Nanoindentation load-displacement curves of experimental alloys before and after annealing
图9所示为压痕深度增量随压头载荷的变化。由图9可知,在恒定的加载速率下,随着压头深度的增加,对应于最大压头载荷的压痕深度的增量逐渐减小,这表明在纳米压痕测试期间,不同状态实验合金均发生了应变硬化,变形抗力逐渐增加。

图9 不同加载速率下实验合金压头深度增量随压头载荷的变化
Fig. 9 Variation of indentation depth increment with indenter load at different loading rates for experimental alloys
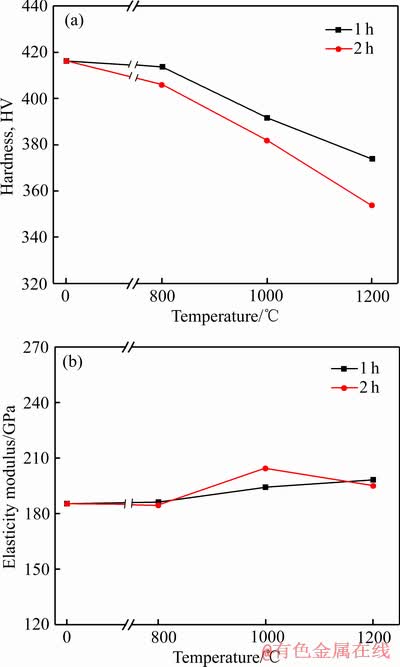
图10 实验合金的硬度和弹性模量随退火温度和保温时间的变化
Fig. 10 Variation of hardness (a) and elastic modulus (b) of experimental alloys with annealing temperature and holding time
图10所示为不同状态实验合金的硬度和弹性模量随退火温度和保温时间的变化。由图10可知,退火温度和保温时间对合金的硬度影响较大,而对弹性模量影响较小。硬度代表了材料抵抗塑性变形的能力,随着退火温度和保温时间的增加,合金的硬度呈现逐渐降低的趋势,但其在不同温度下的变化趋势有所不同(见图10(a))。当退火温度为800 ℃时,硬度相比于挤压态试样未发生明显变化;当退火温度从800 ℃上升至1200 ℃时,随着退火温度的升高或保温时间的延长,硬度明显降低;退火温度为1200 ℃、保温时间为1h的退火态试样相比于热挤压态合金,其平均硬度降低了约40 HV,而保温2 h的退火态试样的平均硬度降低约为60 HV。
据文献[31-32]报道,高温合金的硬度同时受晶粒尺寸及γ′相特征的影响,这主要源于应变硬化中的一种重要变形机制―位错运动[29]。在纳米压痕实验过程中,实验合金的γ′相的尺寸及分布直接影响了位错的运动。研究表明,当γ′相尺寸较小时,位错以弱位错对切割机制与γ′相发生交互作用;当γ′相尺寸增大到一个临界值时,位错与γ′相的交互作用机制由弱位错对切割转变为强位错对切割;随着γ′相尺寸的继续增大,启动奥罗万绕过机制所需的临界剪切应力开始小于启动强位错对切割机制所需的临界剪切应力,因此位错以奥罗万绕过机制与γ′相发生交互作用。理论及实验研究均发现[33-34],高温合金中存在一个可产生最优强化效果的γ′相尺寸,对应于位错作用机制由弱位错对切割转变为强位错对切割的数值;γ′相体积分数增大,位错运动所需的临界剪切应力更高,故合金强度越高。同时,晶粒尺寸减小将导致晶界面积的增加,对位错运动的阻碍增大,因而强度也越大。由于随着退火温度的升高或保温时间的延长,本实验合金中的γ′相体积分数降低、晶粒尺寸增大,故对位错运动的阻碍作用有所减弱,硬度有不同程度的下降。因此,退火处理可有效降低挤压态实验合金的硬度,有利于后续的锻造加工。弹性模量代表了材料对弹性变形的抵抗能力。据报道,弹性模量与合金中的成分和晶粒取向有关[35]。图10(b)的实验结果显示,随着退火温度的升高或保温时间的延长,合金的弹性模量变化不大,这说明退火处理前后合金中的晶粒取向无明显变化。
综合考虑退火处理后的微观组织和硬度,建议热挤压态合金在1000℃、1~2 h条件下进行退火处理,既可以保持较细小的晶粒尺寸、适宜的γ′相含量及适中的γ′相尺寸,又有利于其后续的加工。
3 结论
1) 热力学计算结果表明,实验用新型Ni-Co-Cr基粉末高温合金的主要平衡相为γ、γ′、MC+M(C,N)、M23C6、MB2、M3B2、TCP(σ、P、μ)相;γ′相的固溶温度约为1154 ℃。
2) 当退火温度低于1000 ℃时,随着退火温度的升高或保温时间的延长,合金的晶粒尺寸增幅较小;合金中的γ′相以近球形为主,随退火温度的升高或保温时间的延长,其尺寸及含量变化不大;γ′相的存在有效地抑制了合金晶粒的生长。
3) 当退火温度高于1000 ℃时,合金的晶粒尺寸有较明显的增加;随着退火温度的升高,γ′相的形貌逐渐向方形或花瓣状转变,其尺寸及含量均有较大幅度的降低,γ′相对晶粒生长的抑制作用也有所减弱。
4) 随着退火温度的升高或保温时间的延长,合金的硬度逐渐降低,但弹性模量无明显变化;硬度的降低主要与γ′相与晶界对位错运动阻碍作用的减弱有关。综合考虑不同退火制度下合金的晶粒尺寸、γ′相尺寸及含量、硬度结果,得出优化的退火制度为1000 ℃、2 h。
REFERENCES
[1] 张义文, 刘建涛. 粉末高温合金研究进展[J]. 中国材料进展, 2013, 32 (1): 1-12.
ZHANG Yi-wen, LIU Jian-tao. Development in powder metallurgy superalloy[J]. Materials China, 2013, 32(1): 1-12.
[2] 杨 川, 刘小涛, 司家勇, 刘 峰, 江 亮. 粉末冶金高温合金FGH96的热加工图及热压缩变形过程的开裂行为[J]. 中国有色金属学报, 2015, 25(10): 2707-2719.
YANG Chuan, LIU Xiao-tao, SI Jia-yong, LIU Feng, JIANG Liang. Processing map and cracking behavior of powder metallurgy superalloy FGH96 during hot compression[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(10): 2707-2719.
[3] MAO J, CHANG Keh-Minn, YANG Wan-hong, FURRER D U, RAY K,VAZE S P. Cooling precipitation and strengthening study in powder metallurgy superalloy Rene88DT[J]. Materials Science and Engineering A, 2002, 332(1): 318-329.
[4] 王 欢, 袁 超, 郭建亭, 秦鹤勇. GH4698合金的疲劳裂纹扩展行为[J]. 中国有色金属学报, 2015, 25(1): 23-29.
WANG Huan, YUAN Chao, GUO Jian-ting, QIN He-yong. Fatigue crack growth behavior of GH4698[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(1): 23-29.
[5] FU B D, DU K, HAN G M, CUI C Y, ZHANG J X. Deformation mechanisms in a Co-rich nickel based superalloy with different size of γ′ precipitates[J]. Materials Letters, 2015, 152: 272-275.
[6] JACKSON M P, REED R C. Heat treatment of UDIMET 720Li: The effect of microstructure on properties[J]. Materials Science and Engineering A, 1999, 259(1): 85-97.
[7] FRANCIS E M, GRANT B M B, DA FONSECA J Q, PHILLIPS P J, MILLS M J, DAYMOND M R, PREUSS M. High-temperature deformation mechanisms in a polycrystalline nickel-base superalloy studied by neutron diffraction and electron microscopy[J]. Acta Materialia, 2014, 74: 18-29.
[8] 赵军普, 袁守谦, 陶 宇, 贾 建, 刘 洋. FGH96合金中γ′和碳化物相平衡计算[J]. 稀有金属材料与工程, 2011, 40(6): 1019-1024.
ZHAO Jun-pu, YUAN Shou-qian, TAO Yu, JIA Jian, LIU Yang. Equilibrium calculations of γ′ and carbides for P/M superalloy FGH96[J].Rare Metal Materials and Engineering, 2011, 40(6): 1019-1024.
[9] 国为民, 张凤戈, 张 莹, 张义文. 镍基粉末高温合金的组织、性能与成型和热处理工艺关系的研究[J]. 材料导报, 2003, 17(3): 11-15.
GUO Wei-min, ZHANG Feng-ge, ZHANG Ying, ZHANG Yi-wen. Research on microstructure, properties and heat-treatment of nickel―Base PM superalloy[J]. Materials Review, 2003, 17(3): 11-15.
[10] BENZ M G, RAYMOND E L, KISSINGER R D. Grain size control in nickel base superalloys[P]. US Patent, 1998-06-02.
[11] FANG Bin, ZHEN Ji, LIU Meng, TIAN Gao-feng, JIA Cheng-chang, ZENG Tian-tian, HU Ben-fu, WANG Cong-cong. Study on constitutive relationships and processing maps for FGH96 alloy during two-pass hot deformation[J]. Materials Science and Engineering A, 2014, 590: 255-261.
[12] HUANG Xue-bing, ZHANG Yun, LIU Yu-lin, HU Zhuang-qi. Effect of small amount of nitrogen on carbide characteristics in unidirectional Ni-base superalloy[J]. Metallurgical and Materials Transactions A, 1997, 28(10): 2143-2147.
[13] 王淑云, 李惠曲, 谭 勇, 杨洪涛. 热等静压FGH96合金热处理过程的组织[J]. 新技术新工艺, 2008(11): 103-105.
WANG Shu-yun, LI Hui-qu, TAN Yong, YANG Hong-tao. Microstructure of heat-treatment process of hot isostatic pressing FGH96 alloy[J]. New Technology & New Process, 2008(11): 103-105.
[14] LIU Jian-tao, LIU Guo-quan, HU Ben-fu, SONG Yue-peng, QIN Zi-ran, ZHANG Yi-wen. Hot deformation behavior of FGH96 superalloys[J]. Journal of University of Science and Technology Beijing, Mineral, Metallurgy, Material, 2006, 13(4): 319-323.
[15] GEDDES B, LEON H, HUANG X. Superalloys: Alloying and performance[M]. Asm International, 2010.
[16] 张义文, 陶 宇, 张 莹, 刘建涛, 张国星, 张 娜. 粉末冶金高温合金的组织和性能研究[C]// 中国金属学会高温材料分会. 第十一届中国高温合金年会论文集. 北京: 冶金工业出版社, 2007: 501-506.
ZHANG Yi-wen, TAO Yu, ZHANG Ying, LIU Jian-tao, ZHANG Guo-xing, ZHANG Na. Study on microstructure and properties of different powder metallurgy superalloy[C]// High-temperature Material Branch of the China Society for Metals. The 11th Annual Meeting of China Superalloy Collection. Beijing: Metallurgical Press, 2007: 501-506.
[17] QIN Xue-zhi, GUO Jian-tao, YUAN Chao, CHEN Chun-lin, HOU Jie-shan, YE Heng-qing. Decomposition of primary MC carbide and its effects on the fracture behaviors of a cast Ni-base superalloy[J]. Materials Science and Engineering A, 2008, 485: 74-79.
[18] HASSEN P. Physical metallurgy[M]. London: Cambridge University Press, 1978.
[19] 刘建涛, 刘国权, 胡本芙, 陈焕铭, 宋月鹏, 秦子然, 向 嵩, 张义文. FGH96合金中γ′相的高温粗化行为[J]. 稀有金属材料与工程, 2006, 35(3): 418-422.
LIU Jian-tao, LIU Guo-quan, HU Ben-fu, CHEN Huan-ming, SONG Yue-peng, QING Zi-ran, XIANG Song, ZHANG Yi-wen. The coarsening behavior of γ′ particles in FGH96 superalloys during the high temperature treatment[J]. Rare Metal Materials and Engineering, 2006, 35(3): 418-422.
[20] DOI M, MIYAZAKI T, WAKATSUKI T. The effects of elastic interaction energy on the γ′ precipitate morphology of continuously cooled nickel-base alloys[J]. Materials Science & Engineering, 1985, 74(2): 139-145.
[21] 宋西平, 李红宇, 盖靖峰, 陈国良. U720LI合金高温析出γ′相的失稳分解[J]. 金属学报, 2005, 41(11): 1233-1236.
SONG Xi-ping, LI Hong-yu, GAI Jing-feng, CHEN Guo-liang. The decomposition of metastable high temperature γ' precipitates in U720LI alloy[J]. Acta Metallurgica Sinica, 2005, 41(11): 1233-1236.
[22] LIVESEY D W, SELLARS C M. Hot-deformation characteristics of Waspaloy[J]. Metal Science Journal, 1985, 1(2): 136-144.
[23] HILLERT M. Inhibition of grain growth by second-phase particles[J]. Acta Metallurgica, 1988, 36(12): 3177-3181.
[24] ELST R, van HUMBEECK J, DELAEY L. Evaluation of grain growth criteria in particle-containing materials[J]. Acta Metallurgica, 1988, 36(7): 1723-1729.
[25] LI W B, EASTERLING K E. The influence of particle shape on zener drag[J]. Acta Metallurgica Et Materialia, 2016, 38(6): 1045-1052.
[26] YU Yong-ning. Fundaments of material science[M]. Beijing: Higher Education Press, 2006.
[27] HUMPHREYS F J, HATHERLY M. Recrystallization and related annealing phenomena[M]. 2004.
[28] 刘建涛, 刘国权, 胡本芙, 陈焕铭, 宋月鹏, 张义文. FGH96合金晶粒长大规律的研究[J]. 材料热处理学报, 2004(6): 25-29.
LIU Jian-tao, LIU Guo-quan, HU Ben-fu, CHEN Huan-ming, SONG Yue-peng, ZHANG Yi-wen. Study on grain growth of P/M FGH96 superalloy[J]. Transactions of Materials and Heat Treatment, 2004(6): 25-29.
[29] ZHANG Ming-jie, LI Fu-guo, YUAN Zhan-wei, LI Jiang, WANG Shu-yun. Effect of heat treatment on the micro-indentation behavior of powder metallurgy nickel based superalloy FGH96[J]. Materials & Design, 2013, 49(49): 705-715.
[30] ZHANG Ming-jie, LI Fu-guo, LEI Wang, WANG Shu-yun. Investigations of inhomogeneous mechanical properties and plastic deformations in HIPed P/M nickel-base superalloy FGH96 by using micro-indentation methods[J]. Materials Science and Engineering A, 2012, 556: 233-245.
[31] OSADA T, GU Yue-feng, NOBUO N, YONG Yuan, TADAHARU Yokokawa, HIROSHI Harada. Optimum microstructure combination for maximizing tensile strength in a polycrystalline superalloy with a two-phase structure[J]. Acta Materialia, 2013, 61(5): 1820-1829.
[32] OSADA Toshio, GU Yue-feng, NAGASHIMA N, YUAN Yong, TADAHARU Yokokawa, HIROSHI Harada. Factors contributing to the strength of a polycrystalline nickel-cobalt base superalloy[J]. Scripta Materialia, 2011, 64(9): 892-895.
[33] WU Hong-yu, LI Jia, LIU Feng, HUANG Lan, ZENG Xin, FANG Qi-hong, HUANG Zai-wang, JIANG Liang. A High-throughput methodology search for the optimum cooling rate in advanced polycrystalline nickel base superalloy[J]. Materias & Design, 2017, 128: 176-181.
[34] WU Hong-yu, HUANG Zai-wang, ZHOU Ning, CHEN Ji-guang, ZHOU Ping, JIANG Liang. A study of solution cooling rate on γ′ precipitate and hardness of a polycrystalline Ni-based superalloy[J]. Materials Science and Engineering A, 2019, 739: 473-479.
[35] DU Xin-peng, ZHAO Ji-cheng. First measurement of the full elastic constants of Ni-based superalloy René 88DT[J]. Scripta Materialia, 2018, 152: 24-26.
Effect of annealing treatment on microstructure and properties of a new Ni-Co-Cr based powder superalloy
TAN Gang1, LI Hui-zhong1, WANG Yan2, YANG Lei1, HUANG Zheng-qin2, LIU Min-xue3, ZOU Tian-qi2
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. School of Aeronautics and Astronautics, Central South University, Changsha 410083, China;
3. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: Based on the Thermo-Calc thermodynamic calculation software and the corresponding database of Ni-Co-Cr based alloy, the possible equilibrium phases in a new nickel-based powder superalloy and its relationship with temperature were simulated. The evolutions of γ grain and γ′ phase under various annealing conditions were analyzed by optical microscopy and scanning electron microscopy (SEM) combining with the quantitative analysis software. At the same time, the influence of annealing condition on the mechanical properties of the alloy was studied by nanoindentation. The results show that the dissolution temperature of γ′ phase for the alloy is about 1154 ℃. When the annealing temperature is lower than 1000 ℃, the γ' phase mainly exhibits spherical morphology. Increasing the annealing temperature and the holding time lead to limited variation in the size and volume fraction of γ' phase. The grains slowly grow due to the effective pinning of the undissolved γ′ phase. When the annealing temperature is higher than 1000 ℃, the morphology of γ′ phase gradually changes from spherical to cubical or petaloid shape. In the case of longer holding time, γ′ phase exhibits a tendency of splitting from a large precipitates to several small ones. The increase of annealing temperature results in significant decreasing in the size and volume fraction of γ′ phase so that the grain size of the alloy also increases rapidly. The nanoindentation test reveals that, as annealing temperature and holding time increase, the hardness of the alloy gradually decreases, while the elastic modulus does not change apparently. Comprehensively considering the microstructure and hardness of the as-annealed alloys, the annealing treatment of the as-extruded alloy is suggested to be at the temperature of 1000 ℃ and the holding time between 1 and 2 h.
Key words: nickel-based powder superalloy; annealing; grain; γ′ phase; nanoindentation
Foundation item: Project(2016YFB0700300) supported by the National Basic Research Development Program of China; Project(XCX20190153) support by the Innovation and Entrepreneurship Project for College Students of Central South University, China
Received date: 2019-05-28; Accepted date: 2019-12-26
Corresponding author: WANG Yan; Tel: +86-731-88877495; E-mail: wangyan@csu.edu.cn
(编辑 龙怀中)
基金项目:国家重点研发计划资助项目(2016YFB0700300);中南大学大学生创新创业项目(XCX20190153)
收稿日期:2019-05-28;修订日期:2019-12-26
通信作者:王 岩,教授,博士;电话:0731-88877495;E-mail:wangyan@csu.edu.cn

