
Analysis of flow stress of ZK60 wrought magnesium at elevated temperatures
YANG Ya-qin(杨亚琴)1, LI Bao-cheng(李保成)1, ZHANG Zhi-min(张治民)1, 2, ZHANG Xing(张 星)1
1.College of Materials Science and Engineering, North University of China, Taiyuan 030051, China;
2. Engineering Center for Precision Forming of Shanxi Province, Taiyuan 030051, China
Received 20 April 2006; accepted 30 June 2006
Abstract: The true stress―strain curves of compressed ZK60 alloy have two typical characters. Most thermal simulation compressing curves of ZK60 have the obvious character that around 0.2 in strain the stress reaches the peak and declines rapidly afterwards and lands the lowest. The decline of the curve illustrates that the test specimen has been destroyed and crackles can be found on the test specimen correspondingly. And the other true stress increases to a peak and then decreases to a steady state, indicating that dynamic recrystallization has occurred in ZK60 alloy. From the analysis of the results we can receive the optimized composite of the deformed parameters and get the reasonable deformed temperatures to be 200 ℃ or 400 ℃, which can play a directing role in determining the deforming technology of wrought magnesium alloys.
Key words: ZK60; wrought magnesium alloy; stress; strain
1 Introduction
Magnesium alloys are the lightest metallic structural materials that are attracting more research interest because they have some specific properties like low density, good damping characteristics and stable machinability. However, magnesium alloys have poor formability and limited ductility at room temperature due to the intrinsic characteristics of HCP structure so forming technology should proceed at the higher temperature[1-5]. During hot deformation, some metallurgical phenomena such as work hardening, dynamic recovery and dynamic recrystallization may occur simultaneously, resulting in grain refinement and reduction of deformation resistance[6].
In this study, we conducted hot deformation experiments on the ZK60 alloy and recorded the flow stress curves. By investigating the properties of the curves and the deformation parameters, the optimized deformation parameters had been stated providing the theoretical support to make the process of magnesium alloy deformation.
2 Experimental
ZK60 magnesium alloy was employed in the experiment with a chemical composition of 5.0%-6.0% Zn, 0.3%-0.9% Zr, ≤0.05% Al, 0.10% Mn, ≤0.05% Cu, ≤0.005% Ni, ≤0.05% Si, ≤0.05% Fe and the margin of the mass is magnesium. Cylindrical specimens of d 10 mm×15 mm were employed in the hot compression.
Hot compression was performed on the Gleeble-1500D machine. Prior to hot compression, the specimens were heated to the deformation temperature in 5 min. The deformation temperature was measured by thermocouples welded onto the center of a specimen surface. The deformation strain, temperature and strain rate were automatically controlled and recorded. Compression was conducted in a temperature ranging from 150 ℃ to 400 ℃. The strain rates were varied from 0.01 s-1 to 30 s-1. After hot compression, the specimens were water-cooled.
3 Results and discussion
3.1 Analyses of images of deformed specimens
Fig.1 shows that the compressed specimen has more obvious crackles under the lower temperature or the higher strain rate.

Fig.1 Images of specimens deformed at various conditions: (a) 250 ℃; (b) 400 ℃
The surface area of the compressed specimen increases with the temperature going up under the certain strain rate. The specimen crackles easily at lower temperature and does not crack easily at higher tempera-
ture. It is probably because strong local flow strain at low temperature leads to the fracture being.
Hardly little fracture can be found from the compressed specimen under the certain temperature at the lower strain rate, for example 0.01 s-1, and on the contrary that the gross fracture has been observed at 250 ℃ when the experiment is operated under the higher rate , for example 10 s-1, 30 s-1. And the fracture is more obvious with the strain rate going up.
3.2 Analyses of flow stress
Figs.2 and 3 show that the thermal simulation curves of ZK60 have the different shapes under various deformation conditions. For example the curves have the character of dynamic recrystallization at a strain rate of 1 s-1 at 200 ℃ or 400 ℃ and the material can be deformed successively, while most curves of ZK60 have the other obvious character that around 0.2 in strain the stress reaches the peak and declines rapidly afterwards and lands the lowest. The declining of the curve illustrates that the test specimen has been destroyed and crackle can be found in the test specimens correspondingly.
The grain boundary is the weaker part of the material. The fracture forms easily near the boundary
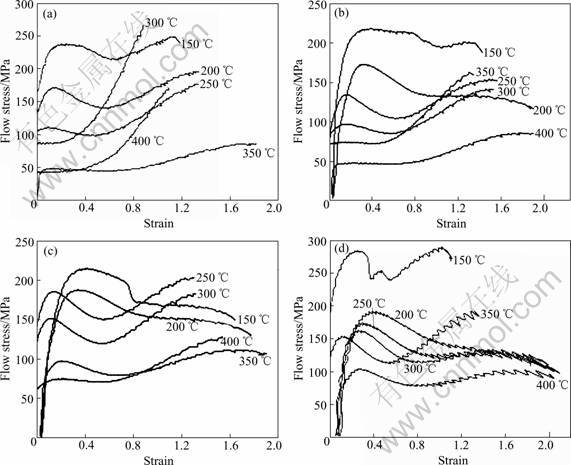
Fig.2 Flow stress―strain curves of ZK60 alloy in compression at various temperatures: (a) 0.01 s-1; (b) 0.1 s-1; (c) 1 s-1; (d) 10 s-1
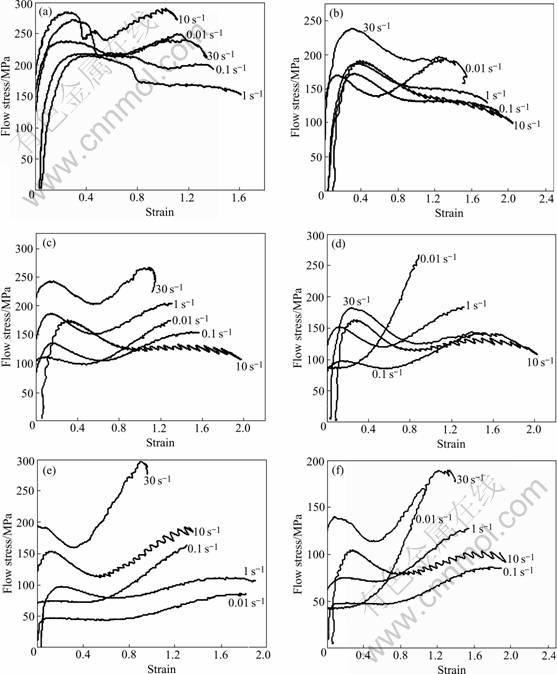
Fig.3 Stress―strain curves of ZK60 alloy in compression at various strain rates: (a) 150 ℃; (b) 200 ℃; (c) 250 ℃; (d) 300 ℃; (e) 350 ℃; (f) 400 ℃
and spreads along it. There are more grain boundaries in ZK60 magnesium alloy because of the generous eutectic element in ZK60 casting microstructure, which mainly includes rough branch crystal and more secondary MgZn phases which have the unfixed shapes[7, 8]. As there are not enough independent slip systems to harmonize the plastic deformation between the boundary each other, the line defect always gathers around the boundaries and produces stress concentration and it will give rise to crackles. More serious stress concentration will be produced with the quicker strain rate (or the lower stress temperature) and the crackles will expand unsteadily when the stress exceeds the critical value.
Fig.2 shows that under a constant strain rate, the peak stress increases with decreasing temperature[9]. Fig.3 shows that under the same temperature, the peak stress increases with increasing strain rate.
It can be concluded from Fig.2 that the curves have complex properties at the various deformation tempera- tures as the secondary phase and the base material have
Table 1 True strains of ZK60 under various deformation conditions

various influences under the various conditions. The secondary phase is little so there is a small amount of grain boundary in ZK60 under the lower temperature and there are more secondary phases separated out with the increasing deformation temperature, so it leads the plasticity low down with the adding grain boundary. Though the grains separated out grow obviously and it has bad effect on the plasticity, ZK60 alloy still has better plasticity at high temperature since non-basal slip systems of the alloy can be activated at high temperature (higher than the recrystallization temperature).
It can be concluded from Fig.3 that not only the flow stress rises up, but also the declining of the peak stress becomes more notable with the increasing strain rate to ZK60 magnesium alloy. This is mainly because there are more grain boundaries in ZK60, and the line defects gather more easily around the boundaries with increasing strain rate, which produces the critical stress concentration. So the material will have ruptured as there’s not enough time to cause the dynamic recrystallization with the higher strain rate.
According to the above-mentioned analyses, matching deformation parameters of ZK60 can be stated in Table 1.
4 Conclusions
1) The stress―strain curves of ZK60 have the different shapes as the secondary phase and the base material have various influence under various conditions. ZK60 magnesium alloy has more serious crackles when it is compressed as there are more boundaries in the microstructure.
2) According to the test, the optimized composite of the deformation parameters of ZK60 alloy can be stated as Table 1, which shows that there are two suitable deformation temperature ranges, one is the low temperature(for example 200 ℃) and the other is the high temperature(for example 400 ℃).
References
[1] SHERBY O D, NIEH T G, WADSWORTH J. Some thoughts on future directions for research and applications in superplasticity [J]. Materials Science Forum, 1997, 11: 243-245.
[2] CLOSSET B. Mechanical properties of extruded magnesium alloys [A]. Magnesium and Magnesium Alloys [M]. Materials Park, Ohio: ASM International, 2000: 275-283.
[3] ROUCOULES C, HODGSON P D, YUE S, et al. Softening and microstructural change following the dynamic recrystallization of austenite [J]. Metall Mater Trans A, 1994, A25: 389-396.
[4] TAN J C, TAN M J. Dynamic continuous recrystallization characteristics in two stage deformation of Mg-3Al-Zn alloy sheet [J]. Mater Sci Eng A, 2003, A339: 124-132.
[5] GALIYEV A, KAIBYSHEV R, GOTTSTEIN G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60 [J]. Acta Metall, 2001, 49: 1199-1207.
[6] MWEMBELA A, KONOPLEVA E, MCQUEEN H J. Microstructural development in Mg alloy AZ31 during hot working [J]. Scripta Mater, 1997, 37: 1789-1795.
[7] ZHOU H T, ZENG X Q, MA C J, et al. A flow stress model for AZ61 alloy [J]. Acta Metallurgica Sinica, 2004, 17: 155-160.
[8] ZHANG J, PEREZ R J, WONG C R, et al. Effects of secondary phases on the damping behavior of metals, alloys and metal matrix composites [J]. Mater Sci Eng R, 1994, R13: 325-390.
[9] JAYAMATHY M. Structure-Property Studies on Magnesium-Based Metal Matrix Composites [D]. Bangalore: Indian Institute of Science, 2001.
(Edited by PENG Chao-qun)
Foundation item: Project(2004CCA04600) supported by the National Basic Research Program of China
Corresponding author: YANG Ya-qin; Tel: +86-351-3923956; E-mail: yangyaqin@nuc.edu.cn

