
Hot deformation behavior and processing map of squeeze cast ZK60 magnesium alloy
WANG Chun-yan(王春艳)1, 2, WU Kun(吴 昆)1, ZHENG Ming-yi(郑明毅)1
1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. Department of Materials and Chemistry Engineering, Heilongjiang Institute of Technology, Harbin 150050, China
Received 28 July 2006; accepted 15 September 2006
Abstract: The deformation behavior of squeeze cast ZK60 magnesium alloy was investigated by compressive tests conducted at temperatures of 250-450 ℃ and strain rates of 0.001-10 s-1 with Gleeble―1500D thermal simulator system. The hot deformation behavior of squeeze cast ZK60 magnesium alloy was characterized using processing map developed on the basis of the dynamic materials model. The processing map gives safe “processing windows” in which the processes of dynamic recovery and dynamic recrystallization occur. It reveals that the dynamic recrystallization domain occurs at 375 ℃ and strain rate of 0.001 s-1, and its power dissipation efficiency approximately corresponds to 36%, which should be considered the optimum parameters for hot working of squeeze cast ZK60 magnesium alloy. The variation of the instability parameter ξ(ε) with temperature and strain rate constitutes an instability map, which is used for delineating the region of flow instability. The material exhibits flow instability which should be avoided in mechanical processing.
Key words: hot deformation; processing map; ZK60 magnesium alloy; dynamic recrystallization; flow instability
1 Introduction
Magnesium alloys have important applications in aerospace component manufacture in view of their light mass and high damping capacity[1]. However, these alloys exhibit poor workability owing to the lower symmetry, which restricts their commercial application as wrought materials. As a result, about 85% of commercial applications of magnesium alloys fall on cast materials. In order to increase the benefits of magnesium alloys, it is important to improve their workability up to value which can allow effectively to produce complex engineering components directly from wrought products[2]. The aim of the present investigation is to develop a processing map for hot working of magnesium alloy with a view to understand its constitutive flow behavior and optimize its hot workability. The processing map is developed on the basis of the dynamic materials model[3], which is recently reviewed by PRASAD and SESHACHARYULU[4]. In this model, the work piece is considered to be a dissipator of power, and the characteristics of power dissipation through microstructure changes is expressed in terms of an efficiency of power dissipation given by [η=2m/(m+1)], where m is the strain rate sensitivity of flow stress. The variation of the efficiency with temperature and strain rate constitutes a processing map, which exhibits different domains that may be correlated with specific microstructure processes. The domain of dynamic recrystallization (DRX) is chosen for the hot working of materials since this process yields good workability and microstructure free from defects and instabilities. This power dissipation map is used in combination with instability map, which is derived on the basis of continuum criteria applicable to large plastic flow. According to the criterion developed by KUMAR and PRASAD, flow instability will occur if ξ(ε)={δln[m/ (m+1)]/δln(ε)}+m<0[5-6]. The variation of ξ(ε) with temperature and strain rate constitutes the instability map which may be superimposed on the processing map to delineate instability regimes of negative ξ(ε) values. This methodology has been used to optimize the hot workability of various materials, such as Zr[7], Ni[8], as-cast magnesium[9], ETP copper[10], Ti-24Al-20Nb alloy[11] and aluminum matrix composites[12].
2 Experimental
The chemical composition (mass fraction, %) of the squeeze cast ZK60 magnesium alloy used in this investigation was as follows: Al 0.007 3; Zn 5.54; Mn 0.015; Fe 0.012; Si 0.008 9; Cu 0.002 2; Ni 0.000 89; Zr 0.65; and balance Mg. The cylindrical specimens of diameter of 8 mm and height of 12 mm were used for compression testing. In addition, grooves were provided on the load bearing surfaces so that effective lubrication was ensured during compression. The hot compressive tests were conducted on Gleeble―1500D to achieve a constant strain rate deformation. Specimens were heated to test temperatures, soaked for 3 min for equilibration. The fluctuation of temperature was controlled within ±1 ℃. The specimens were compressed with a height reduction of 60%, in isothermal condition at the temperature and strain rate ranges of 250-450 ℃ and 0.001-10 s-1, respectively. The procedures for obtaining the power dissipation map and continuum instability criterion map were conducted following that mentioned in Ref.[4-6]. The compression direction was parallel to axis of specimens. The deformed specimens were water quenched and sectioned parallelly to the compression axis. The cut surface was prepared for microstructure examination by optical microscopy (OM) and transmission electron microscopy (TEM) techniques. 3 Results and discussion
The typical flow curves (for 375 ℃ and various strain rates) are shown in Fig.1(a). The flow stress rises with the increase of the strain rates. At the strain rates above 0.1s-1, the curves exhibit flow softening, whereas at strain rates lower than 0.1 s-1, the curves show steady state behavior. At the strain rate of 10 s-1, the stress―strain curve is very uneven. These behaviors are similar at other deformation temperatures.
The true stress―true plastic strain curves obtained for squeeze cast ZK60 magnesium alloy in compression at strain rate of 0.01 s-1 and various temperatures are shown in Fig.1(b). It is shown that the flow stress decreases with the increase of the deformation temperatures.
The flow stress data obtained at different temperatures, strain rates, and strains are corrected for the adiabatic temperature rise. The power dissipation map was constructed using these data and the principles of the dynamic materials model. The map software adopts the following procedure. Log flow-stress vs log strain-rate data at a constant temperature and strain are fitted using a cubic spline function, and the strain-rate sensitivity (m) is calculated as a function of strain rate. The efficiency of power dissipation [η=2m/(m+1)] is calculated from a set of m values as a function of strain rate and temperature and plotted as a three-dimensional map. The three dimensional variation is in fact an iso-efficiency contour map in the strain rate-temperature plane.

Fig.1 True stress―true plastic strain curves obtained for ZK60 magnesium alloy in compression at: (a) 375 ℃ and various strain rate; (b)  =0.01 s-1 and various temperatures
=0.01 s-1 and various temperatures
The power dissipation map corresponding to a strain of 0.6 for squeeze cast ZK60 magnesium alloy is shown in Fig.2. The map exhibits the highest efficiency of 36% at 375 ℃ and 0.001 s-1, in the region where there is also a tendency for increasing efficiency at lower strain rates (less than 0.1 s-1), indicating the possibility of a low strain-rate domain.
The instability map corresponding to a strain of 0.6 for squeeze cast ZK60 magnesium alloy developed using equation ξ(ε)={δln[m/(m+1)]/δln(ε)} +m, is shown in Fig.3. The marked contour which ξ(ε) is negative represents the instability region. The shape of the unstable region suggests that the instability occurs during high strain rate deformation of squeeze cast ZK60 magnesium alloy (Fig.3). It can also be seen that in the regime at temperature higher than about 350 ℃ and strain rates higher than about 1 s-1, the material will flow in an unstable fashion. As mentioned above, the stress―strain curves corresponding to this instability are uneven.
The different domains in the processing maps may be interpreted in terms of specific atomistic processes and their characteristic efficiency. As per the Raj map, the low-temperature, high-strain-rate domains represent the void formation leading to ductile fracture and are characterized by very high efficiency which increases sharply up to a peak with decrease in temperature and increase in strain rate. Likewise, the lower-strain rate, higher-temperature domain represents wedge crack caused by grain boundary sliding. This domain will also have very high efficiency which increases up to a peak with decreasing strain rate and increasing temperature. These two damage processes are very efficient in dissipating power since the energy conversion relates to the generation of new fracture surfaces. The ‘safe’ processes, on the contrary, are less efficient since power dissipation occurs either by the formation of sub-grain (dynamic recovery) or by the nucleation of recrystallized grain boundaries (DRX). The DRX has a higher efficiency than the dynamic recovery. The variation of efficiency with temperature and strain rate is more gradual for the safe processes.
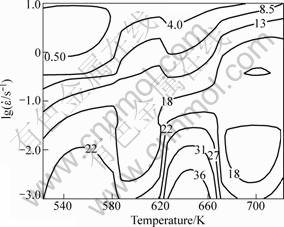
Fig.2 Contour map for efficiency of power dissipation at strain of 0.6 for squeeze cast ZK60
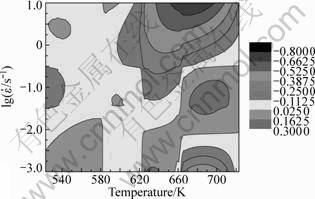
Fig.3 Continuum instability criterion map at strain of 0.6 for squeeze cast ZK60
Dynamic recrystallization occurs in the temperature range of 350-400 ℃ and the strain rate range of 0.001-0.01 s-1. The peak in the power dissipation efficiency approximately corresponds to 36% (Fig.2). The DRX at 375 ℃ and 0.001-0.01 s-1 should be interpreted as manifestation of DRX, which has a higher efficiency than the dynamic recovery occurred at about 300 ℃ and 0.001 s-1. The microstructure of a deformed specimen in this domain is shown in Fig.4(b), Fig.4(c) and Fig.5(a). The average grain diameter is refined from the initial 80 ?m to about 50 ?m (Fig.4).
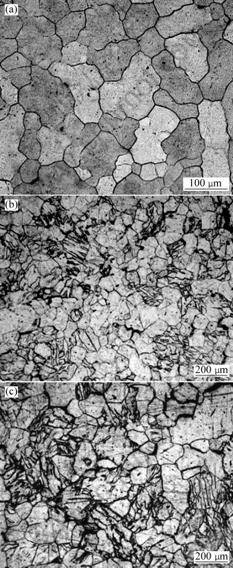
Fig.4 Microstructures of ZK60 alloy: (a) Initial state; (b) Compressed at 375 ℃ and 0.001 s-1; (c) Compressed at 375 ℃ and 0.01 s-1
Whereas the number of dynamic recrystallization grains compressed at 375 ℃ and 0.01 s-1 is less than that compressed at 375 ℃ and 0.001 s-1. In addition, the dynamic recrystallization is inadequate at 350 ℃ (Fig.5(b)), while the growth of DRX grain occurs at 400 ℃ (Fig.5(c)). The above observations confirm that the domain occurring at 375 ℃ and 0.001 s-1 represents the optimum parameters for hot working of squeeze cast ZK60 magnesium alloy.
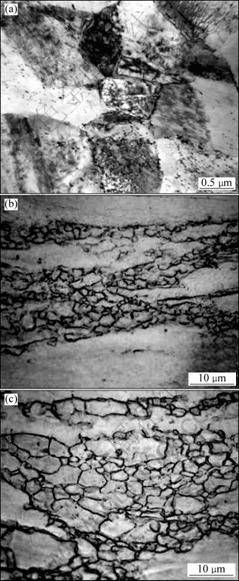
Fig.5 Microstructures of deformed material at 0.001 s-1: (a) 300 ℃; (b) 350 ℃; (c) 400 ℃
DRX may be considered[8] to consist of two competing processes: the formation of interfaces (nucleation), and the migration of interfaces (growth). The nucleation consists of the formation of a grain boundary due to the dislocation generation simultaneous recovery and rearrangement. This interface will become a nucleus for DRX when it attains a critical configuration, i.e. that of a large angle boundary. The nucleus will grow by the process of grain boundary migration. When nucleation and growth occur simultaneously, the slower of the two will control dynamic recrystallization. Under constant true strain rate conditions, the rate of formation of interfaces will compete with the rate of migration so that the true strain rate remains constant with increasing strain, and the relative values of these two rates will determine the shape of the stress―strain curves. If these two rates lead to comparable changes in the interface area, steady state stress―strain curves will result in. If the rate of the interface formation is lower than the rate of migration, the material will undergo a certain strain before the critical configuration of the interface for migration is achieved. At the critical strain a large number of interfaces migrate, leading to softening.
4 Conclusions
1) The dynamic recrystallization occurs in the temperature range of 300-400 ℃ and strain rate range of 0.001-0.01 s-1, with its peak at 375 ℃ and 0.001 s-1, having efficiency of power dissipation of 36%.
2) The optimum processing parameters for hot working of squeeze cast ZK60 magnesium alloy are temperature of 375 ℃ and strain rate of 0.001 s-1, at which the dynamic recrystallization microstructure will result in.
3) At temperature higher than about 350 ℃ and strain rates higher than 1 s-1, the material exhibits flow instability manifesting. These strain rates should be avoided in processing of the material.
References
[1] SIVAKESAVAM O, PRASAD Y V R K. Hot deformation behavior of as-cast Mg-2Zn-1Mn alloy in compression: A study with processing map[J]. Mater Sci Eng A, 2003, 362: 118-124.
[2] SITDIKOV O, KAIBYSHEV R. Dynamic recrystallization in pure magnesium[J]. Materials Transactions, 2001, 42(9): 1928-1937.
[3] PRASAD Y V R K, GEGEL H L, DORAIVELU S M, MALAS J C, MORGAN J T, LARK K A, BARKER D R. Modeling of dynamic material behavior in hot deformation: forging of Ti-6242[J]. Metallurgical Transactions A, 1984, 15: 1883-1892.
[4] PRASAD Y V R K, SHESHACHARULU T. Modeling of hot deformation for microstructural control[J]. Int Mater Rev, 1998, 43(6): 243-258.
[5] MURTY S V S N, RAO B N. On the flow location concepts in the processing maps of IN718[J]. Mater Sci Eng A, 1999, 267: 159-161.
[6] MURTY S V S N, RAO B N. On the development of instability criteria during hot working with reference to IN718[J]. Mater Sci Eng A, 1998, 254: 76-82.
[7] CHAKRAVARTY J K, PRASAD Y V R K, ASUNDI M K. Processing map for hot working of alpha-zirconium[J]. Metallurgical Transactions A, 1991, 22: 829-836.
[8] SRINIVASAN N, PRASAD Y V R K. Characterization of dynamic recrystallisation in nickel using processing map for hot deformation[J]. Materials Science and Technology, 1992, 8: 206-212.
[9] SIVAKESAVAM O, RAO I S, PRASAD Y V R K. Processing map for hot working of cast magnesium[J]. Materials Science and Technology, 1993, 9: 805-810.
[10] PRASAD Y V R K, RAO K P. Processing maps and rate controlling mechanisms of hot deformation of electrolytic tough pitch copper in the temperature range 300-950℃[J]. Mater Sci Eng A, 2002, 391: 141-150.
[11] NARAYANA S V S, MURTY B, NAGESWARA R A O. On the flow localization concepts in the processing maps of titanium alloy Ti-24Al-20Nb[J]. Materials Processing Technology, 2000, 104: 103-109.
[12] GANESAN G, RAGHUKANDAN K, KARTHIKEYAN R, PAI B C. Development of processing maps for 6061Al/15% SiCp composite material[J]. Mater Sci Eng A, 2004, 369: 230-235.
(Edited by YUAN Sai-qian)
Corresponding author: WANG Chun-yan; Tel: +86-451-86402492; E-mail: wangchunyanhit@163.com

