őń’¬ĪŗļŇ: 1004-0609(2006)09-1517-05
ŃĘ ĹņŽ–ń÷ż‘žĻż≥Ő÷–»ŘŐŚļŠĹō√śĶńĪšĽĮĻś¬…
ő‚ Ņ∆Ĺ, ņķ≥§‘∆, ĻýĺįĹ‹, ň’—Ś«ž, ĪŌő¨…ķ, łĶļ„÷ĺ
(ĻĢ∂ŻĪűĻ§“Ķīů—ß ≤ńŃŌŅ∆—ß”ŽĻ§≥Ő—ß‘ļ, ĻĢ∂ŻĪű 150001)
’™ “™: ∂‘TiļŌĹūŃĘ ĹņŽ–ń÷żľĢĶń≥šŐÓļÕńżĻŐĻż≥ŐĹÝ––—–ĺŅ°£ ĹŠĻŻ∑ĘŌ÷, ‘ŕņŽ–ń≥°Ō¬, Ņ¬ ŌѶ∂‘»ŘŐŚ‘ň∂Į∑ĹŌÚĶńłńĪš”įŌž∑«≥£īů, »ŘŐŚ—ō◊Ň”Ž–ż◊™∑ĹŌÚŌŗ∂‘Ķń–ÕĪŕĹÝ––’żŌÚľ”ňŔ≥šŐÓ, ĶĪīÔĶĹ◊Ó‘∂∂ňļů∑īŌÚ≥šŐÓ°£ ‘ŕ’żŌÚ≥šŐÓĻż≥Ő÷–, ∂‘√Ľ”–ńŕĹĹĶņĶń÷ż–Õ, »ŘŐŚ‘ŕļŠĹĹĶņńŕĶńĹō√ś√śĽżňś≥šŐÓ≥§∂»Ķń‘Ųľ”∂Ý÷ūĹ•ľű–°, ĶĪļŠĹĹĶņ≤ŗĪŕīś‘ŕńŕĹĹĶņ Ī, »ŘŐŚÕ®ĻżńŕĹĹĶņĹÝ»Ž–Õ«Ľ, Ķľ÷¬»ŘŐŚ‘ŕńŕĹĹĶņ»ŽŅŕī¶≤ķ…ķňŔ∂»ĹĶ, »ŘŐŚļŠĹō√ś√śĽż‘ŕł√ī¶”–ňýĽō…ż, »Ľļůňś≥šŐÓ≥§∂»Ķń‘Ųľ”∂Ýľű…Ŕ°£ Õ¨ Ī, –ż◊™∑ĹŌÚ∂‘”–ńŕĹĹĶņ÷ż–ÕĶń≥šŐÓň≥–Ú”įŌž∑«≥£īů°£
ĻōľŁī : TiļŌĹū; Įńę–Õ; ŃĘ ĹņŽ–ń÷ż‘ž; Ĺō√ś√śĽż ÷–Õľ∑÷ņŗļŇ: TG249.4
őńŌ◊ĪÍ ∂¬Ž: A
Change rule of sectional area of melts during vertical centrifugal casting process
WU Shi-ping, LI Chang-yun, GUO Jing-jie, SU Yan-qing, BI Wei-sheng, FU Heng-zhi
(School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: The filling and solidification of titanium alloy melts in the vertical centrifugal filed were investigated. The results show that the coriolis force plays an important role in the change of melts flow direction. With the action of the centrifugal force and coriolis force, the melts stick one of side of the mould to fill and the side is opposite to the rotational direction. The whole filling process includes two filling parts: forward filling and back filling. During the forward filling process, the sectional area of the mould without the ingate decreases with the increase of filling length, but which is changeable with the increase of the filling length for the mould with ingate. The rotational direction plays an important role in the filling sequence of the mould with ingates.
Key words: titanium alloy; graphite mould; vertical centrifugal casting; sectional area
Ó—ļŌĹū√‹∂»–°°Ę Ī»«Ņ∂»łŖļÕŅĻłĮ ī–‘«Ņ, «“ĺŖ”–ĹŌļ√Ķń…ķőÔŌŗ»›–‘, “ÚīňĻ„∑ļ”¶”√”ŕļĹŅ’°Ę ļĹŐž°Ę ĹĘī¨ľį√Ů”√Ķ»łųłŲŃž”Ú[1-4]°£ Ó—ļŌĹū‘ŕ∑…ĽķļÕ∑Ę∂ĮĽķ…Ō”–“‘Ō¬÷ų“™”√Õĺ: 1) ľű«ŠĹŠĻĻ÷ ŃŅ, ŐŠłŖÕ∆÷ōĪ»; 2) ŐŠłŖĻ§ľĢĶń Ļ”√ő¬∂»; 3) ŐŠłŖŅĻłĮ īļÕńÕ∆£ņÕ–‘ń‹[5-8]°£ Ľý”ŕ’‚–©‘≠“Ú, Ó—ļŌĹū‘ŕļĹŅ’°Ę ļĹŐžľįĹĘī¨…ŌĶń”¶”√ŃŅľĪĺÁ…Ō…ż°£ ĹŁńÍņī”…”ŕÓ—Ķń√Ů”√Õ∆Ļ„, Ó—‘ŕĹ®÷Ģ°Ę ∆Ż≥Ķ°Ę ļ£—ůĻ§≥Ő°Ę “ĹŃ∆°Ę ‘ž÷Ĺ°Ę Į”ÕĻ§“ĶļÕŐŚ”ż”√∆∑Ķ»∑Ĺ√śĶń”¶”√—–ĺŅŅ™ ľ‘Ų∂ŗ[9, 10]°£
»Ľ∂ÝÓ—ļŌĹū”…”ŕ∆š÷∆‘žļÕľ”Ļ§∑—”√∑«≥£łŖ, Ōř÷∆Ńň∆š‘ŕłųłŲŃž”ÚīůĻśń£Ķń”¶”√°£ ńŅ«į÷ų“™≤…”√ŃĹ÷÷∑Ĺ∑®ņīĹĶĶÕÓ—ļŌĹūĶń…ķ≤ķ∑—”√[11], “Ľ÷÷ĺÕ «—–ĺŅĶÕ≥…ĪĺļŌĹū≥…∑÷; ŃŪ“Ľ÷÷∑Ĺ∑®ĺÕ «ľű…Ŕľ”Ļ§∑—”√, ĺ°ŃŅ ĶŌ÷“Ľīő≥…–Õ, őř∂Ģīőľ”Ļ§, “ÚīňńŅ«įĹŁĺĽ≥…–ÕĶń÷ż‘ž∑Ĺ∑®≤…”√ĹŌ∂ŗ°£ ņŽ–ń÷ż‘žņŻ”√ņŽ–ńѶ≤ķ…ķĶń—ĻѶ∂‘÷ż–ÕĹÝ––≥šŐÓ, ≤ĽĹŲŅ…“‘Ĺŕ °”√ŃŌ, Õ¨ ĪŅ…“‘ŐŠłŖÓ—ļŌĹū»ŘŐŚĶń≥šŐÓ–ßĻŻ, «“÷żľĢ◊ť÷Į÷¬√‹, »ĪŌ›ĹŌ…Ŕ, ĹÝ∂Ýń‹ĻĽ¬ķ◊„…ķ≤ķ–Ť«ů°£ ńŅ«į≥£≤…”√ŃĘ ĹņŽ–ń÷ż‘ž∑Ĺ∑®…ķ≤ķÓ—ļŌĹū÷żľĢ°£ ĻķńŕÕ‚ļ‹∂ŗ—ß’Ŗ∂‘Ó—ļŌĹū÷ż‘žĻż≥Ő∂ľ◊ŲŃňīůŃŅ…Ó»ŽĶń—–ĺŅ, įŁņ®Ńų∂Į–‘Ķń—–ĺŅ, ńżĻŐ»ĪŌ›Ķń∑÷őŲĶ»°£ WatanabeĶ»[12]∂‘∂ŗ÷÷Ó—ļŌĹū≤ńŃŌ—–ĺŅ∑ĘŌ÷, Ti-CuļŌĹū≥š≤Ľ¬ķ «”…”ŕ∆šŃų∂Į–‘≤Óľį’≥÷∆Ѷ«ŅĶń‘ĶĻ , ŐŠ≥ŲŃų∂Į∑ĹŌÚ≤ĽĹŲĹŲ ‹Ņō”ŕņŽ–ńѶ, Õ¨ Ī“≤ ‹Ņō”ŕĹĹĶņńŕļŌĹūŃų∂Į–‘ĶńĪšĽĮ°£ ÷‹—ŚįÓ[3]ŐŠ≥ŲļŌĹū≥…∑÷∂‘÷żÓ—”įŌž∑«≥£īů, “ļŐŚĹū ŰĶńĪŪ√ś’ŇѶļÕ∂‘÷ż–ÕĶń»ů ™–‘∂‘»ŘŐŚĶń≥šŐÓ∆ūĺŲ∂®–‘◊ų”√°£ LiuĶ»[13]‘ŕ—–ĺŅTiAlĽýŇŇ∆Ý∑ßņŽ–ń÷ż‘ž÷–ŐŠ≥Ų, Ļż»»∂»‘ĹłŖ, ≥šŐÓ¬ ‘Ĺļ√°£ ChoudhuryĶ»[14]Ķń—–ĺŅ∑ĘŌ÷, ÷ż–Õľ”»»÷Ń1000°śŅ…“‘Ī‹√‚÷żľĢ÷–ňűŅ◊»ĪŌ›Ķń≤ķ…ķ°£ WuĶ»[15-17]Õ®Ļż ż÷Ķń£ń‚—–ĺŅ∑Ĺ Ĺ‘§≤‚»ĪŌ›őĽ÷√, ŐŠ≥Ų ļŌÓ—ļŌĹūľŔ—ņ÷ż‘žĶń◊Óľ—Ļ§“’∑Ĺįł°£ ńŅ«į, ’Ž∂‘Ó—ļŌĹū‘ŕĹĹĶņ÷–ĶńĺŖŐŚ≥šŐÓĻż≥Ő“‘ľį≥šŐÓ÷–łų÷÷≤ő żĪšĽĮĶń—–ĺŅļ‹…Ŕ, ∂Ý’‚–©∑Ĺ√śĶń—–ĺŅ∂‘ňśļůĶńńżĻŐļÕ»ĪŌ›∑÷őŲ∆ū∑«≥£÷ō“™Ķń◊ų”√°£ Īĺőń◊ų’Ŗ÷ų“™—–ĺŅ Įńę–ÕÓ—ļŌĹūŃĘ ĹņŽ–ń÷ż‘žĻż≥Ő÷–, »ŘŐŚĹō√ś√śĽż‘ŕļŠĹĹĶņ÷–ĶńĪšĽĮĻś¬…“‘ľį–ż◊™∑ĹŌÚ∂‘≥šŐÓň≥–ÚĶń”įŌž°£
1 ņŪ¬Ř∑÷őŲ”Ž Ķ—ťĻż≥Ő
ņŽ–ń≥°Ō¬»ŘŐŚ÷ Ķ„÷ų“™ ‹ņŽ–ńѶļÕŅ¬ ŌѶĶń◊ų”√(»ÁÕľ1ňý ĺ), ∆š÷–ņŽ–ńѶ «Ī≥ņŽ–ż◊™÷Š∑ĹŌÚ, ňś–ż◊™įŽĺ∂Ķń‘Ųľ”∂Ý≤Ľ∂Ō‘Ųīů,  °£ Ņ¬ ŌѶ∑ĹŌÚīĻ÷Ī”ŕ»ŘŐŚ÷ Ķ„‘ň∂ĮňŔ∂»∑ĹŌÚ,
°£ Ņ¬ ŌѶ∑ĹŌÚīĻ÷Ī”ŕ»ŘŐŚ÷ Ķ„‘ň∂ĮňŔ∂»∑ĹŌÚ,  °£
°£
Õľ1 ņŽ–ń≥°Ō¬»ŘŐŚ÷ Ķ„Ķń ‹Ń¶∑÷őŲ ĺ“‚Õľ
Fig.1 Schematic diagram of forces analysis
Brenner Ķ»[18] ŐŠ≥Ų‘ŕņŽ–ń≥°Ō¬, ĶĪīÔĶĹ“Ľ∂®◊™ňŔļů, Ņ¬ ŌѶ≥…ő™Ņō÷∆ŃųŐŚ‘ň∂Į∑ĹŌÚĶń÷ų“™‘≠“Ú°£ Õ®ĻżŅ¬ ŌѶļÕņŽ–ńѶĶńĪ»÷ĶNņīŇ–∂ŌŃĹ÷÷Ѷ‘ŕłńĪšŃųŐŚ‘ň∂Į∑ĹŌÚ…ŌĶń◊ų”√īů–°, »ÁĻę Ĺ(1)ňý ĺ:
ĶĪN™Ū1 Ī, ňĶ√ųŅ¬ ŌѶ∆ū÷ųĶľ◊ų”√, ŃųŐŚ‘ň∂Į∑ĹŌÚĶńłńĪš ‹ ‹Ņ¬ ŌѶĶń”įŌžĪ»ĹŌīů; ĶĪN=1 Ī, ňĶ√ųŃųŐŚĶń‘ň∂Į∑ĹŌÚ”…Ņ¬ ŌѶļÕņŽ–ńѶĻ≤Õ¨◊ų”√; ĶĪN°ī1 Ī, ņŽ–ńѶ∆ū÷ųĶľ◊ų”√°£
Īĺ—–ĺŅĻż≥Ő÷–≤…”√ĶńļŌĹū≥…∑÷ő™Ti6Al4V, ”…”ŕÓ—ļŌĹū»ŘĶ„łŖ, ĽĮ—ß–‘÷ ĽÓ∆√, “ÚīňļŌĹūĶń»ŘŃ∂°Ę ≥šŐÓļÕńżĻŐĻż≥Ő∂ľ «‘ŕ’śŅ’ŐűľĢŌ¬ĹÝ––Ķń°£ »ŘŃ∂…ŤĪł≤…”√Ķ¬Ļķ≤ķňģņšÕ≠ŘŠĻÝ’śŅ’ł–”¶¬Į, ņŽ–ń◊™ŇŐ◊™ňŔő™160r/min, –ż◊™∑ĹŌÚő™ńś Ī’Ž°£ ő™Ńňń‹’ś Ķ∑ī”≥ņŽ–ń≥°Ō¬»ŘŐŚĶń≥šŐÓ◊īŐ¨, Ķ—ť≤…”√łÝŃŌ≤Ľ◊„∑Ĺ Ĺ≥šŐÓ÷ż–Õ°£ Ķ—ťľĢő™ŃĹłŲ÷Īĺ∂ő™30mm°Ę łŖő™60mmĶń÷ý◊ī÷żľĢ, ŃĹłŲ÷żľĢńŕĹĹĶņŌŗĺŗ100mm°£ ļŠĹĹĶņ÷Īĺ∂ő™40mm, ∂‘”ŕĻę Ĺ(1), ĶĪļŠĹĹĶņ»ŽŅŕī¶ĪĽ»ŘŐŚ≥š¬ķ Ī, d=40mm, »°◊Óīů÷Ķ; ĶĪļŠĹĹĶņ»ŽŅŕī¶√Ľ”–≥š¬ķ Ī, »°ŃųŐŚ≥šŐÓĻż≥Ő÷–ĶńŐýĪŕļŮ∂»°£ Īĺ—–ĺŅ÷–3mm°īd°ī40mm, ļŌĹū»»őÔ–‘≤ő żľį Ķ—ť≥ű ľŐűľĢ÷Ķ»ÁĪŪ1ňý ĺ, īķ»ŽĻę Ĺ(1)Ņ…÷™34.4°īN°ī6116, ňĶ√ųŅ¬ ŌѶ‘∂‘∂īů”ŕņŽ–ńѶ, ‘ÚĪĺ—–ĺŅ÷–, Ņ¬ ŌѶ∂‘ŃųŐŚ‘ň∂Į∑ĹŌÚĶńłńĪš∆ū÷ųĶľ◊ų”√°£ Õľ2ňý ĺő™ŃĘ ĹņŽ–ń÷ż‘žĻż≥Ő÷–»ŘŐŚ≥šŐÓ◊ī ĺ“‚Õľ°£ ”…Õľ2Ņ…Ņī≥Ų, ‹Ņ¬ ŌѶ◊ų”√, Ó—ļŌĹū»ŘŐŚĹŰŐý”Ž–ż◊™∑ĹŌÚŌŗ∂‘Ķń–ÕĪŕĹÝ––≥šŐÓ, ”ŽņŪ¬Ř∑÷őŲ“Ľ÷¬°£
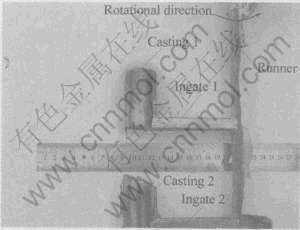
Õľ2 ŃĘ ĹņŽ–ń÷ż‘žĻż≥Ő÷–»ŘŐŚ≥šŐÓ◊ī ĺ“‚Õľ
Fig.2 Schematic diagram of melts filling states
during vertical centrifugal casting process
ĪŪ1 ľ∆ň„≤ő ż
Table 1 Experimental parameters

2 ĹŠĻŻ”Ž∑÷őŲ
Õ®Ļż«į√śĶńņŪ¬Ř∑÷őŲŅ…÷™, Ņ¬ ŌѶ∂‘»ŘŐŚ‘ň∂Į∑ĹŌÚĶńłńĪš∆ū÷ųĶľ◊ų”√, ’‚“≤ĺÕĶľ÷¬Ńň»ŘŐŚ‘ŕņŽ–ń≥°Ō¬Ķń≥šŐÓĻż≥Ő”Ž∆šňŻ÷ż‘žĻż≥ŐĶń≥šŐÓ≤ĽÕ¨, Ņ¬ ŌѶĶń◊ų”√ Ļ»ŘŐŚĹŰŐý–ÕĪŕĶń“Ľ≤ŗĹÝ––≥šŐÓ, ĶĪ≥šŐÓīÔĶĹ◊Ó‘∂∂ňļů, Ņ™ ľ∑īŌÚ≥šŐÓ, “ÚīňņŽ–ń≥°Ō¬Ķń»ŘŐŚ‘ŕļŠĹĹĶņ÷–Ķń≥šŐÓįŁņ®’żŌÚ≥šŐÓļÕ∑īŌÚ≥šŐÓŃĹ≤Ņ∑÷°£ ”…”ŕĪĺ—–ĺŅ÷–ĶńļŠĹĹĶņ≥ŖīÁ≤ĽĪš, “Úīň∑īŌÚ≥šŐÓĻż≥Ő÷–»ŘŐŚĶńĹō√ś√śĽż≤ĽĪš, «“ĽłŲ‘»ňŔ≥šŐÓĶńĻż≥Ő, ∂Ý‘ŕ’żŌÚ≥šŐÓĻż≥Ő÷–, »ŘŐŚĶńĹō√ś√śĽżňś÷ż‘žĻ§“’Ķń≤ĽÕ¨∂Ý≤Ľ∂ŌĪšĽĮ°£
2.1 ÷ż–Õ÷–≤Ľīś‘ŕńŕĹĹĶņ Ī»ŘŐŚĹō√ś√śĽżĶńĪšĽĮ
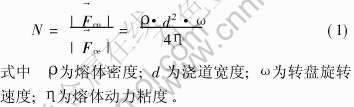
‘ŕņŽ–ń≥°Ō¬, ”…”ŕ◊™ŇŐĶń–ż◊™ňŔ∂» «ļ„∂®≤ĽĪšĶń, “Úīň»ő“‚ ĪŅŐÕ®Ļż÷ż–Õ÷ĪĹĹĶņĹÝ»ŽļŠĹĹĶņĶń»ŘŐŚŃŅ «≤ĽĪšĶń, ľŔ…ŤļŠĹĹĶņ»ŽŅŕī¶”ŕ≥š¬ķ◊īŐ¨, «“»ŘŐŚ‘ŕļŠĹĹĶņ»ŽŅŕī¶ňŔ∂»≤ĽĪš, ‘Ú»ŘŐŚ‘ŕ»ő“‚ ĪŅŐĶńĹō√ś√śĽż»Á Ĺ(2)ňý ĺ[19]:
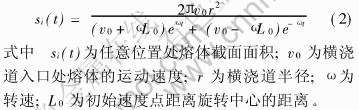
ĶĪL0=120mm, v0=1.0m/s Ī, »ŘŐŚ‘ŕļŠĹĹĶņ÷–ĶńĹō√ś√śĽżňś≥šŐÓ≥§∂»ļÕ◊™ňŔĶńĪšĽĮ»ÁÕľ3ňý ĺ°£
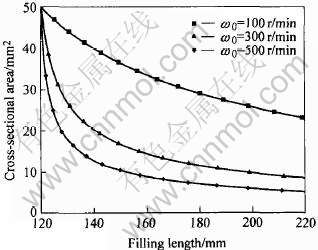
Õľ3 »ŘŐŚĹō√ś√śĽżňś≥šŐÓ≥§∂»ļÕ◊™ňŔĶńĪšĽĮ«ķŌŖ
Fig.3 Change curves of cross-sectional area
with filling length and rotational speed during forward filling (without ingate)
ĶĪ»ŘŐŚĹÝ»ŽļŠĹĹĶņļů, ”…”ŕ ‹ņŽ–ńѶĶń◊ų”√, ňŔ∂»÷ūĹ•‘Ųľ”, Ķľ÷¬»ŘŐŚĶńĹō√ś√śĽżňś≥šŐÓ≥§∂»Ķń‘Ųľ”÷ūĹ•ľű–°, ĘőńĪů[19]‘ŕ—–ĺŅTiAlĽýļŌĹūŇŇ∆Ý∑ßņŽ–ń÷ż‘žĻż≥Ő÷–, Ķ√≥Ų»ŘŐŚĹō√ś√śĽżňś≥šŐÓ≥§∂»Ķń‘Ųľ”∂Ý÷ūĹ•ľű…Ŕ, Õ¨ Īňś◊™ňŔĶń‘Ųľ”, Ĺō√ś√śĽż“≤Ōŗ”¶ľű…Ŕ°£
2.2 ÷ż–Õ÷–īś‘ŕńŕĹĹĶņ Ī»ŘŐŚĹō√ś√śĽżĶńĪšĽĮ
∂‘”ŕĪĺ—–ĺŅĶń÷ż–Õ, ”…”ŕńŕĹĹĶņĶńīś‘ŕ, Ķľ÷¬»ŘŐŚ‘ŕļŠĹĹĶņ’żŌÚ≥šŐÓĻż≥Ő÷–, ≥šŐÓňŔ∂»∑Ę…ķĹŌīůĶńłńĪš, Õ¨ ĪļŠĹĹĶņńŕ»ŘŐŚĹō√ś√śĽż“≤Ōŗ”¶łńĪš°£ Õľ4ňý ĺő™»ŘŐŚ‘ŕ”–ńŕĹĹĶņ÷ż–Õ÷–Ķń≥šŐÓ ĺ“‚Õľ°£
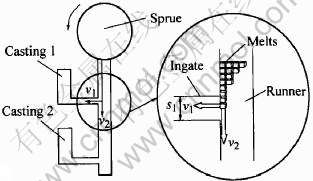
Õľ4 »ŘŐŚ‘ŕļŠĹĹĶņńŕĶń≥šŐÓ ĺ“‚Õľ
Fig.4 Schematic diagram of filling process of melts in runner (with ingate)
◊™ŇŐ“‘ńś Ī’Ž∑ĹŌÚ–ż◊™ Ī, ‹Ņ¬ ŌѶ◊ų”√, »ŘŐŚĹŰŐýļŠĹĹĶņ◊ů≤ŗĹÝ––≥šŐÓ, ľŔ…Ť»ŘŐŚ‘ŕļŠĹĹĶņ»ŽŅŕī¶»ŘŐŚŃųŃŅő™Q0, ńŕĹĹĶņĹō√ś√śĽżő™S1, “Ľ≤Ņ∑÷»ŘŐŚ“‘ňŔ∂»v1ĹÝ»ŽńŕĹĹĶņ, Õ¨ Ī £”ŗŃųŐŚĹę—ō◊Ň–ÕĪŕ“‘ňŔ∂»v2ľŐ–ÝŌÚ«į≥šŐÓ°£ łýĺ›∂ĮŃŅ ōļ„∂®¬…, ļŠĹĹĶņ»ŽŅŕī¶, »ŘŐŚĺ∂ŌÚňŔ∂»ő™

”…”ŕĪĺ—–ĺŅ÷–, ńŕĹĹĶņ”ŽļŠĹĹĶņīĻ÷Ī, “ÚīňňŔ∂»v1”ŽňŔ∂»v2‘ň∂Į∑ĹŌÚīĻ÷Ī, ‘ÚńŕĹĹĶņ»ŽŅŕī¶»ŘŐŚĺ∂ŌÚňŔ∂»īů–°ő™

Ĺ÷– »ÁĻŻQ0°‹S1v1, ‘Ú»ŘŐŚÕ®ĻżńŕĹĹĶņ»ę≤ŅĹÝ»Ž÷żľĢ1, ÕÍ»ę≥š¬ķ÷żľĢ1ļů»ŘŐŚ—ō◊ŇļŠĹĹĶņ≤ŗĪŕľŐ–Ý≥šŐÓ÷żľĢ2, ĶĪ»ŘŐŚīÔĶĹ◊Ó‘∂∂ňļů, Ņ™ ľ∑īŌÚ≥šŐÓļŠĹĹĶņ, ļŠĹĹĶņ»ŽŅŕő™»ŘŐŚ◊Óļů≥šŐÓī¶; ĶĪQ0>S1v1 Ī, »ŘŐŚŃųĺ≠ńŕĹĹĶņ Ī, “Ľ≤Ņ∑÷»ŘŐŚÕ®ĻżńŕĹĹĶņĹÝ»Ž÷żľĢ1ĶńÕ¨ Ī, ŃŪ“Ľ≤Ņ∑÷»ŘŐŚľŐ–ÝŌÚ«į≥šŐÓ, ĶĹīÔļŠĹĹĶņ◊Ó‘∂∂ňļů∑īŌÚ≥šŐÓļŠĹĹĶņ°£ “‘…ŌŃĹ÷÷«ťŅŲ∂ľĶľ÷¬Ńň»ŘŐŚ‘ŕļŠĹĹĶņ»ŽŅŕī¶, »ŘŐŚĺ∂ŌÚňŔ∂»v°šĶńĹĶĶÕ, łýĺ›ŃųŐŚ‘ň∂Į‘≠ņŪ, ‘Ú»ŘŐŚ‘ŕł√ī¶ĶńĹō√ś√śĽżő™

»ŘŐŚĺ∂ŌÚňŔ∂»ĶńĹĶĶÕĶľ÷¬»ŘŐŚĹō√ś√śĽż‘ŕł√Ķ„ī¶…Ō…ż°£ ∂‘”ŕ”–ńŕĹĹĶņ÷ż–ÕĶń»ŘŐŚĹō√ś√śĽżĪšĽĮ»ÁÕľ5ňý ĺ, »ŘŐŚĹō√ś√śĽżňś≥šŐÓ≥§∂»Ķń‘Ųľ”∂Ýľű…Ŕ, ĶĪ≥šŐÓ≥§∂»īÔĶĹ110mm(ļŠĹĹĶņ»ŽŅŕī¶”ŽĶŕ“ĽłŲńŕĹĹĶņ»ŽŅŕĶńĺŗņŽ), ”…”ŕ≤ķ…ķňŔ∂»ĹĶ, »ŘŐŚĹō√ś√śĽżĽō…żĶĹ75.5mm2ļůŅ™ ľĽō¬š°£
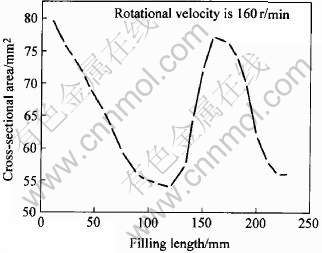
Õľ5 Ĺō√ś√śĽżňś≥šŐÓ≥§∂»ĶńĪšĽĮ«ķŌŖ
Fig.5 Change curve of cross-sectional area with filling length during forward filling (with ingate)
2.3 –ż◊™∑ĹŌÚ∂‘≥šŐÓň≥–ÚĶń”įŌž
»ŘŐŚĶń≥šŐÓň≥–Ú÷ĪĹ””įŌž÷żľĢĶńńżĻŐļÕ»ĪŌ›Ķń–ő≥…°£ ‘ŕņŽ–ń≥°Ō¬, ”…”ŕ≥šŐÓĻż≥ŐĶńŐō ‚–‘, ļŠĹĹĶņ»ŽŅŕī¶ÕýÕý «»ŘŐŚ◊Óļů≥šŐÓ«Ý, “≤ «»ĪŌ›≤ķ…ķĹŌ∂ŗĶń«Ý”Ú°£ ∂‘”ŕ”–ńŕĹĹĶņĶń÷ż–Õ, –ż◊™∑ĹŌÚ≤ĽÕ¨, ļŌĹū»ŘŐŚĶń≥šŐÓň≥–Ú“≤∑Ę…ķļ‹īůĶńĪšĽĮ°£ ”…”ŕ‘ŕ Ķ—ť…Ťľ∆Ļż≥Ő÷–, «łýĺ›M÷Ī>MļŠ>Mńŕ(Mő™ń£ ż)ĹÝ––…Ťľ∆Ķń, ĶĪ–ż◊™∑ĹŌÚ «ńś Ī’Ž Ī, »ŘŐŚĹŰŐýļŠĹĹĶņ◊ů≤ŗ–ÕĪŕĹÝ––≥šŐÓ, ļŠĹĹĶņ»ŽŅŕī¶Ķń»ŘŐŚŃŅ“™∂ŗ”ŕńŕĹĹĶņ»ŽŅŕī¶»ŘŐŚĶń»›ń…ŃŅ, “Úīň“Ľ≤Ņ∑÷»ŘŐŚÕ®ĻżńŕĹĹĶņĹÝ»Ž÷żľĢ1, ŃŪ“Ľ≤Ņ∑÷ľŐ–Ý≥šŐÓĹÝ»Ž÷żľĢ2, ◊Óļů∑īŌÚ≥šŐÓļŠĹĹĶņ°£ ĶĪ–ż◊™∑ĹŌÚő™ň≥ Ī’Ž Ī, »ŘŐŚŌ»ĶĹīÔļŠĹĹĶņ◊Ó‘∂∂ň, »Ľļů∑īŌÚ≥šŐÓļŠĹĹĶņ÷żľĢ2, ◊Óļů≥šŐÓ÷żľĢ1°£ ∆š≥šŐÓň≥–Ú”Žńś Ī’Ž≥šŐÓň≥–ÚÕÍ»ę≤ĽÕ¨°£ ňý“‘ń£–ÕĶń…Ťľ∆ļÕ–ż◊™∑ĹŌÚĶń—°‘Ů“≤∑«≥£÷ō“™, łýĺ› Ķľ –Ť“™—°‘ŮļŌ Ķń–ż◊™∑ĹŌÚ”–ņŻ”ŕĹÝ“Ľ≤ĹŌŻ≥ż÷żľĢ»ĪŌ›°£
3 ĹŠ¬Ř
ņŽ–ń≥°Ō¬»ŘŐŚĶń≥šŐÓň≥–Ú”Ž÷ōѶ≥°Ō¬Ķń≤ĽÕ¨, ÷ōѶ≥°Ō¬»ŘŐŚ—ō◊ŇļŠĹĹĶņ≥šŐÓ, īÔĶĹ◊Ó‘∂∂ňļů‘ŔÕ®ĻżńŕĹĹĶņ≥šŐÓĺŗņŽ–ż◊™÷––ńĹŌ‘∂Ķń÷żľĢ, »Ľļů≥šŐÓĹŁī¶÷żľĢ°£ ņŽ–ń≥°Ō¬, Ņ¬ ŌѶ∂‘»ŘŐŚĶń‘ň∂Į∑ĹŌÚĶńłńĪš∆ū÷ō“™◊ų”√, ĻĶ√»ŘŐŚĹŰŐý◊Ň”Ž–ż◊™∑ĹŌÚŌŗ∂‘ĶńļůĪŕĹÝ––≥šŐÓ, »ÁĻŻīś‘ŕńŕĹĹĶņ, ‘Ú»ŘŐŚÕ®ĻżńŕĹĹĶņĹÝ»ŽĺŗņŽ–ż◊™÷––ńĹŁī¶÷żľĢ, »Ľļů≥šŐÓ‘∂ī¶÷żľĢ, ◊Óļů∑īŌÚ≥šŐÓ’ŻłŲļŠĹĹĶņ, ļŠĹĹĶņ»ŽŅŕī¶ő™◊Óļů≥šŐÓ«Ý°£ Õ¨ Ī, ņŽ–ń≥°»ŘŐŚ’żŌÚ≥šŐÓĻż≥Ő÷–, »ÁĻŻļŠĹĹĶņ≤ŗĪŕőřńŕĹĹĶņ, ‘Ú»ŘŐŚ—ō◊Ň”Ž–ż◊™∑ĹŌÚŌŗ∂‘Ķń–ÕĪŕĹÝ––≥šŐÓ, «“»ŘŐŚĶńĹō√ś√śĽżňś≥šŐÓ≥§∂»Ķń‘Ųľ”∂Ýľű…Ŕ, ĶĪļŠĹĹĶņ≤ŗĪŕīś‘ŕńŕĹĹĶņ Ī, »ŘŐŚ ‹Ņ¬ ŌѶ◊ų”√, Õ®ĻżńŕĹĹĶņĹÝ»Ž÷ż–Õ, Ķľ÷¬≤ķ…ķňŔ∂»ĹĶ, »ŘŐŚĹō√ś√śĽż‘ŕīňī¶Ľō…żļůľŐ–ÝŌ¬ĹĶ°£ ∂‘”ŕ”–ńŕĹĹĶņĶń÷ż–Õ, –ż◊™ŇŐĶń–ż◊™∑ĹŌÚ≤ĽÕ¨, ÷żľĢĶń≥šŐÓļÕńżĻŐň≥–Ú“≤∑Ę…ķļ‹īůĶńĪšĽĮ°£
REFERENCES
[1]ő‚ Ņ∆Ĺ, ņķ≥§‘∆, ĻýĺįĹ‹, Ķ». TiļŌĹūĻĻľĢŃĘ ĹņŽ–ń÷ż‘ž≥š–ÕĻż≥Ő ż÷Ķń£ń‚[J]. Ō°”–Ĺū Ű≤ńŃŌ”ŽĻ§≥Ő, 2005, 34(3): 609-612.
WU Shi-ping, LI Chang-yun, GUO Jing-jie, et al. Numerical simulation of melt mold filling during centrifugal casting of Ti alloy casting[J]. Rare Metal Materials and Engineering, 2005, 34(3): 609-612.
[2]ńŌļ£, –Ľ≥…ńĺ. ĻķÕ‚÷ż‘žÓ—ļŌĹūľį∆š÷żľĢĶń”¶”√”Ž∑Ę’Ļ[J].÷–Ļķ÷ż‘ž◊įĪł”Žľľ ű, 2003(6): 1-3.
NAN Hai, XIE Cheng-mu. The foundry titanium alloy and its application and development overseas[J]. China Foundry Equipment and Technology, 2003(6): 1-3.
[3]÷‹—ŚįÓ. Ó—ļŌĹū[M]. ĪĪĺ©: ļĹŅ’Ļ§“Ķ≥Ųįś…Á, 2000.
ZHOU Yan-bang. Titanium Alloy[M]. Beijing: Aviation Industry Press, 2000.
[4]Huisman W, Graule T, Gauckler L J. Alumina of high reliability by centrifugal casting[J]. Journal of European Ceramic Society, 1995, 15: 811-821.
[5]SHENG Wen-bin, LI Dong, YANG Rui, et al. Analysis of filling process of Ti6Al4V alloy melt poured in permanent mould during the centrifugal casting process[J]. Trans Nonferrous Met Soc China, 2001, 11(3): 353-357.
[6]SHENG Wen-bin, LI Dong. Numerical simulation for permanent mold centrifugal cast TiAl exhaust valve[J]. Trans Nonferrous Met Soc China, 2005, 15(3): 631-635.
[7]ņÓőżńÍ. “ž–Õ÷żľĢŃĘ ĹņŽ–ń÷ż‘žĶńĻ§“’ľľ űļÕ”¶”√[J]. Őō÷÷÷ż‘žľį”–…ęļŌĹū, 2000(5): 30-32.
LI Xi-nian. The technology and application of special shaped casting in vertical centrifugal casing[J]. Special Casting and Nonferrous Alloys, 2000(5): 30-32.
[8]◊řĹ®–¬. ĻķńŕÕ‚Ó—ľįÓ—ļŌĹū≤ńŃŌľľ űŌ÷◊ī°Ę ’ĻÕŻ”ŽĹ®“ť[J]. ”ÓļĹ≤ńŃŌĻ§“’, 2004(1): 23-25.
ZOU Jian-xin. The present state, perspectives and suggestion of titanium and titanium alloy material at domestic and overseas[J]. Technology of Aerospace Material, 2004(1): 23-25.
[9]Raoa P, Iwasa M, Tanaka T, et al. Centrifugal casting of Al2O3-15wt%ZrO2 ceramic composites[J]. Ceramics International, 2003, 29: 209-212.
[10]Halvaee A, Talebi A. Effect of process variables on microstructure and degregation in centrifugal casting of C92200 alloy[J]. Journal of Materials Processing Technology, 2001, 118: 123-127.
[11]Boyer R R. An overview on the use of titanium in the aerospace industry[J]. Mater Sci Eng A, 1996, 213: 103-114.
[12]Watanabe K, Miyakawa O, Takada Y, et al. Casting behavior of titanium alloys in a centrifugal casting machine[J]. Biomaterials, 2003, 24: 1737-1743.
[13]Liu K, Ma Y C, Gao M, et al. Single step centrifugal casting TiAl automotive valves[J]. Inermetallics, 2005, 13: 925-928.
[14]Choudhury A, Blum M. Economical production of titanium-aluminide automotive valves using cold wall induction melting and centrifugal casting in a permanent mold[J]. Vacuum, 1996, 47: 829-837.
[15]Wu M, Augthun M. Numerical simulation of the casting process of titanium tooth crowns and bridges[J]. Journal of Materials Science: Materials in Medicine, 2001, 12: 485-490.
[16]Wu M, Augthun M. Numerical simulation of the casting process of titanium removable partial denture frameworks[J]. Journal of Materials Science: Materials in Medicine, 2002, 13: 301-306.
[17]Wu M, Sahm P R. Numerical study of porosity in titanium dental castings[J]. Journal of Materials Science: Materials in Medicine, 1999, 10: 519-525.
[18]Ducree J, Glatzel I, Brenner T, et al. Coriolis-induced flow control for micro-and nanofluidic lab-on-a-disk technologies[A]. International Forum on MicroNano Integration[C]. Berlin, Germany: Springer-Verlag Berlin, 2004: 147-153.
[19] ĘőńĪů. TiAl ĽýļŌĹūŇŇ∆Ý∑ßĹū Ű–ÕņŽ–ń÷ż‘žĻż≥Ő—–ĺŅ[D]. ĻĢ∂ŻĪű: ĻĢ∂ŻĪűĻ§“Ķīů—ß, 2000.
SHENG Wen-bin. Study on Centrifugal Casting Process of Permanent Mold for TiAl Based Alloy Exhaust Valves[D]. Harbin: Harbin Institute of Technology, 2000.
ĽýĹūŌÓńŅ: ļŕŃķĹ≠ °◊‘»ĽŅ∆—߼ýĹū÷ōĶ„◊ ÷ķŌÓńŅ(50434030); ļŕŃķĹ≠ °≤© Ņļů∆Ű∂ĮĽýĹū◊ ÷ķŌÓńŅ(LHK-04025)
’łŚ»’∆ŕ: 2006-02-10; –ř∂©»’∆ŕ: 2006-07-18
Õ®—∂◊ų’Ŗ: ő‚ Ņ∆Ĺ, łĪĹŐ ŕ, ≤© Ņ; ĶÁĽį: 0451-86418815; E-mail: spwu@hit.edu.cn
(Īŗľ≠ ņÓ—řļž)

