���±�ţ�1004-0609(2010)S1-s0914-04
���������¼����и��TC11�ѺϽ���֯�����ӽ�ͷ���ܵ�Ӱ��
���������� Ө�������մ���
(�������ղ����о�Ժ������ 100095)
ժ Ҫ����TC11�ѺϽ��ڵ������½��м����и���ڵ������½����ȴ������Ա��ȴ���ǰ�������֯��Ӳ�ȣ�ȷ����Ӱ�����ȡ�ȥ�������и�Ӱ������е��������ӣ��Ƚ��о�δ�����и�ͼ����и�ӽ�ͷ�������ƣ�����ܡ���������������и���Ӱ��������2~3 mm֮�䣻δ�����и�ͼ����и�TC11�ѺϽӽ�ͷ����ƣ������δ�����Բ��죬���Ǽ����и��ĺ��ӽ�ͷ����ǿ�Ⱥ��쳤�����δ�����и�ӽ�ͷ�ֱ��45 MPa��3%���ҡ�
�ؼ��ʣ��ѺϽ𣻺��ӣ������и����֯
��ͼ����ţ�TG407���� ���ױ�־�룺A
Effect of laser cutting in nitrogen atmosphere on microstructure of TC11 titanium alloy and properties of welding joints
LIU Chang-kui, LI Ying, HE Yu-huai, TAO Chun-hu
(Beijing Institute of Aeronautical Materials, Beijing 100095, China)
Abstract: TC11 titanium alloy plates were cut by laser and then heat treated in nitrogen atmosphere. The microstructure and microhardness of the surface layers affected by laser cutting were investigated before and after heat treatment. The depth of the heat influence zones by laser cutting was tested. The influenced layers by laser cutting were removed and then the plates were joined by electron beam welding. The effect of laser cutting on the tensile and fatigue properties of the welding joints of TC11 titanium alloy was studied. The results show that the depth of the heat influence zones by laser cutting is in the range of 2 mm to 3 mm. The effect of laser cutting on the low-cycle fatigue property of the welding joint of TC11 titanium alloy is slight, but laser cutting make the tensile strength and elongation percentage decrease by 45 MPa and 3%, respectively.
Key words: titanium alloy; welding; laser cutting; microstructure
�ѺϽ���нϸߵı�ǿ�ȡ�����Ŀ���ʴ���ܡ��Ͽ��Ĺ����¶ȷ�Χ�Լ����õĺ������ܣ����亸�ӽṹ����ʹ�ṹ�����������ᣬͬʱ�������ṹ�������ԣ���ˣ��ѺϽ��亸�ӽṹ�ں��պ���������Ӧ��Խ��Խ�㷺[1-2]�����ѺϽ�Ļ�ѧ���Ըߣ����ȳ��ͻ��ȴ��������л��ܵ���Χ���յ���Ⱦ������Ӱ��������������е���������������巢����Ӧ�γɵ���Ⱦ����������������Ⱦ��Ϊ�ձ飬�ڱ����γ�����Ƥ�������㡣��������Ӳ�ȸߡ����Եͣ�ʹ�ѺϽ�������ʱ���±��濪�ѡ���Ԫ��Ҳ���ѵļ�϶����Ԫ�أ������ڵ������е���ɢ�ʵ������ģ���ͬ�����¶��£������Ѻ���Ⱦ��������Ⱦ�ᡣ���ǣ��ڽϸߵ��¶��£����ѺϽ����ͬ��Ҳ���γɵ���Ⱦ�㣬ʹ�����Ӳ�������ѺϽ����ѧ���ܲ�������Ӱ��[3]��
�������߲����ڵ������¼����и�TC11�ѺϽ��ķ������о��������¼����и�Ӱ��������֯
����Ӳ�ȣ�ȷ����Ӱ�����ȣ���Ӱ���ȥ������е��������ӣ��Ƚ��о�δ�����и�ͼ����и�TC11�ѺϽӽ�ͷ�������ƣ�����ܣ�����TC11�ѺϽ���ϵ������ƣ�����ܽ��жԱȷ�����
1 ʵ��
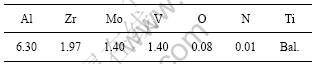
�������4.3 mm���TC11�ѺϽ��ģ��˻�״̬��Ϊ˫̬��֯���仯ѧ�ɷּ���1��
��1 TC11�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of TC11 alloy (mass fraction, %)
���Լ��ڵ������½��м����и�и�����˫���˻��ȴ��������幤�չ���Ϊ����1���˻��¶�950 �棬����60~80 min�������������䣻��2���˻��¶�530 �棬����240~260 min�������������䡣
���������ش�ֱ�ڼ����и����ȡ��ĥ�����5%HF+12%HNO3+83%H2O��Һ��ʴ����Ӳ�Ȳ������и��������ÿ0.7 mm����һ���㣬�õ��ɱ����������Ӳ�ȱ仯���ߡ�
NԪ�غ������ֱ��DZ�������������֯��ȥ������������֯��״̬�£��ھ����2.7��2.7~5.4�ʹ���5.4 mm��ΧΪȡ�������м�⡣
���û�е�ӹ�����ȥ�������и�Ӱ��㣬Ȼ����е��������ӡ�����������ǰ��֤�Լ����ӱ������ơ�ë�̵�ȱ�ݼ����ۣ�����ϴ����ñ�ͪ�����Ͳ��ã�����ʱ�ӹ��յ�����������ջ��������������˻�����
ϳƽ���ߣ�����GB/T 2651��2008��GB/T 2656��1981���ӹ���������⻬ƣ�������������ƣ�������¶Ⱦ�Ϊ150 �棬ƣ��������Ҫ�������Kt=1��R=0.05��f=3 Hz�����Ӧ����max=400 MPa��
ƣ��������HFP5100ƣ��������Ͻ��У���Ӳ�ȼ�����WOLPERT 401MVD��Ӳ���ǣ�����JSM5600LVɨ��羵�۲�����֯��
2 ���������
2.1 ����֯
�����и���и������������֯��(��ͼ1(a))��������֯�������и����������ȴ�γɵĴ��̬��֯��Ϊ����������������Ϊ��Լ100 ��m���ҵĵ��ᾧ(��ͼ1(b))����������֯����������ڼ����и���γɵ���Ӱ��㣬��Ӱ�������֯�ɱ���������ֹ��ɱ仯����������������֯�㴦�Ľ���������֯���ຬ�н϶����������֯��

ͼ1 �ȴ���ǰ�����и���������֯
Fig.1 Microstructures of laser cutting surface before heat treating: (a) Surface layer; (b) Casting zone
���ȴ����༤���и����Լ400 ��m��Χ�ڣ�����֯���ڹ��ɱ仯�����������������϶�(��ͼ2(a))�����ڲ���Լ���(��ͼ2(b))����֯���ֹ��ɱ仯������һ���������ȹ����йأ���һ�����뵪������Ҳ���ڽϴ�Ĺ�ϵ����Ԫ��Ϊ���ȶ�Ԫ�أ���Ԫ�غ������ӣ�ʹ�æ�����ת����������ߣ��Ӷ�����ͬ����ȴ�����£����ຬ�����ӡ�
2.2 ��Ԫ�غ����ļ��
��������֯��ȥ��������֯2��״̬�£�����治ͬ����ĵ�Ԫ�غ����Աȼ�ͼ3����ͼ3�ɼ���ȥ������������֯����治ͬ����ĵ�Ԫ�غ����������Բ�𣬲��Ҿ�С�ڼ�������Ҫ���(������0.05%)���Ӷ�˵���ڵ������½����и�������������Ե��������������ĵ�Ԫ�ص����Ӳ����ԡ�
2.3 ��Ӳ��
�����и���ȴ���ǰ��������Ӳ�ȵļ������ͼ4��ʾ����ͼ4�ɼ����ȴ���ǰ�����1 mm���ҵı�������Ӳ����410 HV���ң��ڲ���330 HV���ҡ��ȴ����������Ӳ�Ƚϸߣ��ھ��
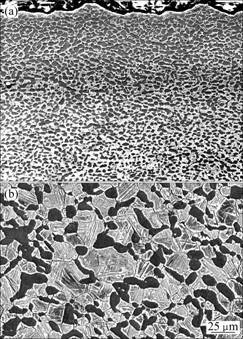
ͼ2 �ȴ������и���������֯
Fig.2 Microstructures of laser cutting surface after heat treating: (a) Surface layer; (b) Inner
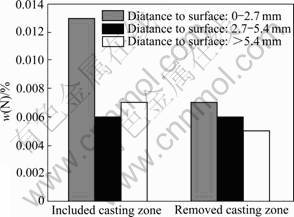
ͼ3 ��Ԫ�غ��������
Fig.3 Testing results of N element content
��0.6 mm���ң�Ӳ�Ƚ�������һ�£���340 HV���ҡ�������Ϊ��������Ӳ������ƫ�ߣ���Ҫ�����������֯������֯��������ͦ��ຬ���Լ�����NԪ�غ����������й�[4-5]��
2.4 ��ѧ����
TC11�ѺϽ�δ�����и�ͼ����и����������ӽ�ͷ�Ŀ���ǿ�Ⱥ��쳤�ʷֱ��ͼ5����ͼ5�ɼ��������и��ĺ��ӽ�ͷ����ǿ��Ϊ901 MPa���쳤��9%�����δ�����и�ӽ�ͷ�ֱ��45 MPa��3%���ҡ����ӽ�ͷ����ǿ����TC11�ѺϽ�Ŀ���ǿ���������С(TC11�ѺϽ�Ϊ915 MPa)�����쳤�ʾ����Խ���(TC11�ѺϽ�Ϊ18%)���о�����[6-7]�����ӽ�ͷ���Խ�����Ҫ��������Ӱ�������������֯�仯���¡��������и��δ�����и�ӽ�ͷ�쳤�ʵIJ��죬������Ϊ����Ԫ�ص�������ɢҲ����һ����Ӱ�졣δ�����и�ͼ����и�TC11�ѺϽӽ�ͷ����ƣ������Ҫ��С��20 000�ܴΣ����������������㼼������Ҫ��

ͼ4 �ȴ���ǰ���������Ӳ��
Fig.4 Microhardnesses of surface before (a) and after (b) heat treating
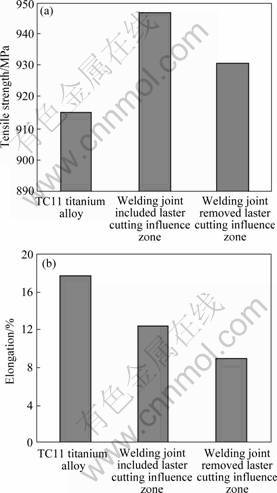
ͼ5 ���ӽ�ͷ�Ŀ���ǿ�Ⱥ��쳤��
Fig.5 Tensile strength (a) and elongation (b) of welding joints
3 ����
1) δ�ȴ���ʱ�����������и�����ں��н϶���������֯����Ӱ��������Ӱ�����ھ༤���и���2 mm���ң���Ӳ����370 HV���ң����������330 HV���ҡ��ȴ������ɼ����и��浽����0.5 mm��Χ�ڣ�����֯�Ц��ຬ�����Ը��ڻ��壬���ҳ����ɶൽ�ٵĹ��ɱ仯������Ӳ���ھ༤���и���0.6 mm�����������һ�¡�
2) �����и���Ӱ��������2~3 mm֮�䡣
3) δ�����и�ͼ����и�TC11�ѺϽӽ�ͷ����ƣ������δ�����Բ��죬���Ǽ����и��ĺ��ӽ�ͷ����ǿ�Ⱥ��쳤�����δ�����и�ӽ�ͷ�ֱ��45 MPa��3%���ҡ����ߵĿ���ǿ�Ⱥ�TC11�ѺϽ��������С�����쳤�ʾ����Խ��͡�
REFERENCES
[1] ������, ������. TA15�ѺϽ켰��Ӱ����ƣ��������չ��Ϊ[J]. ʧЧ������Ԥ��, 2006, 2(1): 10-13.
LIU Chang-kui, LIU Xin-ling. Fatigue crack propagation behavior in FA and HAZ of TA15 titanium alloy welds[J]. Failure Analysis and Prevention, 2001, 2(1): 10-13.
[2] ������, ɳ��ѧ. TA15�Ͻ����ڷɻ��ṹ�е�Ӧ��ǰ��[J]. �ѹ�ҵ��չ, 2003, 20(4/5): 90-94.
LI Xing-wu, SHA Ai-xue. TA15 titanium alloy and its applying prospects on airframe[J]. Titanium Industry Progress, 2003, 20(4/5): 90-94.
[3] �մ���, ���쬆, �ܴ���, ������. �������ѺϽ��ʧЧ����Ԥ��[M]. ����: ������ҵ������, 2002.
TAO Chun-hu, LIU Qing-quan, CAO Chun-xiao, ZHANG Wei-fang. Failure and prevention of aeronautical titanium alloy[J]. Beijing: National Defence Industry Press, 2002.
[4] ������. �Ѽ��ѺϽӽ�ͷ����֯�����ܺͶ�������[J]. ����, 2001(11): 27-29.
WANG Huan-qin. Properties, microstructure and fracture behavior of welded joints Ti and Ti alloy[J]. Welding and Joining, 2001(11): 27-29.
[5] HONGOH M, TADROS R N. Fracture mechanics assessment of EB-welded blisked rotors[J]. Canadian Aeronautics and Space Journal, 1990, 36(1): 4-10.
[6] ������, �� ��. TA15�ѺϽӽ�ͷ�����������Ϊ�о�[J]. ʧЧ������Ԥ��, 2006, 1(2): 45-48.
LIU Chang-kui, LIU Hua. Welded joints properties and fracture behavior of TA15 titanium alloy[J]. Failure Analysis and Prevention, 2006, 1(2): 45-48.
[7] KHALED T. An investigation of pore cracking in titanium welds[J]. Material Engineering and Performance, 1994, 3(1): 21-36.
(�༭ �°���)
ͨ�����ߣ����������绰��010-62496237��E-mail: changkuiliu621@sohu.com

