稀有金属 2008,(01),88-93 DOI:10.13373/j.cnki.cjrm.2008.01.022
铜冶炼厂低铟烟尘中浸取有价金属的研究
雷坚志 郑有材 熊义期
中南大学化学化工学院,中南大学化学化工学院,中南大学化学化工学院,中南大学化学化工学院 湖南长沙410083,湖南长沙410083,湖南长沙410083,湖南长沙410083
摘 要:
针对铜冶炼厂低铟烟尘中有价金属的综合回收工艺路线的设计, 分别考察了硫酸浓度、液固比、浸出时间、浸出温度、氧化剂和添加剂对烟尘中不同金属浸出率的影响。提出了从烟尘中浸取有价金属的最佳工艺条件:硫酸初始浓度2.0 mol.L-1, 液固比6∶1, 浸出时间4 h, 浸出温度75℃。在该工艺条件下, 铟的浸出率达到75.6%, 而锌、镉、铜的浸出率分别达到98.3%, 90.8%, 64.6%, 铅和铋主要留在滤渣中。
关键词:
工业烟尘 ;铟 ;综合回收 ;浸出工艺 ;浸出率 ;
中图分类号: X756
收稿日期: 2007-05-23
Leaching Process for Comprehensive Recovery of Valuable Metals from Copper Smelter Dust with Low Indium
Abstract:
The design of technical process for comprehensive recovery from low indium dust was investigated.The influences of the concentration of sulfuric acid concentration, the ratio of liquid to solid, leaching time, leaching temperature, oxidant, additive on the leaching ratio of Lead, Bismuth, Copper, Zinc, Cadmium and Indium were studied.It was shown that the most optimized leaching process was sulfuric acid concentration of 2 mol・L-1, the ratio of liquid to solid was 6∶1, the leaching time was 4 h and the leaching temperature was 75 ℃.Under these conditions, the leaching ratio of Zinc, Cadmium, Copper and Indium were 98.3%, 90.8%, 64.6% and 75.6% respectively, while Lead and Bismuth mainly remained in filtration residue.
Keyword:
industrial dust;comprehensive recovery;leaching process;leaching ratio;
Received: 2007-05-23
一直以来没有对火法炼铜的工业烟尘中的低品位铟进行有效的回收利用, 这主要是因为虽然文献报道铟回收方法较多
[1 ,2 ,3 ,4 ,5 ,6 ,7 ,8 ]
, 一般都是针对铟品位较高的含铟原料。 随着企业生产规模的扩大、 金属铟市场价格的上涨, 对铜冶炼厂中各种二次资源进行回收的报道增多
[9 ,10 ,11 ,12 ,13 ]
以及企业所面临的环保压力的增大, 解决低含量铟的回收, 将有助于企业进一步改善环境和节资增产。
从工业烟尘中回收有价金属的关键步骤在浸出工序, 而不同金属的最佳浸出条件不尽相同甚至互相矛盾。 本研究分别考察硫酸浓度、 液固比、 反应温度、 反应时间、 氧化剂和添加剂等条件对不同金属浸出率的影响。 在此基础上确定有价金属浸取的最佳工艺条件和从铜冶炼厂低铟烟尘中回收有价金属的合理工艺路线。
1 实 验
1.1 原 理
用硫酸从烟尘中浸出有价金属时发生的主要化学反应如下:
ZnO+H2 SO4 =ZnSO4 +H2 O (1)
CuO+H2 SO4 =CuSO4 +H2 O (2)
CdO+H2 SO4 =CdSO4 +H2 O (3)
In2 O3 +3H2 SO4 =In2 (SO4 ) 3 +3H2 O (4)
Fe2 O3 +3H2 SO4 =Fe2 (SO4 ) 3 +3H2 O (5)
Bi2 O3 +3H2 SO4 =Bi2 (SO4 ) 3 +3H2 O (6)
PbSO4 +H2 SO4 (浓) =Pb (HSO4 ) (7)
由于Bi2 O3 不易与硫酸反应, PbSO4 不溶于水, 但可在浓硫酸中部分溶解, 所以在浸出工序, 应当设法提高Zn, Cu, Cd和In的浸出率, 让其进入溶液中, 而尽量降低Bi和Pb的浸出率, 让其进入滤渣中。
1.2 试 剂
H2 SO4 (工业纯, 含量98%, 浓度18.4 mol・L-1 , 密度1.84 g・ml-1 , 湖南省衡阳市凯信化工试剂有限公司生产) , 按浸出条件用自制蒸馏水配成各种浓度的硫酸浸出剂溶液备用。
1.3 材 料
铜冶炼厂工业烟尘从生产现场提取, 其化学成分见表1。
1.4 仪器和装置
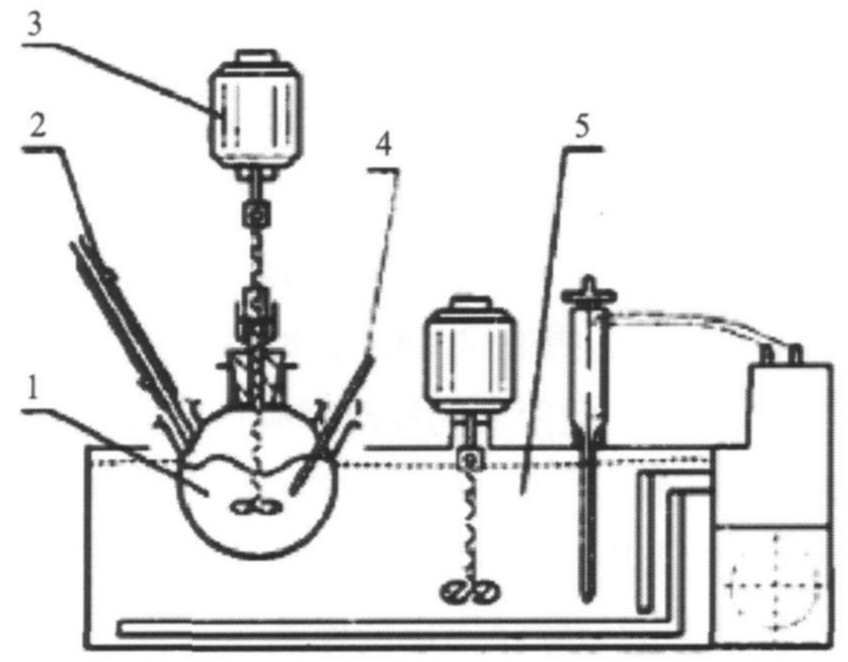
玻璃三颈烧瓶 (500 ml) , 精密恒温水浴箱 (郑州杜甫仪器厂生产) , 水银温度计 (±0.5 ℃) , 电动搅拌器 (杭州仪表厂) , 实验装置如图1所示。
1.5 步 骤
在三颈烧瓶中, 每次加入的烟尘量为20.0 g, 按一定的固液比加入浸出剂 (蒸馏水或不同浓度的H2 SO4 溶液) , 通过电动搅拌器恒速搅拌, 并通过精密恒温水浴箱控制浸出温度, 达到恒定温度开始计时, 达到反应时间后取出过滤。 记录滤液量, 分析滤液中各金属的含量, 根据分析结果计算各金属的浸出率。
表1 工业烟尘的主要化学成分
Table 1 Chemical component of industrial dust
Element
Zn
Cu
Bi
Pb
Cd
In
Ge
Sn
Sb
7.27
2.27
4.1
44
1.23
0.0225
Minute
Minute
Minute
图1 浸出装置图
Fig.1 Leaching equipment
1-Three-necked flask;2-Condenser pipe;3-Agitator;4-Precise thermometer;5-Thermostatic water bath
2 结果与讨论
2.1 硫酸初始浓度对浸出率的影响
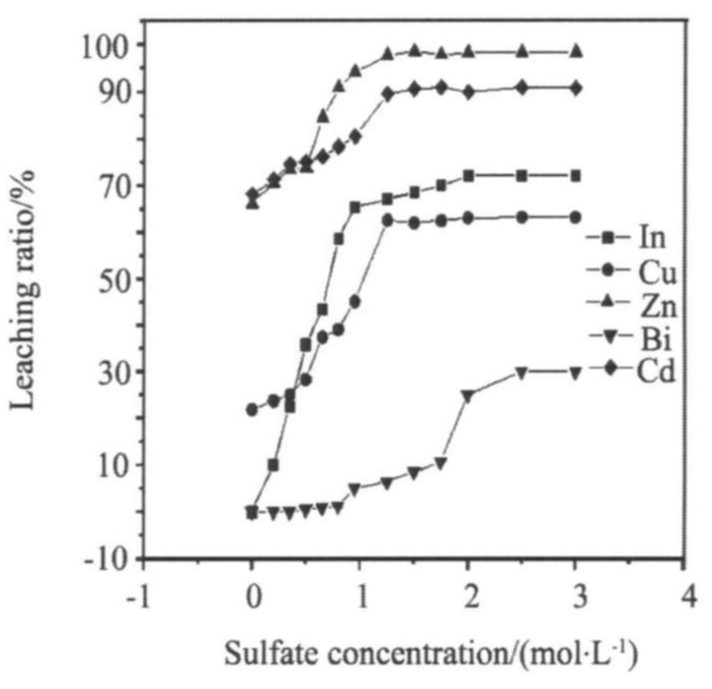
在液固比为6∶1, 反应温度为75 ℃, 反应时间为4 h的条件下, 考察了硫酸初始浓度对不同金属浸出率的影响, 如图2所示。
由图2可以看出, 当硫酸初始浓度为0时 (用水浸出) , 铟、 铋的浸出率为零, 铜的浸出率为20%, 而锌、 镉的浸出率达到67%。 这说明锌、 镉以易溶于水的氧化物和硫酸盐形式存在, 铜、 铟、 铋则主要以难溶的氧化物形态存在, 单纯用水作浸取剂不能满足要求。
当硫酸初始浓度达到2.0 mol・L-1 时, 锌、 铜、 镉和铟的浸出率已达到最高水平, 进一步提高浓度, 这些金属的浸出率无明显提高, 反而提高了铋的浸出率, 故硫酸初始浓度控制在2.0 mol・L-1 为宜。
2.2 液固比对金属浸出率的影响
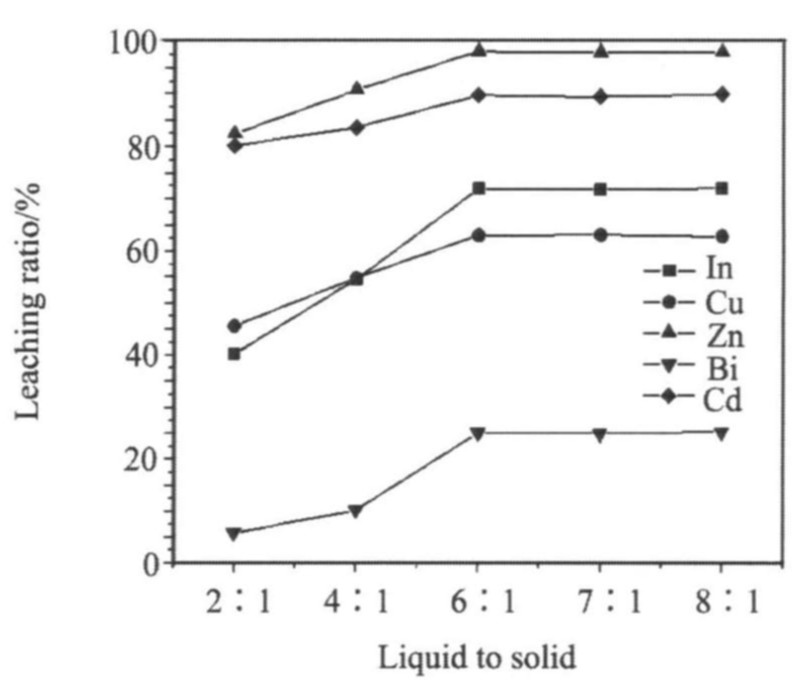
在硫酸初始浓度为2.0 mol・L-1 , 反应温度为75 ℃, 反应时间为4 h的条件下, 考察了液固比对浸出率的影响, 如图3所示。
由图3可见, 随着液固比的增大, 各金属的浸出率都增大。 当液固比为6∶1时, 浸出率达到最高水平。 这主要是因为当浸出剂的用量较大时, 有利于保持较高的酸浓度, 降低溶液的粘度, 提高反应速度。 进一步提高液固比, 各金属的浸出率无明显提高, 因此, 液固比控制在6∶1为宜。
2.3 反应温度对金属浸出率的影响
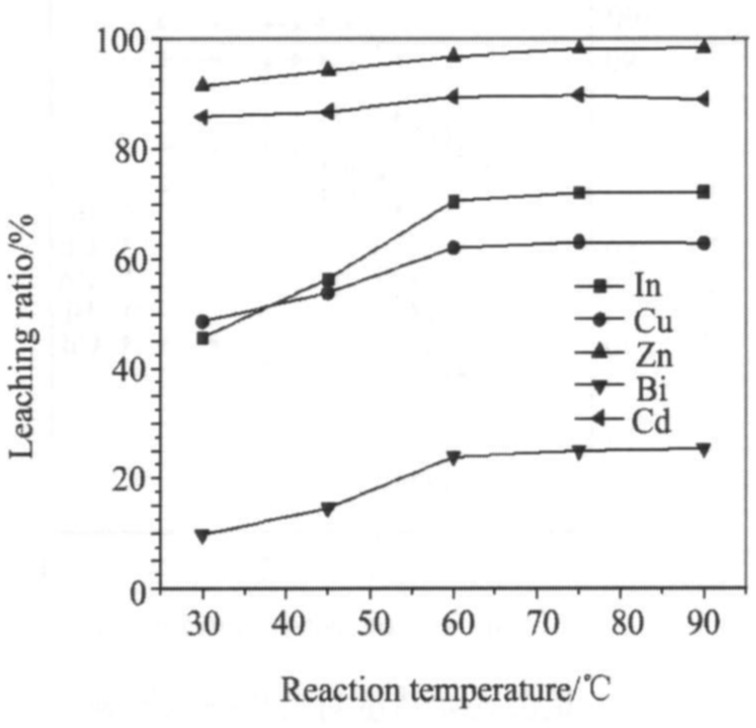
在硫酸初始浓度为2.0 mol・L-1 , 液固比为6∶1, 反应时间为4 h的条件下, 考察了反应温度对浸出率的影响, 如图4所示。
图2 硫酸初始浓度对浸出率的影响
Fig.2 Influence of initial sulfuric acid concentration on leaching ratio
图3 液固比对浸出率的影响
Fig.3 Influence of ratio of liquid to solid on leaching ratio
由图4可以看出, 随着反应温度的增加, 各金属的浸出率逐渐增加, 到75 ℃时达到最高水平。 这是因为浸出反应一般都是化学反应控制和扩散控制的混合反应, 升高温度不仅使扩散系数增大, 也使液-固界面层的厚度减小, 对提高反应速度有利。 进一步提高温度, 各金属的浸出率无明显提高, 因此, 温度控制在75 ℃为宜。
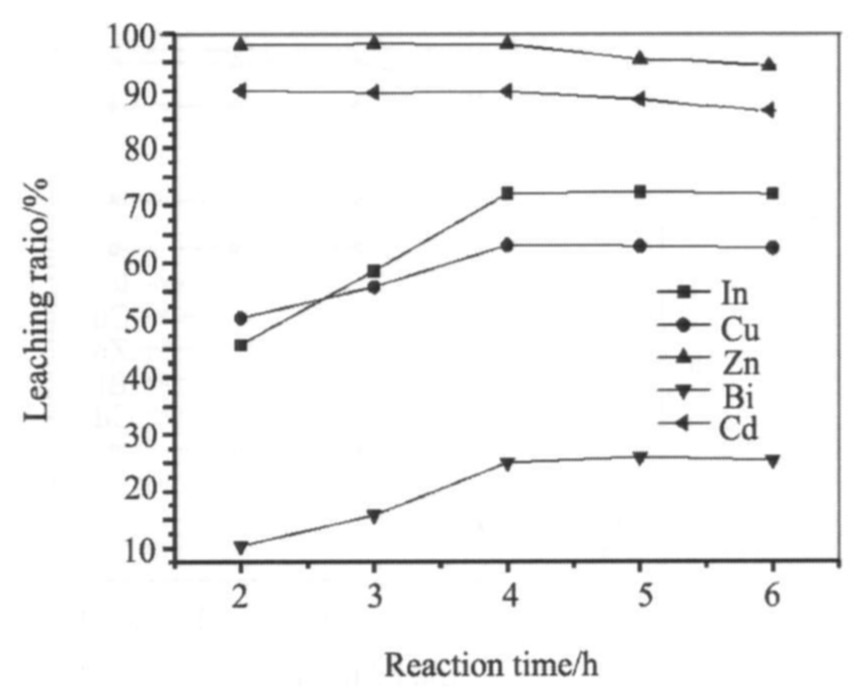
2.4 反应时间对金属浸出率的影响
在硫酸初始浓度为2.0 mol・L-1 , 液固比为6∶1, 反应温度为75 ℃的条件下, 考察了反应时间对浸出率的影响, 如图5所示。
由图5可以看出, 反应时间从2增至4 h, 锌、 镉的浸出率没有明显变化, 而铜、 铟、 铋的浸出率则逐渐增大。 这是因为烟尘中的锌、 镉主要以易溶的氧化物和硫酸盐形式存在, 而烟尘中铜、 铟、 铋的化合物与硫酸的反应速度相对较低。 但是, 随着反应时间的进一步延长, 铜、 铟、 铋的浸出率没有明显提高, 而锌、 镉的浸出反而有所下降。 这可能是因为反应时间过长, 溶解的锌、 镉化合物又部分被体系中的固体物质所吸附。 故反应时间控制在4 h为宜。
图4 温度对浸出率的影响
Fig.4 Influence of temperature on leaching ratio
图5 浸出时间对浸出率的影响
Fig.5 Influence of time on leaching ratio
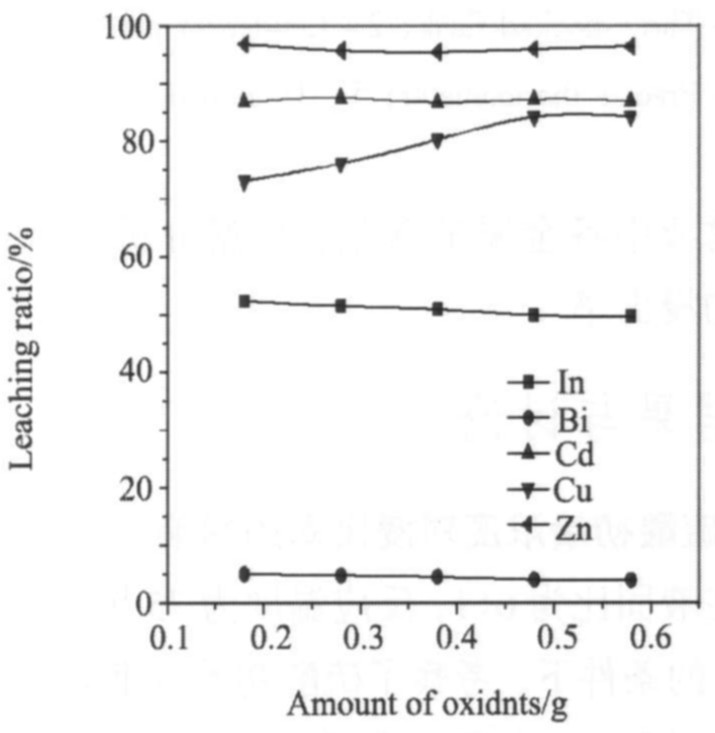
2.5 氧化剂对金属浸出率的影响
在硫酸初始浓度为2.0 mol・L-1 , 液固比为6∶1, 反应温度为75 ℃, 反应时间为4 h的条件下, 考察了氧化剂高锰酸钾添加量对浸出率的影响, 如图6所示。
由图6可以看出, 氧化剂高锰酸钾的添加使铜的浸出率由63%提高到84%, 对锌和镉的浸出率几乎没有影响, 但使铟的浸出率有所降低。 为了保证铟的浸出率, 不宜添加氧化剂, 损失在浸渣中的铜可以通过火法从铅冰铜中回收。
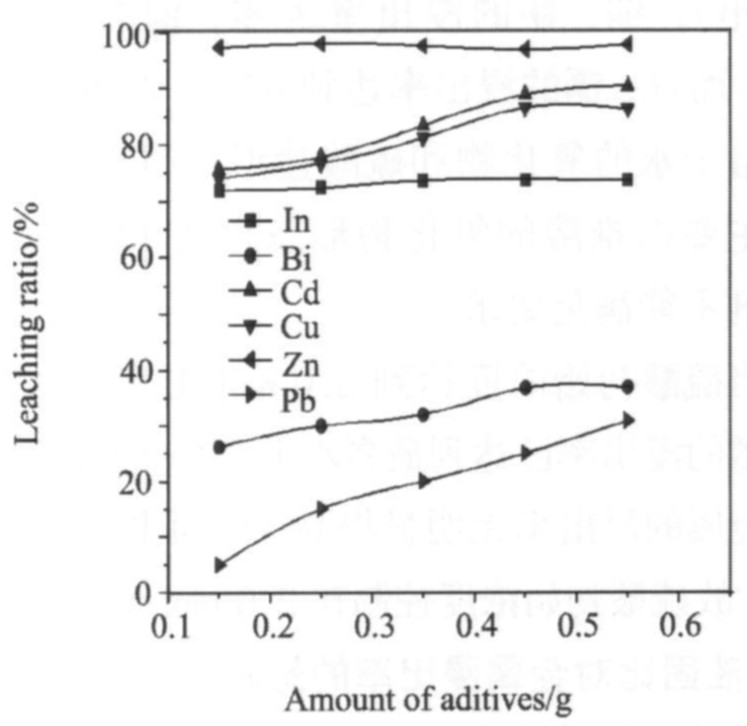
2.6 添加剂对金属浸出率的影响
在硫酸初始浓度为2.0 mol・L-1 , 液固比为6∶1, 反应温度为75 ℃, 反应时间为4 h的条件下, 考察了氯化钠添加量对浸出率的影响, 如图7所示。
图6 氧化剂对浸出率的影响
Fig.6 Influence of oxidant on leaching ratio
图7 添加剂对浸出率的影响
Fig.7 Influence of additive on leaching ratio
由图7可以看出, 添加氯化钠时, 铅、 铋和铜的浸出率都有较大的提高, 分别达到30.8%, 36.8%和86.5%; 铟的浸出率略有提高; 而对锌和镉的浸出率几乎没有影响。 考虑到铋和铅应当进入滤渣, 氯离子的引入对后阶段铟的萃取不利, 因此, 浸出阶段不宜添加氯化钠。
2.7 最佳浸出工艺条件
综上所述, 不同金属的最佳浸出工艺条件归纳总结于表2中。
综合考虑不同金属的浸出率, 为了尽量提高Zn, Cu, Cd和In的浸出率, 让其进入溶液中, 而尽量降低Bi和Pb的浸出率, 让其进入滤渣中, 从烟尘中浸取有价金属的最佳工艺条件应当为: 硫酸初始浓度2.0 mol・L-1 , 液固比6∶1, 浸出时间4 h, 浸出温度75 ℃, 不添加氧化剂和添加剂。 在此工艺条件下, 进行3次综合条件试验, 每次取烟尘100 g, 各金属浸出率分别以液计和渣计, 结果如表3和4所示。 为了考察实验结果的可靠性, 对金属的浸出过程进行了平衡计算, 如表5所示。
由表3和表4可见, 锌、 镉、 铜、 铟的浸出率以渣计分别达到: 98.3%, 90.8%, 64.6%, 75.6%。 铅没有被浸出铋的浸出率仅为26.1%, 达到了浸出和分离的目的。 由表5可知锌、 铜、 镉、 铋和铅的平衡率分别为: 99.79%, 98.43%, 98.74%, 98.87%和100%, 而铟的平衡率为96.59%, 说明实验结果可靠。 铟的平衡率稍低的原因是铟的含量低, 使实验误差增大。
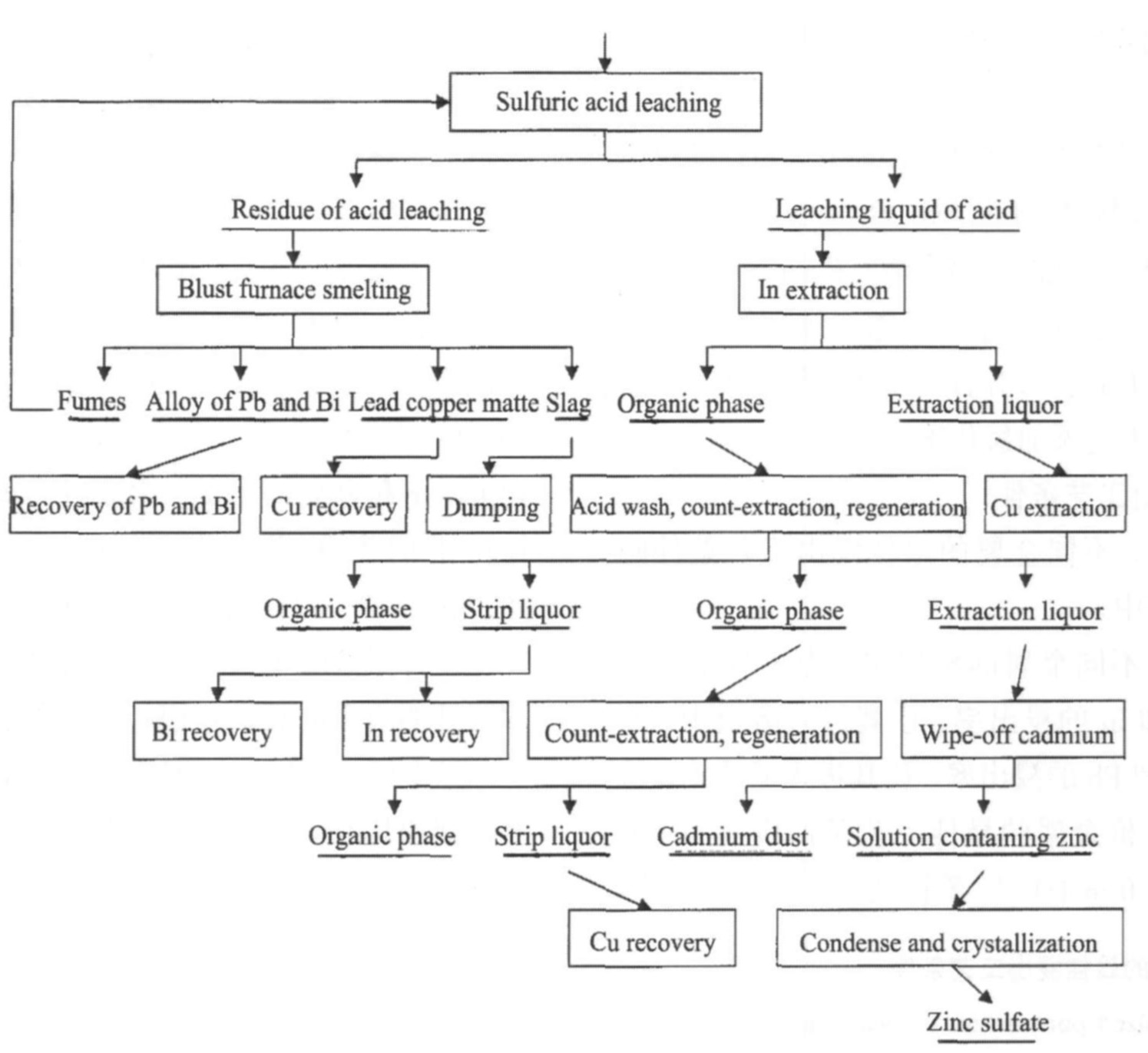
综上所述, 建议从铜冶炼厂低铟烟尘中综合回收铟和其他有价金属, 采用如图8所示的工艺路线进行。
表2 不同金属的最佳浸出工艺条件
Table 2 Optimized parameters for leaching of different metals
Leaching
Concentration of -1 )
Liquid to
Leaching
Leaching
Potassium
Sodium
1.25
6∶1
4
75
-
-
1.25
6∶1
4
75
-
-
2.0
6∶1
4
75
0.48
-
2.0
6∶1
4
5
-
-
Bi remaining mainly in filtration reside is recovered by pyrogenic process; A small amount of Bi is recovered in process of In extraction
表3 综合条件试验浸出液成分及液计金属浸出率
Table 3 Composition of leaching liquid and leaching ratio (calculated by leaching liquid) in comprehensive experiment
Volume of
-1 ) Leaching ratio (calculated by leaching liquid) /%
Cd
Cu
Bi
In
Zn
Cd
Cu
Bi
In
1
1250
5.6881
0.8709
1.1223
0.7938
0.0129
97.8
88.5
61.8
24.2
71.7
1250
5.7055
0.8846
1.1459
0.8233
0.0130
98.1
89.9
63.1
25.1
72.0
1250
5.7230
0.8876
1.1658
0.8364
0.0131
98.4
90.2
64.2
25.5
72.3
1250
5.7055
0.8810
1.4447
0.8178
0.0130
98.1
89.5
63.0
24.9
72.0
表4 综合条件试验浸出渣成分及渣计金属浸出率
Table 4 Composition of residue and leaching ratio (calculated by residue) in comprehensive experiment
Weight of
Ratio of
Leaching ratio (calculated by residue) /%
Cd
Cu
Bi
In
Zn
Cd
Cu
Bi
In
1
72.0
72.0
0.1454
0.1230
0.8308
3.0668
0.0058
98.0
90.0
63.4
25.2
74.2
72.3
72.3
0.1309
0.1095
0.8059
3.0217
0.0055
98.2
91.1
64.5
26.3
75.6
72.5
72.5
0.1018
0.1070
0.7741
3.0053
0.0053
98.6
91.3
65.9
26.7
76.4
72.27
72.27
0.1260
0.1132
0.8036
3.0313
0.0055
98.3
90.8
64.6
26.1
75.6
图8 铜烟尘综合回收流程图
Fig.8 Process flow for comprehensive recovery of metals from copper smelting dust
表5 综合条件实验中各金属的平衡
Table 5 Equilibrium of metals in comprehensive experiment
Add/
Error
Residue
Subtotal
AE/g
Relative
In
0.0675
0.0486
0.0166
0.0652
-0.0023
-3.41
21.81
21.3957
0.3781
21.7648
-0.0452
-0.21
6.81
4.2926
2.4108
6.7034
-0.1066
-1.57
3.69
3.3039
0.3395
3.6434
-0.0466
-1.26
12.30
3.0668
9.0938
12.1606
-0.1394
-1.13
44.0
0
44.0
44.0
0
0
3 结 论
1. 不同条件对同种金属浸出率的影响程度不同, 其中硫酸初始浓度的影响最大。
2. 通过综合考虑不同金属的最佳浸出率, 得到从烟灰中浸取有价金属的最佳工艺条件为: 硫酸初始浓度2.0 mol・L-1 , 液固比6∶1, 浸出时间4 h, 浸出温度75 ℃, 不必添加氧化剂和添加剂。
3. 锌、 镉、 铜、 铟的浸出率分别为: 98.3%, 90.8%, 64.6%, 75.6%; 铅和铋的浸出率分别为0和26.1%。 锌、 镉、 铜、 铋、 铅和铟的金属平衡率分别为: 99.79%, 98.74%, 98.43%, 98.87%, 100%和96.59%。
参考文献
[1] 周令治.稀散金属冶金[M].北京:冶金工业出版社, 1988.228.
[2] 姚根寿.浅谈烟灰综合利用中铟的回收[J].有色矿冶, 1994, (6) :52.
[3] 任锡军.国内外锗和铟回收工艺的发展[J].稀有金属, 1995, (3) :218.
[4] 王耐冬, 郑洪元, 倪兆艾.从铅锌废渣中提取铟的研究[J].杭州大学学报, 1981, 8 (2) :182.
[5] 姚昌洪, 车文婷.对某厂铅锑烟灰提铟的研究[J].湖南有色金属, 1996, 12 (2) :58.
[6] 蒋新宇, 周春山.提高某厂铅烟灰铟浸出率的研究[J].稀有金属与硬质合金, 2001, 146:17.
[7] 刘朗明.从铅浮渣反射炉烟尘中提取铟的新工艺研究[J].稀有金属, 2003, 27 (1) :112.
[8] 俞小花, 谢刚.有色冶金过程中铟的回收[J].有色金属 (冶炼部分) , 2006 (1) :37.
[9] Alfantazi A M, Moskalyk R R.Processing of indium:a review[J].Minerals Engineering, 2003 (16) :687.
[10] 张荣良, 丘克强, 谢永金.铜冶炼闪速炉氧化浸出和中和脱砷[J].中南大学学报, 2006, 37 (1) :73.
[11] 曹应科.从铜冶炼砷烟尘中挥手铟[J].湖南有色金属, 2005, 21 (2) :5.
[12] 陈雯, 沈强华, 王达建.铜转炉烟尘选冶联合处理新工艺研究[J].有色矿冶, 2003, 19 (3) :45.
[13] 阮胜寿, 路永锁.浅议从炼铜电收尘烟尘中回收有价金属[J].有色冶炼, 2003, 06:41.