J. Cent. South Univ. Technol. (2007)02-0278-07
DOI: 10.1007/s11771-007-0055-7 
Simulation of type selection for 6-high cold tandem mill based on
shape control ability
PENG Yan(彭 艳), LIU Hong-min(刘宏民), WANG Dong-cheng(王东城)
(Engineering Research Center of Rolling Equipment and Complete Technology of Ministry of Education,
Yanshan University, Qinhuangdao 066004, China)
Abstract: A theoretical method for selecting strip rolling mill type that considered shape control ability was established using the figure alteration range that was worked by the alteration track of vector expressing strip’s cross section (crown) to express the shape control ability of rolling mill. With the mathematical models and simulation software that were developed by the authors’ own models, four types of mills were aimed, including HCM (6-high middle rolls shift type HC (high crown) -mill), HCMW (6-high middle rolls and work rolls shift type HC-mill), UCM (6-high middle rolls shift type HC-mill with middle roll bender) and UCMW (6-high middle rolls and work rolls shift type HC-mill with middle roll bender), and the shape and crown control ability of every mill type was analyzed and compared. An appropriate arrangement mode of tandem mill was brought forward. The results show that UCMW mill is a perfect choice for controlling shape and crown, and the area of control characteristics curve of UCMW (or UCM) is twice than that of HCM, but UCM mill is also a good choice for its simple frame. In other word, the shape and crown controlling ability of UCMW mill is better than that of UCM mill, but the frame of UCM mill is simpler than that of UCMW mill. As for the final type of mill, should be synthetically decided by thinking over fund and equipment technology.
Key words: 6-high mill; mill type selection; shape control; crown; simulation
1 Introduction
Strip steel is the most important steel products, and strip mill is the key facility to strip production. At present, there are about tens of large and medium rolling mills in our country, and the technology of shape control is behind the advanced international level. It is a significant problem at the beginning of building plant to select appropriate mill type that can not only satisfy the request of productions quality but also save investment, and mill type selection is a key step to the technology of shape control.
Because of the variety of mill types, the theoretical researches on it mostly focus on one type of mill or comparing several types of mill[1-3], which lack synthetically comparing index. RONNIE[4] studied the continuous variable crown(CVC) ability of mill to control quadratic crown and quartic crown, but the comparison of quadratic crown and quartic crown was isolated, so it can’t reveal the shape control ability of rolling mill. WANG[5] took the gap stiffness as the index of judging the shape control ability of rolling mill, analyzing and comparing high crown(HC) series and CVC series mills.
Above all, a theoretical method of shape control for mill type selection was found. Then with the mathematical models and simulation software that were developed by the authors’ own models, four types of mills were aimed including HCM, HCMW, UCM and UCMW mill, the shape and crown control ability of every mill type was analyzed and compared. An appropriate arrangement mode of tandem mill was brought forward. Among the four mill types, the best scheme of mill’s arrangement mode was quested.
2 Theory
2.1 Advanced theoretical method for mill type selection based on strip shape (crown alteration ability) control
During the course of cold rolling, the ordinary double-side wave and middle wave can be eliminated by altering the relative crown between the middle and the side of strip, while quarter wave and side-middle wave that are complicated, can’t be corrected or eliminated by the same method. So the shape control ability of rolling mill is decided by the mill’s ability to alter the lateral distribution mode of strip’s thickness as well as crown control ability.
1) Crown alteration ability[6]
Among the researches studied, shape control ability and crown alteration ability are considered as equivalent, so the shape control ability of rolling mill is valued by analyzing the crown alteration ability of rolling mill. The whole crown is defined as CE=hC-hE, and the corresponding crown alteration is defined as ΔCE=Δ(hC-hE). The method can only simply analyze and study the cross section alteration of rolling piece, as shown in Fig.1(a), if the cross section of rolling piece is complicated, it will make no sense.
2) Crown ratio alteration ability[7]
This method values the shape control ability of rolling mill by analyzing the crown ratio alteration ability of rolling mill. As mentioned above, the whole crown is defined as CE=hC-hE, the middle crown is defined as CQ=hC-hQ, the crown ratio is defined as λ=CQ/CE.
The corresponding symbols are shown in Fig.1(b). The merit of this method is that it can be used to analyze the complicated cross section. But the relation between λ and cross section isn’t one-to-one correspondence (mapping relation). For example, if CE=0.5 μm, CQ=-0.3 μm, the value of λ equals  , if CE=-0.5 μm, CQ=0.3 μm, the value of λ equals -3/5, too. Though the value of λ is identical, the fact expressed on the two cases is different. So this method needs some improvement because of its imprecision.
, if CE=-0.5 μm, CQ=0.3 μm, the value of λ equals -3/5, too. Though the value of λ is identical, the fact expressed on the two cases is different. So this method needs some improvement because of its imprecision.
3) Complicated cross section alteration ability
In this paper, the complicated cross section alteration ability was expressed by vector method or complex number method. As mentioned above, CE and CQ represent the whole crown and middle crown, as shown in Fig.2.
The vector method can be expressed as
C=CE+CQ (1)
C=OP (2)
The complex number method can be expressed as
C=CE+iCQ (3)
C=Reiθ (4)
C=Rcos θ+iRsin θ (5)
 (6)
(6)
The relation between C or C and the complicated cross section is one-to-one correspondence (mapping relation). It can be discovered that the vector method or complex number method for expressing complicated cross section alteration is an advanced mathematical method because of its precision.
Through analyzing and comparing the three types of mathematical expression that are used to express shape control ability, it can be discovered that for complicated cross section, one scalar isn’t enough, and two scalars or vectors are essential to express the complicated cross section alteration.
It is an advanced theoretical method using the figure alteration range that is worked by the alteration track of vector C expressing strip’s cross section (crown) to express the shape control ability of rolling mill.
2.2 Theory system, mathematical model and simulation software of shape control
Complete theory system of shape control should include five parts: 1) Three-dimensional plastic deformation model of rolling piece (strip steel), which provides condition for shape prediction, shape discrimination, shape pattern recognition, and the deformation calculation of rolls[8]. 2) Elastic deformation model of rolls (roll system), which provides condition for shape prediction, shape control and deformation calculation of rolling piece[9]. 3) Shape discrimination model[10], which provides basis for shape control strategy. 4) Shape deviation pattern recognition (analysis)[11], which provides basis for adopting different kinds of control strategies. 5) Shape control model[12], which provides strategy and models for rolling process optimization, equipment control optimization and for computer control system.
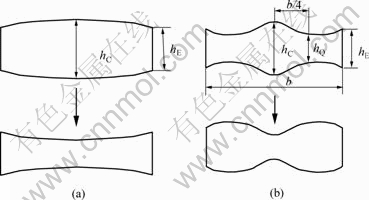
Fig.1 Sketch maps of cross section alteration(a) Simply crown; (b) Complicated crown

Fig.2 Sketch map of vector method or complex number method
Integrating the five partial theoretical models according to their internal relationship, as shown in Fig.3, the corresponding simulation software is developed for analyzing shape and preset control[13]. The simulation software can be used to analyze any kind of primary strip mill types and has the following strong function: 1) Shape analysis and shape prediction; 2) Establishing scheme for shape preset control; 3) Analyzing and valuing shape control ability of rolling mill and selecting mill type; 4) Developing new technology for shape control. PENG et al[12-14] described the simulation software in detail, the calculated results are compared with the measured results and a good fit is attained, so the reliability of the software is validated.
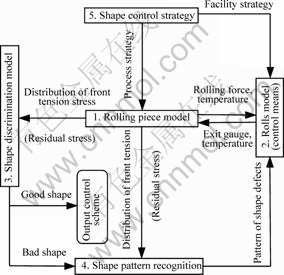
Fig.3 Mechanism model of shape control
3 Theoretical calculation of mill type selection for 6-high cold mill
3.1 Basic parameters
Based on the simulation software used for shape analysis and presetting control, the system used for valuing shape control ability taking HCM, HCMW, UCM and UCMW mills as research objects, the corresponding mill type of 6-high mill was analyzed. The roll system parameters are listed in Table 1. Among the four mill types, HCM mill holds the least means for adjusting shape and crown, which are work roll bending and middle roll shift, the corresponding adjusting ranges are work roll bending roll force FW (-180-360 kN) and middle roll shift δM(0-300 mm). Based on the adjusting means of HCM mill, a new adjusting means that is work roll shift is added to HCMW mill, the range of work roll shift is δW(0-300 mm). UCM mill’s adjusting means includes the HCM mill’s means, and an additional means is middle roll bending, the range of middle roll bending force is FM(0-500 kN). Based on the adjusting means of UCM mill, a new means adopted by UCMW mill is work roll shift, the range of work roll shift is δW (0-300 mm). The characteristics of the four types of mills are listed in Table 2. The basic characteristics of strips are same except the width of strip is variable.
Table 1 Parameters of roll system

Table 2 Characters of four types of mills

3.2 Calculation results
3.2.1 Narrow strip case (b=930 mm)
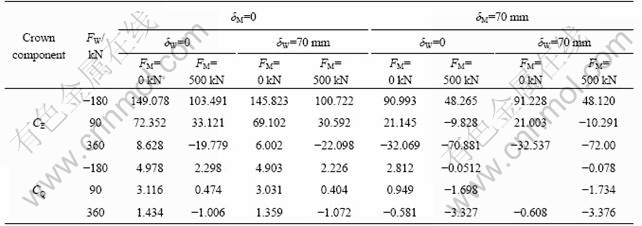
Table 3 shows the calculation results of crown component about HCM, HCMW, UCM and UCMW mill. Fig.4 shows the shape control characteristic curves of the corresponding mill. The control characteristic curve of HCM mill is shown in Fig.4(a). The curve describes the alteration ranges of the whole crown CE and middle CQ that are worked by the alteration of work roll bending from -180 to 360 kN and middle roll shift from 0 to 300 mm. It can be found from the figure that the outlines of control characteristic curves are relatively narrow.
Table 3 Calculation results of crown components about HCM, HCMW, UCM and UCMW mills (b=930 mm) (μm)

Compared with HCM mill, HCMW mill holds another means to adjust shape and crown that is work roll shift. With middle roll shift, the additional work roll shift can reduce the harmful moment that is bad to crown control. The control characteristic curve is shown in Fig.4(b), the curve describes the alteration ranges of whole crown CE and middle CQ that are worked by the alteration of work roll bending from -180 to 360 kN, middle roll shift from 0 to 300 mm and work roll shift from 0 to 300 mm. Compared with Fig.4(a), the curve in Fig.4(b) overlays wider area, especially the ability of altering middle crown of HCMW mill is much better than that of HCM mill. It is obvious that when the narrow strip is rolled, for shape control and crown control, HCMW mill is better than HCM mill.
Compared to HCM mill, UCM mill holds another means to adjust shape and crown that is the middle roll
bending, which can compensate the shortage of work roll bending and middle roll shift. The control characteristic curve is shown in Fig.4(c), which describes the alteration ranges of the whole crown CE and middle CQ that are worked by the alteration of work roll bending from -180 to 360 kN, middle roll shift from 0 to 300 mm and middle roll bending from 0 to 500 kN. Compared with Fig.4(a), the curve in Fig.4(c) overlays the wider area, especially the ability to alter whole crown of UCM mill is much better than that of HCM mill. It is obvious that when narrow strip is rolled, for shape control and crown control, UCM mill is better than HCM mill.
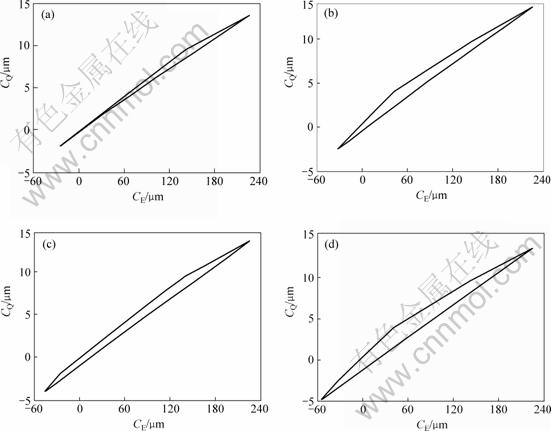
Fig.4 Control characteristics curves of mill (b=930 mm)(a) HCM; (b) HCMW; (c) UCM; (d) UCMW
Compared to UCM mill, UCMW mill holds another means to adjust shape and crown that is work roll shift. Among the four types of mills, UCMW mill holds the most shape control means, accordingly holding the most powerful shape control ability. The control characteristic curve is shown in Fig.4(d), the curve describes the alteration ranges of whole crown CE and middle CQ which are worked by the alteration of work roll bending from -180 to 360 kN, middle roll bending from 0 to 500 kN, work roll shift from 0 to 300 mm and middle roll shift from 0 to 300 mm. The curve in Fig.4(d) overlays the widest area, which equals the sum of the areas covered by HCMW mill control characteristic curve (as shown in Fig.4(b)) and UCM mill control characteristic curve (as shown in Fig.4(c)). Compared to the HCM mill’s control characteristic curve shown in Fig.4(a), UCMW mill’s control characteristic curve holds the stronger ability on altering the whole crown as well as middle crown.
3.2.2 Wide strip case (B=1 430 mm)
When analyzing and discussing the shape and crown control characteristics of HCM, HCMW, UCM and UCMW mills, the strip width has great effects on work roll bending, middle roll bending, work roll shift and middle roll shift, so it should be considered.
Table 4 lists the calculation results of crown component about HCM, HCMW, UCM and UCMW mills when the wide strip is rolled(b=1 430 mm). Fig.5 shows the shape control characteristic curves of the corresponding mill. The information expressed by Table 4 and Fig.5 has similar rule to that expressed by Table 3 and Fig.4. But because of the difference of strip width, the comparison of control characteristics (ability) among the four types of mills is somewhat different.
Table 4 Calculation results of crown components about HCM, HCMW, UCM and UCMW mills at b=1 430 mm (μm)
1) The shape control ability of HCMW mill and HCM mill has no great difference. Similarly, the shape control ability of UCMW mill and UCM mill has no remarkable difference too. It is obvious that no matter UCMW mill comparing to UCM mill,or HCMW mill comparing to HCM mill, the effects of work roll shift aren’t obvious.
2) By comparing Fig.5(c) with Fig.4(c), it can be found that the area covered by the control characteristic curve of UCM mill is much larger than that of HCM mill. So when rolling wide strip, the shape control ability of UCM mill is much stronger than that of HCM mill.
It can be concluded that when rolling wide strip, the distributing range of rolling force and compressing force between rolls along roll body is wider, which makes work bending force have little effect on the center position of strip. And the middle roll bending force is applied at middle roll to alter the whole deflection of middle roll, which can affect the center of work roll body and upgrade the shape and crown control ability of rolling mill.
3.3 Analysis of calculation results
Through the analysis and calculation above, the following conclusions can be obtained from the control characteristic curves of every mill.
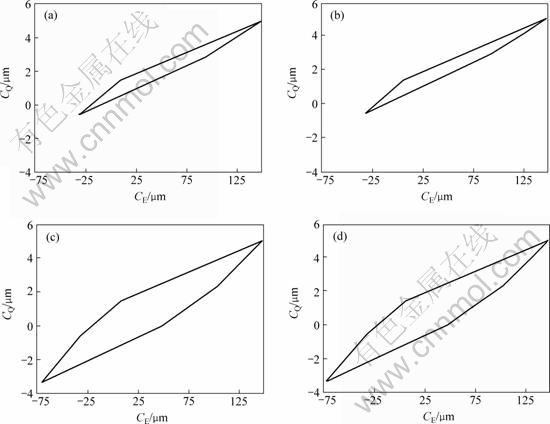
Fig.5 Control characteristic curves of mills(b=1 430 mm)(a) HCM; (b) HCMW; (c) UCM; (d) UCMW
1) UCMW mill can be made by integrating the shape and crown adjusting means of HCM, HCMW and UCM mills into a whole body. So UCMW mill holds the most shape control means, accordingly holding the most powerful shape control ability.
2) When analyzing and comparing the shape and crown control characteristics of the four kinds of mills, the effect of strip width should be considered. Namely, different strip widths have great influence on work roll bending, middle roll bending, work roll shift and middle roll shift.
3) When rolling narrow strip, for shape control and crown control, HCMW mill or UCM mill is better than HCM mill. UCMW mill’s shape and crown ability is much better than that of UCM mill.
4) When rolling wide strip, no matter UCMW mill comparing to UCM mill,or HCMW mill comparing to HCM mill, the effect of work roll shift isn’t obvious.
5) No matter rolling narrow strip or wide strip, the shape and crown control ability of UCMW (or UCM) mill is much better than HCM mill, and the area of control characteristic curves of UCMW (or UCM) is twice than that of HCM.
4 Conclusions
1) Analyzing from the complexity of mill frame, among the four types of mills, work roll bending and middle roll shift equipment are held by every mill. Furthermore, HCMW mill and UCMW mill add work roll shift equipment, and UCM mill and UCMW mill add middle roll bending equipment. But the work roll shift equipment is much more complicated than middle roll bending equipment. The work roll shift equipment involves roll shift, roll lateral position locking, even affects roll drive, which is bad for manufacturing and maintaining rolling mill. On the contrary, the middle roll bending equipment is relatively simple. So UCMW and HCMW mill’s frames that hold work roll shift equipment are much more complicated than UCM and HCM mill’s frames, and the complexity of UCM and HCM mill’s frames are appropriate.
2) Among the four types of rolling mills, UCMW mill is a perfect choice for controlling shape and crown, but UCM mill is also a good choice for its simple frame. In other word, the shape and crown control ability of UCMW mill is better than that of UCM mill, but the frame of UCM mill is simpler than that of UCMW mill. Moreover,it is suggested that the mills should be one kind of mill (UCM mill or UCMW mill) in tandem mill, for convenience of providing spare parts. Therefore the final type of mill should be synthetically decided by thinking over fund and equipment technology.
References
[1] BALD W. Continuously variable crown (CVC) rolling[J]. Iron and Steel Eng, 1987 (3): 32-41.
[2] CHEN Jie, ZHONG Jue. Analytic model of loaded gap for CVC 4-high rolling mill[J]. Heavy Machinery, 1998(6): 42-44. (in Chinese)
[3] DONALD I R, SPOONER P D. The effects on strip quality due to rolling mill design[J]. Foreign Steel and Iron, 1989(3): 1-5. (in Chinese)
[4] RONNIE H. Experience Gained on the 5-stand cold rolling mill at SSAB with a 6-high stand using CVC technology[J]. MPT, 1990(1): 58-66.
[5] WANG Wei. Theories and their Applications on Mill Types Selection and Parameters Optimization of Rolls System for Cold Strip Mill[D]. Qinhuangdao: Yanshan University, 1999: 13-19. (in Chinese)
[6] WANG Guo-dong. Shape Control and Shape Theory[M]. Beijing: Metallurgical Industry Press, 1986. (in Chinese)
[7] QI Xiang-dong. Study on Pass Schedule and Mill Types Selection for New Plate and Strip Mill in Baosteel[D]. Qinhuangdao: Yanshan University, 2002. (in Chinese)
[8] PENG Yan, LIU Hong-min.Study on increasing calculated precision and convergence speed of streamline strip element method[J]. Journal of Central South University of Technology, 2004, 11(1): 105-108.
[9] LIU Hong-min, ZHENG Zhen-zhong, PENG Yan. Computer simulation of the roll contact pressure characteristic for 6-High CVC wide strip mill[J]. Chinese Journal of Mechanical Engineering, 2000, 36(8): 69-73. (in Chinese)
[10] LIU Hong-min, PENG Yan, CHU Yu-peng, et al. Strip element method for shape discrimination of strip rolling[J]. Communications in Numerical Methods in Engineering, 2004, 20(9): 709-720.
[11] PENG Yan, LIU Hong-min. A neural network recognition method of shape pattern[J]. Journal of Iron and Steel Research (International), 2001, 8(1): 16-20.
[12] PENG Yan, LIU Hong-min, ZHANG Shou-gang, et al. Shape and profile control strategy for HC mill[J]. Iron and Steel, 2002, 37(4): 35-38.(in Chinese)
[13] PENG Yan, LIU Hong-min, HU Jian-ping, et al. Software for flatness analysis and presetting control of cold strip rolling and application[J]. Iron and Steel, 2003, 38(2): 34-37. (in Chinese)
[14] PENG Yan. Theoretical Studies and Engineering Application of Shape Preset Control for HC Cold Mill Based on Strip Element Method[D]. Qinhuangdao: Yanshan University, 2000.(in Chinese)
Foundation item: Project (50374058) supported by the National Natural Science Foundation of China and Shanghai Baosteel Group Co.
Received date: 2006-06-24; Accepted date: 2006-08-27
Corresponding author: PENG Yan, Professor, PhD; Tel: +86-335-8387651; E-mail: pengyan@ysu.edu.cn
(Edited by LI Xiang-qun)

