���±��: 1004-0609(2005)06-0854-06
���������ӹ��к������Ͻ��ĵı���ģ��
�� ��, ��ӳ��, ����Ծ
(�㽭��ѧ ���崫�������ƹ����ص�ʵ����, ���� 310027)
ժ Ҫ: ��Խ��������ӹ��в��ϵĸ��¶ȡ� ��Ӧ�䡢 ��Ӧ�����������Ի�ȡ, ��������̬����ģ����һ��������, �����������Ԫģ��͡������ء�����Ӧ����ʽ��������Ͻ�ģ���ԡ� �ɡ������ء�����Ӧ����ʽ����������ģ��Ӧ���ʶ�Ӧ������Ӧ��, �����µ�����Ӧ������Ԫģ������Ľ��в���ģ��ֵ��ʵ������һ��, ��ȡ�ܷ�ӳ����������ѧ���ܵġ����ߡ����ݺ�����Ӧ�����ݡ� ���ݷ�������, Ӧ���ʶ�����Ӧ������ǿ������, �¶ȶ�����Ӧ��������������, ��̬���κ�, ��Ӧ����Ӧ�����߶���Ϊһ��������Ӧ��������ƽ�е�ֱ�ߡ� ����Ӱ�����ѡȡZerilli-Armstrong����ģ��, ���÷����Իع�������������Ͻ�����ϳ���ӹ��еĶ�̬����ģ�͡� ������ʵ����֤, ֤���˸ñ���ģ�͵���ȷ�ԡ�
�ؼ���: ���������ӹ�; ����Ԫģ��; �ع����; ����ģ��
��ͼ�����: TG50; TG659 ���ױ�ʶ��: A
Constitutive model of aviation aluminum-alloy material in metal machining
YANG Yong, KE Ying-lin, DONG Hui-yue
(State Key Laboratory of Fluid Power Transmission and Control,
Zhejiang University, Hangzhou 310027, China)
Abstract: High temperature, high strain and high strain-rate of metal material in machining were not easy to get with a general measure method, which made it quite difficult to establish the dynamic constitutive model. To solve this problem, a combined modeling method based on ��single factor�� flow stress formula calculating and FEM simulation was proposed. The flow stress was repeated by calculated using the ��single factor�� flow stress formula, the metal machining process was simulated interatively with new flow stress. When simulating value was in good consistent with experimental result, the ��three-high�� data and flow stress data were obtained. By analyzing these data, it indicates that strain-rate can enhance the flow stress, while temperature will lower flow stress, and after remained in a steady state, each stress��strain curve will be parallel to the strain coordinate axis. Zerilli-Armstrong experience model was selected correspondingly. With the non-liner regression analysis, a dynamic constitutive model of aviation aluminum-alloy material during milling process was established. At last, the constitutive model is proved to be reasonable through test verification.
Key words: metal cutting process; finite element simulation; regression analysis; constitutive model
�����������ӹ��е�����һֱ�ǽ��������о��������й�ע������, ���ղ������ܱ仯����, �������ϱ���ģ��, ���ƶ���ѧ�IJ��������ӹ����վ�����Ҫ��ָ�����塣
���������ӹ���һ���߶ȷ����ԵĶ�̬����, �漰�ӹ�Ӳ���� ���ϼ��ж��Ѻ�Ӧ���ʵ�����, ʹ���ϵı���ģ�ͱ�ü�Ϊ����[1]�� �ڹ�����������֯�ṹ�����������, ���ϵĶ�̬����ģ�Ϳ��Ա�ʾΪ����Ӧ��ͬ�¶ȡ� Ӧ�䡢 Ӧ����֮�����ѧ��ϵʽ[2]�� ʵ���о�����: ʵ�������ӹ���, ��һ�������¶ȷ�ΧΪ100~1400��, Ӧ���ʷ�ΧΪ103~105 s-1, ��Ӧ��Ϊ1����[3], �ܲ��������Ͳ�������������, Ҫͬʱȷ������������еĸ��¶ȡ� ��Ӧ�䡢 ��Ӧ���ʵȡ����ߡ����ݼ�����Ӧ���������൱���ѵ�, ��˽������ڡ����ߡ����ݼ�����Ӧ�����ݵĶ�̬����ģ��һֱ��Ϊ������ѧ���о����ѵ㡣 ���ڸ������о���Ҫ������������ �¶͵ȹ���, ��������������δ������صı���[4, 5], Oxley[6]�����۽��������������ӹ��еġ����ߡ����ݼ�����Ӧ������, ���������ӹ��е�м�Ӵ����ϵ�Ħ��������Ϊ��һ��������, ����ʵ������; Maekawa��[7, 8]���ø���ѹ��ʵ������ֱ����ϲ��ϱ�����ϵ, ��ʵ���в��ϵ�Ӧ����С��2��104 s-1, ��Ӧ��С��1, �������ı�����ϵ�����������������в��ϵı仯����; Shatla��[3]���ڽ��������ӹ����ۿ�����ר������ϵͳ�����������ӹ��еIJ��ϱ���ģ�͡� �ۺ�ǰ���о�, ���ܹ�����ѧ�߶Ը���������˴����о�, ���������IJ��ϱ���ģ���Բ���������, ������Щ�о�Ҳû�ж�Ӧ���ʡ� �¶ȵ�Ӱ�����ؽ���ȫ��λ�ķ����� Ϊ��, ����������Ժ������Ͻ���7050-T7451, �������Ԫ����ģ��͡������ء�����Ӧ����ʽ������������Ͻ�ģ����, ͨ�������IJ�����ѧģ�ͺ�����Ԫ����ģ��, ����ȡ��ӳ����������ѧ���ܵ� �����ߡ����ݺ�����Ӧ������, ������Щ���ݽ����������, �о��¶Ⱥ�Ӧ���ʶ�����Ӧ����Ӱ�����, ������Щ���ݺ��ɽ��������Ͻ���7050-T7451��ϳ�������еĶ�̬����ģ�͡�
1 ����ʵ��
1.1 ֱ��ϳ��ʵ��
Ϊ�˶�����Ԫģ��ĺ����Խ�����֤, ����ֱ��Բ��ϳ��(ֱ��18mm, 2��)����ֱ��ϳ�����顣 ������MV-5A����ϳ���ӹ������Ͻ���, �����������ת��3000r/min, ��ϳ��, ����Ϊ�������Ͻ�Ԥ������7050-T7451, ϳ���ٶȷֱ�Ϊ1963.3, 2473.3, 3116.7, 3926.7mm/s, ÿ�ݽ������ֱ�Ϊ0.05, 0.069, 0.097, 0.127mm, ϳ����Ⱥ�ϳ�����ȶ�Ϊ10mm, ���õ���Ӧ��ʽ����̬ϳ�������ǽ�������������, Ϊ��С���, ��ͬһʵ���������ж���������, ȡƽ��ֵ��Ϊʵ������
1.2 SHPB��̬ѹ��ʵ��
����SHPB��̬ѹ�������ȡӦ���� Ӧ�䡢 Ӧ���ʺ��¶�����, ��Ϊ����Ԫģ��ij�ʼ��������, �����������ϵĶ�̬��Ϊ�� ʵ�����ֱ��Ϊ14.5mm��SHPB�豸, �õ��Ӽ���¯��������, ����Ϊֱ��8mm�� ����4mm��Բ����, Ӧ����Ϊ5��102, 1.2��103, 2.4��103, 0.6��104 s-1, �¶�Ϊ20, 100, 200, 300��, Ϊ��֤ʵ����Խ���Ŀɿ���, �����������ƽ�жȡ� ƽ��Ⱥͱ���ֲڶȵȾ������ϸ�����
2 ���Ͻ�ģ����
2.1 �������ء�����Ӧ����ʽ
�������ء���Ӧ����ʽ����ʽ����, �ù�ʽ��ӳ�˽������������в�������Ӧ����Ӧ����֮��Ĺ�ϵ, ����ʵ�ķ�ӳ�����ڸ�Ӧ�����µ�Ӧ���仯���, ��������Ԫ�������, �ܹ�������������������, ȷ�����ջ�÷�ӳ��ʵ���ϱ仯���ܵ�Ӧ��Ӧ������������ݡ�

ʽ��  Ϊ����Ӧ��;
Ϊ����Ӧ��;  Ϊ��ЧӦ����; ��0Ϊ��̬����Ӧ��; D, pΪ���ϲ�����
Ϊ��ЧӦ����; ��0Ϊ��̬����Ӧ��; D, pΪ���ϲ�����
��������[9], ��0=0.06MPa, D=1.6275��105, p=1.75��
2.2 ����Ԫ����ģ��
���IJ��ö�ά������������Ԫģ��ģ��ϳ������, ��̬��ʾ������������ ��䡢 �¶Ⱥ�Ӧ���ȷֲ�, ̽�����ϱ仯����[10, 11]�� ϳ��ģ��������ֱ��ϳ��������ͬ, ����ϳ����Ⱥ�ϳ�����Ȳ���, ϳ���ٶȺͽ�������һ����, ��16�ַ���, ���ô��������������ǿ���������ABAQUS����ģ������� ���ݵ�������ѧ����, �����������10%��, ����Ϊ��С��������, �Դ������Ӱ�첻��[12], ����������Ԫģ������һ�����������½���, �����������10%֮�ڵ�ģ����̿��Ա���Ϊ�Ǻ����ġ� ��������������ֵΪ��������ģ����ָ֤��, ��ÿ�������ӹ�����, ��һ������Ԫģ��ʱ�����������ϵ͵Ķ�̬ѹ����������, �������⾫�ȵ�, ����һ��ģ��õ���Ӧ���ʴ��롰�����ء�����Ӧ����ʽ���������Ӧ��, ��ʱ����Ӧ���ӽ�ʵ�����������в�����������������Ӧ��, �����µ�Ӧ����Ӧ�䡢 Ӧ���ʡ� �¶�ģ�����ݽ��еڶ�������Ԫģ��, �Ƚ���������ģ��ֵ��ʵ��ֵ, ����ֵ���ϴ�, �ڶ���ģ��õ���Ӧ���ʴ��롰�����ء�����Ӧ����ʽ��������Ӧ��, ���µ�����Ӧ���͵ڶ���ģ��õ���Ӧ�䡢 Ӧ���ʡ� �¶�ģ���������뵽ABAQUS�н��е�����ģ��, �������Ƚ���������ģ��ֵ��ʵ��ֵ, ��˷�������, ֱ����������ģ��ֵ��ʵ��ֵ��������10%֮��ֹͣ����ģ��, ģ�������ͼ1��ʾ��
��������ģ��ֵ��ʵ��ֵ�Ƚ������ͼ2, ��ͼ�пɼ�, ���������ģ��, ��������ģ��ֵ����ͬʵ��ֵ����һ��, ��֤����������ģ�⾫�ȡ�
3 ����Ԫģ�����ݷ���
3.1 ������������Ԫģ�����������㼰���
���������ӹ��м������͵�м�Ӵ����ڵ��¶ȡ� Ӧ�䡢 Ӧ���ʺ�����Ӧ�����������仯��Ϊ����, �������������ڵ����������������������������е��������仯���, ͬʱΪ���͵�Ԫ��ɢ���, �������������������ڵ�Ԫ�����ƽ��ֵ��ave��ʾ, ����ʽ����:
ʽ�� ��iΪ������i��Ԫģ��ֵ; AiΪ��Ԫi�����; nΪ��������м�Ӵ����ڵ�Ԫ������
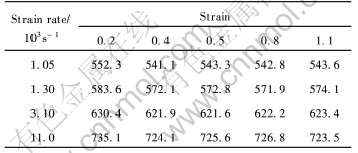
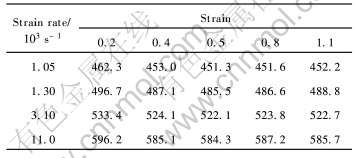
Ϊ������������¶ȡ� Ӧ���ʶ�����Ӧ����Ӱ�����, ������16��ϳ������������ģ������, ����ʽ(2)�����4���¶Ⱥ�4��Ӧ�����µ�����Ӧ��Ͷ�Ӧ����Ӧ������, ��������������ڱ�1~4��
��1 110��ʱ��ͬӦ�����µ�Ӧ�������Ӧ��
Table 1 Flow stress and strain for different strain rates at 110��(MPa)
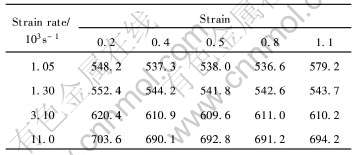
��2 113��ʱ��ͬӦ�����µ�Ӧ�������Ӧ��
Table 2 Flow stress and strain for different strain rates at 113��(MPa)
��3 132��ʱ��ͬӦ�����µ�Ӧ����Ӧ������
Table 3 Flow stress and strain for different strain rates at 132��(MPa)
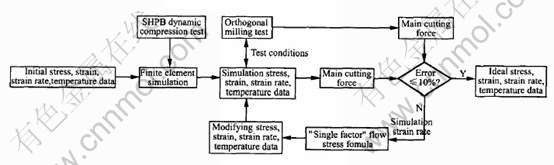
ͼ1 ������������Ԫ����ģ�����
Fig.1 Orthogonal cutting finite element iterative simulation process
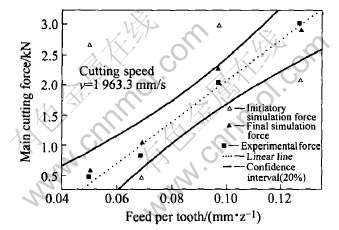
ͼ2 ģ����������ʵ���������ıȽ�
Fig.2 Comparison between simulation and experimental value of cutting force
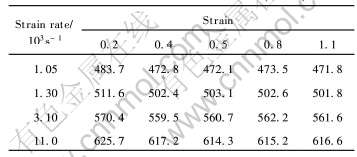
��4 138��ʱ��ͬӦ�����µ�Ӧ����Ӧ������
Table 4 Flow stress and strain for different strain rates at 138��(MPa)
3.2 Ӧ���ʶ�����Ӧ����Ӱ�����
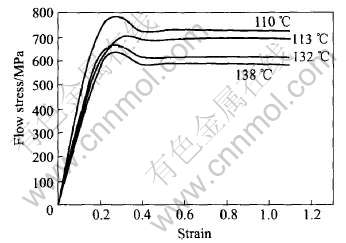
�����������ݻ���ͬһ�¶��²�ͬӦ���ʵ�����Ӧ����Ӧ������, �����ǵ�����Ϊ��-𤵯����ģ��, ������ͼ3��ʾ��
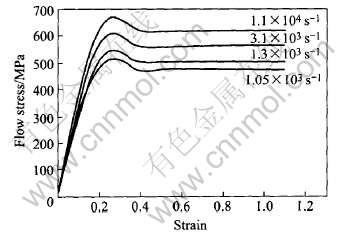
ͼ3 132���²�ͬӦ���ʵ�����Ӧ����Ӧ������
Fig.3 Flow stress��strain curves for different strain rates at 132��
��ͼ3�п�֪:
1) ��ͬӦ�����µ�����Ӧ����Ӧ�������ڱ��γ���, ����Ӧ������Ӧ������������, ���߳����Թ�ϵ, ��Ӧ������һ���̶Ⱥ�, ����Ӧ�������½�, ��Ҫ����Ϊ�����ȵ����¶�����, ʹ��������, ������̬���κ�, ��Ӧ������, ����Ӧ����������, ������Ӧ����Ӧ�����߶���Ϊһ��������Ӧ��������ƽ�е�ֱ��, ��Ҫ����Ϊ������Ӧ��Ӳ�����ôﵽƽ��״̬, ��������Ӧ���������ֲ��䡣
2) ����Ӧ���ʵ�����, ����Ӧ������, Ӧ���ʶ�����Ӧ������ǿ������, ��Ҫ������Ӧ���ʵ�����, ��λʱ���ڵ�Ӧ������, �����ڲ�λ�������� �˶�����Ŀ����, λ���˶����ٶ�Ҳ����, �Ӷ����������ӹ������Ͻ���ε��ٽ����Ӧ������
��˫��������ϵ�л�������Ӧ����Ӧ��������, ��ͼ4��ʾ, ��ͼ�п�֪: ��˫��������ϵ������Ӧ����Ӧ���ʳ����Թ�ϵ, ��˿ɽ�����Ӧ����Ӧ���ʵĹ�ϵ��˫������ʽ��ʾ:
ʽ(5)ͬʽ(1)��ʽ���, ˵�� �������ء�����Ӧ����ʽ�ڽ��������о�����ʵ������, �DZȽϺ�����, ͬʱҲ˵������Ԫģ�⾫�Ƚϸ�, ���ݱȽ�ȷ��
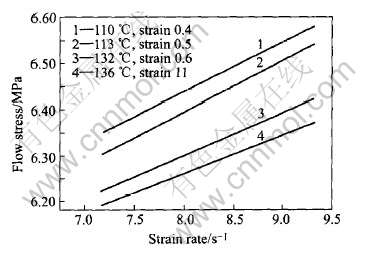
ͼ4 ˫��������ϵ������Ӧ����Ӧ��������
Fig.4 Flow stress��strain rate curves in double logarithm coordinate system
3.3 �¶ȶ�����Ӧ����Ӱ�����
����ͬһӦ�����²�ͬ�¶ȵ�����Ӧ����Ӧ������, ��ͼ5��ʾ�� ��ͼ�п��Կ���:
1) ��ͬ�¶��µ�����Ӧ����Ӧ�������벻ͬ Ӧ�����µ�����Ӧ����Ӧ����������, ��ӳ������ͬ��
ͼ5 Ӧ����Ϊ1.1��104 s-1ʱ��ͬ�¶ȵ�����Ӧ����Ӧ������
Fig.5 Flow stress��strain curves under strain rate of 1.1��104 s-1 at different temperatures
2) �����¶ȵ�����, ����Ӧ����С, �¶ȶ�����Ӧ��������������, ��Ҫ����Ϊ�¶�����, ���²����ڲ�ԭ�ӻ�Ӿ�, ԭ�Ӽ���������, �Ӷ�ʹ����Ӧ����С��
�ڵ���������ϵ�л�������Ӧ�����¶�����, ��ͼ6��ʾ, ��ͼ�п�֪: �ڵ���������ϵ������Ӧ�����¶ȳ����Թ�ϵ, ��˿ɽ�����Ӧ�����¶ȵĹ�ϵ��ָ����ʽ��ʾΪ

ʽ�� Ϊ����Ӧ��; k, rΪ���ϳ�����; tΪ�¶ȡ�
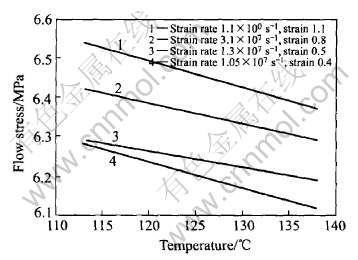
ͼ6 ����������ϵ������Ӧ�����¶�����
Fig.6 Flow stress��temperature curves in single logarithm coordinate system
4 �������Ͻ��Ķ�̬����ģ�͵Ľ�������֤
4.1 �������Ͻ��Ķ�̬����ģ�͵Ľ���
�����Խ������ϵĹ���Ӧ���г��������־��鱾��ģ������������Ӧ�����¶ȡ� Ӧ�䡢 Ӧ����֮��Ĺ�ϵ: �����͵�Johnson-Cook(JC)ģ�ͺͻ���λ������ѧ��Zerilli-Armstrong(ZA)ģ�͡� ������ģ�Ͷ��������¶�����ЧӦ��Ӧ����ǿ��ЧӦ, ��������ʽ������ͬ, ��ZAģ������ѧ����ʽ����:
�Ƚ�ʽ(3)��ʽ(8), ʽ(6)��ʽ(9)�ɼ�, ZAģ��������Ӧ����Ӧ���ʡ� �¶�֮��Ĺ�ϵ���ϽڴӴ������������з�����������Ӧ��ͬӦ���ʡ� �¶�֮��Ĺ���һ��, ��˲���ZAģ�������������Ͻ���ϵĶ�̬������Ϊ���൱�����ġ�
��5 �������Ͻ����7050-T7451��ZAģ�ͻع����
Table 5 Regression parameters of ZA model for aviation aluminum alloy material 7050-T7451

���ñ�1~4�е�����, ��ZAģ�ͽ��л���������С���˷��ķ����Իع����[13, 14], �õ�ZAģ���еľ������ֵ���¡�
���������Ͻ���7050-T7451ϳ�������еĶ�̬����ģ��Ϊ
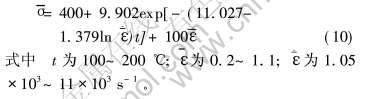
4.2 �������Ͻ��Ķ�̬����ģ����֤
������ֱ��ϳ��ʵ��������, ���ñ��Ľ����IJ��ϱ���ģ��ֱ�ӽ�������Ԫģ��, ģ������������ʵ��ֵ���жԱ�, �ȽϽ�����ڱ�6��
��6 ��ͬϳ���ٶ��µ���������ģ��ֵ��ʵ��ֵ�ıȽ�
Table 6 Comparison between simulation and experiment value of main cutting force at different milling speeds
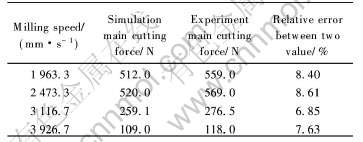
�ӱ�6���Կ���, ���ò��ϱ���ģ�͵���������ģ��ֵ��ʵ��ֵ���ٶȱ仯����һ��, ��ֵ��������10%����, ˵�����ϱ���ģ��������Ԫģ����������Ҫ����, ͬʱ�������Ľ����ĺ������Ͻ��ı���ģ���ǽ�Ϊ�����ġ�
5 ����
1) ͨ���������ء�����Ӧ����ʽ�������������Ԫ����ģ������ϳ�������еġ����ߡ����ݼ�����Ӧ������, ����������������Ի�ȡ��ʵϳ���������������ݵ��ѵ㡣
2) ͨ����ģ�����ݵķ���, ��ʾ��ϳ��������������Ӧ���ʶ�����Ӧ������ǿ������, ��˫��������ϵ�����߳����Թ�ϵ; �¶ȶ�����Ӧ��������������, �ڵ���������ϵ�����߳����Թ�ϵ; ������̬���κ�, ��Ӧ��Ӧ�����߶���Ϊһ��������Ӧ��������ƽ�е�ֱ�ߡ�
3) ͨ����ZAģ���������Իع����, ������ϳ�������к������Ͻ���7050-T7451�ľ��屾��ģ�͡�
4) ���Ľ�ģ�����Ĺ���Ӧ��, ����Ϊ�����������ϡ� �����ӹ����չ����в��϶�̬����ģ���ṩ��Ӧ���������ݺͼ���֧�֡�
REFERENCES
[1]����. ��������ԭ��[M]. �Ϻ�: �Ϻ���ѧ����������, 1993. 166-167.
ZHOU Ze-hua. Mechanics of Metal Cutting[M]. Shanghai: Science and Technology of Shanghai Press, 1993. 166-167.
[2]������. �������Լӹ�����Ԫģ�⼼����Ӧ��[M]. ����: ұ��ҵ������, 2003. 5.
LIU Jian-sheng. Finite Element Simulation Technology and Application of Metal Plastic Machining[M]. Beijing: Metallurgy Industry Press, 2003. 5.
[3]Shatla M, Kerk C, Altan T. Process modeling in machining(part ��): determination of flow stress data[J]. International Journal of Machine Tools & Manufacture, 2001, 41: 1511-1534.
[4]����, ���, ����. TC4�Ͻ�����ͱ�����ϵ[J]. ���ղ���ѧ��, 2001, 21(3): 13-18.
NIE Lei, LI Fu-guo, FANG Yong. New constitutive relation of TC4 alloy[J]. The Aeronautics Material Journal, 2001, 21(3): 13-18.
[5]���˳�. GH169�Ͻ�ı�����ϵ�о�[J]. ����ѧ��, 1991, 13(9): 552-556.
GUO Nai-cheng. Constitutive relation of GH169 alloy[J]. The Aeronautics Journal, 1991, 13(9): 552-556.
[6]Oxley P L B. Mechanics of Machining[M]. New York: Halsted Press, 1989.
[7]Oyane M, Takashima F, Osakada K. The behavior of some steels under dynamic compression[A]. Proceedings of 10th Japan Congress on Testing Material[C]. Kyoto: Society of Materials Science, 1967. 72-76.
[8]Maekawa K, Shirakashi T, Usui E. Flow stress of low carbon steel at high temperature strain rate(part 2) [J]. Bull Jpn Soc, Prec Engrs, 1983, 17(3): 167-172.
[9]Potdar Y K. Measurement and Simulations of Temperature and Deformation Fields in Transient Orthogonal Metal Cutting[D]. The Cornel University, 2001. 76.
[10]Strenkowski J S, Carroll J T. A finite element model of orthogonal metal cutting[J]. Transactions of the ASME, Journal of Engineering for Industry, 1985, 107: 349-354.
[11]Shih A J. Finite element simulation of orthogonal metal cutting[J]. Transactions of the ASME, Journal of Engineering for Industry, 1995, 117: 84-93.
[12]����, ����, ������. ���̵�������ѧ[M]. ����: �㽭��ѧ������, 1998. 104.
SUN Bing-nan, HONG Tao, YANG Li-xian. Elastics and Plastic Mechanics of Engineering[M]. Hangzhou: Zhejiang University Press, 1998. 104.
[13]Bates D M, Watts D G. �����Իع��������Ӧ��[M]. Τ����, ��. ����: �й�ͳ�Ƴ�����, 1997. 45-70.
Bates D M, Watts D G. Non-liner regression analysis and application[M]. WEI Bo-cheng, transl. Beijing: China Statistics Press, 1997. 45-70.
[14]��ѧ��, ���һ�. Ӧ�ûع����[M]. ����: �����ѧ������, 1991. 172-181.
WANG Xue-ren, WEN Zhong-lin. Applying Regression Analysis[M]. Chongqing: Chongqing University Press, 1991. 172-181.
[11]Shih A J. Finite element simulation of orthogonal metal cutting[J]. Transactions of the ASME, Journal of Engineering for Industry, 1995, 117: 84-93.
[12]����, ����, ������. ���̵�������ѧ[M]. ����: �㽭��ѧ������, 1998.
SUN Bing-nan, HONG Tao, YANG Li-xian. Elastics and Plastice Mechanics of Engineering[M]. Hangzhou: Zhejiang University Press, 1998.
[13]Benedict R P. Engineering analysis of experimental data[J]. Transactions of the ASME, Journal of Engineering for Power, Jan, 1969.
[14]��ѧ��, ���һ�. Ӧ�ûع����[M]. ����: �����ѧ������, 1991.172-181
WANG Xue-ren, WEN Zhong-lin. Applying Regression Analysis[M]. Chongqing: Chongqing University Press, 1991.172-181
���༭ �°�����
������Ŀ: ������Ȼ��ѧ����������Ŀ(50435020)
�ո�����: 2004-11-29; ������: 2005-03-09
�����: �� ��(1976-), ��, ��ʿ�о���.
ͨѶ����: �� ��, �绰: 0571-87951061; E-mail: yy253200@21cn.com; yy253200@zju.edu.cn

