稀有金属 2007,(04),569-572 DOI:10.13373/j.cnki.cjrm.2007.04.008
颗粒增强铝基复合材料疲劳断裂研究
樊建中 肖伯律 田晓峰 张维玉
北京有色金属研究总院国家有色金属复合材料工程技术研究中心,北京有色金属研究总院国家有色金属复合材料工程技术研究中心,北京有色金属研究总院国家有色金属复合材料工程技术研究中心,北京有色金属研究总院国家有色金属复合材料工程技术研究中心,北京有色金属研究总院国家有色金属复合材料工程技术研究中心 北京100088,北京100088,北京100088,北京100088,北京100088
摘 要:
对粉末冶金法制备的碳化硅颗粒增强铝基复合材料进行了旋转弯曲疲劳试验研究。采用金相显微镜和扫描电镜分别观察了疲劳试验后复合材料纵向显微组织和疲劳断口。通过金相显微镜, 观察了增强体颗粒在疲劳循环应力水平下可能的损伤形式。通过疲劳断口观察, 分析了断面上不同区域的疲劳裂纹传播特征。结果表明, 增强体的加入有效地提高了复合材料的屈服强度、弹性模量和疲劳性能, 使复合材料高周疲劳极限提高到约250MPa (1×107循环周次) 。复合材料的疲劳损伤随机分布于试样内。断口分析还表明复合材料疲劳同样遵循裂纹萌生, 长大, 失稳断裂规律, 其裂纹起源于铝基体内。加入SiC颗粒减弱或遮盖了疲劳裂纹传播时的晶体学特征, 使得复合材料高周疲劳断面没有发现常见的疲劳辉纹。
关键词:
金属基复合材料 ;颗粒增强 ;高周疲劳 ;
中图分类号: TB301
收稿日期: 2006-08-09
Fatigue Fracture of Particle Reinforced Aluminum Matrix Composites
Abstract:
Rotating bend fatigue properties of particle reinforced aluminum matrix composite manufactured by powder metallurgy were tested.A significant increase of the fatigue limit (250 MPa at 1×107 cycles) and elastic modulus and tensile strength in the composites, respect to the matrix alloys, was observed.SEM micrographs of the fatigue fracture surface indicate that process of high-cycle fatigue of composites may be pided into three stages, fatigue crack nucleation, fatigue crack propagation and final fracture.And the fatigue crack origin is inside Al matrix.On the other hand, fatigue striation did not observed on high-cycles fatigue fracture of the composites, it may be owing to SiC particle.
Keyword:
metal matrix composites;particle reinforced;high-cycle fatigue;
Received: 2006-08-09
陶瓷颗粒增强铝基复合材料具有高的比强度、 比刚度
[1 ]
, 能够使用传统加工手段进行加工, 其生产成本也较低, 是一种理想的新型结构材料。 历经数十年的研究开发, 已经在航空、 航天、 汽车工业领域中得到越来越广泛的应用
[2 ,3 ,4 ]
。 在实际应用中, 颗粒增强铝基复合材料经常要面临各种疲劳载荷, 因此其疲劳性能受到了用户、 材料研究者们越来越多的重视
[5 ]
。 为了解颗粒增强铝基复合材料疲劳特点, 本文进行了粉末冶金法制备的SiCp/Al复合材料旋转弯曲疲劳试验。 通过金相和断口扫描分析, 给出了试样经疲劳试验后的损伤情况, 初步揭示了疲劳断裂过程, 从而达到积累试验数据、 指导实际应用的目的。
1 实 验
复合材料增强体选用α-SiC粉末颗粒, 颗粒的体积百分数为15%; 基体选用Al-Cu-Mg体系合金 (%, 质量分数, Cu: 3.2~4.4, Mg: 1.2~1.6) , 基体合金粉末采用气雾化技术制备。
复合材料的制备方法采用粉末冶金方法。 首先将烘烤干燥后的SiC粉末与铝合金粉末混合, 然后将粉末混合物进行冷压, 随后冷压坯料真空热压, 热压坯锭直径为300 mm。 热压坯锭在3600 t挤压机上进行挤压, 挤压棒材直径为Φ 100 mm。 为了比较, 本试验采用相同的工艺制备了铝合金基体。
分别按GB6397-86和GB/T4337-1984从复合材料棒材上取样制成Φ 5 mm拉伸试样和Φ 10 mm光滑旋转弯曲疲劳试样。 室温拉伸试验在岛津拉伸试验机上进行, 应变速率0.5 mm・min-1 , 试验结果取3根试样的平均值。 室温旋转弯曲疲劳试验在PQ1-6型纯弯曲疲劳试验机上进行, 应力集中系数为1, 应力比为-1, 频率为83.3 Hz, 应力振幅为250 MPa, 加工了12个试样进行疲劳试验 (11个试样达到1×107 循环周次未破坏, 有1个试样未能达到1×107 周次, 认为250 MPa是复合材料高周疲劳极限的上限值) 。 取达到1×107 循环周次未破坏的旋转弯曲疲劳试样, 沿试样轴线剖开制备金相试样进行金相观察。 用JSM-840型号的扫描电镜对未通过试样的疲劳断口进行观察, 用VANTAGE能量色散谱仪作局部成分分析。
2 结果与讨论
2.1 力学性能
表1示出了复合材料及其基体合金的力学性能。 从表中可以看出, 复合材料的弹性模量、 屈服强度和疲劳强度分别比基体合金提高了20%, 15%和75%, 而延伸率下降为基体合金的40%。 这表明增强体颗粒的加入有效提高了材料的弹性模量和屈服强度, 大大提高了材料的疲劳强度。
2.2 疲劳试样金相组织
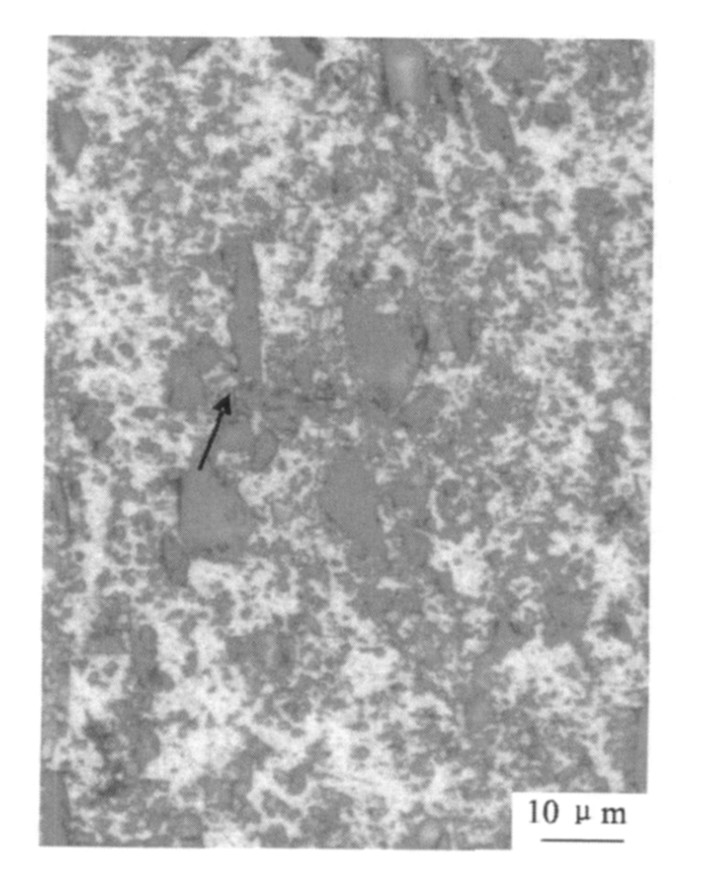
通过金相观察发现试样的损伤位置随机分布, 没有发现明显的损伤聚集区域。 也就是说, 复合材料高周疲劳时, 损伤随机发生于试样中各个部分, 相对延长了疲劳主裂纹形成的过程, 从而对提高复合材料的疲劳性能十分有利。 图1示出了经250 MPa应力振幅疲劳循环1×107 周次未断裂的复合材料试样纵向解剖金相典型照片。 在图1中观察到的疲劳损伤的具体形式主要是增强体颗粒的断裂 (如图1中箭头所示) , 没有发现明显的基体和界面损伤。
2.3 疲劳断口扫描分析
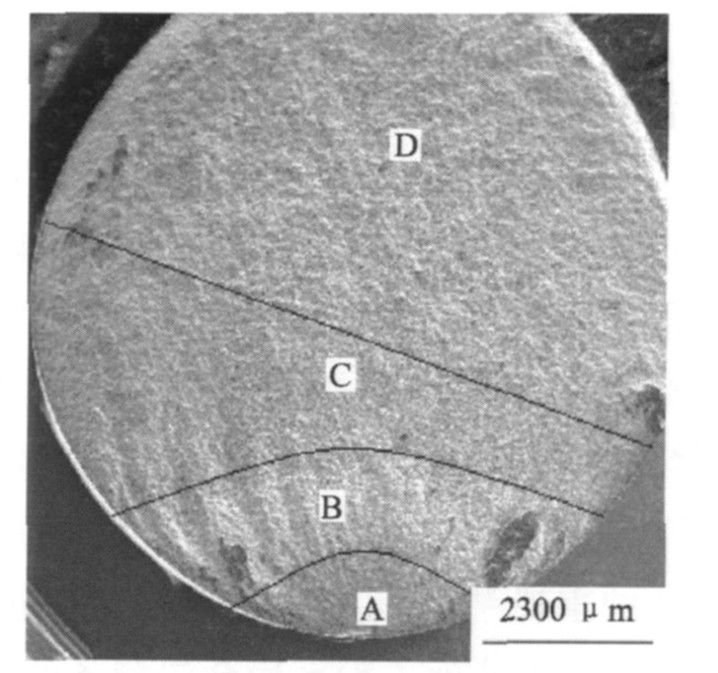
图2示出了复合材料疲劳断口的宏观形貌, 从图中可以清楚地看出, 断口表面存在明显的疲劳源和疲劳裂纹扩展区。 图中A区为疲劳源区 (包括疲劳源点) , 颜色最暗; B, C, D区为疲劳裂纹扩展区, B区较亮, C区和D区均暗, 分界不明显。 另外断口上没有发现常见的疲劳贝纹状推进线
[7 ]
。
表1 复合材料及其基体合金的力学性能*
Table 1 Mechanical properties of composite and matrix alloy
Materials
E /GPaR p0.2 /MPaσ -1 /MPaA/%
100
370
250
11.4
70
320
140*
26.5
* Rotary bending fatigue strength σ -1 of Al alloy is that of 2024 Al
[6]
图1 复合材料经高周疲劳试验后试样纵向解剖金相组织照片
Fig.1 Optical micrograph of fracture surface of high-cyclefatigue specimen tested in vertical section
图3所示为A区, 可以明显看到疲劳源点处有一凸出试样表面的角状物, 凸出表面约10~30 μm。 由源点向上是没有明显变形痕迹的一小块细滑区域, 其大小约在几十到一百微米量级内。 从照片可以看出凸出部分与裂纹主平面不共面, 其上还可看到滑移痕迹 (如图中箭头所示) 。 而对试样A区源点的局部成分分析表明没有裸露的碳化硅颗粒, 疲劳裂纹是在铝基体中形成的。 如文献[8]所说疲劳过程在试样中形成“驻留滑移带”, 滑移带中集中了大量变形在试样表面形成“挤出峰”, 而疲劳裂纹往往就在这些“驻留滑移带”或挤出峰中形核。 本文认为这个凸出部分就是一个挤出峰也是疲劳裂纹的源头。 源头部分与主平面不共面说明疲劳裂纹传播一定距离后发生了偏折。 Forsyth
[9 ]
将疲劳裂纹传播分成两个阶段: 第一阶段: 当疲劳裂纹的核心一旦在试样表面滑移带或缺陷处形成后, 在切应力作用下立即沿滑移带的主滑移面向金属内部伸展, 即第一阶段裂纹总是沿着最大切应力方向的滑移面扩展。 第二阶段: 裂纹依第一阶段方式扩展一定距离后, 将改变方向, 沿与正应力相垂直的方向扩展, 此时正应力对裂纹的扩展产生重大的影响。 试验观察到的结果与此理论十分符合。 而图3中的细滑区域对应着疲劳裂纹早期扩展阶段, 裂纹扩展的速度很小, 再加上裂纹前端反复张开、 闭合对裂纹表面产生的研磨作用, 所以看不到明显的材料变形痕迹。
图2 复合材料高周疲劳疲劳断口宏观形貌
Fig.2 SEM micrograph of fracture surface of high-cycle fatigue specimen of composite
图3 复合材料高周疲劳断口A区扫描电镜照片
Fig.3 SEM micrograph of A area of fracture surface of high-cycle fatigue specimen of composite
A-Fatigue crack initiation area;B, C, D-Fatigue crack propagation area
在疲劳试样断口B区扫描照片 (图4) 中可以看到许多平行于裂纹前进方向的撕裂脊 (Tear ridge) , 这也是视觉上B区较其他区明亮的原因。 扫描观察还发现宏观上疲劳裂纹沿一个平面扩展但在微观上是分布在高低不同几个面上, 高度不同的面之间则通过基体塑性变形撕裂相连接而形成了撕裂脊。 在图4中还可以清楚地看到解理的SiC颗粒。 在B区中疲劳裂纹扩展速度比A区快, 裂纹前端应力强度因子幅增大, 裂纹有能力通过破坏SiC颗粒来传播。
C区与D区宏观上分界并不明显, 经扫描电镜观察也没有发现显著差异, 其断面形貌基本相同。 文中只给出C区SEM照片。 由照片可以看出, 与B区的差异在于明显的撕裂脊消失, 如图5中1, 2, 3标记发现解理或断裂的SiC颗粒, 其损伤程度与损伤颗粒数量较B区为高。 由于疲劳裂纹发展到C, D区, 裂纹长度大于2 mm已经达到或高于临界裂纹长度, 而随着疲劳裂纹向失稳扩展过渡, 裂纹扩展速度大大加快, 也就难以形成塑性变形较充分的明显的撕裂脊。 同时失稳扩展的裂纹也更容易切过SiC颗粒, 所以在C, D区可以观察到较多的受损SiC颗粒。
图4 复合材料高周疲劳断口B区扫描电镜照片
Fig.4 SEM micrograph of B area of fracture surface of high-cycle fatigue specimen of composite
另外在断口观察时还发现如图6中所示的平面, 其分布B, C, D区均有。 经成分分析为铝基体。 认为可能是在疲劳裂纹扩展时铝基体发生的准解理开裂。
综上所述, 颗粒增强铝基复合材料高周疲劳的一般过程可简述如下: 开始时, 疲劳损伤随机分布、 累积于试样内部; 直到某一刻, 在试样表面基体某处缺陷 (固有的或在疲劳过程中形成的) 萌生了主裂纹; 裂纹在切应力作用前进一定距离后在正应力作用下发生偏折继续扩展形成裂纹主平面; 随着疲劳裂纹扩展速度不断加快, 裂纹扩展的驱动力越来越大, 以至于可以切过增强体颗粒传播, 直至过渡到裂纹失稳扩展。 总之颗粒增强铝基复合材料疲劳同样遵循裂纹萌生, 长大, 失稳断裂的规律。 而SiC颗粒的加入一是有效提高了材料的弹性模量和屈服强度从而提高了材料的疲劳极限; 一是改变了材料的微观组织进而影响了疲劳损伤的分布, 通过损伤的“均匀化”提高了材料抑制疲劳裂纹萌生的能力, 从而提高了材料的高周疲劳极限; 最后加入SiC颗粒减弱或遮盖了疲劳裂纹传播时的晶体学特征, 使得疲劳断面没有发现常见的疲劳辉纹。
图5 复合材料高周疲劳断口C区扫描电镜照片
Fig.5 SEM micrograph of C area of fracture surfaces of high-cycle fatigue specimen of composite
图6 复合材料高周疲劳断口上“平面”扫描电镜照片
Fig.6 SEM micrograph of “plane” of fracture surface of high-cycle fatigue specimen of composite
3 结 论
增强体的加入有效地提高了复合材料的屈服强度和弹性模量、 疲劳性能。 使材料的高周疲劳极限达到约250 MPa。 复合材料的疲劳损伤随机分布于试样内。 断口分析表明, 复合材料疲劳同样遵循裂纹萌生, 长大, 失稳断裂规律, 其裂纹起源于铝基体内。 加入SiC颗粒减弱或遮盖了疲劳裂纹传播时的晶体学特征, 使得复合材料高周疲劳断面没有发现常见的疲劳辉纹。
参考文献
[1] Geiger AL, Walker RJ A.The processingand properties of discon-tinuously reinforced alumininumcomposites[J].JOM, 1991, 8:8.
[2] Jerome Pora.Commercial success for MMCs[J].Powder Metallur-gy, 1998, 41 (1) :25.
[3] Maruyama B, Hunt WH.Discontinuously reinforced alumininum:current status andfuture direction[J].JOM, 1999, 11:59.
[4] AndrewT.Leading edge MMCs and powder materials[J].Powder Metallurgy, 1997, 40 (2) :102.
[5] Lioyd D J.Particle reinforced aluminium and magnesium matrix composites[J].International Materials Reviews, 1994, 39 (1) :1.
[6] 王祝堂, 田荣璋.铝及铝合金加工手册 (第二版) [M].长沙:中南大学出版社, 2000.
[7] 崔约贤, 王长利.金属断口分析[M].哈尔滨:哈尔滨工业大学出版社, 1998.
[8] 哈宽富.金属力学性质的微观理论[M].北京:科学出版社, 1983.
[9] Forsyth PJ E.Fatigue damage and crack growthin aluminumalloys[J].Acta Met., 1963, 11:703.