
Interlamellar spacing and average interface undercooling of irregular eutectic in steady-state growth
MENG Guang-hui(孟广慧), LIN Xin(林 鑫), HUANG Wei-dong(黄卫东)
State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an 710072, China
Received 18 May 2007; accepted 8 October 2007
Abstract: The average lamellar spacing and interface undercooling in steady-state irregular eutectic growth were estimated based on the Jackson and Hunt’s analysis by relaxing the isothermal interface assumption. At low growth rates, the average lamellar spacing and average interface undercooling are dependent only on the characteristic thermo-physical properties of a binary eutectic system. For a general Al-Si eutectic, it is found that the eutectic characteristic length based on the present non-isothermal analysis is consistent with that obtained from isothermal analysis; however, the average interface undercooling is remarkably different between them, and such discrepancy in average interface undercooling increases with increasing of growth rate. The measured interface undercooling obtained from literature is reasonably interpreted by present non-isothermal analysis.
Key words: solidification; irregular eutectic; lamellar spacing; spacing selection
1 Introduction
Eutectic structures exhibit superior mechanical properties, in particular, eutectic or near-eutectic alloys can be directionally solidified to form in situ composites [1]. Up to now, the growth of eutectic has still attracted extensive attention[2-5]. The eutectic mechanical properties are mainly dependent on the two important parameters: the relative volume fractions of the eutectic phases and the eutectic lamellar spacing.
Most of the eutectic alloys of practical interest are irregular eutectics[6]. Usually, binary irregular eutectic consists of a faceted phase and a nonfaceted phase. Experimental studies indicate that the actual average spacing and average interface undercooling of irregular eutectics are larger than those of regular eutectic under the same solidification conditions.
Regular eutectic growth is well understood now, whereas irregular eutectic growth theories are still in their infancy, and most of the theoretical treatment of irregular eutectic is still built on that of regular eutectic. The theoretical basis of regular eutectic growth theory has been established by JACKSON and HUNT[7] (JH model). Since then, several authors[8-10] have extended the JH model to apply in the irregular eutectic growth. SATO and SAYAMA[8] have suggested that only part of the β-liquid interface close to the α/β boundary is at the same temperature as the whole of the α-liquid interface, and introduced the conception of partial cooperative growth. FISHER and KURZ[9] considered the effect of the non-isothermal region in their treatment by using an priori shape. They assumed the interface of the β-liquid phase can be described by cubic function. The subsequent model of MAGNIN and KURZ[10] proposed a analytical theory by assuming that the solid/liquid interface of the both kinds of eutectic phases is determined by cubic function, thus the whole solid/liquid interface will be non-isothermal.
Microstructural observations of irregular eutectic show that the interface is non-isothermal, however, formation of microstructures is sensitive to solidification conditions[6]. This means that the solid/liquid interface is also sensitive, so a prior assumption of interface shape is generally reckoned to be unreasonable. To date, it is usually acceptable that the growth of irregular eutectic can be studied based on the theory of regular eutectic by introducing an operating factor[11]. Recently, CATALINA et al[12] further analyzed the eutectic growth by modifying the isothermal assumption in the JH model. In this work, following the work in Ref.[12], the characteristic length of irregular eutectic structures and the average interface undercooling have been further discussed based on the JACKSON and HUNT analysis [7].
2 Non-isothermal analysis
As the average solid/liquid interface undercooling is generally small for eutectic solidification at low velocity, for a eutectic phase diagram, the volume fraction of the two solid phases is approximately determined by the lever rule and it is given by
 (1)
(1)
where fα and fβ are the volume fractions of the α and β phases; C0 is the initial composition of a given alloy; Cα and Cβ are the solubility limits of the α and β phases at eutectic temperature, and ρα and ρβ denote the densities of the α and β phases, respectively.
Based on the experimental work in the Al-Si system, STEEN and HELLAWELL[13] suggested that although the kinetic undercooling in irregular eutectic growth is larger than that for regular eutectic, it is still small by comparing with the constitutional and curvature undercoolings. Thus, as pointed out by FLOOD and HUNT[14], in a irregular eutectic such as Al-Si, even though the structure is irregular, a modified JH model is still valid. As a result, at low velocity, the average interface undercooling of the eutectic phases can be obtained as[7]
 (2)
(2)

(3)
where ΔTα and ΔTβ are the average interface undercoolings of the α and β phases; mα and mβ are the slope of liquidus of the α and β phases, and both are defined to be positive; C∞ is the difference between the eutectic composition and the initial composition of a given alloy; v is the growth rate; D is the diffusion coefficient; ΔC is the miscibility gap, and λ is the lamellar spacing.
The constants B0, P, aα and aβ can be determined as
 (4)
(4)
 (5)
(5)
 (6)
(6)
 (7)
(7)
where CE is the eutectic composition; Γα and Γβ denote the Gibbs-Thomson coefficients, and θα and θβ are the contact angles of liquid/α and liquid/β interfaces at the triple junction, respectively.
By relaxing the isothermal interface assumption, the effective undercooling of entire interface can be approximately given by[12]
 (8)
(8)
Obviously, at a fixed growth rate, Eqns.(2,3) and Eqn.(8) predict the lamellar spacing that can be adjusted arbitrarily. If the extremum condition has been taken into account, we can get
 (9)
(9)
where the subscript e corresponds to the extremum condition.
By inserting Eqns.(2) and (3) into Eqn.(8), the effective interface undercooling is obtained as
(10)
According to the JH model, B0 is approximately equal to C∞, but with inverse sign, thus Eqn.(10) can be reduced as
 (11)
(11)
Under the extremum condition, we can obtain
 (12)
(12)
In order to estimate the average lamellar spacing, λa, and average interface undercooling, ΔTa,, for irregular eutectic, the operating factor,  which reflects the average lamellar spacing different from the extremum condition, has been introduced, and it is defined by
which reflects the average lamellar spacing different from the extremum condition, has been introduced, and it is defined by
 (13)
(13)
where the subscript I corresponds to the effective interface undercooling. The operating factor is a constant for a given system. By combining Eqns.(9), (12) and (13), we can get
 (14)
(14)
Thus, by means of Eqns.(13) and (14), the characteristic length and average interface undercooling would be determined for irregular eutectic. In addition, λa and ΔTa are only dependent on the characteristic thermo-physical properties of a given system under a fixed growth condition.
For convenience, the average lamellar spacing and average interface undercooling, which are obtained based on the JH model, are rewritten as
 (15)
(15)
(16)
where the subscript JH stands for that it is related to the JH model.
3 Results and discussion
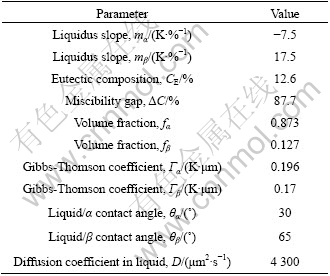
Al-Si alloy has been known as an important foundry alloy due to its light mass density, good castability and corrosion resistance. The thermo-physical parameters of Al-Si alloy are accurately determined[15], which are listed in Table 1.
Table 1 Physical parameters of Al-Si eutectic alloy[15]
By means of a directional solidification technique, DAY and HELLAWELL[16] defined three major distinct growth structures as a function of growth rate and temperature gradient in unmodified Al-Si eutectic alloy. When the temperature gradient is sufficiently large and growth rate is less than 5 μm/s, the main microstructure presents the silicon phase that grows independently with a planar Al growth front. As temperature gradient decreases, the Si phase shows a faceted rod structure. At the growth rate between 5 and 400 μm/s, the Si phase occurs essentially as interconnected irregular flakes that are normally observed in the unmodified castings. Their finding has been further supported by other investigations[17-20]. MAGNIN and KURZ[10] predicted that the influence of temperature gradient becomes sensitive only at very low growth rates, so that the temperature gradient effect can be ignored for normal irregular structure for Al-Si eutectic.
Fig.1 shows the variation of calculated λe (according to Eqn.(9)) and λJH (according to Eqn.(17a) in Ref.[7]) with the velocity. For comparison, the measured minimum lamellar spacing, λmin, maximum lamellar spacing, λmax, and average lamellar spacing, λa, are plotted together[11]. It can be seen that, λe is approximately consistent with λJH. By linear regression analyzing, the operating factors  and
and  are determined as 2.55± 0.22 and 2.62±0.22, respectively. This means that both characteristic lengths estimated by non-isothermal and isothermal analysis are approximately identical.
are determined as 2.55± 0.22 and 2.62±0.22, respectively. This means that both characteristic lengths estimated by non-isothermal and isothermal analysis are approximately identical.
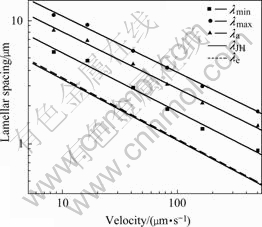
Fig.1 Comparison of calculated and measured[11] lamellar spacings for Al-Si eutectic at different growth rates
Another important parameter is the average interface undercooling. Fig.2 shows the variation of calculated ΔTI (according to Eqn.(11)) and ΔTJH (according to Eqn.(16) in Ref.[7]) with the lamellar spacing for Al-Si eutectic at ν=2.0 μm/s and 10.0 μm/s, respectively. It can be seen that ΔTJH is larger than ΔTI, and the difference between them increases with the increasing growth rate. Furthermore, binary eutectic structures consist of two solid phases, therefore, the average interface undercooling for the eutectic phases is taken into account separately. Fig.3 represents the average interface undercooling of the eutectic phases at different growth velocities for the Al-Si eutectic alloy. In Fig.3 the subscripts α and β denote the Al and Si phases, respectively. It can be seen that the average interface undercooling for the eutectic phases is never equal. Roughly speaking, under given growth conditions, the difference between ΔTβ and ΔTα increases with increasing lamellar spacing, and such discrepancy also rises with increasing of velocity as the difference between ΔTJH and ΔTI does. It is expected that the difference between ΔTJH and ΔTI is related to the relationship between the average interface undercooling of the eutectic phases and the lamellar spacing.

Fig.2 ΔTI and ΔTJH vs lamellar spacing for Al-Si eutectic alloy at ν=2.0 μm/s (a) and 10.0 μm/s (b)
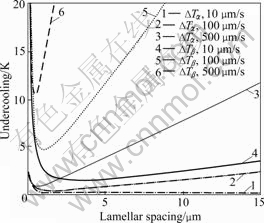
Fig.3 Average undercooling vs lamellar spacing for eutectic phases in Al-Si eutectic alloy at different velocities
Moreover, by using parameters in Table 1, it is obtained that ΔTa/v1/2 and ΔTaJH/v1/2 are respectively equal to 8.56 and 16.17 K?s1/2/μm1/2, for Al-Si alloy. Several experimental results[14,17,19,21], which are shown in Table 2, indicate that the measured interface undercooling is scattered. It is well known the silicon phase provides significant strengthening of the aluminum matrix. The growth pattern of such kind of structure is illustrated in Fig.4[22]. Apparently, the solid/liquid interface is obviously non-isothermal.
Table 2 Experimental conditions and results for Al-Si alloy
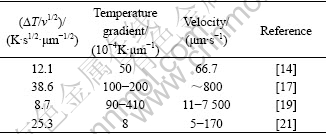
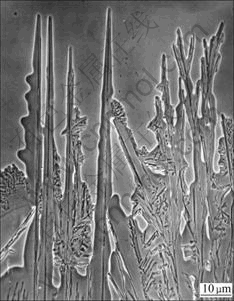
Fig.4 Interface morphology during directional solidification of SCN-bernol alloy, which resembles aluminum-silicon system [22]
Generally speaking, the thickness of region in which the eutectic phases and liquid coexist is determined by the imposed temperature gradient during directional solidification. In addition, the undercooling at solid/liquid interface is generally obtained by means of the thermocouple in most experiments. As the solid/liquid interface is markedly irregular for Al-Si (Fig.4), the measured undercooling is dependent on the position, at which the thermocouple first reaches the solid/liquid interface. It is expected that the measured undercooling would probably be scattered for different authors, and it is supported by several investigations, as indicated in Table 2. Whereas, the value of ΔTaJH/V1/2 is sometimes questionable, as the predicted interface undercooling is much larger than that of experimental measurements, for example, in Refs.[14] and [19]. Since the irregular eutectic exhibits a partly cooperative growth[12], and the welded joint of thermocouple is much larger than characteristic length of irregular structure, the average interface undercooling would not obviously below that corresponding to the average lamellar spacing. However, it does not occur for ΔTa/V1/2. This shows that the non-isothermal result is reasonable.
Non-isothermal analysis also indicates that the main structure can appear for the silicon phase if the Si and Al grow independently with a planar when the temperature gradient is sufficiently large and growth rate is small. This is because that the thickness of the coexistence region of three phases would be narrower when the temperature gradient is high, and the variation of ΔTI with the lamellar spacing is not evident in comparison with ΔTJH when growth rate is small, as shown in Fig.2(a). Moreover, the difference of average interface undercooling of the eutectic phases is small at lower velocities (Fig.3).
It is interesting to note that in view of the experimental results for irregular eutectic system, it can be in general describe the average experimental spacing as[23]

where  is a constant for a given system, and its value is different for different alloys. In addition, the present analysis is performed based on the JH model, so the growth rate should not be excess 10 mm/s[23].
is a constant for a given system, and its value is different for different alloys. In addition, the present analysis is performed based on the JH model, so the growth rate should not be excess 10 mm/s[23].
4 Conclusions
1) Under a given growth condition, the average lamellar spacing of irregular eutectic is dependent only on the characteristic thermo-physical properties of the system.
2) For Al-Si eutectic alloy, the average lamellar spacing estimated by non-isothermal analysis is consistent with that predicted by the JH model.
3) In the case of the Al-Si eutectic alloy, the average interface undercooling obtained form the non-isothermal analysis remarkably departures from that obtained from JH model. The non-isothermal analysis has reasonable agreement with experimental results obtained from literature.
References
[1] KARMA A, PLAPP M. New insights into the morphological stability of eutectic and peritectic coupled growth [J]. JOM, 2004, 56(4): 28-32.
[2] LI J F, ZHOU Y H. Eutectic growth in bulk undercooled melts [J]. Acta Mater, 2005, 53(8): 2351-2359.
[3] LUDWIG A, LEIBBRANDT S. Generalised ‘Jackson-Hunt’ model for eutectic solidification at low and large Peclet numbers and any binary eutectic phase diagram [J]. Mater Sci Eng A, 2004, A375/377: 540-546.
[4] RIOS C T, MILENKOVIC S, FERRANDINI P L, CARAM R. Directional solidification, microstructure and properties of the Al3Nb-Nb2Al eutectic [J]. J Cryst Growth, 2005, 275(1/2): e153-e158.
[5] YANG Chang-lin, YANG Gen-cang, LU Yi-ping, CHENG Yu-zeng, ZHOU Yao-he. Phase selection in highly undercooled Fe-B eutectic alloy melts [J]. Trans Nonferrous Met Soc China, 2006, 16(1): 39-43.
[6] ELLIOTT R. Eutectic solidification processing crystalline and glassy alloys [M]. London: Butterworths, 1983: 120-156.
[7] JACKSON K A, HUNT J D. Lamellar and rod eutectic growth [J]. Trans Met Soc AIME, 1966, 236: 1129-1142.
[8] SATO T, SAYAMA Y. Completely and partially co-operative growth of eutectics [J]. J Cryst Growth, 1974, 22(4): 259-271.
[9] FISHER D J, KURZ W. A theory of branching limited growth of irregular eutectics [J]. Acta Metall, 1980, 28(6): 777-794.
[10] MAGNIN P, KURZ W. An analytical model of irregular eutectic growth and its application to Fe-C [J]. Acta Metall, 1987, 35(5): 1119-1128.
[11] G?ND?Z M, KAYA H, ?ADILI E, ?ZMEN A. Interflake spacings and undercoolings in Al-Si irregular eutectic alloy [J]. Mater Sci Eng A, 2004, A369(1/2): 215-229.
[12] CATALINA A V, SEN A, STEFANESCU D M. A new analytical approach to predict spacing selection in lamellar and rod eutectic systems [J]. Metall Mater Trans A, 2003, 34A(2): 383-394.
[13] STEEN H A H, HELLAWELL A. The growth of eutectic silicon-contributions to undercooling [J]. Acta Metall, 1975, 23(4): 529-535.
[14] FLOOD S C, HUNT J D. Modification of Al-Si eutectic alloys with Na [J]. Metals Sci, 1981, 15: 287-294.
[15] MAGNIN P, TRIVEDI R. Eutectic growth: A modification of the Jackson and Hunt theory [J]. Acta Metall Mater, 1991, 39(4): 453-467.
[16] DAY M G, HELLAWELL A. The microstructure and crystallography of aluminium-silicon eutectic alloys [J]. Proc Roy Soc, 1968, A305: 473-491.
[17] STEENT H A H, HELLAWELL A. Structure and properties of aluminium-silicon eutectic alloys [J]. Acta Metall, 1972, 20(3): 363-370.
[18] TOLOLI B, HELLAWELL A. Phase separation and undercooling in Al-Si eutectic alloy―The influence of freezing rate and temperature gradient [J]. Acta Metall, 1976, 24(6): 565-573.
[19] ELLIOTT R, GLENISTER S M D. The growth temperature and interflake spacing in aluminium silicon eutectic alloys [J]. Acta Metall, 1980, 28(11): 1489-1494.
[20] ATASOY O A, YILMAZ F, ELLIOTT R. Growth structures in aluminium-silicon alloys (I): The coupled zone [J]. J Cryst Growth, 1984, 66(1): 137-146.
[21] JENKINSON D C, HOGAN L M. The modification of aluminium-silicon alloys with strontium [J]. J Cryst Growth, 1975, 28(2): 171-187.
[22] JACKSON K A. Kinetic processes: Crystal growth, diffusion, and phase transformation in materials [M]. Weinheim: Wiley-VCH Verlag GmbH & Co. KGaA, 2004: 361-379.
[23] TRIVEDI R, KURZ W. Microstructure selection in eutectic alloy system [C]// Solidification processing in eutectic alloys. Warrendale, PA: TMS, 1988: 3-34.
Foundation item: Projects(50201012, 50471065) supported by the National Natural Science Foundation of China
Corresponding author: HUANG Wei-dong; Tel: +86-29-88494001; E-mail: huang@nwpu.edu.cn
(Edited by LI Xiang-qun)

