
Effects of chill casting processes on secondary dendrite arm spacing and densification of Al-Si-Mg alloy
MI Guo-fa(米国发)1, LIU Xiang-yu (刘翔宇)1, ZHU Zhao-jun(朱兆军)2, WANG Hong-wei(王宏伟)2
1. School of Materials Science and Engineering, Henan Polytechnic University, Jiaozuo 454000, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 29 January 2007; accepted 11 June 2007
Abstract: Based on the resin bonded sand casting process, the effects of chill processes on the secondary dendrite arm spacing(SDAS) and densification of Al-Si-Mg alloy were studied. The influences of the chill thickness and effective distance of chill operating on the SDAS were researched; and the effect of chill heat capacity on SDAS was investigated. The result reveals that, SDAS decreases with increasing the thickness of chill but the effect of chill is finite. The effective distance of chill operating for the chill with different thickness were obtained, and the functional relations among modulus, length of castings and thickness of chill were discussed, and the synthetical network chart of the relation among them was plotted. The relationship between local solidification rate and SDAS was defined by means of quadratic polynomial regression.
Key words: chill processes; secondary dendrite arm spacing; densification; Al-Si-Mg alloy
1 Introduction
Microporosity may be found after solidification, especially in alloys that freeze over a temperature range presenting a dendritic structure, and influences directly the densification and mechanical properties of castings[1-3]. As the dendritic structure depends on the solidification condition, it is important to know the variation of solidification parameters to analyze microporosity formation[4-7]. Formation of dendritic structure and its effect on the mechanical properties of castings have been studied during the last decades and different approaches and equations have been introduced [8-12].
The sequential solidification is difficult to achieve without accessional measures. Chill process is an effective method for controlling and improving the solidification condition of alloy and obtaining more compact castings[13-16]. The solidification procedure of the castings can be regulated by using the chill process, and the shrinkage defects can be eliminated and the densification of casting can be enhanced. The aim of the present work is to analyze the influence of chill processes on the secondary dendrite arm spacing(SDAS) and densification of Al-Si-Mg alloy, and the optimal solidification technology for casting of different wall thickness was defined.
2 Experimental
2.1 Test material
The chemical composition of the Al-Si-Mg alloy used was listed in Table 1. The Al-Ti-B master alloy was employed as the grain refiner and the Al-Sr master alloy was used as the modifying agent. The liquid metal was purified by conventional purifying method (C2Cl6+TiO2) and rotating impeller degassing method.
Table 1 Composition of tested Al-Si-Mg alloy (mass fraction, %)

The chill material was cast iron(CI) and the mold material was self-hardening resin sand. The circular molds with different diameter were produced and the chills with different thickness were placed at bottom of molds. The thermal couples were arranged at different positions of the mold to measure the solidification temperature of the molten alloy.
2.2 Measurement of SDAS
The metallographic specimens were prepared and corroded in the aqueous solution of 20% NaOH. The SDAS were measured by means of linear intercept method and five representative readings were taken to determine the average value.
2.3 Measurement of densification
The density of samples(ρc) was measured according to Archimedes principle, and the densification of samples (p) was figured out based on the equation as follows:
p=ρc/ρhr (1)
where ρhr is the hot-rolled density of the samples and ρhr=2.68×103 g/cm3.
3 Results and discussion
3.1 SADS and thickness of chill
Fig.1 indicates the relationship between SDAS and the thickness of chill (δ). It reveals that:
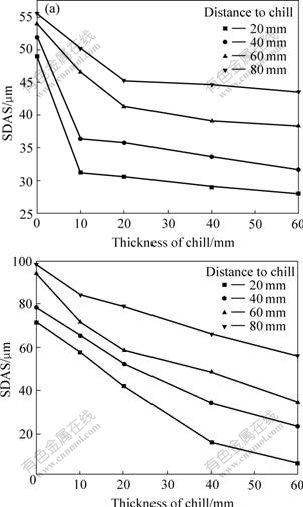
Fig.1 Effect of chill thickness on SDAS: (a) Diameter of sample 30 mm; (b) Diameter of sample 60 mm
1) SDAS decreases with increasing the thickness of chill;
2) If the dimension of chill is specified, SDAS increases gradually with increasing the distance from the chill;
3) If the thickness of chill is definite, SDAS increases gradually with increasing the diameter of specimen;
4) When the thickness of chill increases to a certain extent, the chilling effects do not change obviously any more.
According to the variation of chill thickness and the distance from chill, the value of SDAS fluctuates between 20 and 120 μm. The increment of the chill thickness brings more heat release, and the better chilling effect can be obtained when the distance from the chill is shorter.
3.2 Effective distance of chilling operating
The former research indicated that there was a link between the tensile strength(UTS, σ) and the SDAS(d) of Al alloy as follows[17]:
σ=33.61-0.1d (2)
If the UTS(σ) is higher than 320 MPa, the SDAS should be less than 55 μm according to Eqn.(2).
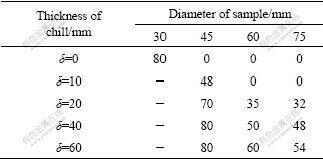
The effective distance of chill (L) is defined as follows: according to a certain thickness of chill (δ), the SDAS increases with increasing the distance from the chill. The SDAS reaches a maximum allowable value when the distance from chill increases to a certain extent, which is called the effective distance of chill. Also L is the maximum length of qualified casting made in practical production. Based on the test results the effective functional distance of chill (L) is listed in Table 2.
Table 2 Effective distance of chill operating (mm)
The function relationship of casting modulus, thickness of casting and the proper thickness of chill was analyzed from Eqn.(1) and the test results comprehensively, as shown in Fig.2. The line 1 is the critical line for the requirement of chill. For a certain casting, provided the coordinates of modulus and length (M, L) locate on the left of line 1, the SDAS would be less than 55 μm no matter the length of casting. If the coordinates of modulus and length (M, L) locate on the right side of line 1, it reveals that SDAS of some regions in the casting would be more than 55 μm, so it is necessary to set a chill to accelerate the cooling velocity. The proper thickness of chill is determined by the coordinates of modulus and length (M, L). If the coordinates (M, L) locate on the left side of line 2, the chill with a thickness of 10 mm is sufficient. If the coordinates (M, L) locate between line 2 and line 3 then a chill of 20 mm is needed. Fig.2 shows that the domain between line 2 and line 3 is larger whereas the domain between line 4 and line 5 is smaller, which indicates that there is a saturated trend of chilling effect when the thickness of chill reaches a certain degree. Therefore further increment of chill thickness is a matter of no consequence.
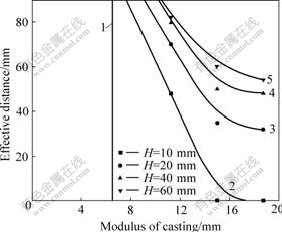
Fig.2 Relationship between casting modulus and thickness of casting
3.3 Heat capacity of chill
The expression for heat capacity of chill(VHC) is
C=V?ρ?cp (3)
where V, ρ and cp are the volume, density and specific heat capacity of the chill, respectively.
The VHC depending on the material of chill is used for characterizing the chilling capacity.
Fig.3 shows the relationship between SDAS and VHC, which indicates an approximate linear relationship between SDAS and VHC. The bigger the VHC is, the smaller the SDAS is. But the SDAS is no longer reduced when the thickness of chill reaches a certain degree, which indicates that the effect of chill is finite and the illimitable decrease of SDAS by increasing the thickness of chill alone seems unattainable.
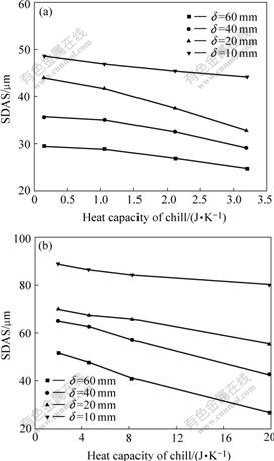
Fig.3 Effect of VHC on SDAS: (a) Diameter of specimen 30 mm; (b) Diameter of specimen 60 mm
3.4 Effect of chill on solidification of Al-Si-Mg alloy
3.4.1 Effect of chill on local solidification rate
The local solidification rate vL is defined as the specific value of the difference between nucleation temperatures of primary crystal(TN) and eutectic(TC) and the time difference of the sampling of the two temperatures. The exact nucleation temperatures of primary crystal(TN) and eutectic(TC) and the corresponding time difference were gained by measuring and analyzing the freezing curve. Thereby the local solidification rate vL was figured out exactly.
The relationship between solidifying condition and the local solidification rate vL is shown in Fig.4. Fig.4 indicates that vL presents an obvious regularity varying with the solidification condition.
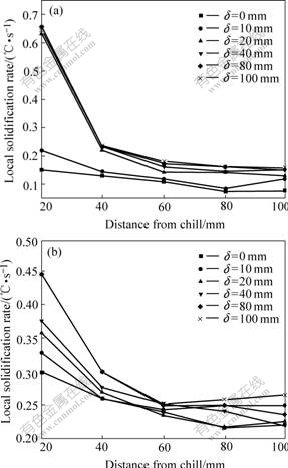
Fig.4 Effect of chill on local solidification rate: (a) Diameter of specimen 30 mm; (b) Diameter of specimen 60 mm
In terms of identical thickness of chill the local solidification rate of specimen decreases gradually with increasing the distance from chill and reaches a fixed value when the distance from chill exceeds the effective distance of chill. The local solidification rate vL increases gradually with increasing the thickness of chill. Variation of the diameter of specimen leads to the consequential variation of vL.
3.4.2 Effect of chill on solidification time
The solidification time of casting can be obtained from the solidification curve. Fig.5 gives the solidification time with different chill processes. It shows the significant increment of solidification time along with increasing the distance from chill. Furthermore the solidification time of specimen decreases with increasing the thickness of chill. The tendency of decreasing with the increment of chill thickness is more remarkable than that of the specimen diameter. For the specimen with a smaller diameter the radial cooling condition is preferable, consequently the chill effect is inconspicuous. On the contrary the chilling effect will be the main positive reason because the specimen with larger diameter will solidify slowly for poor radial heat release. As a result the solidification time of specimen with larger diameter decreases evidently with increasing the thickness of chill.
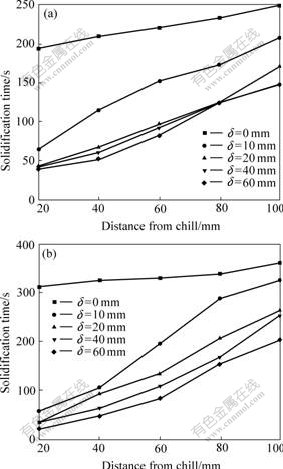
Fig.5 Effect of chill on solidification time: (a) Diameter of specimen 30 mm; (b) Diameter of specimen 60 mm
The previous analyses indicate that the solidification conditions of heavy castings can be improved by chill in practical production.
3.4.3 Relationship between local solidification rate and SDAS
The researches above reveal that the chill condition has identical influence on the solidification rate and solidification time, and the solidification rate affects the SDAS directly.
Fig.6 shows the variation of SDAS with local solidification time. It indicates that the SDAS of castings decreases remarkably with the increment of local solidification time in despite of the dimension of specimen.
The quadratic polynomial regression is applied to the discrete points in Fig.6. Accordingly the relational expression between SDAS and local solidification rate (vL) is obtained as follows:
 (4)
(4)
Combining Fig.6 and Eq.4, it can be seen that the achievement of d≤55 μm requires a local solidification rate (vL) not less than 0.23 ℃/s. In terms of Al-Si- Mg alloy, as long as the local solidification rate (vL) is greater than 0.23 ℃/s, the qualified castings with an SDAS≤55 μm can be obtained regardless of the modulus.
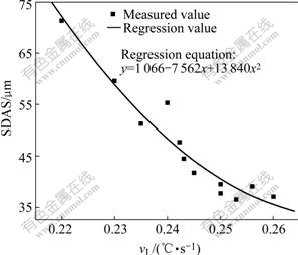
Fig.6 Relationship between SDAS and vL
4 Effect of chill on densification of Al-Si-Mg alloy
The compact solidified structure is one of the main standards of qualified casting, whereas the defects such as shrinkage and dispersed shrinkage may be formed during the solidification stage, and the formation of defects mentioned above is closely related to the mode and principle of solidification. The application of riser during pouring can establish a favorable feeding condition for the casting and transfer the shrinkage porosity into concentrated voids located at the ultimate solidified zone. However the feeding distance of riser is finite and the feeding efficiency is prone to be affected by the shape of castings, the longitudinal temperature gradient and feeding pressure of riser, etc. Arrangement of chill at the end of casting increases the feeding distance and creates a contrived cuneiform feeding channel (as shown in Fig.7), accordingly the axial shrinkage porosity in the center section can be improved and densification of casting may increase.
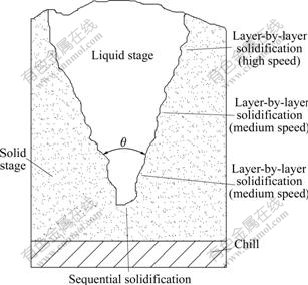
Fig.7 Schematic diagram of cuneiform feeding channel
Fig.8 shows the influence of chill process on densification of casting. This reveals that for the specimens with different diameters and thicknesses of chill, the densification decreases with the distance from the chill increasing. Furthermore, the amplitude of descend decreases when the diameter of specimen increases. In terms of specimen with certain diameter the densification increases with increasing the thickness of chill.

Fig.8 Effect of chill on densification of alloy: (a) Diameter of specimen 30 mm; (b) Diameter of specimen 60 mm
During the solidification of castings, the transversal solidification mechanism is layer-by-layer and the longitudinal mechanism is sequential from chill to riser.When it begins to solidify, the heat exchanges between casting and mold. During the transversal layer-by-layer solidification the hard shells create and push to the centerline of casting, meanwhile the temperature gradient creates between the pouring cup and bottom of casting. As a result the cuneiform feeding channel forms. At the beginning of solidification the divergence angle θ is large whereas the solidification range is narrow, which are propitious to feeding. Along with the solidification of casting the divergence angle θ decreases. Consequently the more the distance from chill is, the worse the densification of casting is. In terms of castings with identical diameters the increase of chill thickness improves the densification of casting.
With increasing the diameter of specimen the longitudinal effect of chill increases compared with the transversal chilling effect of mold wall on the casting. As a result the divergence angle θ increases and the densification of casting can be improved.
The nearer it gets to the chill, the larger the cooling rate of metal is; meanwhile the region difficult to feeding becomes narrow. At early stage of solidification the thickness of solid metal increases from the bottom to the pouring cup. Once the metal solidified from the bottom meets the shell solidified from the sidewall of mold, the thickness of casting stops increasing.
5 Conclusions
1) The second dendrite arm spacing(SDAS) of Al-Si-Mg alloy decreases with increasing the thickness of chill, but the effect of chill is finite and the illimitable decrease of SDAS by increasing the thickness of chill alone seems unattainable.
2) The synthetical network chart of relation among the thickness of chill, the effective range of chilling action and modulus of casting are plotted, which may be applied in the practical production and provide a scientific foundation for establishment of chill process.
3) The relationship between local solidification rate and SDAS is defined by means of quadratic polynomial regression.
References
[1] SEAH K H W, HEMANTH J, SHARMA S C. Effect of the cooling rate on the dendrite arm spacing and the ultimate tensile strength of cast iron [J]. Journal of Materials Science, 1998, 33(1): 23-28.
[2] TURHAL M S, SAVASKAN T. Relationships between secondary dendrite arm spacing and mechanical properties of Zn-40Al-Cu alloys [J]. Journal of Materials Science, 2003, 38(12): 2639-2646.
[3] PEDRO R G, JOS? E S, WISLEI R O, AMAURI G. Mechanical properties as a function of microstructure and solidification thermal variables of Al-Si castings [J]. Materials Science and Engineering A, 2006, 421(1/2): 245-253.
[4] FLEMINGS M C, SHIOHARA Y. Dendritic growth and structure of undercooled nickel base alloys [J]. NASA Technical Memorandum, 1988, 1(4069): 469-483.
[5] ANYALEBECHI P N. Effects of alloying elements and solidification conditions on secondary dendrite arm spacing in aluminum alloys [C]// Proceedings of EPD Congress 2004. TMS, Charlotte, NC, United States, 2004: 217-233.
[6] LI Q C, CHEN Y Y, JIANG Z L. Relationship between solidification thermal parameters and dendrite arm spacing and ultimate tensile strength in Al-Cu-Mn alloys [J]. Journal of the Less-Common Metals, 1985, 110(1/2): 171-174.
[7] ODE M, KIM S G, KIM W T, SUZUKI T. Numerical prediction of the secondary dendrite arm spacing using a phase-field model [J]. ISIJ International, 2001, 41(4): 345-349.
[8] ZHU Z J, ZENG S Y, WANG H W. Effects of modulus of casting on secondary dendrite arm spacing and densification of A357 alloy [J]. Foundry Technology, 2003, 24(6): 532-533. (in Chinese)
[9] PENG T C, SASTRY S M L, O'NEAL J E, TESSON J F. Correlation between dendrite-arm-spacing and cooling rate for laser-melted Ti-15V-3Al-3Sn-3Cr [C]// Lasers in Materials Processing, Conference Proceedings. American Society for Metals, Los Angeles, CA, USA, 1983: 241-246.
[10] DE S E N, CHEUNG N, GARCIA A. The correlation between thermal variables and secondary dendrite arm spacing during solidification of horizontal cylinders of Sn-Pb alloys [J]. Journal of Alloys and Compounds, 2005, 399(1/2): 110-117.
[11] XU P G, YIN F, NAGAI K. Solidification cooling rate and as-cast textures of low-carbon steel strips [J]. Materials Science and Engineering A, 2006, 441(1/2): 157-166.
[12] SPINELLIA J E, TOSETTIB J P, SANTOSA C A, SPIMC J A, GARCIA A. Microstructure and solidification thermal parameters in thin strip continuous casting of a stainless steel [J]. Journal of Materials Processing Technology, 2004, 150(3): 255-262.
[13] BAMBERGER M, MINKOFF I, STUPEL M M. Some observations on dendritic arm spacing in Al-Si-Mg and Al-Cu alloy chill castings [J]. Journal of Materials Science, 1986, 21(8): 2781-2786.
[14] LI H J, LI G S, L IU C M. Dendrite arm space in castings of Al-Si alloy [J]. Journal of Chongqing University: Natural Science Edition, 1998, 21(2): 56-61. (in Chinese)
[15] LI R D, SUN Y X, BAI Y H, YU H P, HUANG Z P. Effect of solidification parameters on dendrite arm space and tensile strength of alloy ZA27 [J]. Materials Science and Technology, 2001, 9(2): 199-202. (in Chinese)
[16] LI Q C. Basis of cast forming [M]. Beijing: China Machine Press, 1982:132-134. (in Chinese)
[17] LI Q C, CHEN Y Y, JIANG Z L. Effect of mischmetal and lanthanum on solidified parameters, dendrite arm spacing and mechanical properties in Al-4.5%Cu plate casting [J]. Chinese Journal of Mechanical Engineering, 1985, 21(4): 1-6. (in Chinese)
Foundation item: Project(0621000700) supported by the Innovation Fund for Outstanding Scholar of Henan Province, China
Corresponding author: LIU Xiang-yu; Tel: +86-391-3987472; Fax: +86-391-3987503; E-mail: liuxiang729905@yahoo.com.cn
(Edited by YUAN Sai-qian)

