ϡ�н��� 2004,(01),271-273 DOI:10.13373/j.cnki.cjrm.2004.01.067
�ѺϽ���ѹ���ܵ������о�
������ ���ƺ� ��
������ɫ�����о���Ժ�ӹ������о�����,������ɫ�����о���Ժ�ӹ������о�����,������ɫ�����о���Ժ�ӹ������о�����,������ɫ�����о���Ժ�ӹ������о����� ����100088 ,����100088 ,����100088 ,����100088
ժ Ҫ��
�ѺϽ���б�ǿ�ȸߵ��ص� , ��������Ͻ�ͺϽ�֡��ѺϽ�ı��ο�������ǿ�Ƚϴ� , ��������±䱡��ѹ������һ�����ѡ�Ϊ��̽���ѺϽ���ѹ�Ŀ����� , ����ģ��ѹ������Ļ����� , �����ѺϽ���ȱ��ι��� , Ϊ�ѺϽ���ȱ䱡��ѹ���ṩ�˲ο�����������ʾ�ѺϽ��������ѹ�¶�Ϊ 65 0�� 75 0�� , ���䲻��Ӧ���������в��� , �ɸ��ݸ����������Ҫ�ı�ת�ٺͽ����ٶ�
�ؼ��ʣ�
�ѺϽ� ;��ѹ ;��ֵӦ�� ;
��ͼ����ţ� TG376
�ո����ڣ� 2003-11-09
Study on Spinning Properties of Titanium Alloy
Abstract��
Titanium alloy exhibits the property of high strength to rigidity. It provides potentiality to replace aluminum alloy and alloy steel. Generally, it is difficult to spin titanium alloy at room temperature, because of its high deformation resistance and yield to tensile ratio. In this paper the feasibility of tube spinning titanium alloy was analyzed based on the experimental results of hot compressive deformation test. The results show that the proper spinning temperature of this alloy is about 650��750 ��. The feed rate and rotating speed should be determined by each technical step since it is not strain rate sensitive material.
Keyword��
titanium alloy; spinning; maximum true stress;
Received�� 2003-11-09
���Ȧ����ѺϽ�Ti-5523��ǿ�ȸ�, ���Ҿ��и��ߵĶ������Ժ����õ�����, �úϽ�㷺Ӧ���ں��պ�������
[1 ,2 ,3 ]
�� ͬʱ�ѺϽ����õ��ۺ�����ʹ�������ǿ��Ӧ����ѹ�������� ���IJ�����ģ������, �о��ѺϽ���±�������, Ϊ��ǿ�ѺϽ���ѹ�����ṩ�����ݡ�
1 ���Ϻͷ���
�������������̬�����ѺϽ�Ti-5523, ����Ϊ (815��5) �档 �������������� (t =10 mm) , �����¶�ԼΪ800 ��, ���徭����730~750 �汣��1 h��, ˮ����ܴ����� ѹ������Ϊ�� 8 mm��12 mm��Բ���� Ϊ��Сѹ��ʱѹͷ�������ϡ� �¶���֮���Ħ��, ���������˷���ʯīֽ��Ϊ����
��ģ��ı��������������ѹ���յı���������ȷ��, ��ѹ��ЧӦ�����ʼ��㹫ʽ
[3 ]
:
��
�B
e
=
2
3
��
0
sin
��
��
t
0
(
1
-
��
t
)
2
1
-
3
4
(
t
��
f
t
f
)
2
sin
2
��
��
ʽ��: �� 0 Ϊ�����ٶ�; �� �� t 0 , t ��f t f �� ��, ��ѹ��Ĺ����ں� (�� �� �� >0) ; �� t
�ɸù�ʽ���õ�Ӧ�����ʷ�Χ��10-2 ~10 s-1 ֮��, ������ѹ���ղ���, ѡ���� 0 ���Ϊ150 mm��min-1 , �� ��
��
�B
e
=
2
3
��
0
sin
��
��
t
0
(
1
-
��
t
)
2
, �ֱ����t 0 =12.0, 8.4, 6.0, 4.0, 2.5����Ӧ���� t -1 , �ó���ѹʱ���ı���������1 s-1 ����, ������ģ��ı������ʿ���ѡ��1��10-3 , 1��10-2 , 10-1 , 1, 5 s-1 5��Ӧ�����ʡ� �ѺϽ��ȼӹ��¶�ȡֵ, ѡ��500, 600, 700, 800, 900 �� 5���¶ȡ� ��������ģ����Ͻ���, ��������ɼ��������, ��֤Ӧ�����ʺ㶨�� �趨�߶ȷ����ѹ��������Ϊ55%�� �������ø�Ӧ����, �ﵽԤ���¶Ⱥ���5 min, ֹͣ���Ȳ�����������ѹ����
2 ���������
2.1 ���ο����ķ���
����õ��˶�����Ӧ��-��Ӧ������, ÿ����������һ�����ķ�ֵӦ���� m �� m �� m
�����Ʊ��εļ��㷽��, �������湫ʽ�������ѹ����ѹ�����η���
[3 ]
, ��֤�豸�Ƿ�������ѹ������������Ҫ��
F
R
2
3
��
m
t
0
D
��
f
c
t
g
��
��
=
��
;
����ʱ,
��
=
(
1
-
��
t
)
ln
1
1
-
��
t
;
����ʱ,
��
=
ln
1
1
-
��
t
��
��m Ϊ���ϵ������ο���, t0 ���ϱں�, D�� ����ֱ��, f������, ���� ���ֽ�, ��t Ϊ�����ʡ�
ȡ��m =912 MPa , D�� =310 mm , f=1.5 mm ��r -1 (������ѹ���õ���0.5~1.5 mm ��r -1
[3 ]
) , ���� =25��, t0 �ͦ�t �������4�����ε���ȡֵ, �����������㹫ʽ, �ֱ�õ�FR t 4�����ݡ�
���ݼ�����, �ó�������ѹ����FR T , С����ѹ��20 T ������������� �������, ��ѹ���ľ�����ѹ�����ܹ������ѺϽ���������Ҫ��
2.2 �����¶ȵķ���
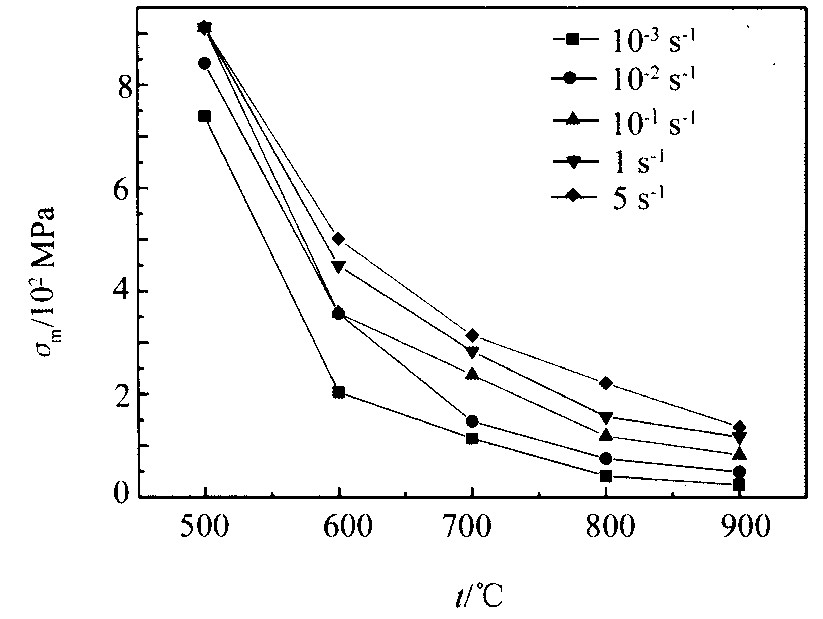
��ͼ1�п��Կ���, ���ű����¶ȵ�����, ���ο�����С, �����ڲ�ͬ���¶������С�ij̶Ȳ�ͬ, ��500~600 ��֮��, ���ο�����С�ij̶ȱȽϴ�, ������1��10-3 s -1 �����ﵽ��536 MPa , ��800~900 ��֮������Ƚ�С, ��СֵΪ17 MPa , ��ͼ1���Կ�����m ���¶ȵĹ�ϵ, �ڴ�500~600 ��֮���½��ܿ�, 600~700 ���֮, ��������½��ij̶Ⱦ�С�� ���ѺϽ���֯�����ܿ���, ������ѡ���¶Ȳ�����ʱ��, �¶�Ҫ����, �¶�ƫ��, �����ı��ο�����, ���Բ�, ����ѹ��ʱ�����ײ�������; �¶ȹ���������ʹ���κ�Ľ�����������, ������Ⱦ�Ӿ�, ������ѹ����ۺ����ܡ� ��ͼ1���Կ���, ��650~750 ��֮��, ���ο�����ԱȽ�С, ����Ϊ��������ѹ�¶ȡ�
2.3 �������ʵķ���
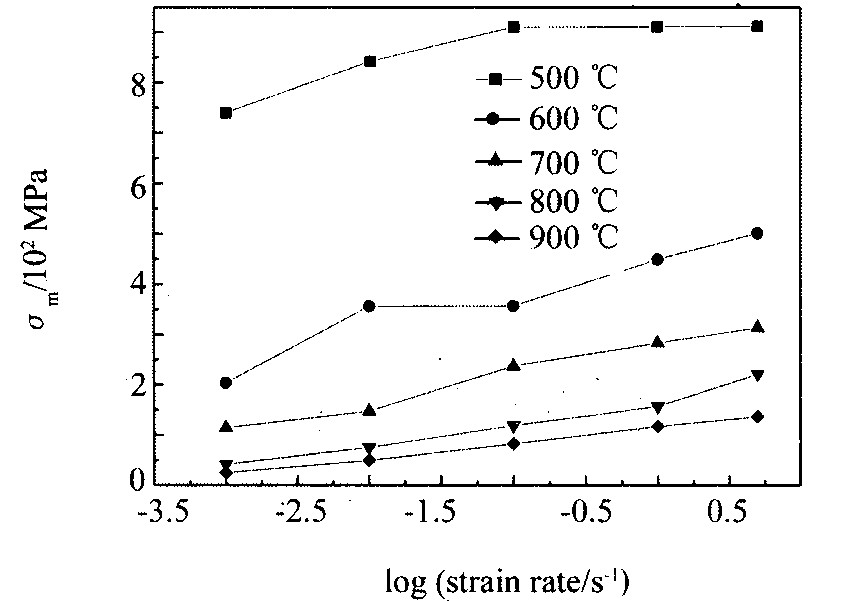
��ͼ2���Կ���, ��ͬ
ͼ1 ��m������¶ȵĹ�ϵ Fig.1 Relationship between ��mand deformation temperature
ͼ2 ��m��log �ŨB�Ĺ�ϵ Fig.2 Relationship between ��mand log �ŨB
һ�¶���, ���ű������ʵ�����, ���ο������� ��500 ��ʱ, �������ʵĴ�0.1~1 s -1 ��1~5 s -1 ʱ�ı��ο������Ӻ�С�� ���ӱ����ٶȻ�ʹ�������ٽ��Ӧ���ߡ� ��һ����������Ҫ��ʹ��Ŀ�����λ��ͬʱ�˶�; ��һ����������Ҫ��λ���˶����ٶ����� λ���˶����ٶ�Խ��, ���õļ�Ӧ����Ӧ��Խ�� ���ο�����Ȼ��Ҫ���� ͬʱ, ���ӱ�������, �¶�ЧӦ����, �������¶Ƚ�����, �Ӷ���������
[4 ]
�� ��500 ��������������¶ȱȽϵ�, �¶�ЧӦ�ͱȽ�����, �������¶����¶�ЧӦ��Ӱ��Ƚ�С, ����, ��500 ��С��0.1 s -1 �¶�ЧӦ������, �����ڸñ�����������ֱȽ����Ե��¶�ЧӦ, ���±��ο������Ӻ�С�� �������¶���, ���ű������ʵ�����, ���ο�����Ȼ����, �������ӵķ��Ⱥ�С, ������Ϊ, �úϽ���Ӧ���������в���, ����ѹ��ʱ��, ���������нϿ���ѡ��Χ�� ���Խ�������������Լ�����������Ҫ���ڲ�ͬ���ε���ת�ٺͽ�����, �������������ʡ�
3 �� ��
1.������ѹ���õ����� m ֵ, �����������ѹ����, ������ѹ��������ѹ���Ƚ�, ��ѹ�豸���������ѺϽ�������Ҫ��
2.������ѹ�����¶Ⱥ����������µ��� m ֵ�ıȽ�, �ó�650~750 ��֮���ǸúϽ�ĺ�����ѹ�¶�; �úϽ���Ӧ���������в���, ���Ը��ݸ����������Ҫ�ı�ת�ٺͽ����ٶȡ�
�����
[1] ���º�ɺ, �š���, ������, ��.����ǿ�������ѺϽ�[P].�й�, ����ר��, 87105768.9, 1987.8.24.
[2] ���š���.�����ѺϽ�ĸ���[J].ϡ�н���, 1995, 19 (7) :298.
[3] ��������, ������, �ܸ�˳, ��.��ǿ����ѹ�������豸[M].����:������ҵ������, 1986.68.
[4] ��������.���������Գ���ԭ��[M].����:��е��ҵ������, 1985.34.