Trans. Nonferrous Met. Soc. China 24(2014) 3632-3638
Formation mechanism and criterion of linear segregation in ZL205A alloy
Ye WANG1, Shi-ping WU1, Xiang XUE1, Rui-run CHEN1, Jian-bing ZHANG2, Wen-feng XIAO2
1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. Shoudu Aerospace Machinery Company, Beijing 100071, China
Received 16 December 2013; accepted 28 April 2014
Abstract: The experiments and numerical simulation were conducted for ZL205A aluminum alloy cylindrical shell casting. The formation mechanism of the linear segregation produced by the low pressure die casting (LPDC) process was investigated. And the heat transfer of the casting during solidification process was analyzed by simulation technique, resulting from the information of linear segregation obtained by plenty of experiments. The new linear segregation criterion was proposed through the simulation and experimental results. It was found that the melting metal with high Cu contents was feeding the crack shrinkage formed by the tearing under the effect of feeding pressure during the later solidification, which led to the formation of linear segregation. The control methods for the linear segregation were suggested based on the proposed mechanism. Finally, the criterion of linear segregation was confirmed by the production of the actual castings.
Key words: cylindrical shell casting; linear segregation; formation mechanism; criterion; control method
1 Introduction
As one of the high strength cast Al-Cu alloys [1], ZL205A, has been widely used in the automobile and military industry owing to its excellent mechanical properties at room temperature and high temperature [2-4], which is the preferential material in choosing the aluminum casting parts in the manufacture and the design of the aircraft [5,6]. However, the application and development are prevented seriously by its poor casting ability and large sensitivity to wall thickness in ZL205A alloy. The large crystallization range (633-544 ��C) and the mushy solidification mode induced plenty of casting defects in productions, such as shrinkage porosity, segregation and hot tearing [7]. Among those defects, the macrosegregation appears frequently and is the most harmful defect in the large size ZL205A alloy castings. There are four types of the macrosegregate reported in large ZL205A alloy casts produced by low pressure die casting, namely linear segregation [8], punctate segregation [9], zonal segregation and nebulous segregation [10].
In the past decades, the formation of the segregation in Al-Cu alloys has been investigated and explained by many researchers [11-13]. During the solidification process in Al-Cu alloys, segregation occurs in several ways in which the solute elements could redistribute within the solidified structure. The generally accepted theory is that the interdendritic channels may contain liquid with highly solute content caused by lateral diffusion of solute during the dendritic growth, and then the high solute liquid is drawn towards the residual liquid from freezing interface by the convective flows in the melt, inducing abnormally high solute enrichment at final solidification regions in the Al-Cu ingot [14]. But for the large ZL205A alloy casts, the melt has not enough time and space for the convection because of the configuration of shell casting and the desirable sequence of the solidification. Thus, the conventional theory would not adapt to explain the formation of the macrosegregation in ZL205A cylindrical shell castings. Although ZL205A cylindrical shell castings have been widely used in aerospace and military industry for many years, there are barely investigations on the formation mechanism of macrosegregation related to the production. Therefore, in order to achieve the designed performance of the casting, the prediction and control of macrosegregate in large ZL205A alloy castings is very important, especially in the design stage. LI et al [8] have attempted to explain the formation mechanism of linear segregation, and suggested that Cu might be concentrated in the melt during the thickness transition of casting wall. But the mechanism responsible for such behavior has not yet been well investigated, due to the fact that the proposed theory in their works was just inferred from some observable characteristics of those segregations. Hence, it is significant to investigate the responsible formation mechanism of linear segregation during the solidification process.
In this work, the phenomenon of thermal transfers during the pressure solidification process of the ZL205A casting was analyzed by simulating the mold filling and subsequent solidification process of the ZL205A shell casting, and then the solidification information of the linear segregation area was obtained. In order to obtain the appropriate process parameters for low pressure die casting of cylindrical shell ZL205A alloy, not only the formation mechanism and the criterion of linear segregation in ZL205A cylindrical shell casting by LPDC process were proposed, but also the control methods for linear segregation were advanced.
2 Experiment and simulation
In the present work, the actual large size ZL205A alloy cylindrical shell casting has been produced and simulated. The slit gating system and chills were adopted to reinforce the globe feed, exhausting and establishing the solidification sequence. The model of the casting system required by simulation was implemented using the Pro/Engineer software of PTC, as shown in Fig. 1. Following, the FEM meshes of this model were generated automatically by the MeshCAST module; the practical casting process parameters were regarded as initial boundary conditions and defined in the pre- processor. Then, the simulation of the mould filling and solidification was performed by the ProCAST software.
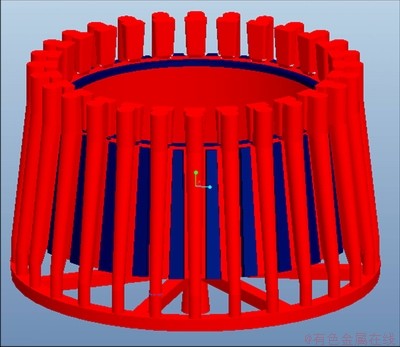
Fig. 1 Shape of ZL205A cylindrical shell casting, gating system and chills
3 Results and discussion
3.1 Microstructure of linear segregation
The experimental results show that, the linear segregation has been observed at the lower parts of the casting, which is connected to slit gating system. The location and the morphology of the linear segregation are shown in Figs. 2(a) and (b), and SEM images of the microstructure at the cross-section of the linear segregation are shown in Figs. 2(c) and (d). It can be observed that there are large bright phases concentrated at the grain boundaries in the linear segregation area. The EDS analysis results show that the large network-like bright phase is Al2Cu and the matrix is almost pure Al.
3.2 Formation mechanism of linear segregation
The cylindrical shell casting was investigated in this work, the hot spot was observed in the casting at every part which is connected to the slit gating system by the simulation results. This means that there is a large tendency to form the hot tear at those places. In addition, the temperature profile at the hot spot is obtained based on the simulation results, as shown in Fig. 3(a). Figure 3(b) shows the comparison of temperature curves at forepart (point A), middle part (point B) and tail part (point C) through the feeding path in the hot spot, respectively. The locations of points A, B, C are illustrated in Fig. 3(a). It is found that the temperature of point B is higher than that of point A corresponding to the hot tearing formed temperature range of 560-554 ��C, and the temperature of point C is still nearly 600 ��C. Moreover, through the analysis of the fraction solid results, it can be observed that the feed angle is near 180�� along the feeding path.
On the other hand, when the hot cracks formed in the casting, the pressure on these cracks is close to the vacuum. Based on the simulation results, the liquid pressure drop in the mushy zone of the hot spot is about 100 kPa, which corresponds to the packing pressure in the experiment. Thus, the feeding conditions are satisfied. This means that once the hot cracks are formed at the pontes of the slit gating system and the casting, they would be fed by the melt in the silt gating immediately.
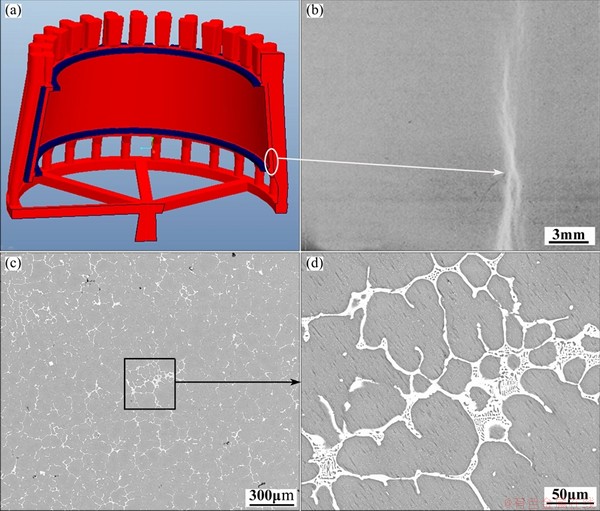
Fig. 2 Macro (a, b) and micro (c, d) configuration of linear segregation in ZL205A casting
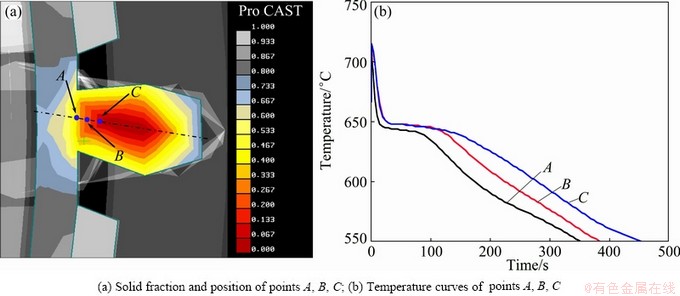
Fig. 3 Temperature curve of hot spot of ZL205A casting: (a) Solid fraction and position of points A, B, C; (b) Temperature curves of points A, B, C
Through the analyses above, considering that the hot cracks will form in the casting along the parts connected to the slit gating, and the linear segregation can only be observed at the bottom of the casting. The distribution of the solute Cu in the slit gating was also investigated in this work. The simulation result shows that the solidification time of the slit gating system is very long, so the floatation of the lower density ��(Al) grains along the gravity direction would induce a solute-depleted region near the top and a solute-rich region with a high eutectic fraction near the bottom of the slit gating system [15]. According to this phenomenon, the pressure drop would decrease with the increase of solute Cu in feeding melt, which leads to the linear segregation discovered at lower parts of the casting only.
Therefore, according to the similar defect morphology between the linear segregation and the hot cracking, the mechanism formation of the linear segregation can be regarded as the coupling operation of the hot tearing and the feeding process during the solidification process. The great shrinkage of the ZL205A alloy brings on the hot cracks in the hot spots firstly during the late solidification, and the minus pressure forms in the crack. During the growth of the crack, the melt with high Cu content at the bottom of the casting can feed this crack subsequently and continuously. Finally, those cracks are cicatrized by the eutectic structure (��(Al)+Al2Cu) at 548 ��C, as shown in Fig. 4.
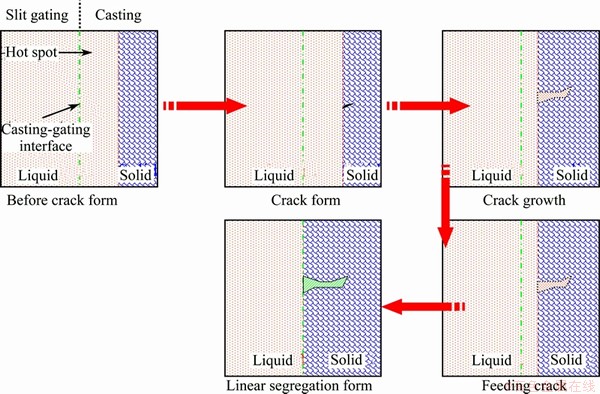
Fig. 4 Schematic diagram of formation mechanism of linear segregation
As a matter of fact, whether the tendency of hot tearing or the condition of feeding implement, it always relates to the size of the equiaxed grain, the structure of the grain boundary and the solidification manner. But the calculation and the prediction of the linear segregation by considering those factors would be very complex and time consuming. Therefore, in order to predict the location and the tendency of linear segregation in simulation process simply and effectively, the solidification information, including temperature gradient, cooling rate and solidification rate, has just been investigated for establishing the criterion. Because those factors mentioned above have a relationship with the solidification information closely for the same alloy.
3.3 Criterion of linear segregation
Considering that the noted criterion of the hot tearing based on the solidification parameter was proposed by the SAHM and HANSE [16], the criterion equation of the resisting hot tearing is
 (1)
(1)
where R is solidification rate; U is cooling rate; G is temperature gradient; Vet is solidification shrinkage rate.
And considering that the packing pressure acted on the melt during the solidification process, WEN et al [17] suggested that the melt feeding criterion should be
 (2)
(2)

where ��p is the pressure drop within the feeding path; patm is the atmospheric pressure; pLPDC is the packing pressure; ��lgh is the pressure experienced at depth h within the melt.
According to the analyses above, it can be concluded that the part in casting where the hot cracking appeared and satisfied the melt feeding conditions simultaneity, has the great tendency to form the linear segregation. Namely, the formation of the linear segregation is directly determined by the tendency of hot tearing and the capability of feeding. Supposing the formation criterion of the linear segregation as LMSC (linear macrosegregation susceptibility coefficient) index, the LMSC should satisfy the following relationship:
 (3)
(3)
where A and B are undetermined constants.
Supposing that the solidification shrinkage rate Vet of the ZL205A and the pressure drop within the feeding path are constant, then Eq. (3) can be expressed as
 (4)
(4)
where A�� and B�� are undetermined constants similarly.
Through the analyses of the solidification information obtained by the simulation results, the relationship between the temperature gradient and cooling rate is  >1 within the globe casting, in which the cooling rate is less than 1 ��C/s , thus,
>1 within the globe casting, in which the cooling rate is less than 1 ��C/s , thus,
 >1 (5)
>1 (5)
Therefore, the inequalities and
and  are tenable, and then a constant will exist, satisfying the conditions of the hot tearing formation as well as the feeding performance (
are tenable, and then a constant will exist, satisfying the conditions of the hot tearing formation as well as the feeding performance ( ), which will induce the formation of the linear segregation.
), which will induce the formation of the linear segregation.
The solidification shrinkage rate Vet and the pressure drop ��p are substituted to Eq. (5), and it can be obtained
 (6)
(6)
Hence, the formation criterion of the linear segregation is proposed as follows:
 (7)
(7)

where K is critical value of the criterion.
Through the temperature analysis and the solidification data processing with the simulation result, the critical value of the criterion of the LPDC cylindrical shell ZL205A casting was obtained. The prediction results of the linear segregation of the modeled experiment showing K=673, as illustrated in Fig. 5, which means that the linear segregation will occur in the part where the inequation  are satisfied; while the area with the solidification parameters
are satisfied; while the area with the solidification parameters  are safe.
are safe.
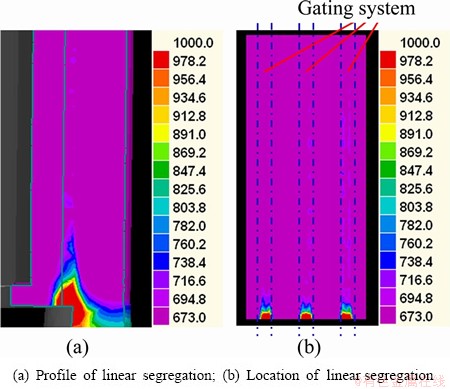
Fig. 5 Prediction results of linear segregation of modeled experiment
3.4 Control method of linear segregation
Based on the investigation above, the linear segregation is induced by both the formation of the hot tearing in the casting and the subsequent feeding process with the Cu-rich melt. The distribution gradient of the solute is caused by the floatation of the equiaxed grains in silt gating system. Considering that the hot spots cannot be avoided during the feeding process, the control methods of the linear segregation can be obtained as follows: 1) the tendency of the hot tearing should be reduced; 2) the movement of the equiaxed grains should be prevented. Therefore, at the design stage of the casting, the appropriate number and size of the stiffener should be appended to enhance the ability of resisting distortion. Equally, the filter should be placed in the slit gating to prevent the grains from floatation, since the filter could increase the viscous force of the melt, and the convection caused by the grains floatation and thermal-solute would be prevented.
4 Confirmation experiment
In order to validate the applicability and accuracy of the criterion proposed in this work, the confirmation experiments are performed and simulated by choosing the casting with different configuration and pouring process parameters. Figure 6(a) shows the three-dimensional model of the casting system. The filling mould and the solidification process have been simulated before the production, and then the dangerous formation area of the linear segregation has been predicted by the proposed prediction model. The prediction results are shown in Fig. 6(b). It is found that the large tendency of the linear segregation not only appears at the parts of the casting connected to the slit gating system, where K>1000, but also inside the stiffener near the skin of the casting, where K>803, as shown in regions A and B indicated in Fig. 6(b). The experiment of this casting is conducted to confirm the criterion index. The X-ray inspection result shows that the linear segregation occurs at the predicted position, and the inspection photos of the linear segregation are shown in Figs. 6(c) and (d) corresponding to the regions A and B respectively.
In another confirmation case, a number of interior stiffeners were set in the casting to prevent the formation of the linear segregation. Finally, the X-ray examination results of the production show that there is no linear segregation present in the casting produced with the same process parameters.
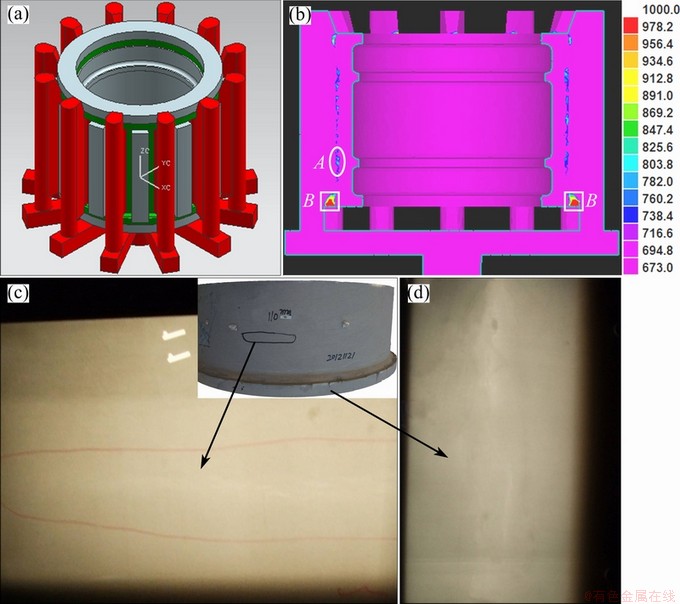
Fig. 6 Three-dimensional model of confirmation experiment (a), prediction result of linear segregation (b), experiment result of linear segregation inside stiffener (c) and linear segregation at pontes of slit gating and casting bottom (d)
5 Conclusions
1) The stress concentration at the high temperature zones of the casting induced by solidification shrinkage results in the formation of hot cracks. Then those cracks were fed by the melt with high concentration of Cu, which leads to the formation of linear segregation subsequently.
2) Based on the simulation results and the theoretical analysis, the criterion of the linear macrosegregation was obtained. Namely, linear macrosegregation susceptibility coefficient LMSC=  , the critical value of the criterion K = 673 for large LPDC cylindrical shell ZL205A casting was provided by the experimental and simulation results.
, the critical value of the criterion K = 673 for large LPDC cylindrical shell ZL205A casting was provided by the experimental and simulation results.
3) The experimental results show that a reliable criterion index to determine the potential positions of the linear segregation in large LPDC cylindrical shell ZL205A casting was established.
4) The control methods for eliminating the linear macrosegregation were suggested according to the segregation formation conditions. The appropriate number and size of the stiffener inside casting and some filters along the vertical direction in the slit gating can prevent the formation of linear segregation effectively.
References
[1] JIA P J, WANG Q. The key technology of a stand casting of high strength Al2Cu alloy ZL205A [J]. Chinese Journal of Rare Metals, 1999, 23(2): 153-156.
[2] YU G L. Casting process of hanging rack on aircraft made of high strength aluminum alloy ZL205 [J]. Journal of Materials Engineering, 2001, 1(1): 43-46.
[3] CHEN B F, JIA P J. Application of ZL205A high strength and high-quality casting in large aircraft [J]. Journal of Materials Engineering, 2009(1): 77-80.
[4] ZHANG Ming, ZHANG Wei-wen, ZHAO Hai-dong, ZHANG Da-tong, LI Yuan-yuan. Effect of pressure on microstructures and mechanical properties of Al-Cu-based alloy prepared by squeeze casting [J]. Transactions of Nonferrous Metals Society of China, 2007, 17: 496-501.
[5] WANG Ji-chang. Study on low pressure casting of ZL205A alloy used in large unitary hull and typical disfigurement [D]. Harbin: Harbin Institute of Technology, 2010. (in Chinese)
[6] MIN Li, WANG Hong-wei, WEI Zun-jie, ZHU Zhao-jun. The effect of Y on the hot-tearing resistance of Al�C5wt.% Cu based alloy [J]. Materials and Design, 2010, 31: 2483-2487.
[7] LI B , SHEN Y F, WEI Y. Casting defects induced fatigue damage in aircraft frames of ZL205A aluminum alloy: A failure analysis [J]. Materials and Design, 2011, 32: 2570-2582.
[8] LI Yu-sheng, ZHAI Hu-yan, SONG Wei-ping. The study on formative mechanism of linearity segregation of ZL205A alloy Shelly casting [J]. Foundry, 2006, 55(11): 1170-1173. (in Chinese)
[9] SHI Xiao-ping, LI Yu-sheng. Study on ZL205A alloy segregation [J]. Foundry, 2011, 60(10): 1022-1026. (in Chinese)
[10] LI Y S, ZHAI H, FENG Z J, QU X H. Formation law and criterion of nebulous macroscopic segregation in ZL205A alloy castings [J]. China Foundry, 2008, 1: 20-23.
[11] LI Hong-ying, SU Xiong-jie, YIN Hao, HUANG De-sheng. Microstructural evolution during homogenization of Al-Cu-Li-Mn- Zr-Ti alloy [J]. Transactions of Nonferrous Metals Society China, 2013, 23: 2543-2550.
[12] YAN Xin-yan, XIE Fan-you, CHU M, CHANG Y A. Microsegregation in Al-4.5Cuwt.% alloy: Experimental investigation and numerical modeling [J]. Materials Science and Engineering A, 2001, 302: 268-274.
[13] TVEITO K O, BEDEL M,  M, COMBEAU H, HAMDI M M, KUMAR A, DUTTA P. Numerical study of the impact of inoculant and grain transport on macrosegregation and microstructure formation during solidification of an Al-22%Cu alloy [C]//IOP Conference Series: Materials Science and Engineering, London: IOP Publishing, 2012, 33(1): 12089-12096.
M, COMBEAU H, HAMDI M M, KUMAR A, DUTTA P. Numerical study of the impact of inoculant and grain transport on macrosegregation and microstructure formation during solidification of an Al-22%Cu alloy [C]//IOP Conference Series: Materials Science and Engineering, London: IOP Publishing, 2012, 33(1): 12089-12096.
[14] BOEIRA A P, FERREIRA I L, GARCIA A. Alloy composition and metal/mold heat transfer efficiency affecting inverse segregation and porosity of as-cast Al-Cu alloys [J]. Materials and Design, 2009, 30: 2090-2098.
[15] ARVIND K, MIKE J W, SURESH S, PEADIP D. Grain floatation during equiaxed solidification of an Al-Cu alloy in a side-cooled cavity: Part I. Experimental studies [J]. Metallurgical and Materials Transactions B, 2011, 42: 825-836.
[16] SAHM P R, HANSE P N. Numerical simulation and modeling of casting and solidification [C]//Processes for Foundry and Cast-house. Zurich: CIATF, 1984: 135-147.
[17] WEN Xing-huo, HE Bing-jun, TONG Ben-xing, LIU Bai-cheng. Study on shrinkage porosity criterion under pressure conditions [J]. Journal of Tsinghua University: Sci & Tech, 1998, 38(8): 54-56.
ZL205A���Ͻ���״ƫ�����γɻ������о�
�� ��1����ʿƽ1��Ѧ ��1��������1���Ž���2��Ф�ķ�2
1. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001��
2. �������е��˾������ 100071
ժ Ҫ������ʵ�����ֵģ�ⷽ������ZL205A���Ͻ�Ͳ�ο��������ڵ�ѹ����ʱ���ֵ���״ƫ�����γɻ�����Ԥ��ģ�ͽ����о���������ֵģ�⼼���Ը������������ڼ�Ĵ��Ƚ��з�����ͨ������ʵ�ʵ�ѹ������ZL205A�Ͻ������в�������״ƫ����Ϣ��������ѹ������̵��¶ȳ��Լ���״ƫ���γɲ�λ���̲����ı仯���ɣ������ZL205A�Ͻ��ѹ���������״ƫ�����γɻ������оݡ��о�������ZL205A�Ͻ���������״ƫ�����������������̺��ڣ���עϵͳ���ܽ��в�������ʱ�����ֲ��γ����ѣ���Ũ�ȵ������ڲ���ѹ���������¶Ը��������������ڸò�λ�γ���״ƫ�������ݷ����ó��γɻ������õ�������״ƫ���Ĺ��տ��Ʒ�����������״ƫ���оݶ�������������״ƫ������ģ��Ԥ�⣬Ԥ������ʵ�ʽ�ע����ĶԱȱ��������о��ܹ���Ϊȷ��Ԥ��ZL205A�Ͻ�Ͳ�ο�����������״ƫ��λ�á�
�ؼ��ʣ�Ͳ�ο�����������״ƫ�����γɻ������оݣ����Ʒ���
(Edited by Xiang-qun LI)
Corresponding author: Xiang XUE; Tel: +86-451-86418009; E-mail: xxue@hit.edu.cn
DOI: 10.1016/S1003-6326(14)63508-1

