文章编号:1004-0609(2014)01-0043-10
薄壁铝合金压铸充型过程中的流动特征及其凝固组织
朱必武1, 2,李落星1, 2,刘 筱1, 2,张立强1, 3,卜晓兵1, 2,徐 戎1, 2
(1. 湖南大学 汽车车身先进设计与制造国家重点实验室,长沙 410082;
2. 湖南大学 机械与运载工程学院,长沙 410082;
3. 中南林业科技大学 机电工程学院,长沙 410004)
摘 要:采用旋转黏度计测定AlSi10MnMg铝合金熔体的黏度,压铸制备薄壁铝合金铸件,并用高速摄像技术记录分析充型速度,计算流体力学参数Re数和We数来表征薄壁铝合金压铸充型过程中的流动特征,最后采用OM研究其组织。结果表明:旋转黏度计适合于测定非牛顿流体铝合金熔体系统;铝合金熔体以层流、充型前端液面自由表面破碎成细小液滴的形式高速填充薄壁流动试样型腔;浇注温度升高,黏度减小,充型时间、充型速度和充型距离增加,气孔增加,α(Al)晶粒由块状向球状、蔷薇状转变,晶粒尺寸分布越来越均匀;沿充型流动长度方向,气孔先增加后减少,晶粒尺寸分布变化不大;铸件中心位置晶粒尺寸、α(Al)相含量大于型壁边界位置。
关键字:薄壁铝合金;高温压铸;流动特征;凝固组织;充型过程
中图分类号:TG249.2 文献标志码:A
Flow characteristics and solidified microstructure during filling process of thin-wall aluminum alloy under high pressure die casting conditions
ZHU Bi-wu1, 2, LI Luo-xing1, 2, LIU Xiao1, 2, ZHANG Li-qiang1, 3, BU Xiao-bing1, 2, XU Rong1, 2
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,
Hunan University, Changsha 410082, China
2. College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China
3. College of Mechanical and Electrical Engineering,
Central South University of Forestry and Technology, Changsha 410004, China)
Abstract: The viscosity of AlSi10MnMg aluminum alloy was measured by a rotational viscometer. The thin-wall fluidity samples were prepared by high pressure die casting. The filling velocity was recorded and analyzed by high speed camera system. Re and We were calculated to represent the flow characteristics during the filling process. OM was employed to study the microstructure. The results show that the rotational viscometer is suitable for the non-Newtonian fluid aluminum alloy melt system. The aluminum alloy melt fills the cavity of thin-wall fluidity specimen at a high-speed in the form of laminar flow when the melt free surface is broken into small droplets. While the viscosity decreases with the pouring temperature increasing, the filling fluidity time, velocity and length increase. High temperature increases porosity and causes that the morphology of α(Al) grain changes from massive to spherical and rose-shaped. The grains become uniform with the temperature increasing. The porosity decreases firstly and then increases, but the change of grain size distribution is undetectable along fluidity length. Both the grain size and α(Al) phase in the center are higher than those in the boundary.
Key words: thin-wall aluminum alloy; high pressure die casting; flow characteristics; solidified microstructure; filling process
薄壁铝合金铸件具有密度小、力学性能优良等特点,近年来广泛应用于汽车车身与底盘等结构件,这类零件尺寸大且精度要求高、壁厚小且结构复杂,其充型问题成为此类零件成形的关键问题[1-2]。压铸作为一种快速的近净成型工艺,具有生产效率高、尺寸精度高和力学性能优异等特点,特别适合于此类零件的生产[3]。薄壁铝合金铸件在压铸充型流动过程中,铝合金熔体以很快的速度压入型腔,然后在压力下充型凝固,其组织会经历一系列变化,这种变化反过来又会影响充型流动过程。目前,相关研究主要集中在各因素对铝合金熔体流动充型能力的影响[4-5]、成形工艺参数对成形后零件组织力学性能的影响[6-7]。谭建波 等[8]研究了不同成形工艺参数下半固态合金熔体充型沿程流动过程中的组织演变。本研究前期讨论了不同压铸工艺条件下薄壁铝合金充型沿程流动过程中的组织和力学性能规律[9]。但是,这些研究都仅仅是基于实验结果的定性分析,脱离了压铸过程中铝合金熔体充型流动本身的流动特性。因此,研究薄壁铝合金在压铸过程中的充型流动特征、凝固过程对最终组织的影响很有必要。
为了研究薄壁铝合金压铸过程中充型流动行为以及凝固过程对组织的影响,本文作者测定铝合金熔体的黏度,压铸制备薄壁AlSi10MnMg铝合金试样并记录分析了铝合金熔体的充型流动速度,通过计算流体力学参数Re数和We数来表征薄壁铝合金压铸充型过程中的流动特征,然后从铝合金熔体本身的流动特征出发分析了其凝固过程以及最终的气孔形态和组织。这对优化此类大型复杂薄壁件压铸工艺参数、改善压铸件组织力学性能均有积极意义。
1 实验
1.1 合金准备
实验选用自制AlSi10MnMg铝合金,其质量配比为10%Si、0.6%Mn、0.4%Mg、0.2%Ti、0.02%Sr,其余为Al,其液、固相线温度分别为897和825 K。熔炼采用井式电阻石墨坩埚炉,C2Cl6精炼除气,Al-5Ti-B细化,Al-10%Sr变质,然后将合金熔体静置,准备实验。
1.2 黏度测试
采用ZCN1600型高温旋转黏度计进行铝合金的黏度测试,测试仪采用上转法,转子和坩埚由刚玉陶瓷制得,铝合金熔体以10 K/min降温,每降10 K测一次黏度值,直到铝合金熔体黏度过大无法继续测量为止,整个黏度测试过程在氩气保护下进行。
1.3 压铸实验
实验所用设备为J1113G型卧室冷室压铸机,采用二级压射速度,调节设定慢压射速度为300 mm/s,快压射速度为4 000 mm/s,由慢转快时间为0.60 s,压射冲头直径60 mm,压射比压20 MPa,无设置增压,模具材料H13钢,模具试制5~6模预热至355~423 K,涂料为压铸用脱模剂,浇注温度分别为923、953、983和1013 K。
压铸试样尺寸如图1所示,图2所示为试样实物图。其流动试样(Fluidity specimen)截面尺寸为10 mm×1.5 mm,总长度为908 mm,测量记录流动充型长度(Lf)。

图1 压铸流动试样尺寸示意图
Fig. 1 Schematic diagram of as-casting fluidity specimen (Unit: mm)

图2 压铸流动试样实物照片
Fig. 2 Photo of as-casting fluidity specimen
1.4 冲头运动轨迹记录
图3所示为在压射冲头活塞上安装一运动参照物。此参照物与压射冲头始终保持相对静止,参照物运动轨迹由REDLAKE HG-LE型高清摄像机记录,记录频率为1 kHz。通过摄像图像帧数描点得出压射冲头位移―时间曲线,通过对位移―时间曲线求导得出压射冲头速度―时间曲线。
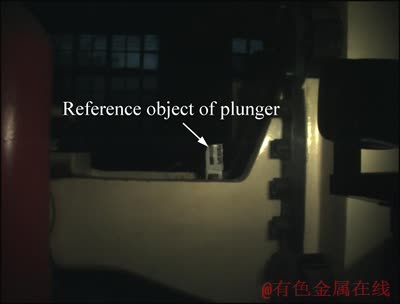
图3 冲头运动参照示意图
Fig. 3 Reference object of motion for plunger
1.5 金相实验
金相组织采用Axiovert 40 MAT型金相显微镜观察,金相照片处理采用Micro-image Analysis & Process金相图像分析系统,取样位置距离压铸流动试样入口处距离分别为45、135、235、330、410、495、575、645、715和805 mm。
2 实验结果
2.1 黏度结果
图4所示为通过高温黏度计测定获得的AlSi10MnMg铝合金熔体黏度的曲线。由图可知,其黏度曲线拟合方程: 有类似Arrhenius方程的形式,黏度随温度的升高而减小,黏度值在3.8~17.8 Pa・s。
有类似Arrhenius方程的形式,黏度随温度的升高而减小,黏度值在3.8~17.8 Pa・s。
2.2 充型流动长度结果
图5所示为压铸薄壁铝合金流动试样在不同浇注温度下的充型流动长度。由图5可知,充型流动长度随浇注温度的升高逐渐增大,其拟合曲线近似满足线性方程:Lf=4.4T-3 472,温度每增加1K,其充型流动长度增加约为4.4 mm,充型流动长度值为570~ 940 mm。
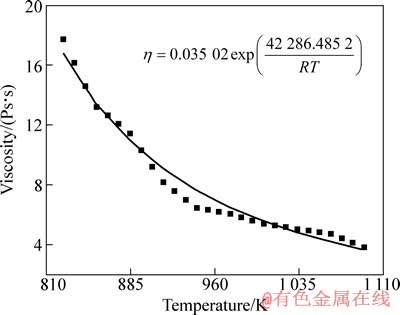
图4 AlSi10MnMg合金黏度随温度变化的曲线
Fig. 4 Change curves of viscosity of AlSi10MnMg alloy with temperature
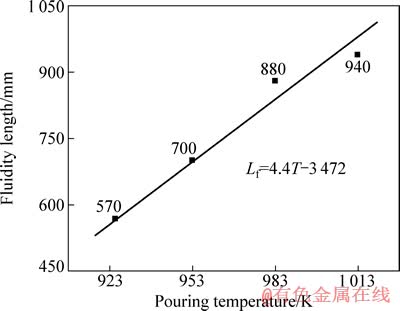
图5 压铸流动试样充型长度随浇注温度的变化
Fig. 5 Change of filling length of as-casting fluidity specimen at different pouring temperatures
2.3 充型流动速度结果
图6所示为浇注温度1 013 K时压射冲头运动位移―时间、速度―时间曲线,对图6(a)曲线末端局部放大即可得到流动式样充型阶段的压射冲头位移―时间、速度―时间曲线图6(b)。由图6可知,由快转慢时刻约为0.062 s,在经过约0.036 s后,达到其峰值约3 750 mm/s,然后经过约0.014 s速度降为0,速度参数基本达到压铸机设置值,充型流动速度减速过程快于增速过程。
在图6(b)曲线中确定实验数据点A(τ′,L0)铝合金熔体充型至流动试样型腔入口处时刻对应的压射冲头运动的(时间τ,位移L)和B(τ′,v0)此时刻压射冲头运动的(时间τ,速度v)。根据压射冲头运动规律有
Δτ=τs-τ′ (1)
式中:τs为压射冲头停止运动的时刻,Δτ为流动试样
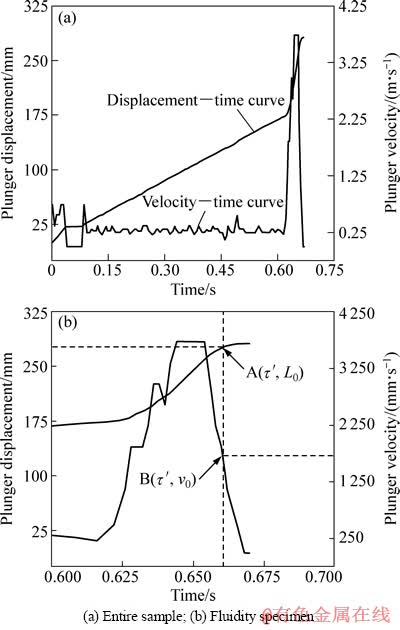
图6 压射冲头位移―时间、速度―时间曲线(1 013 K)
Fig. 6 Displacement―time and velocity―time curves of plunger (1 013 K)
充型阶段冲头运动的时间。假设熔体不可压缩有
 (2)
(2)
 (3)
(3)
式中:S为流动试样截面面积, 为压射冲头停止运动时刻对应的位移,SPlunger为压射冲头的面积,
为压射冲头停止运动时刻对应的位移,SPlunger为压射冲头的面积, 为流动试样内对应的铝合金熔体充型速度。从图6(b)中读取,连同将2.2中的充型流动长度Lf代入式(2)即可求得铝合金熔体充型至流动试样时刻的压射冲头位置L0,然后在图6(b)中读取对应的时刻τ′,对应即可读取对应的速度v0,然后根据式(3)即可获得流动试样内对应的铝合金熔体的流动速度;在图6(b)中读取τs,连同τ′代入式(1)即可获得流动试样充型阶段所用的时间Δτ。同理,可以获得浇注温度为983、953和923 K时对应的和Δτ,其值如表1所列,随着浇注温度升高,流动试样充型速度变大、充型时间变长。
为流动试样内对应的铝合金熔体充型速度。从图6(b)中读取,连同将2.2中的充型流动长度Lf代入式(2)即可求得铝合金熔体充型至流动试样时刻的压射冲头位置L0,然后在图6(b)中读取对应的时刻τ′,对应即可读取对应的速度v0,然后根据式(3)即可获得流动试样内对应的铝合金熔体的流动速度;在图6(b)中读取τs,连同τ′代入式(1)即可获得流动试样充型阶段所用的时间Δτ。同理,可以获得浇注温度为983、953和923 K时对应的和Δτ,其值如表1所列,随着浇注温度升高,流动试样充型速度变大、充型时间变长。
2.4 金相结果
表1 不同浇注温度下的Lf、 和Δτ值
和Δτ值
Table 1 Lf, and Δτ at different pouring temperatures

图7所示为压铸流动试样入口处(45mm)不同浇注温度下的金相照片。由低倍金相照片图7(a)~(d)可知,随着浇注温度的升高,流动试样入口处的气孔逐渐增多,气孔形态从大尺寸转变成弥散分布。由试样中心位置的高倍金相照片图7(a′)~(d′)可知,当浇注温度为923 K时,初生α(Al)呈不规则的块状且分布不均匀,然后随着浇注温度的升高,块状α(Al)数量减少、尺寸变小,在浇注温度为1013K时,α(Al)转变为规则的球状和蔷薇状、分布也很均匀。由试样型壁边界位置的高倍金相照片图7(a″)~(d″)可知,其α(Al)枝晶尺寸均比试样中心位置的尺寸要小,在浇注温度为923 K时,尺寸相差较大,然后,随着浇注温度的升高,α(Al)枝晶尺寸相差变小。
图8所示为流动试样入口处(45 mm)不同浇注温度下金相组织枝晶平均截距和初生α(Al)相含量。图中DC为试样中心位置组织枝晶平均截距,DB为试样型壁边界位置组织枝晶平均截距,cC为试样中心位置组织初生α(Al)相含量,cB为型壁边界位置组织初生α(Al)相含量。由图8可知,α(Al)枝晶平均截距随温度变化不大,初生α(Al)含量随温度的升高先增加后减少,试样中心位置组织的α(Al)枝晶平均截距、初生α(Al)相含量均大于型壁界面位置组织。
图9和10所示为流动试样充型沿程流动长度上的金相照片。图10中只间隔取用45、235、410、575和715 mm沿程流动位置上的结果。由低倍金相照片图8(d)和10(a)~(e)中可知,浇注温度为1 013 K时,气孔沿充型长度的增加数量先减少然后增加,形态从弥散型转变成大尺寸不均匀分布;浇注温度为923 K时;图8(a)和9(a)~(c)中所示气孔数量和形态的变化有点类似于图10(c)~(e)。由试样中心位置的高倍金相图8(a′)、9(a′)~(c′)、8(d′) 和10(a′)~(e′)可知,充型沿程α(Al)枝晶组织变化不大。由试样型壁边界位置的高倍金相图8(a″)、9(a″)~(c″)、8(d″)和10(a″)~(e″)可知,α(Al)枝晶尺寸相比试样中心位置有一定程度上的细化,充型沿程α(Al)枝晶组织变化亦不大。
图11所示为流动试样充型沿程长度上组织枝晶平均截距和初生α(Al)相含量。由图11可知,试样中心位置组织的α(Al)枝晶平均截距、初生α(Al)相含量均大于型壁边界位置组织的;α(Al)枝晶平均截距和初生α(Al)相的含量沿充型长度的增加呈波浪形变化,变化幅度较小。
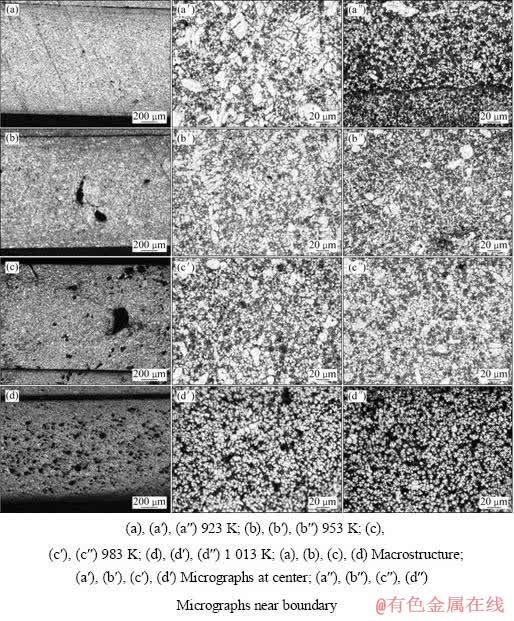
图7 流动试样45 mm处不同浇注温度下的金相照片
Fig. 7 OM photos of fluidity specimen at 45mm under different pouring temperatures
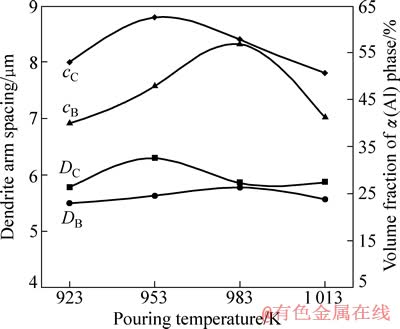
图8 流动试样45 mm处不同浇注温度下组织枝晶平均截距和初生α(Al)相含量
Fig. 8 Dendrite arm spacing and primary α(Al) phase content of fluidity specimen at 45 mm under different pouring temperatures
3 分析与讨论
3.1 黏度、充型速度以及充型长度分析
大量研究发现,金属以及铝合金熔体的黏度随温度的升高而降低,这是由于液体金属原子间距紧密,温度升高提高金属原子动能,促进原子间流动,使液体动力增加,黏度减小[10-11]。DINSDALE等[10-11]概括统计了用于测量铝及其合金熔体黏度的方法及其数据,振荡法和旋转法被证明是两种比较有效的测试方法,振荡法的前提是流体为牛顿流体。最近研究发现,通过分子动力学模拟获得的金属熔体黏度表现非牛顿流体特性[12],一些学者通过黏度实验也发现金属熔体为非牛顿流体系统[12-15]。非牛顿流体系统的黏度比较适合采用旋转法测定[13, 15]。本研究压铸实验所用铝合金熔体是一个包含高熔点相、氧化物、夹杂和气体等的多相流体系统,而且随着充型流动的进行,熔体中的第二相的数量和形态都会发生变化,因而此合金系统是非牛顿流体系统,所以,本研究合金系统黏度采用高温旋转黏度计测定。
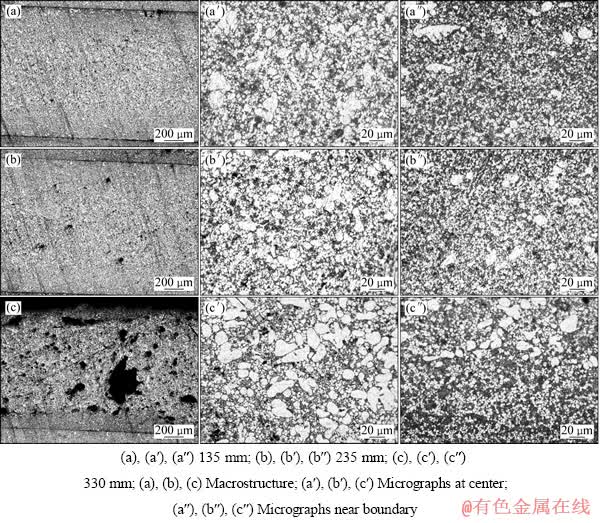
图9 923 K时流动试样充型沿程流动长度上的金相照片
Fig. 9 OM photos of fluidity specimen along fluidity length at 923 K
金属熔体在通道中流动时的阻力有两种形式[16]:一种是沿程损失,它是由于金属熔体的粘性及型壁对其的阻滞作用,使其在型壁面法相方向上形成速度梯度,造成流层之间产生摩擦;另一种是局部损失,它是由于金属熔体的粘性及流程上流经断面的方向和形状发生变化,流动方向发生变化和流体微团紊动变形而形成的。形成这两种阻力的内在因素就是金属熔体本身黏度产生的粘性。本文实验流动试样壁厚仅1.5 mm,试样中心位置流动通道(Flow channel)距离型壁很近,速度梯度更大,流层之间摩擦增大,沿程能量损失更大;同时,较小的流动试样截面面积使得铝合金熔体流经断面的方向和形状变化更剧烈,局部损失的能量大大增加。因此,当铝合金熔体充型流动至流动试样时,其充型流动速度会加速减慢至静止,充型完成。
影响铸件充型流动性的因素很多[4-5],浇注温度通过影响熔体的黏度和凝固过程来影响充型流动性。综上所述,浇注温度越高,熔体黏度越低,充型流动阻力变小,充型流动速度变大,同时,较高的浇注温度使铸件凝固时间变长,因此,充型流动长度随浇注温度升高而变长,文献[17-18]中也得到了类似的结果。
3.2 充型过程流体力学特征
3.2.1 Re数
Re数是流体力学中表征流体流动的重要参数之一,Re数定义为[19]
 (4)
(4)
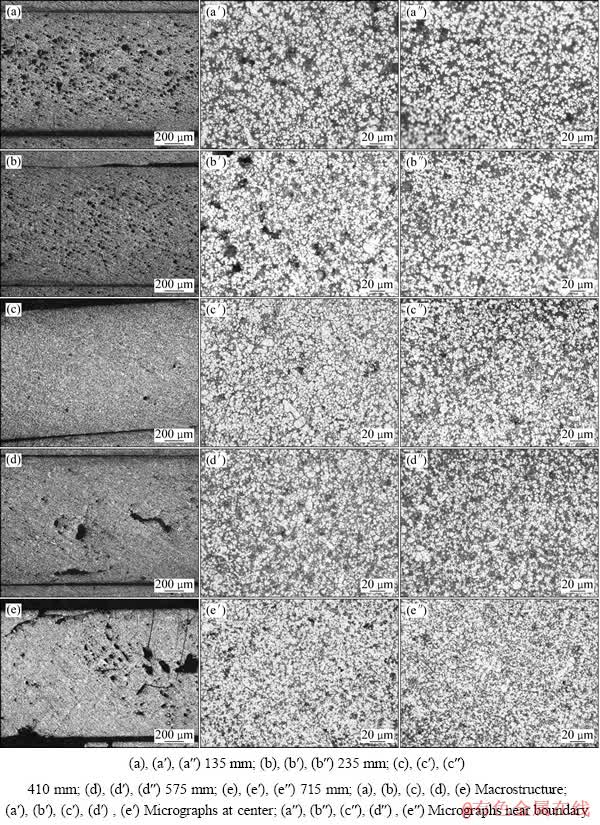
图10 1 013 K时流动试样充型沿程流动长度上的金相照片
Fig. 10 OM photos along fluidity length of fluidity specimen at 1 013 K
式中:ρ是流体的密度,μ是流体的黏度,V是流体中介于最大和最小速度之间的平均速度变化,d是从最小速度到最大速度的过渡长度。Re数越小,流体流动时粘性力占主要地位,流体呈层流流动状态;Re数越大,惯性力(ρvd)占主要地位,流体呈紊流流动状态。一般认为Re<2 000,为层流状态;当Re>10 000时,流动状态就会完全转化为紊流,在层流情况下,流体流动要比紊流时消耗的能量大[20]。在本研究压铸充型过程中,将v看做是金属液的平均速度,d就可以取流动试样充型壁厚的一半。将图4中的黏度μ值和表1中的值代入式(4),ρ值取2 400 kg/m3,d值为750μm,计算求得铝合金熔体充型至流动试样时刻的Re值在22.5~154.1。Re数随浇注温度的升高而增大;然后随充型距离的增加,熔体温度降低,黏度变大,充型速度减慢,Re数减小。
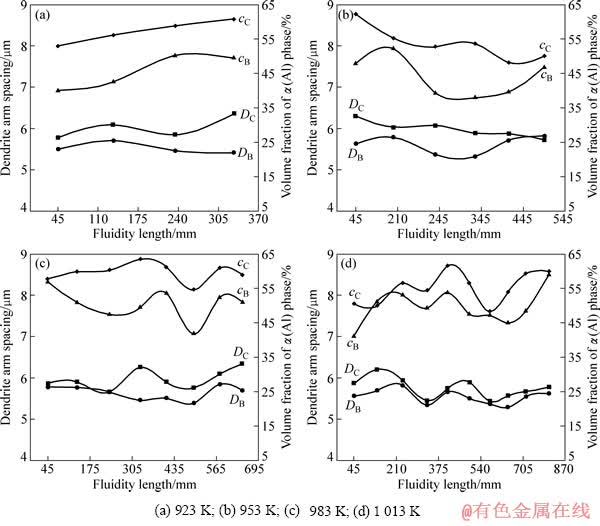
图11 流动试样充型沿程长度上组织枝晶平均截距和初生α(Al)相含量
Fig. 11 Dendrite arm spacing and primary α(Al) phase content along fluidity length of fluidity specimen
3.2.2 We数
We数是流体力学中表征流体流动的另一重要参数,We数定义为[19]
 (5)
(5)
式中:U为垂直于自由表面的法向分速度,l为流动通道中的宽度,σ为熔体的表面张力。We数可以用来判断表面张力是否能够阻止表面膜的破裂,使自由表面继续保持原来的形状。We<1,认为自由表面完整;We>1,金属自由表面会不可避免地产生氧化膜的折叠卷入,同时也可能将空气卷入金属熔体中[19]。MANZELLO等[21]发现,当We数超过60时,流体自由表面会破碎成细小的液滴。在本文压铸充型过程中,将U看做是金属液的平均速度,l取流动试样的壁厚。将表1中的值代入式(5),ρ值取2 400 kg/m3,l值为1.5 mm,σ值取1.0 N/m,计算求得铝合金熔体充型至流动试样时刻的We值在212795~456373,We数随浇注温度的升高而增大;然后随充型距离的增加,熔体温度降低,黏度变大,充型速度减慢,We数减小。充型过程中,金属熔体的惯性力可能会引起自由表面的扭曲变形,可将其称之为紊态自由表面,紊态自由表面会导致表面折叠、金属熔体额外氧化等现象。
综上所述可知,此研究中Re<2 000、We>>60,铝合金熔体很可能以类似层流、充型前端液面自由表面破碎成细小液滴的喷射形式高速填充流动试样型腔;前端喷射状的熔体液滴将会卷入氧化夹杂和气体,然后迅速冷却凝固,给充型流动带来相当大的阻力;当铝合金熔体充型至拐角处时,金属熔体流动方向急剧变化引起流体微团强烈的紊动,形成紊流;随着充型的进一步进行,熔体温度下降,充型速度减小、黏度增大,Re数减小,熔体可能又恢复层流状态。然后,如此反复至充型动力小于阻力总和时,充型完成。
3.3 气孔分析
铝合金铸件中气体主要有两种:熔体中溶解的氢气,充型流动过程中卷入的反应性气体和空气。氢气主要以针孔形式弥散分布,尺寸较小,多而分散;浇注温度较高时,铝合金熔体中溶解的氢气较多,容易形成大量的针孔;随着浇注温度的降低,溶解的氢气减少,针孔型气孔减少[22]。从3.2节可知,卷入型气孔的形成与充型流动过程中的We数有关,实验压铸充型流动过程中We>>60,充型一开始,铝合金熔体自由表面就会强烈地破碎成细小的液滴,不可避免地产生氧化膜的折叠卷入,同时也将大量的空气卷入铝合金熔体中;降低浇注温度,熔体温度下降,充型速度减小,We数减小,金属熔体前端自由表面卷入氧化膜和气体的倾向减小;随着充型的进一步进行,熔体温度和充型速度也会降低,We数减小亦会降低卷入的氧化膜和气体,但是由于充型过程沿程的累积作用,越靠近铝合金熔体自由表面位置的卷入型气孔越多。
3.4 凝固过程和组织分析
凝固过程中,冷却速度是决定最终组织的主要因素,冷却速度越快,过冷度越大,更容易形成较多的晶核,晶粒也就越细[23]。冷却速度vcooling一般定义为
 (6)
(6)
式中:Tj为浇注温度,Tk金属熔体停止流动时的温度,Δt为凝固时间。本研究中,近似取Tk为固相线温度825 K,Δt取表1中流动试样充型时间Δτ,代入式(6),求得浇注温度在923、953、983和1 013 K时的冷却速度分别为29 697、28 444、32 917和35 472 K/s,冷却速度大致随浇注温度的升高而变大。图7中的金相照片体现了类似的规律,随着温度的降低,冷却速度减小,枝晶变得不均匀,大块的晶粒越来越多;但图8中显示枝晶平均截距相差不大。朱必武等[9]认为:实验中试样壁厚只有1.5 mm,凝固过程中铝合金熔体凝固释放的凝固潜热有限,即使在不同的浇注温度条件下,模具被加热后的温升差别很小,因此,合金实际凝固时的冷却速度差别很小,如果没有其他外界因素影响相同冷却速度条件下α(Al)枝晶大小应该差别不大。
压力也是决定最终组织的重要因素[24]。压铸过程中,铝合金熔体在冲头的速度和压力下充型流动、然后凝固;在流动过程中,铝合金熔体从铸型表面向铸件中心凝固,铸件中心流动性较好,压射冲头通过铸件中心存在的流动通道(Flow channel)迫使铝合金熔体穿过流动通道,先凝固的枝晶会被冲断破碎,晶粒变细;浇注温度越高,铝合金熔体的充型流动性越好,充型速度越快,压力作用压射冲头迫使α(Al)枝晶破碎变细的作用越明显,晶粒越细。另外,由于充型凝固是一个动态的连续过程,铸件中性流动性较好、充型速度快,铸型边界充型速度慢、甚至速度为0,初生α(Al)相会在流动的金属熔体带动下继续向前充型,从而使得大量初生α(Al)相汇集在铸件中心,造成铸件中心位置α(Al)含量大于铸型界面位置组织。
实验中铸件壁厚仅1.5 mm,由于金属熔体本身存在的粘性,由Re<2 000亦可知,此充型过程主要由粘性力控制,因此,凝固过程中难以在压力下实现补缩,而且随着充型流动距离的增加,压力的作用更小。压铸充型时,由于We>>60,金属熔体前端以强烈喷射液滴的形式射入型腔,液滴遇到温度较低的铸型后,温度迅速降低、凝固,堵塞流动通道(Flow channel),充型结束。然后,整个沿程流动长度上的金属熔体以相差不大的冷却速度凝固,因此,沿程流动长度上的组织变化不大。
4 结论
1) 实验用铝合金熔体为非牛顿流体,比较适合采用旋转黏度计来测量其黏度。
2) 金属熔体以层流、充型前端液面自由表面破碎成细小液滴的喷射形式高速填充薄壁流动试样型腔;随着浇注温度升高,充型时间、充型速度和充型距离均增加。
3) 随浇注温度的升高,气孔由大量小尺寸弥散型析出性气孔向卷气型气孔转变,沿充型流动长度气孔亦有类似变化。
4) 浇注温度的升高,α(Al)枝晶尺寸差别不大;α(Al)晶粒从块状向球状蔷薇状转变,晶粒尺寸分布越来越均匀;沿程晶粒尺寸分布变化不大;铸件中心位置组织尺寸、α(Al)相含量均大于型壁边界位置。
ReferenceS
[1] TAUB A I, KRAJEWSKI P E, LUO A A, OWENS J N. The evolution of technology for materials processing over the last 50 years: The automotive example[J]. Journal of the Minerals Metals and Materials Society, 2007, 59(2): 48-57.
[2] ZHANG Li-qiang, LI Luo-xing, ZHU Bi-wu. Simulation study on the low pressure die casting (LPDC) process for thin-walled aluminum alloy casting with permanent mold[J]. Materials and Manufacturing Processes, 2009, 24(12): 1349-1353.
[3] FRANKE R, DRAGULIN D, ZOVI A, CASAROTTO F. Progress in ductile aluminum high pressure die casting alloys for the automotive industry[J]. Metallurgia Italiana, 2007(5): 21-26.
[4] RAVI K R, PILLAI R M, AMARANATHAN K R, PAI B C, CHAKRABORTY M. Fluidity of aluminum alloys and composite: A review[J]. Journal of Alloys and Compounds, 2008, 456(2): 201-210.
[5] SABATINO M D, ARNBERG L. A review on the fluidity of al based alloys[J]. Metallurgical Science and Technology, 2004, 22(1): 9-15.
[6] 传海军, 黄晓峰, 毛祖莉, 田载友. 压铸工艺对铝合金组织性能影响的研究进展[J]. 新技术新工艺, 2007(10): 21-24.
CHUAN Hai-jun, HUANG Xiao-feng, MAO Zu-li, TIAN Zai-you. Research progress on the Influence of die casting process on structure and performance of aluminum alloy[J].New Technology & New Process, 2007(10): 21-24.
[7] 纪莲清, 郭长江, 熊守美. 超低速压铸慢压射速度下ADC12铝合金的显微组织和性能[J]. 中南大学学报: 自然科学版, 2010, 41(3): 977-981.
JI Lian-qing, GUO Chang-jiang, XIONG Shou-mei. Microstructure and mechanical properties of ADC12 aluminum alloy under super slow speed die castings with low shot speed[J]. Journal of Central South University: Science and Technology, 2010, 41(3): 977-981.
[8] 谭建波, 李增敏, 郭莉军, 樊金玲, 侯文杰, 胡映勇, 邢书明. 初始组织特征对充型过程中初生相演变的影响[J]. 中国有色金属学报, 2009, 19(7): 1216-1223.
TAN Jian-bo, LI Zeng-min, GUO Li-jun, FAN Jin-ling, HOU Wen-jie, HU Ying-yong, XING Shu-ming. Effect of initial structure characteristic on evolution of primary phase in mold filling[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(7): 1216-1223.
[9] 朱必武, 李落星, 刘 筱, 王水平, 张立强. 薄壁铝合金压铸充型沿程的组织与力学性能[J]. 中国有色金属学报, 2012, 22(8): 2163-2173.
ZHU Bi-wu, LI Luo-xing, LIU Xiao, WANG Shui-ping, ZHANG Li-qiang. Microstructure and mechanical properties along fluidity length of thin-wall aluminum alloy under high pressure die casting conditions[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(8): 2163-2173.
[10] DINSDALE A T, QUESTED P N. The viscosity of aluminum and its alloys-A review of date and models[J]. Journal of Materials Science, 2004, 39(24): 7221-7228.
[11] BROOKS R F, DINSDALE A T, QUESTED P N. The measurement of viscosity of alloys-A review of methods, date and models[J]. Measurement Science and Technology, 2005, 16(2): 354-362.
[12] QI Y, CAGIN T, KIMURA Y, GODDARD W A Ⅲ. Viscosities of liquid metal alloys from nonequilibrium molecular dynamics[J]. Journal of Computer-Aided Materials Design, 2001, 8(2/3): 233-243.
[13] MALIK M M, LAMBOTTE G, HAMED M S, CHARTRAND P, SHANKAR S. How to measure viscosity of liquid aluminum alloys[C]. Orlando: TMS, 2007: 43-50.
[14] VARSANI V, FAN Z. Non-newtonian behavior of liquid metals[C]. Orlando: TMS, 2007: 67-76.
[15] MALIK M M, JEYAKUMAR M, HAMED M S, WALKER M J, SHANKAR S. Rotational rheometry of liquid metal systems: Measurement geometry selection and flow curve analysis[J]. Journal of Non-Newtonian Fluid Mechanics, 2010, 165(13/14): 733-742.
[16] 杨裕国. 铝压铸成型及质量控制[M]. 北京: 化学工业出版社, 2009: 55-57.
YANG Yu-guo. Process and quality control of Aluminum die-casting[M]. Beijing: Chemical Industry Press, 2009: 55-57.
[17] HAN Qing-you, XU Han-bing. Fluidity of alloys under high pressure die casting condition[J]. Scripta Materialia, 2005, 53(1): 7-10.
[18] SAHOO K L, SIVARAMAKRISHNAN C S. Some studies on Al-8.3Fe-0.8V-0.9Si alloy for near net shape casting[J]. Journal of Material Process and Technology, 2003, 135(2/3): 253-275.
[19] REIKHER A, BARKHUDAROV. Casting: An analytical approach[M]. London: Springer-Verlag London Limited, 2007: 21-22.
[20] 朱爱民. 流体力学基础[M]. 北京: 中国计量出版社, 2004: 35-36.
ZHU Ai-ming. Basic fluid mechanics[M]. Beijing: China Metrology Publishing House, 2004: 35-36.
[21] MANZELLO S L, YANG J C. The influence of liquid pool temperature on the critical impact Weber number for splashing[J]. Physics of Fluids, 2003, 15(1): 257-260.
[22] LASHKARI O, YAO L, COCKCROFT S, MAIJER D. X-ray microtomographic characterization of porosity in aluminum alloy A356[J]. Metallurgical and Materials Transaction A, 2009, 40(4): 991-999.
[23] ZHANG L Y, JIANG Y H, MA Z, SHAN S F, JIA Y Z, FAN C Z, WANG W K. Effect of cooling rate on solidified microstructure and mechanical properties of aluminum-A356 alloy[J]. Journal of Material Processing Technology, 2008, 207(1/3): 107-111.
[24] ZHANG Ming, ZHANG Wei-wen, ZHAO Hai-dong, ZHANG Da-tong, LI Yuan-yuan. Effect of pressure on microstructures and mechanical properties of Al-Cu-based alloy prepared by squeeze casting[J]. Transaction of Nonferrous Metals Society of China, 2007, 17(3): 496-501.
(编辑 李艳红)
基金项目:国家“十二五”科技支撑计划资助项目(2011BAG03B02);国家自然科学基金面上项目(51075132);国际科技合作项目(2010DFB70180)
收稿日期:2013-02-22;修订日期:2013-05-20
通信作者:李落星,教授,博士;电话:0731-88821950;E-mail:luoxing_li@yahoo.com

