DOI: 10.11817/j.ysxb.1004.0609.2021-37821
Ni/Al/Zn钎料层对AZ31/2024异种金属钎焊接头组织及性能的影响
李一楠1,崔 壮1, 吴志远1,闫久春2,彭子龙1, 周韬帅1
(1. 青岛理工大学 机械与汽车工程学院,青岛 266520;
2. 哈尔滨工业大学 先进焊接及连接国家重点实验室,哈尔滨 150001)
摘 要:采用Ni/Al/Zn复合钎料层对AZ31和2024合金实现了大气环境下、无钎剂的超声辅助瞬间液相扩散连接(U-TLP),研究采用Ni层、Ni/Zn层、Zn/Ni/Zn层及Al/Zn/Ni/Zn层时钎缝的微观组织及接头的力学性能,分析Ni箔、Al箔及Zn箔在U-TLP过程中的作用。结果表明:通过调整Ni/Al/Zn复合钎料层的组合形式,可以实现对钎缝微观组织的调控及力学性能的改善,采用Al/Zn/Ni/Zn复合钎料层时钎缝剪切强度达到最高值(95.3 MPa)。Ni箔起到了“物理屏障”的作用,阻碍了Mg-Al金属间化合物(IMCs)的形成,但是由于铝合金一侧钎缝仅由Al3Ni组成,接头剪切强度仅为21.2 MPa。Zn箔的添加促进铝母材溶解,增加Al3Ni的数量并形成Zn-Al共晶,提高2024合金一侧的连接强度。Al箔的填入降低AZ31合金的溶蚀,并在镁合金侧形成MgZn2、MgZn和含有Mg2Ni、Al3Ni、AlMg4Zn11和NiZn8的混合IMCs层的组织,提高AZ31合金与Ni箔的连接。
关键词:Ni/Al/Zn复合钎料层;AZ31/2024;异种金属钎焊接头;超声;瞬间液相扩散焊;复合钎料层;力学性能
文章编号:1004-0609(2021)-06-1526-10 中图分类号:TG456.9 文献标志码:A
引文格式:李一楠, 崔 壮, 吴志远, 等. Ni/Al/Zn钎料层对AZ31/2024异种金属钎焊接头组织及性能的影 响[J]. 中国有色金属学报, 2021, 31(6): 1526-1535. DOI: 10.11817/j.ysxb.1004.0609.2021-37821
LI Yi-nan, CUI Zhuang, WU Zhi-yuan, et al. Influence of Ni/Al/Zn multi-interlayers on microstructure and mechanical performance of AZ31/2024 dissimilar alloy brazing joints[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(6): 1526-1535. DOI: 10.11817/j.ysxb.1004.0609.2021-37821
近年来,随着汽车制造及航天航空领域中构件轻量化的要求,镁/铝异种金属连接件有着巨大的应用需求,因此实现镁/铝异种金属的连接引起了广泛的关注[1-2]。目前,镁/铝异种金属连接的主要方法有熔化焊[3]、扩散焊[4-6]、电阻点焊[7]、搅拌摩擦焊[8]及接触反应钎焊[9]等。连接时的瓶颈问题是易生成大量的脆性的Mg-Al金属间化合物(IMCs)―Al12Mg17和Al3Mg2,导致接头强度过低。为了抑制Mg-Al IMCs 的生成,在镁、铝合金之间添加中间层是研究的热点与趋势[10]。采用Zn、Zn-xAl及Sn-xZn钎料,通过惰性气体保护炉中钎焊的方法可以连接镁/铝异种金属,发现通过调整钎焊时间及温度可以控制IMCs的生成[11-13]。
超声辅助瞬间液相扩散焊(U-TLP)是近年来发展较快的一种钎焊方法,具有低成本、钎焊时间短、无钎剂等优点,可以实现大气环境下铝合金[14]、镁合金[15]及陶瓷材料[16]的连接。采用Sn-xZn和Zn-xAl中间层可以实现镁/铝异种金属U-TLP连接[17-18]。由于中间层的熔点低于母材熔点,且超声的声流效应加速了镁、铝合金在钎缝中溶解,导致Mg-Al IMCs仍存在于钎缝中,从而限制了接头强度的提升[19-20]。近年来,熔点高于两侧母材的中间层-Ni中间层被用于镁/铝异种金属的连接[21-25]。研究发现,由于形成Al3Ni与Mg2Ni所需的ΔG低于Mg-Al IMCs所需的ΔG,通过添加Ni层可以一定程度地抑制Mg-Al IMCs的生成[23]。采用Ni箔对纯铝和带有Al涂层的纯镁进行真空扩散焊连接,利用Ni箔的阻隔作用可以完全避免Mg-Al IMCs出现,但接头的剪切强度仅为24.8 MPa[26-27]。
因此,本文通过调整Ni/Al/Zn复合中间层的组合形式,采用U-TLP方法可以实现大气环境下无钎剂、快速、无缺陷地连接AZ31和2024合金。通过调控Ni箔两侧的反应物种类的手段,达到提高钎缝力学性能的目的。首先,采用4种Ni/Al/Zn复合中间层的组合形式,均实现了AZ31/2024异种金属在大气环境下15 s内的快速、无缺陷连接。其次,分析了采用不同中间层组合形式对钎缝微观组织形貌的影响,通过断口的物相分析及纳米压痕测试分析了接头剪切强度提升的原因。最后,分析了U-TLP过程中Ni箔、Zn箔及Al箔的作用。
1 实验
试验中所用的母材为AZ31镁合金(Al:3.1%,Ce:0.48%,Zn:0.88%,Si:0.11%,质量分数)和2024铝合金(Cu:4.3%,Mg:1.7%,Fe:0.5%),尺寸为20 mm×20 mm×3 mm。试验中所用的钎料为20 μm的Ni箔、20 μm的Al箔和50 μm的Zn箔,尺寸为20 mm×20 mm。试验前先使用400#,800#和1200#砂纸对母材进行打磨,然后将母材和箔片放在酒精中超声清洗5 min。本试验U-TLP连接装置如文献[28]所示,复合中间层的组合方式如图1所示,超声波发生器产生的超声频率为30 kHz,超声振幅为9~12 μm。焊件由中频感应系统加热,通过红外测温仪(MIK-AL-10)监测钎缝温度。
试验在大气环境下进行,超声工具头施加在焊件顶部的压力为0.15 MPa。当达到钎焊温度时,对试样施加一定的超声作用时间,而后空冷完成连接。采用MERLIN Compact热场发射扫描电子显微镜(SEM)观察显微组织形貌,用SEM自带的能谱仪(EDS)分析成分,采用纳米压痕仪(MTS)进行显微硬度测试,压痕深度500 nm,加载时间10 s。使用拉伸机(WDW-50 kN)测试剪切强度,加载速度为0.2 mm/min,用X射线衍射仪(D/max 2200VPC)分析断口的物相组成。
2 结果与分析
2.1 采用Ni/Al/Zn复合钎料层时接头的微观组织
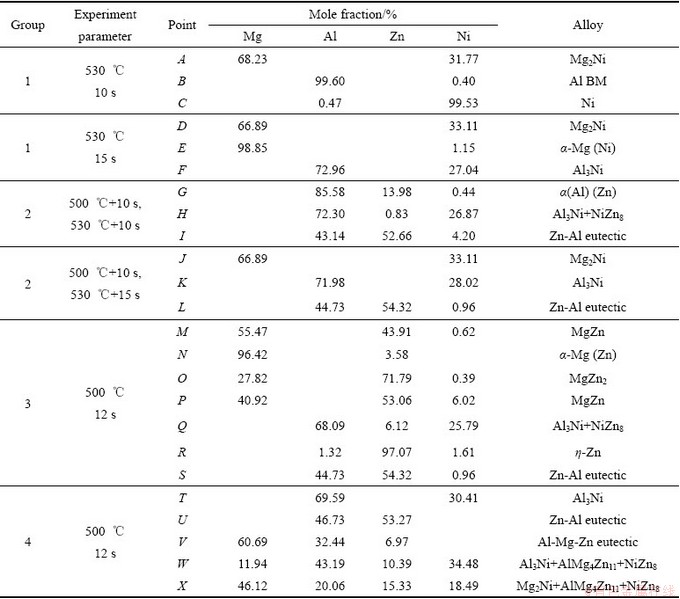
图2所示为采用不同组合的复合钎料层时U-TLP连接AZ31/2024异种金属钎缝的微观组织形貌,表1所列为钎缝中各个相的成分分析。当采用Ni箔作为中间层时,由于Mg与Ni、Al与Ni的共晶反应温度分别为506和640 ℃,因此连接温度定为530 ℃,加热达到该温度后,分别施加10 s和15 s超声。如图2(a)和(b)所示,可以看出AZ31合金一侧有明显反应而2024铝合金一侧无反应。AZ31侧在声场介入下,镁合金表面的氧化膜迅速破裂并除去,并发生如下反应,如式(1)所示:
 Mg2Ni+α-Mg (1)
Mg2Ni+α-Mg (1)
有共晶组织生成,此外沿着Ni箔有一层Mg2Ni生成(表1 中A点),说明镁合金与Ni箔之间产生了扩散溶解反应。当超声作用10 s时,在2024 铝合金侧,并无反应物生成,仅在声场的冲击作用下,Ni箔和铝合金表面发生了摩擦和软化,Ni箔表面变得崎岖不平(C点)和块状铝母材脱落(B点)。当超声作用时间延长至15 s时,镁合金一侧继续发生共晶反应,生成α-Mg和Mg2Ni(D、E点)。值得注意的是,在铝合金一侧,仅有Al3Ni生成。这说明随着超声时间的延长,变形或破裂的铝合金与Ni箔分别露出新鲜表面,在声压的作用下发生了一定程度的扩散反应,生成了Al3Ni层。因此,当采用Ni做中间层时,Ni箔两侧发生的反应机制完全不同,镁合金侧是典型的U-TLP连接,反应产物是(α-Mg+Mg2Ni)共晶组织;而铝合金侧是典型的扩散焊连接,反应产物是Al3Ni。
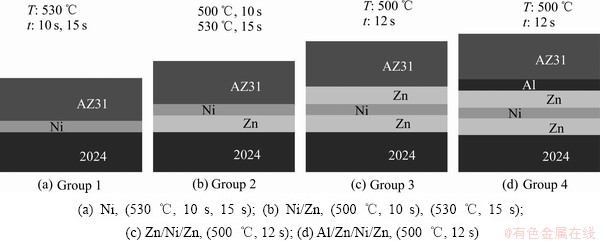
图1 Ni/Al/Zn 复合钎料层的组合形式
Fig. 1 Set-up of Ni/Al/Zn multi-interlayers
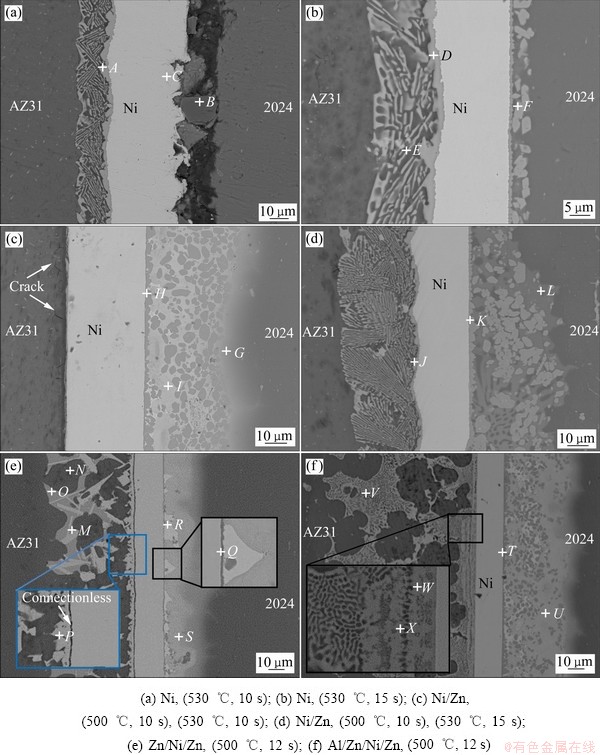
图2 AZ31/2024采用不同组合形式的复合钎料层通过U-TLP连接后的钎缝的微观组织形貌
Fig. 2 Microstructures of joints with various set-up of interlayers
为了提高铝侧的反应速度,Ni/Zn复合中间层被采用,如图2(c)和(d)所示。采用该层时,采用二次超声的工艺,首先500 ℃超声10 s,目的是促使Ni箔与铝合金的反应;接下来升温至530 ℃超声10 s和15 s,目的是促使Ni箔与镁合金反应。从图2(c)中可以看出,铝合金侧完全连接,发生了式(2)和式(3)反应:
 α(Al)+η-Zn (2)
α(Al)+η-Zn (2)
L+η-Zn NiZn8 (3)
NiZn8 (3)
表1 钎缝中微观组织EDS分析
Table 1 EDS of microstructure in brazing seam
由于Zn箔在该温度下完全被熔化,在超声的声流作用下,液态锌加速流动促使了Ni和Al原子的快速扩散和溶解,促使大量的Al3Ni的生成[29]。因此,铝侧的产物为Zn-Al共晶、块状Al3Ni和少量的Al3Ni+NiZn8混合物(I、H点)。在镁合金侧,与图2(a)试样相比,相同的超声时间与钎焊温度,但是并无界面反应。这主要是因为铝侧先反应并有液相生成,继续加热到镁侧反应温度时,声场在铝侧液相反应层中发生了衰减[30-32],减弱了镁合金与Ni之间的摩擦及软化作用,因此仅在镁合金表产生了一些微裂纹,但无扩散溶解反应。将530 ℃时超声作用时间延长至15 s时,如图2(d)所示,由于声场的破膜效应,镁合金侧发生了共晶反应,达到了冶金结合。因此,采用Ni/Zn符合钎料层时,Ni箔与镁合金、铝合金均实现了U-TLP连接。镁侧反应产物是(α-Mg+Mg2Ni)共晶;铝侧是Zn-Al共晶(L点)、Al3Ni(K点)和少量NiZn8。
为了降低钎焊温度以防止母材软化,Zn/Ni/Zn复合中间层被采用,如图2(e)所示。可以看出,铝侧界面反应充分,反应产物是η-Zn、Zn-Al共晶和Al3Ni+NiZn8混合物。在镁侧,Zn箔与镁合金发生了强烈的冶金反应,生成了α-Mg(Zn)(N点)、MgZn(M点)和MgZn2(O点)。但是,在靠近Ni箔一侧,虽然有MgZn(P点)聚集在Ni箔上,但是仍有一层未连接。
为了加强镁合金与Ni箔之间的冶金结合,Al/Zn/Ni/Zn复合中间层被采用,如图2(f)所示。可以看出,在镁侧,Al箔与Zn箔完全被消耗,且反应层与Ni箔结合良好,无未连接现象,Ni箔表面形成了一层包含Mg2Ni、Al3Ni、AlMg4Zn11和NiZn8的IMC混合物层,如表2中X、W点所示。
2.2 采用Ni/Al/Zn复合钎料层时接头力学性能
图3所示为采用4种形式复合中间层后钎缝的剪切强度和钎缝内各个相的最大纳米压痕深度时的硬度及模量。图4所示为钎缝的断裂位置及断口两侧的XRD物相分析。当仅采用Ni箔时,钎缝的剪切强度仅有21.2 MPa(见图3(a))。Mg2Ni、(Mg2Ni+α-Mg)和Al3Ni的纳米压痕硬度分别是2.570、1.587和4.656 GPa(见图3(b)),说明镁合金侧反应物的脆性要低于铝合金侧的反应物。因此,断裂位置出现于Ni箔和2024铝合金一侧(见图4(a)),断口表面除了Al和Ni外,仅存在Al3Ni。
当采用Ni/Zn复合中间层时,钎缝剪切强度提升至50.8 MPa。断裂位置出现在Ni箔和AZ31镁合金之间(见图4(b)),断口两侧物质主要是Mg2Ni和Mg及Ni。剪切强度提升及断裂位置移至镁侧的主要原因是由于Zn箔与铝合金生成了Zn-Al共晶,其纳米压痕硬度仅为0.829 GPa,从而提高了铝侧钎缝的变形能力。
当采用Zn/Ni/Zn复合中间层时,由于处于镁侧的Ni箔界面上易出现未连接,因此断裂易出现在该处(见图4(c)),剪切强度仅为35.2 MPa。经XRD分析发现,断口处物质除了镁-锌、镁-镍的共晶反应产物外,还有NiZn8存在,说明Zn与Ni在该工艺条件下可以发生扩散溶解实现液态Zn与Ni箔的连接。从图2(e)中可以看出,沿着未连接界面附着生长了一层MgZn,该IMC的纳米压痕硬度是钎缝中所有物质中硬度最高的,为5.884 GPa,因此脆性最大的MgZn层依附于未连接区域,导致了接头断裂于此且强度较低。
当采用Al/Zn/Ni/Zn复合中间层时,钎缝剪切强度有了明显的提升,达到95.3 MPa,断裂发生在镁侧(见图4(d))。断口经XRD分析发现,除了MgZn2、MgZn外还存在Mg2Ni、Al3Ni、AlMg4Zn11和NiZn8等物质。针对图2(f)中含有(Mg2Ni、Al3Ni、AlMg4Zn11和NiZn8)混合IMCs层进行纳米压痕测试,得到该IMCs层的硬度为4.840 GPa,低于MgZn层的硬度。剪切强度明显提升的原因如下:由于Al的填入使镍箔表面生成一层由Mg2Ni、Al3Ni、AlMg4Zn11和NiZn8组成的混合IMCs层,实现了Ni箔与镁侧反应层无缺陷连接,此外由于该层的脆性有所下降,因此强度提高。
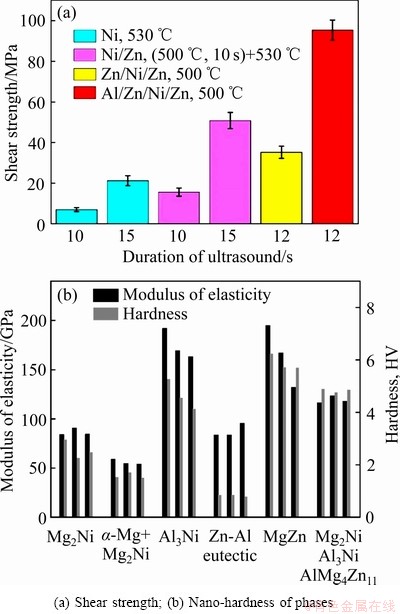
图3 采用不同组合形式的复合钎料层的钎缝的力学性能
Fig. 3 Mechanical performance of joints with various set-up of interlayers
2.3 Ni箔、Zn箔及Al箔的作用
如图2(a)和(b)所示,采用Ni箔作为中间层,可以完全阻隔AZ31与2024合金的接触,从而完全避免了Mg-AlIMCs的生成,解决了镁铝异种金属连接的瓶颈问题,实现了镁/铝异种金属大气环境下无钎剂、快速及无缺陷连接。在声场作用下,在Ni箔与镁合金之间10 s以内发生共晶反应,组织为α-Mg和Mg2Ni。在Ni箔与铝合金之间15 s时发生扩散反应,仅有Al3Ni生成。接头剪切强度最高仅有21.2 MPa,断裂位置位于Ni箔与2024铝合金之间,如图3(a)与图4(a)所示。剪切强度低与Al3Ni的性能有关,如图4(b)所示,Al3Ni硬度为4.656 GPa,明显高于AZ31镁合金侧的共晶产物的硬度。作为Ni箔与2024铝合金之间仅有的相,Al3Ni虽然可以实现铝合金一侧的连接,但是由于其自身具有硬脆性,导致接头强度较低。因此,Ni箔作为中间层可以达到避免Mg-Al IMCs生成的目的,但是镁铝异种金属接头强度无法满足构件的功能性要求。
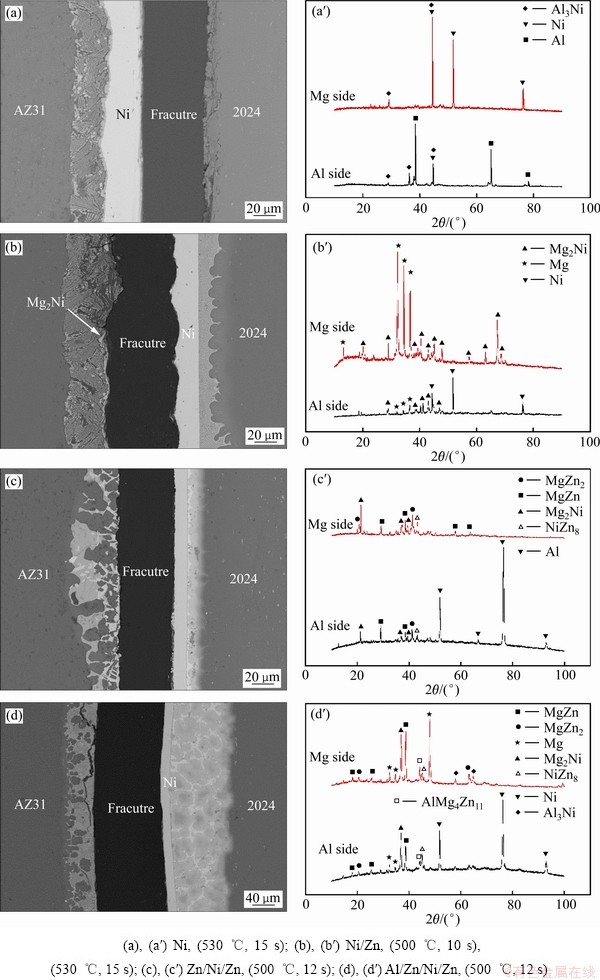
图4 钎缝断裂位置及断口XRD物相分析
Fig. 4 Fracture position and XRD phase analysis of joints
为了调控Ni箔与铝合金之间钎缝的微观组织及提高力学性能,在Ni箔与铝合金之间添加Zn箔。从图2(d)可以看出,铝合金一侧的组织以Zn-Al共晶、Al3Ni为主,且Al3Ni的数量明显多于未采用Zn箔的接头。说明在该钎焊温度下,液态Zn在超声流效应下,能促使大量的Al溶解进入钎缝,进而与Ni生成大量的Al3Ni,此外,液态Zn与溶解的Al反应生成了Zn-Al共晶。接头剪切强度最高可以达到50.8 MPa,断裂位置位于Ni箔与AZ31镁合金一侧。如图3(b)所示,Zn-Al共晶的硬度仅为0.829 GPa,硬质相Al3Ni均匀分布在软相Zn-Al共晶晶界上,从而提高铝合金一侧的连接强度。综上所述,Zn箔首先作为液态介质,加速了Al母材的溶解,促使Al3Ni的生成,其次Zn-Al共晶的出现,降低了铝合金一侧钎缝的硬度从而改善了Ni箔与2024铝合金的结合强度。
当采用Zn/Ni/Zn复合中间层时,在镁合金侧,在钎焊温度时,锌箔熔化,主要发生镁-镍(见式(1))及镁-锌二元反应(见式(4)~(8)),可以看出,镁-锌反应温度区间为324~416 ℃,而镁-镍反应温度为506 ℃,反应温度相差近100 ℃,在这种情况下,导致了镁-锌反应剧烈,产生大量的MgZn及MgZn2,致使Zn箔被大量消耗,降低了液态Zn与Ni箔的反应。因此,为了减少镁合金与锌箔的接触时间及减小反应温度差,在镁合金与锌箔之间添加了一层20 μm的Al箔。
L+MgZn2 Mg2Zn3 (4)
Mg2Zn3 (4)
L+Mg2Zn 3 MgZn (5)
MgZn (5)
L+MgZn Mg51Zn 20 (6)
Mg51Zn 20 (6)
L α-Mg+Mg51Zn20 (7)
α-Mg+Mg51Zn20 (7)
Mg51Zn20 α-Mg+MgZn (8)
α-Mg+MgZn (8)
当采用Al/Zn/Ni/Zn复合中间层时,在镁侧,此钎焊温度下,铝箔未熔化,镁合金-铝箔界面发生如式(9)所示的镁-铝共晶反应;锌箔-铝箔界面发生式(2)所示铝-锌二元反应。通过铝箔的填入,使镁合金侧反应温度由式(7)341 ℃上升至式(9)所示的437 ℃,因此,大大降低了镁合金的大量溶蚀。当铝箔被两侧的反应消耗完后,生成的脆性相Al12Mg17与含有Zn的液相继续发生三元反应,如式(10)~(12)所示,最后,Al12Mg17被消耗,生成了AlMg4Zn11的三元IMCs,Al12Mg17作为中间过渡反应物,并未留在钎缝中对力学性能造成影响。至此,在镁侧,反应产物为MgZn2、MgZn和含有Mg2Ni、Al3Ni、AlMg4Zn11和NiZn8的混合IMCs层。
综上所述,Al箔起到了如下作用:1) 在反应初期,阻隔了液态Zn与镁合金的接触,提高了镁合金与钎料间的反应温度,从而降低了镁合金的溶蚀。2) 提供了Al元素,促使Al3Ni、AlMg4Zn11等增强相出现在镁合金侧,提高了镁合金与Ni箔之间的结合性能。
L α-Mg+Al12Mg17 (9)
α-Mg+Al12Mg17 (9)
L+Al12Mg 17 AlMg4Zn11+α-Mg (10)
AlMg4Zn11+α-Mg (10)
L+MgZn2 AlMg4Zn11+MgZn (11)
AlMg4Zn11+MgZn (11)
L+AlMg4Zn 11α-Mg+MgZn (12)
3 结论
1) 采用超声辅助瞬间液相扩散焊方法,Ni/Al/Zn复合中间层可以实现AZ31/2024异种金属大气环境下快速、无缺陷的高性能连接。通过调整Ni箔、Al箔及Zn箔的复合形式,可以调控钎缝组织的种类进而改进钎缝力学性能。
2) 采用Al/Zn/Ni/Zn复合中间层时,AZ31侧钎缝由MgZn2、MgZn和含有Mg2Ni、Al3Ni、AlMg4Zn11和NiZn8的混合IMCs层组成,2024侧钎缝由Al3Ni、NiZn8和Zn-Al共晶组织组成。接头的剪切强度由采用Ni层的21.2 MPa提升至采用Al/Zn/Ni/Zn复合中间层时的95.3 MPa。
3) Ni箔的添加完全起到了“物理屏障”作用,避免了脆性Mg-Al IMCs的出现。采用Ni中间层时,AZ31侧钎缝由α-Mg和Mg2Ni组成,2024侧钎缝由Al3Ni组成,剪切接头断裂于2024侧。
4) 熔化的Zn箔作为液体介质,在声流作用下可以促使Al的溶解,促使Al3Ni的生成;此外,Zn-Al共晶的出现,有助于提高2024侧的结合强度,断裂位置位于AZ31侧。
5) Al箔在反应初期,阻隔了液态Zn与镁合金的接触,提高了镁合金与钎料间的反应温度,从而降低了AZ31的溶蚀。此外,在AZ31侧提供了Al元素,促使Al3Ni、AlMg4Zn11等增强相出现,提高了AZ31与Ni箔之间的结合性能。
REFERENCES
[1] 冯吉才, 王亚荣, 张忠典. 镁合金焊接技术的研究现状及应用[J]. 中国有色金属学报, 2005, 15(2): 165-178.
FENG Ji-cai, WANG Ya-rong, ZHANG Zhong-dian. Status and expectation of research on welding of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 165-178.
[2] LIU L M, REN D X, LIU F. A review of dissimilar welding techniques for magnesium alloys to aluminum alloys[J]. Materials, 2014, 7(5): 3735-3757.
[3] LIU X J, HUANG R S, WANG H Y. Improvement of TIG lap weldability of dissimilar metals of Al and Mg[J]. Science and Technology of Welding and Joining, 2007, 12(3): 258-260.
[4] AZIZI A, ALIMARDAN H. Effect of welding temperature and duration on properties of 7075 Al to AZ31B Mg diffusion bonded joint[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(1): 85-92.
[5] 马运柱, 伍 镭, 龙路平, 等. Mg/Al真空扩散焊接头界面的显微组织和力学性能[J]. 中国有色金属学报, 2019, 27(6): 1083-1090.
MA Yun-zhu, WU Lei, LONG Lu-ping, et al. Microstructure and mechanic property of Mg/Al joints obtained by vacuum diffusion bonding[J]. The Chinese Journal of Nonferrous Metals, 2019, 27(6): 1083-1090.
[6] 徐光晨, 陈翌庆, 刘丽华, 等. La对镁/铝液固扩散连接界面组织及性能的影响[J]. 中国有色金属学报, 2014, 24(11): 2743-2748.
XU Guang-chen, CHEN Yi-qing, LIU Li-hua, et al. Effect of La on structures and properties of liquid-solid diffusion bonding interface of magnesium/aluminum[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(11): 2743-2748.
[7] SUN M, NIKNEJRD S, GAO H, et al. Mechanical properties of dissimilar resistance spot welds of aluminum to magnesium with Sn-coated steel interlayer[J]. Materials & Design, 2016, 91(2): 331-339.
[8] POURAHMAD P, ABBASI M. Materials flow and phase transformation in friction stir welding of Al 6013/Mg[J]. Transactions of Nonferrous Metals Society of China(English Edition), 2013, 23(5): 1253-1261.
[9] TAMANG S, ARAVINDAN S. An investigation on joining of Al6061-T6 to AZ31B by microwave hybrid heating using active braze alloy as an interlayer[J]. Journal of Manufacturing Processes, 2017, 28(1): 94-100.
[10] 李铭锋, 王官明, 朱政强, 等. 金属箔片阻隔Mg/Al超声波焊接界面反应的有效性[J]. 中国有色金属学报, 2019, 29(8): 1606-1615.
LI Ming-feng, WANG Guan-ming, ZHU Zheng-qiang, et al. Effectiveness of metal foil barrier interfacial reaction during ultrasonic welding of Mg/Al[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(8): 1606-1615.
[11] LIU L M, TAN J H, LIU X J. Reactive brazing of Al alloy to Mg alloy using zinc-based brazing alloy[J]. Materials Letters, 2007, 61(11/12): 2373-2377.
[12] LIU L M, ZHAO L M, XU R Z. Effect of interlayer composition on the microstructure and strength of diffusion bonded Mg/Al joint[J]. Materials & Design, 2009, 30(10): 4548-4551.
[13] LIU L M, ZHANG Z D, LIU F. Effect of addition of Ce in Sn-30Zn solder on the structure and properties of the Mg/Al-brazed joint[J]. Journal of Materials Science, 2013, 48(5): 2030-2037.
[14] GUO W B, LENG X S, LUAN T M, et al. Ultrasonic-promoted rapid TLP bonding of fine-grained 7034 high strength aluminum alloys[J]. Ultrasonics Sonochemistry, 2017(36): 354-361.
[15] LAI Z W, CHEN X G, PAN C, et al. Joining Mg alloys with Zn interlayer by novel ultrasonic-assisted transient liquid phase bonding method in air[J]. Materials Letters, 2016, 166: 219-222.
[16] WU B Z, GUO W B, HE J S, et al. Microstructure evolution of SiC/SiC joints during ultrasonic-assisted air bonding using a Sn-Zn-Al alloy[J]. Ceramics International, 2018, 44: 1284-1290.
[17] XU Z W, LI Z W, LI J Q, et al. Control Al/Mg intermetallic compound formation during ultrasonic-assisted soldering Mg to Al[J]. Ultrasonics Sonochemistry, 2018, 46: 79-88.
[18] LAI Z W, PAN C, DU H Q. Ultrasonic-assisted fluxless reactive bonding of Mg/Al dissimilar alloy using Zn-Al solder in air[J]. Science and Technology of Welding and Joining, 2018, 23(1): 19-27.
[19] LI Z W, XU Z W, ZHU D W. Control of Mg2Sn formation through ultrasonic-assisted transient liquid phase bonding of Mg to Al[J]. Journal of Materials Processing Technology, 2018, 255: 524-529.
[20] XU Z W, LI Z W, PENG B. Application of a new ultrasonic-assisted semi-solid brazing on dissimilar Al/Mg alloys[J]. Materials Letters, 2018, 228: 72-76.
[21] SUN M, NIKNEJAD S, ZHOU Y. Microstructure and mechanical properties of resistance spot welded AZ31/AA5754 using a nickel interlayer[J]. Materials & Design, 2015, 87(15): 905-913.
[22] KHODABAKHSHI F, SHAH L H, GERLICH A P. Dissimilar laser welding of an AA6022-AZ31 lap-joint by using Ni-interlayer: Novel beam-wobbling technique, processing parameters, and metallurgical characterization[J]. Optics & Laser Technology, 2019, 112: 349-362.
[23] SHAH L H, GERLICH A P, ZHOU Y. Design guideline for intermetallic compound mitigation in Al-Mg dissimilar welding through addition of interlayer[J]. International Journal of Advanced Manufacturing, 2018, 94: 2667-2678.
[24] WANG H Y, LIU L M, LIU F. The characterization investigation of laser-arc-adhesive hybrid welding of Mg to Al joint using Ni interlayer[J]. Materials & Design, 2013, 50: 463-466.
[25] PENG Zi-long, ZHOU Tao-shuai, LI Yi-nan, et al. Microstructure and mechanical performance of AZ31/2024 dissimilar alloy joints using a multi-interlayer of Ni/Al/Zn via ultrasonic-assisted transient liquid phase bonding[J]. Materials & Design, 2021, 197: 109218.
[26] ZHANG J, LUO G Q, WANG Y Y, et al. Effect of Al thin film and Ni foil interlayer on diffusion bonded Mg-Al dissimilar joints[J]. Journal of Alloys and Compounds, 2013, 556: 139-142.
[27] ZHANG J, LUO G Q, WANG Y Y, et al. An investigation on diffusion bonding of aluminum and magnesium using a Ni interlayer[J]. Materials Letters, 2012, 83: 189-191.
[28] 李一楠, 杨乘飞, 闫久春, 等. Ni中间层超声辅助瞬间液相扩散连接镁合金机制[J]. 中国有色金属学报, 2020, 30(5): 1065-1072.
LI Yi-nan, YANG Cheng-fei, YAN Jiu-chun, et al. Mechanism of ultrasound-assisted transient liquid phase bonding of magnesium alloy with Ni interlayer[J]. The Chinese Journal of Nonferrous Metals, 2020, 30(5): 1065-1072.
[29] LI Z W, XU Z W, MA L. Cavitation at filler metal/substrate interface during ultrasonic-assisted soldering. Part Ⅰ: Cavitation characteristics[J]. Ultrasonics Sonochemistry, 2018, 49: 249-259.
[30] GU J F, FAN F X, LI Y S. Modeling and prediction of ultrasonic attenuation in liquid-solid dispersions containing mixed particles with Monte Carlo method[J]. Particuology, 2019, 43: 84-91.
[31] GROSJEAN V, JULCOUR C, LOUISNARD O. Axial acoustic field along a solid-liquid fluidized bed under power ultrasound[J]. Ultrasonics Sonochemistry, 2019, 56: 273-283.
[32] HUTCHINSON B, LUNDIN P, LINDH-ULMGREN E. Anomalous ultrasonic attenuation in ferritic steels at elevated temperatures[J]. Ultrasonics, 2016, 69: 268-272.
Influence of Ni/Al/Zn multi-interlayers on microstructure and mechanical performance of AZ31/2024 dissimilar alloy brazing joints
LI Yi-nan1, CUI Zhuang1, WU Zhi-yuan1, YAN Jiu-chun2, PENG Zi-long1, ZHOU Tao-shuai1
(1. School of Mechanical and Automotive Engineering, Qingdao University of Technology, Qingdao 266520, China;
2. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China)
Abstract: By using the Ni/Al/Zn multi-interlayers, the high mechanical performance AZ31/2024 dissimilar alloys joints were made via ultrasonic-assisted transient liquid phase bonding (U-TLP) in air without any fluxes. The microstructure and mechanical performance of the joints were researched by using different set-up of multi-interlayers such as Ni, Ni/Zn, Zn/Ni/Zn and Al/Zn/Ni/Zn. The function of the Ni, Al and Zn foil acted during U-TLP was analyzed. The results show that the phases in the joints can be controlled and mechanical performance of the joints can be improved by adjusting the set-up of the multi-interlayers. The Al/Zn/Ni/Zn interlayers combination significantly increases the shear strength up to 95.3 MPa. The Ni foil, which acts as “physical barrier”, prohibits the formation of Mg-Al intermetallic compounds, however, the shear strength is only 21.2 MPa, which is caused by that the joints at 2024 alloys side is only composed of Al3Ni. The Zn foil accelerates the dissolution of Al atom and increases the amount of Al3Ni. In addition, Zn-Al eutectics are formed and improve the joining between the Ni foil and 2024 alloys. The Al foil, whose aim is to slow down the dissolution of AZ31 alloys, helps to form a IMCs layer of mixture that is composed of Mg2Ni, Al3Ni, AlMg4Zn11 and NiZn8 along the Ni foil and enhance the bonding between Ni foil and AZ31.
Key words: Ni/Al/Zn multi-interlayer; AZ31/2024; dissimilar alloy brazing joints; ultrasonic; transient liquid phase bonding; multi-interlayer; mechanical performance
Foundation item: Projects(51871128, 51875300) supported by the National Natural Science Foundation of China; Projects(ZR2017MEE012, ZR2018MEE017) supported by the Natural Science Foundation of Shandong Province, China; Project(2018GGX103036) supported by the Key Research and Development of Shandong Province, China
Received date: 2020-08-07; Accepted date: 2021-05-06
Corresponding author: LI Yi-nan; Tel: +86-18669735631; E-mail: liyinan@qut.edu.cn
(编辑 王 超)
基金项目:国家自然科学基金资助项目(51871128,51875300);山东省自然科学基金资助项目(ZR2017MEE012,ZR2018MEE017);山东省重点研发计划项目(2018GGX103036)
收稿日期:2020-08-07;修订日期:2021-05-06
通信作者:李一楠,教授,博士;电话:18669735631;E-mail: liyinan@qut.edu.cn

