文章编号:1004-0609(2008)09-1651-07
La对Sn-Ag-Cu无铅钎料与铜钎焊接头金属间化合物的影响
周迎春,潘清林,李文斌,梁文杰,何运斌,李运春,路聪阁
(中南大学 材料科学与工程学院,长沙 410083)
摘 要:研究微量稀土La在钎焊和时效过程中对Sn-3.0Ag-0.5Cu无铅钎料与铜基板的钎焊界面及钎料内部金属间化合物(IMC)的形成与生长行为的影响。结果表明:钎焊后钎焊界面形成连续的扇形Cu6Sn5化合物层,其厚度随La含量的增加而减小;在150 ℃时效100 h后,连续的Cu3Sn化合物层在Cu6Sn5化合物层和铜基板之间析出,且Cu6Sn5层里嵌有Ag3Sn颗粒;界面金属间化合物总厚度随时效时间的延长而增厚,且在相同时效条件下随La含量的增加而减小;时效过程中金属间化合物生长动力学的时间系数(n)随着La含量的增加逐渐增大;钎焊后钎料内部Ag仍以共晶形式存在,时效后Ag3Sn颗粒沿钎料内部的共晶组织网络析出。
关键词:Sn-Ag-Cu无铅钎料;La;钎焊;时效;金属间化合物
中图分类号:TG 425.1 文献标识码:A
Effect of La on intermetallic compounds of
Sn-Ag-Cu lead-free alloy soldered with copper
ZHOU Ying-chun, PAN Qing-lin, LI Wen-bin, LIANG Wen-jie, HE Yun-bin, LI Yun-chun, LU Cong-ge
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The effects of minor La on the formation and growth behaviors of intermetallic compounds at Sn-3.0Ag-0.5Cu lead-free solder alloy/copper substrate interface and inside the solders during soldering and aging were investigated. The results show that Cu6Sn5 layer formed at the interface exhibits a continuous scallop-shaped structure after soldering, the thickness of Cu6Sn5 layer decreases with increasing La content. A thin Cu3Sn intermetallic compounds layer forms at the interface between Cu6Sn5 layer and Cu substrate after aging at 150 ℃ for 100 h. Ag3Sn particles are embedded to the Cu6Sn5 layer. The total intermetallic compounds thickness increases with prolonging aging time, and decreases with increasing La content under the same aging condition. The time exponent (n) in growth kinetic of intermetallic compounds layer during aging increases with increasing La content. Ag elements exist in Sn-Ag eutectic structures after soldering, and Ag3Sn particles are precipitated along the eutectic bonds after aging.
Key words: Sn-Ag-Cu lead-free solder; La; soldering; aging; intermetallic compound
Sn-Pb钎料以优异的润湿性、较低的熔点和良好的性价比等优点而被广泛应用于电子部件的装配上,但Pb及含Pb化合物是17种对人体和环境危害最大的化学物质之一。随着‘WEEE’和‘ROHS’两个指令的颁布实施,电子无铅化已迫在眉睫[1?3]。Sn-3.0Ag-0.5Cu三元钎料以优良的力学性能和相对Sn-Ag、Sn-Cu二元钎料更低的熔点而受到广泛的关注。
钎料和基板之间钎焊时形成的界面金属间化合物(IMC)是其机械连接和散热的基础。适当的界面IMC可实现钎料和基板之间良好的冶金结合,但界面IMC过厚时其脆性将降低服役过程中的抗拉强度、热疲劳寿命和断裂韧性[3?5]。因此,延长钎焊接头服役寿命的关键是控制界面IMC在钎焊和时效过程中的生长。Sn-Ag、Sn-Ag-Cu和Sn-Bi等无铅钎料钎焊界面IMC在钎焊和时效过程中的生长行为已进行广泛研究,亦有研究[5?9]表明,微量混合稀土(RE)可改善无铅钎料的组织与力学性能,但RE对无铅钎料钎焊接头界面金属间化合物的影响报道较少,尤其是纯La对Sn-Ag-Cu三元钎料与铜的钎焊接头在钎焊和时效过程中IMC生长行为的影响未见报道。本文作者通过向Sn-3.0Ag-0.5Cu钎料中添加微量稀土元素La,研究在钎焊和时效过程中La对钎焊界面以及钎料内部IMC形成与生长行为的影响,探讨不同La含量的Sn-3.0Ag-0.5Cu钎料与铜钎焊界面IMC的生长行为。
1 实验
以纯Sn、纯Ag、纯Cu和纯La为原料,采用铸锭冶金法制备了La含量分别为0、0.05%、0.1%和0.4%(质量分数)的4种不同Sn-3.0Ag-0.5Cu无铅钎料合金。熔炼温度750~780 ℃,保温时间2 h,其间每隔30 min搅拌一次使更均匀化。
钎焊实验的紫铜板纯度为99.9%,砂纸打磨后经丙酮除油污、盐酸溶液去除氧化膜,再用去离子水冲洗。0.2 g钎料放在铜板上后滴上水洗钎剂,在箱式电阻炉中260 ℃下保温5 min完成钎焊。钎焊后的样品在鼓风干燥箱中于150 ℃分别时效100、200、500和1 000 h。样品用环氧树脂镶样后打磨至抛光,用93%(体积分数)CH3CH2OH+2%HCl+5%HNO3的溶液腐蚀。为观察金属间化合物的三维形貌,样品在90%CH3CH2OH+10%HCl和90%CH3CH2OH+10%HNO3 溶液中各腐蚀20和10 h。采用POLYVER-MET金相显微镜和FEI Sirion-200扫描电子显微镜观察钎焊接头横截面和纵截面的显微形貌,采用EDAX Genesis-60能谱仪(EDX)确定金属间化合物的成分,钎焊接头横截面和纵截面制备方法如图1所示。用图像处理软件测量区域的面积后除以长度得到界面金属间化合物总厚度,每个结果为10个不同区域的平均值。

图1 钎料与铜钎焊接头制备示意图
Fig.1 Schematic diagram showing preparation of solder joints of solder and Cu substrate: (a) Solder joints after soldering; (b) Top view; (c) Front view
2 结果与讨论
2.1 钎焊后钎焊接头的界面组织
图 2和3所示分别为不同La含量的钎料合金与铜板在260 ℃钎焊5 min后钎焊接头横截面和顶部的显微形貌图。由图2可见,钎料与铜板钎焊后的界面是一层连续的扇形金属间化合物,经EDX分析证实为Cu6Sn5化合物层。由图3可见,连续的扇形Cu6Sn5化合物的顶层是近似于圆形的颗粒,每个颗粒被5~6个颗粒包围,颗粒间存在的沟槽在三点交合处最深。随La含量的增加,界面Cu6Sn5层的厚度和颗粒平均直径均减小,且Cu6Sn5颗粒变均匀。KIM等[10]认为钎焊过程中Cu6Sn5的生长受两个方面的影响:1) Cu6Sn5颗粒间的沟槽可作为Cu原子快速溶解、扩散至钎料内部的晶界通道;2) Cu6Sn5颗粒间尺寸差而造成的Gibbs- Thomson作用可使大颗粒长大、小颗粒消失。虽然添加La使钎料与铜界面Cu6Sn5颗粒变细小,晶界沟槽长度增加,但晶界宽度因为颗粒均匀细小而变窄,所以,添加La并不会使Cu原子沿晶界快速溶解作用增强。由Gibbs-Thomson作用可知,邻近颗粒的半径差越大,粗化速率越快。随钎料合金中La含量的增加,界面的Cu6Sn5颗粒变均匀,即半径差变小,Gibbs-Thomson作用随La含量的增加逐渐被削弱,即抑制了Cu6Sn5层生长。
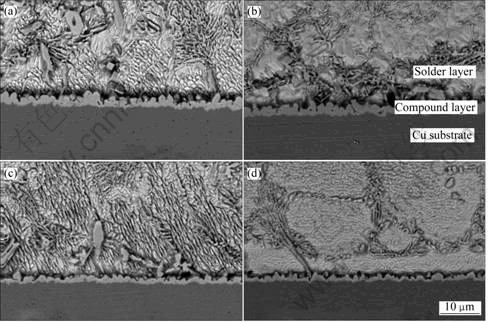
图2 钎料与铜板钎焊后界面横截面的微观组织
Fig.2 Cross-sectional microstructures of solder/copper interfaces after soldering: (a) Sn-3.0Ag-0.5Cu; (b) Sn-3.0Ag-0.5Cu-0.05La; (c) Sn-3.0Ag-0.5Cu-0.1La; (d) Sn-3.0Ag-0.5Cu-0.4La
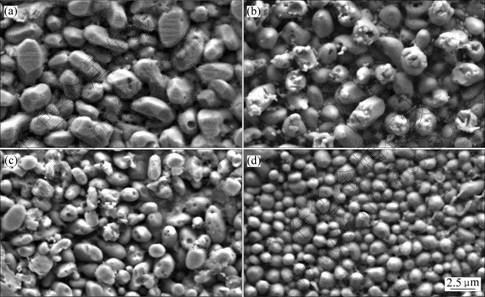
图3 钎料与铜钎焊后界面顶部的微观组织
Fig.3 Top view microstructures of solder/copper interfaces after soldering: (a) Sn-3.0Ag-0.5Cu; (b) Sn-3.0Ag-0.5Cu-0.05La; (c) Sn-3.0Ag-0.5Cu-0.1La; (d) Sn-3.0Ag-0.5Cu-0.4La
2.2 时效后钎焊界面组织
在时效过程中,由于钎料和铜基板中元素的相互扩散,界面IMC将继续生长。图4所示为Sn-3.0Ag- 0.5Cu和Sn-3.0Ag-0.5Cu-0.4La与铜钎焊界面时效0、200和1 000 h后的SEM形貌。图5所示为Sn-3.0Ag- 0.5Cu-0.05La与铜钎焊界面时效200 h后金属间化合物的EDX分析结果。由图5可知,靠近钎料一侧Sn和Cu的摩尔比接近于6?5,是Cu6Sn5化合物层;靠近铜基板一侧的Sn和Cu的摩尔比接近于3?1,是Cu3Sn化合物层。结合图4和图5可知,界面IMC经时效后由扇形逐渐变平直。时效100 h后在靠近Cu侧出现Cu3Sn化合物层,另外,靠近钎料一侧有白色的颗粒嵌在Cu6Sn5层里,经EDX分析证实为Ag3Sn颗粒。界面IMC总厚度均随时效时间的延长而增厚,Ag3Sn颗粒亦随时效时间的延长而粗化。IMC形貌逐渐变平直是由于减小界面IMC的面积可降低界面能。Ag3Sn颗粒镶嵌到Cu6Sn5层中是因为Ag3Sn颗粒在钎料内部经时效后析出,Cu6Sn5化合物层时效时向钎料内部生长将会包围Ag3Sn颗粒。
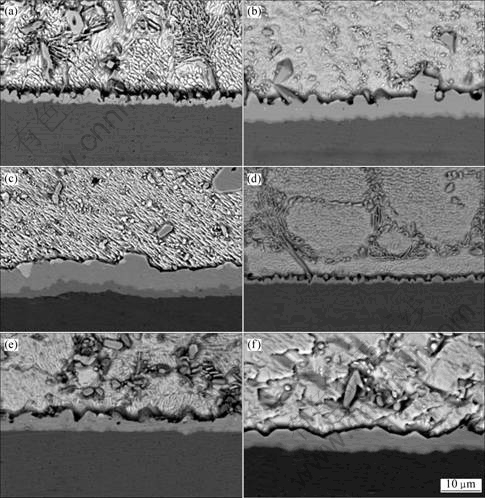
图4 钎料与铜钎焊界面150 ℃下时效后微观组织
Fig.4 Microstructures of solders/copper interface after aging at 150 ℃: (a) Sn-3.0Ag-0.5Cu, 0 h; (b) Sn-3.0Ag-0.5Cu, 200 h; (c) Sn-3.0Ag-0.5Cu, 1 000 h; (d) Sn-3.0Ag-0.5Cu-0.4La, 0 h; (e) Sn-3.0Ag-0.5Cu-0.4La, 200 h; (f) Sn-3.0Ag-0.5Cu-0.4La, 1 000 h
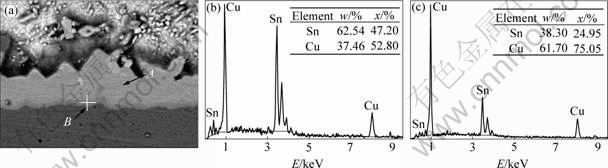
图5 150 ℃时效200 h后Sn-3.0Ag-0.5Cu-0.05La钎料与铜钎焊界面的EDX分析
Fig.5 EDX analysis of Sn-3.0Ag-0.5Cu-0.05La/copper interface after aging at 150 ℃ for 200 h: (a) SEM micrograph; (b) EDX pattern of Cu6Sn5 layer; (c) EDX pattern of Cu3Sn layer
2.3界面金属间化合物的生长规律
图6所示为150 ℃下不同La含量的钎料与铜钎焊接头界面Cu6Sn5化合物层和Cu3Sn化合物层的总厚度与时效时间的关系。由图可知,各钎料合金与铜钎焊界面IMC的总厚度均随着时效时间的延长而增加,在相同的时效条件下,总厚度随着La含量的增加而减小。IMC的增长速度在时效初期最快,随着时效时间的延长趋于缓慢。这是因为在时效初期快速扩散通道尚未封闭,而在时效后期快速扩散通道逐渐封闭所致[11]。
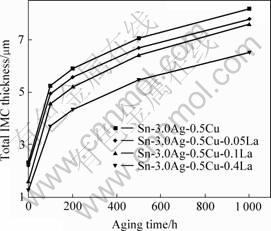
图6 150 ℃时效时钎料与铜钎焊界面IMC总厚度和时效时间的关系
Fig.6 Total IMC thickness at solder/copper interfaces as function of aging time at 150 ℃
钎料与铜钎焊接头界面IMC在等温时效过程中生长行为与时效时间的关系可描述为[12]

式中 Xt为钎料与铜界面IMC在t时刻的厚度,X0为钎料与铜界面IMC的初始厚度,A为常数,n为时间系数。
对式(1)取对数可得:

图7所示为不同La含量钎料与铜钎焊界面IMC的ln(Xt?X0)与lnt关系。界面IMC生长动力学参数时间系数n和常数A可从曲线得到,结果列于表1。
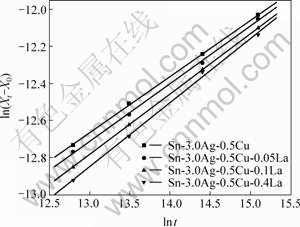
图7 150 ℃时效时钎料与铜钎焊界面IMC的ln(Xt?X0)与ln t关系
Fig.7 Relationship between ln(Xt?X0) and lnt for IMC at solder/copper interfaces aging at 150 ℃
表1 钎焊界面IMC在时效过程中的生长动力学参数
Table 1 Growth kinetics parameters of IMC during aging
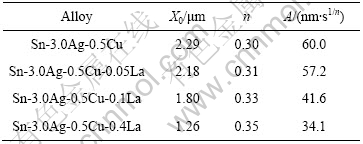
时效过程中钎焊界面IMC生长由体扩散控制时时间系数n为0.5,晶界扩散控制生长时n接近0.33[11]。SCHAEFER等[13]建立了n接近于0.33时IMC由晶界扩散控制的生长模型。由表1可知,随着La含量的增加,时间系数n逐渐从0.30增加到0.35,说明La的增加有使钎料与铜界面IMC在时效过程中的生长机制从晶界扩散控制向体扩散控制的趋势。
MA等[14]计算指出Sn-Ag-Cu钎料与铜钎焊中Cu6Sn5相因有最负的Gibbs自由能而最易析出,但在Sn-Ag-Cu钎料合金中加La后,La能降低Sn的活度,从而降低Cu6Sn5的生成驱动力,使钎焊和时效过程后的IMC厚度减小。因此,La的添加能抑制Sn-3.0Ag- 0.5Cu钎料与铜在钎焊和时效过程中IMC的生长。
2.4 钎料内部组织
图8所示为钎料内部的铸态、钎焊后和时效后显微组织。钎料的铸态组织由β-Sn枝晶以及Sn-Ag、Sn-Cu二元共晶和Sn-Ag-Cu三元共晶网络构成,粗大的Cu6Sn5和Ag3Sn初生相均未被观察到。图8(a)所示

图8 铸态、钎焊后和时效后钎料内部的显微组织
Fig.8 Microstructures inside solders: (a) Ternary eutectic structure of Sn-3.0Ag-0.5Cu alloy, cast; (b) Eutectic structure of Sn-3.0Ag-0.5Cu alloy after soldering; (c) OM microstructure of Sn-3.0Ag-0.5Cu-0.4La alloy after aging for 1 000 h
为Sn-3.0Ag-0.5Cu钎料合金中由针状Ag3Sn+粒状的Cu6Sn5+β-Sn组成的三元共晶SEM形貌。图8(b)所示为Sn-3.0Ag-0.5Cu钎料与铜钎焊后的钎料内部形貌图。由图可知,钎焊时界面反应并不能及时消耗快速溶解的Cu元素,多余的Cu元素将向钎料内扩散,当超过Cu在钎料内的溶解度时将在钎料内部析出粗大的初生Cu6Sn5相,但文献[15?16]观察到的粗大复杂Ag3Sn相在此并未观察到,Ag元素仍然存在于共晶组织中。图8(c)所示为Sn-3.0Ag-0.5Cu-0.4La钎料与铜钎焊后时效1 000 h界面的OM形貌图。由图4(f)和图8(c)可知,时效后仍未形成粗大Ag3Sn相,但细小Ag3Sn颗粒沿共晶网络析出。随着时效时间延长,Ag3Sn颗粒逐渐粗化。但是Ag3Sn颗粒和Cu6Sn5初生相相比,不仅细小而且呈网络分布,可使钎料内部得到强化。
图9所示为钎料内部初生Cu6Sn5相显微形貌。图9(a)所示为初生Cu6Sn5相的中空和实心六方棱柱两种
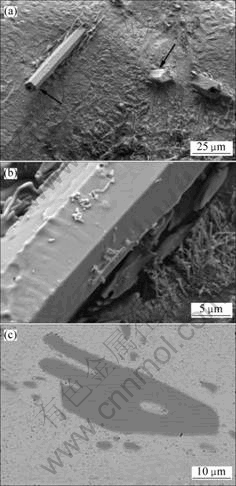
图9 钎料内部初生Cu6Sn5相形貌
Fig.9 Microstructures of primary Cu6Sn5 phases inside solders: (a) Three dimensional images of solid-type and hollow-type Cu6Sn5 phases; (b) Higher magnification of Cu6Sn5 phases; (c) Irregular cross sections of Cu6Sn5 phases
三维形貌。中空初生Cu6Sn5相的形成是因为中间溶解并填入钎料,实心初生Cu6Sn5相是在粗大的初生Ag3Sn相和空洞上形核,由螺位错生长机制控制[17]。由图8(c)可知,中空的Cu6Sn5相要明显多于实心的Cu6Sn5相,这是因为钎焊过程中未形成粗大的Ag3Sn相,不能提供实心Cu6Sn5相生长所需的形核核心。由图9(c)可知,除规则的中空和实心六方棱柱两种Cu6Sn5相,还有不规则的Cu6Sn5析出相。其形成的原因可能和凝固过程中的热流方向有关。
3 结论
1) Sn-3.0Ag-0.5Cu钎料与铜板钎焊后界面形成了连续的扇形Cu6Sn5化合物层,时效100 h后Cu3Sn化合物层在Cu6Sn5化合物层与铜基板之间析出,且在Cu6Sn5层里嵌有Ag3Sn颗粒。
2) Sn-3.0Ag-0.5Cu钎料与铜板钎焊后界面形成的Cu6Sn5化合物层的厚度和平均颗粒直径均随钎料合金中La含量的增加而减小。界面Cu6Sn5和Cu3Sn的总厚度随时效时间的增加而增厚,在相同的时效条件下随La含量的增加而减小。IMC在时效过程中生长动力学的时间系数n随着La含量的增加逐渐增大。
3) 钎焊后钎料内部形成了中空和实心两种六方棱柱状的Cu6Sn5相,但Ag元素仍以共晶形式存在,时效后Ag3Sn颗粒沿钎料内部的共晶组织网络析出。
REFERENCES
[1] WANG Jian-xin, XUE Song-bai, FANG Dian-song, JU Jin-long, HAN Zong-jie, YAO Li-hua. Effect of diode-laser parameters on shear force of micro-joints soldered with Sn-Ag-Cu lead-free solder on Au/Ni/Cu pad[J]. Trans Nonferrous Met Soc China, 2006, 16(8): 1374?1378.
[2] WU C M L, YU D Q, LAW C M T, WANG L. Properties of lead-free solder alloys with rare earth element additions[J]. Mater Sci Eng R, 2004, 44(1): 1?44.
[3] 段莉蕾, 于大全, 赵 杰, 王 来. Sn-9Zn-3Bi/Cu钎焊接头在170 ℃时效过程中的显微结构[J]. 中国有色金属学报, 2004, 14(5): 842?847.
DUAN Li-lei, YU Da-quan, ZHAO Jie, WANG L. Microstructures of Sn-9Zn-3Bi solder/Cu joint during long-term aging at 170 ℃[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(5): 842?847.
[4] VIANCO P T, REJENT J A, HLAVA P F. Solid-state intermetallic compound layer growth between copper and 95.5Sn-3.9Ag-0.6Cu solder[J]. Journal of Electronic Materials, 2004, 33(10): 991?1004.
[5] CHEN Z G, SHI Y W, XIA Z D, YAN Y F. Properties of lead-free solder SnAgCu containing minute amounts of rare earth[J]. Journal of Electronic Materials, 2003, 32(4): 235?243.
[6] LAW C M T, WU C M L, YU D Q, WANG L, LAI J K L. Microstructure, solderability, and growth of intermetallic compounds of Sn-Ag-Cu-RE lead-free solder alloys[J]. Journal of Electronic Materials, 2006, 35(1): 89?93.
[7] CHEN B L, LI G Y. Influence of Sb on IMC growth in Sn-Ag-Cu-Sb Pb-free solder joints in reflow process[J]. Thin Solid Films, 2004, 462/463: 395?401.
[8] 卢 斌, 王娟辉, 栗 慧, 朱华伟, 焦宪贺. 添加0.10%Ce 对Sn-0.7Cu-0.5Ni焊料与Cu基板间界面IMC的影响[J]. 中国有色金属学报, 2007, 17(2): 390?395.
LU Bin, WANG Juan-hui, LI Hui, ZHU Hua-wei, JIAO Xian-he. Effect of 0.10% Ce on intermetallic compounds at Sn-0.7Cu-0.5Ni/Cu interface[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(2): 390?395.
[9] LIN C Y, JAO C C, LEE C, YEN Y W. The effect of non-reactive alloying elements on the growth kinetics of the intermetallic compound between liquid Sn-based eutectic solders and Ni substrates[J]. Journal of Alloys and Compounds, 2007, 440(1/2): 333?340.
[10] KIM H K, TU K N. Kinetic analysis of the soldering reaction between eutectic SnPb alloy and Cu accompanied by ripening[J]. Physical Review B, 1996, 53(24): 16027?16034.
[11] DENG X, PIOTROWSKI G, WILLIAMS J J, CHAWLA N. Influence of initial morphology and thickness of Cu6Sn5 and Cu3Sn intermetallics on growth and evolution during thermal aging of Sn-Ag solder/Cu joints[J]. Journal of Electronic Materials, 2003, 32(12): 1403?1413.
[12] RIZVI M J, CHAN Y C, BAILEY C, LU H, ISLAM M N. Effect of adding 1 wt% Bi into Sn-2.8Ag-0.5Cu solder alloy on the intermetallic formations with Cu-substrate during soldering and isothermal aging[J]. Journal of Alloys and Compounds, 2006, 407(1/2): 208?214.
[13] SCHAEFER M, FOURNELLE R A, LIANG J. Theory for intermetallic phase growth between Cu and liquid Sn-Pb based on grain boundary diffusion control. Journal of Electronic Materials, 1998, 27(11): 1167?1176.
[14] MA X, QIAN Y Y, YOSHIDA F. Effect of La on the Sn-rich halo formation in Sn60-Pb40 alloy [J]. Journal of Alloys and Compounds, 2001, 327(1/2): 263?266.
[15] XIAO W M, SHI Y W, LEI Y P, XIA Z D, GUO F. Comparative study of microstructures and properties of three valuable SnAgCuRE lead-free solder alloys [J]. Journal of Electronic Materials, 2006, 35(5): 1095?1103.
[16] LU H Y, BALKAN H, SIMN Ng K Y. Effect of Ag content on the microstructure development of Sn-Ag-Cu interconnects [J]. Journal of Materials Science: Materials in Electronics, 2006, 17(1): 171?178.
[17] LI B, SHI Y W, LEI Y P, GUO F, XIA Z D, ZONG B. Effect of rare earth element addition on the microstructure of Sn-Ag-Cu solder joint[J]. Journal of Electronic Materials, 2005, 34(3): 217?224.
收稿日期:2007-11-12;修订日期:2008-03-21
通讯作者:潘清林,教授,博士;电话:0731-8830933;E-mail: pql@mail.csu.edu.cn
(编辑 龙怀中)

