���±�ţ�1004-0609(2014)08-2137-08
��ͷϡ���������Ͻ���������ѧ
����ΰ1, 2���� ÷1, 2�����ٸ�1������1, 2��������1���� ��1������ƽ1
(1. ���ɹſƼ���ѧ ������ұ��ѧԺ����ͷ 014010��
2. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100029)
ժ Ҫ�������Ȼ���������ϵ��Ͻ�����ͷ���ϡ�������Խ������̶���ѧ�����о�������������Ҫ����������Ȼ�����Ũ�ȡ�Һ�̱ȡ������ٶȡ��¶ȼ���Ӧʱ��Ծ��������Ӱ�졣�������������������Ȼ�����Ũ�Ⱥ�Һ�̱ȵ�����Ӧʱ����ӳ��ͷ�Ӧ�¶ȵ����ߣ�����Ľ����������õ����Ż����������������£�HCl��AlCl3Ũ�ȷֱ�Ϊ4.0 mol/L��1.5 mol/L��Һ�̱�Ϊ20 mL/g�������ٶ�Ϊ300 r/min���¶�Ϊ85 �棬ʱ��Ϊ90 min��SEM-EDS������ѧ�����������������������̷���һ���ܹ����������Ľ��潻����Ĥ��ɢ��Ͽ��Ƶ�����С��ģ�ͣ����ۻ��Ϊ35.3 kJ/mol����������˹����k0=419.95����Ӧ����a��b��c�ֱ�Ϊ1.265��1.208��1.22��ͨ�������Ƶ�����Ӧ����ѧ���̡�
�ؼ��ʣ��Ȼ��������������ϡ��������ѧ�����
��ͼ����ţ�TF803 ���ױ�־�룺A
Complex leaching and kinetics of Baotou mixed rare earth concentrate
ZHANG Xiao-wei1, 2, LI Mei1, 2, LIU Zhao-gang1, HU Yan-hong1, 2, WANG Mi-tang1, LIU Jia1, YANG Jian-ping1
(1. School of Materials and Metallurgy, Inner Mongolia Science and Technology University, Baotou 014010, China;
2. College of Materials Science and Engineering, Beijing University of Chemical Technology, Beijing 100029, China)
Abstract: The complex leaching kinetics of Baotou mixed rare earth concentrate in HCl-AlCl3 solution was investigated. The effects of HCl concentration, AlCl3 concentration, liquid to solid ratio, stirring speed, temperature and reaction time were investigated. The results indicate that the concentrate leaching ratio increases with increasing the HCl and AlCl3 concentrations, liquid to solid ratio, temperature and reaction time. The optimal conditions are as follows: concentrations of HCl and AlCl3 are 4.0 mol/L and 1.5 mol/L, respectively, the liquid to solid ratio is 20 mL/g, the stirring speed is 300 r/min, temperature is 85 ��, reaction time is 90 min. The SEM-EDS and kinetic analysis show that the concentrate leaching conforms with a new shrinking core model, in which both the interfacial transfer and diffusion through the product layer affect the reaction rate. The apparent activation energy is 35.3 kJ/mol, the Arrhenius constant k0 is 419.95, and the reaction series a, b, c are 1.27, 1.21 and 1.22, respectively. A kinetic equation was derived to describe the process.
Key words: aluminium chloride; hydrochloric acid; leaching; mixed rare earth concentrate; kinetics; activation energy
λ�����ɹŰ�ͷ�а��ƶ���������ϡ�������ɷ�̼���Ͷ���ʯ��ɵĻ����ϡ�����ռ������̽��ϡ��������43%����[1]���Ƿdz���Ҫ��ϡ����Դ��Ŀǰ����ҵ������ʹ�õ�ϡ��������ѡ����Ŀ�������ѡ��ѡ�����õ�����ϡ��������50%���ϵľ������з�̼��������ʯ����������9:1~6:4֮��[2-4]��
Ŀǰ����ҵ�϶��ڷֽ��ͷ�����ϡ������㷺���õĹ�����Ҫ��Ũ����ǿ�����շ����ռ[5]���ر���Ũ����ǿ�����շ�Ӧ�ø����ձ飬��Ϊ�÷����Ծ���ƷλҪ��ͣ������ɱ��ͣ��������̶̣��ֽ�Ч�ʸߡ����Dz�����Ũ����ǿ�����շ������ռ����Ҫ�����ȶԻ��ϡ��������б��գ����չ����з�̼����ֽ⣬��Ԫ����HF�������ʽ�����ͬʱҲ��������ĺ������壬������Ⱦ��������Щ������Ϊ�˽��ͻ�����Ⱦ���������Ч�ʣ�������Ŀ��й�����Ҳ�ڲ����о��µķֽ�գ����磬�������[6]���ü�̼�Ȼ�������Ӧ�����ֽ���ϡ��������������[7]����AlCl3�ѷ�-̼���Ȼ����ӻ��ϡ����������ȡϡ������Щ������ȡ����һ���ķֽ�Ч��������Ŀǰ������ʵ�����о��Σ��������й�ҵ��������
��ʪ��ұ��������һ����Ͻ����ķ���[8-10]�����ڵ�����������Чȥ������������Ԫ�ؼ������Ƶ����ʣ�Ч���dz���������Щ���������������ӻ��߷�������ijЩ�����Ӿ��м�ǿ��������á����ڷ�����Ҳ���м�ǿ��������ã��ȶ�����[11]Ϊ6.9��1019�������γ�[AlF6]3+�����ԣ��������߸�������ԭ���о���HCl-ACl3��ϵ�ֽ��ͷ���ϡ�������еķ�̼����Էֽ���̵Ķ���ѧ��������ϸ�о����˷����ڷ�̼���ֽ��ͬʱ����̼��������ʯ�����˷��룬������Ҫ���±��գ�ͨ��ʪ��ұ��ķ����ڵ��������½�����ֽ⣬���Խ������̶���ѧ�����о���
1 ʵ��
1.1 ԭ��
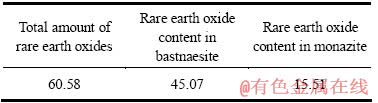
ʵ�������õĻ��ϡ�����������ڰ���ϡ���߿ƹɷ�����˾������С��0.04 mm����ɫΪdz��ɫ����ϡ�������еĻ�ѧ�ɷּ�ϡ������ɰ�ͷϡ���о�Ժ�����Ҳⶨ���������1�ͱ�2��
ʵ������������ͽᾧ�Ȼ������Լ���Ϊ���۷������Լ���
��1 ��ͷϡ������Ļ�ѧ�ɷ�
Table 1 Chemical contents of Baotou rare earth concentrate (mass fraction, %)

��2 ��ͷϡ��������ϡ����ֺ���
Table 2 Rare earth contents of Baotou rare earth concentrate (mass fraction, %)
1.2 ʵ�鷽��������
����ʵ���ڴ���ѭ������װ�õ�400 mL������ƿ�н��У���HH-4��������ˮԡ�������Ʒ�Ӧ���¶ȣ��ý�̳JJ-1�;��ܺ��ٽ��������ƽ����ٶȡ�����ʵ����ÿ�ζ���ȡ10 g��ϡ��������Ʒ�����Ȱ�Ҫ������һ��Ũ�ȵ�HCl-AlCl3��ϵ��Һ������ƿ�У��ٽ���ƿ�����趨���¶ȵ�ˮԡ���У����¶ȼƼ����ƿ���¶ȣ�����ƿ��Һ���¶���ˮԡ���¶���ͬ���ƺõ�ϡ�����������뵽��ƿ�У�����������ת�ٺ�ʼ��ʱ������ƻ�ʱ���Ѹ�ٽ����ȹ��ˣ�������ˮϴ������3�Σ�����DZF-6090��ո���������120 �����2 h����BS2202S������ƽ��������������������QUANDTA 400��ɨ�����������ԭ��ͽ����������ۼ���������
ϡ����������ʵļ��㷽�����£�
 (1)
(1)
ʽ�У�SΪϡ�����������(%)��m1Ϊ��������(g)��mΪϡ����������(g)��
2 ���������
2.1 ����Ũ�ȶԾ��������Ӱ��
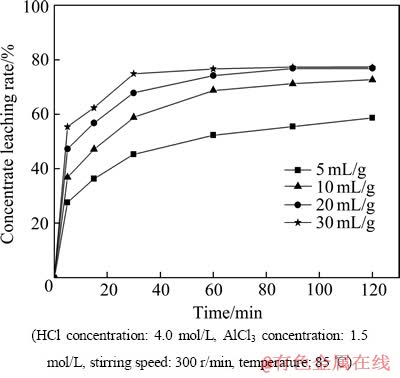
ͼ1��ʾΪ����Ũ�ȶԾ��������Ӱ�졣��ͼ1���Կ�����������Ũ����0����6 mol/Lʱ������Ľ����������ӣ�����Ӧ���е�60 min������Ũ����4 mol/L����6 mol/Lʱ������Ľ����ʱ仯����������Ϊ������Ũ������һ���̶�ʱ��������������H+Ũ�ȴ��ڱ���״̬��̼��ϡ����H+��ֽӴ������»�ѧ��Ӧ�ﵽ��ƽ�⣬����4 mol/L������Ũ�ȿ�����Ϊ�������Ż�������
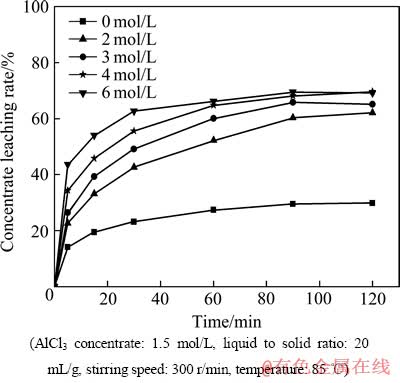
ͼ1 ����Ũ�ȶԾ��������Ӱ��
Fig. 1 Effect of HCl concentration on concentrate leaching rate
������Ũ��Ϊ0ʱ���������в��ֽ������������ʴﵽ29.82%���������ڷ������·�Ӧ��
2REF3 + Al3+ = [AlF6]3- + 2RE3+,��G�� = -140.439 kJ/mol (2)
3CaF2 + Al3+ = [AlF6]3- + 3Ca2+ ,��G�� = -66.579 kJ/mol (3)
���ַ���ϡ�������������ֱ����AlCl3������Ϸ�Ӧ���ɴ˿ɼ���Al3+��F-ȷʵ���м�ǿ��������ã�Al3+���������ķ��������ѧ��Ӧ�����˲��־�����ܽ⡣
2.2 �Ȼ���Ũ�ȶԾ��������Ӱ��
ͼ2��ʾΪ�����������AlCl3Ũ�ȱ仯�����ߡ���ͼ2�п���������AlCl3Ũ�ȵ����ӣ�����Ľ����������ӣ�����Ӧ���е�90 min��ﵽƽ��״̬����AlCl3��Ũ��Ϊ1.5��2 mol/L����Ӧ���е�90 minʱ����������ʷֱ�Ϊ71.16%��72.55%�������1.39%������ѡ��1.5 mol/L��AlCl3Ũ��Ϊ�����Ż�������
��ACl3Ũ��Ϊ0ʱ����Ȼ�в��ֵľ������������Ҫ���������·�Ӧ�ķ�����
RE2(CO3)3 +6H+ = 2RE3+ +3CO2�� + 3H2O,��G�� = -180.255 kJ/mol (4)
�����еIJ���̼��ϡ����HCl��Ӧ�����Ľ����ʴﵽ34.89%��
���������������ضԾ��������Ӱ����Կ������ڱ��о��з�̼������ȫ�ֽ����ͨ��HCl��AlCl3�Ĺ�ͬ���ò���ʵ�֣�������Ϊ��̼����Ƿ���ϡ����̼��ϡ���ĸ��ϻ����
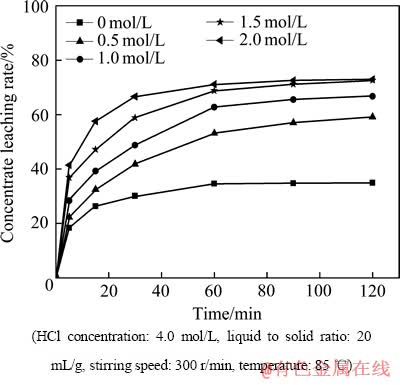
ͼ2 AlCl3Ũ�ȶԾ�������ʵ�Ӱ��
Fig. 2 Effect of AlCl3 concentration on concentrate leaching rate
2.3 Һ�̱ȶԾ��������Ӱ��
��Һ�̷�Ӧ�У�Һ�̱����Ũ�ȳɷ��ȣ�������Һ�̷�Ӧ���ŷdz���Ҫ��Ӱ�졣ͼ3��ʾΪҺ�̱ȶԾ�������ʵ�Ӱ�졣��ͼ3���Կ�������60 minǰ������Һ�̱���5 mL/g������30 mL/g�����������Ѹ�����ӣ�60 min����������ӻ�����������Ϊ��Һ�̱�����ʱ����Ũ�Ⱦͻ���֮��С������Һ�����ӵ���ɢ�����������������ڻ�ѧ��Ӧ����(2)��(3)��(4)���ҽ��С���Ӧ���е�90 min������ﵽ�˻�ѧ��Ӧƽ�⣬��Һ�̱�Ϊ20��30 mL/gʱ����Ľ����ʻ�����ͬ������ѡ��20 mL/gΪ�Ż�����������
ͼ3 Һ�̱ȶԾ�������ʵ�Ӱ��
Fig. 3 Effect of liquid to solid rate on concentrate leaching ratio
2.4 �����ٶȶԾ��������Ӱ��
ʵ���о��˽����ٶȶ�ϡ����������ʵ�Ӱ�졣�������Һ�̷�Ӧ�����еĻ�ѧ��Ӧ��������ɢ���зdz���Ҫ�����á�ͼ4��ʾΪ�����ٶȶԾ�������ʵ�Ӱ�졣��ͼ4��֪���������ٶȴﵽ200 r/minʱ����ƿ�еĹ����������Һ���Ѿ��ﵽ�˾��ȵ�����״̬���������ٶ���100 r/min���ӵ�300 r/minʱ������Ľ����������ӣ����ǵ������ٶȴ���300 r/min�Ժ���Ľ����ʿ�ʼ�½���������Ϊ�������������Һ������Ӧʱ�����������������Ҫ�������ӣ�Ȼ������ѧ��Ӧ����������ٶȹ���Ȼ�ή������������������Ӧ�����Ծ���Ľ����ʾͻ��½�����ˣ�300 r/minΪ��ѵĽ����ٶȡ�
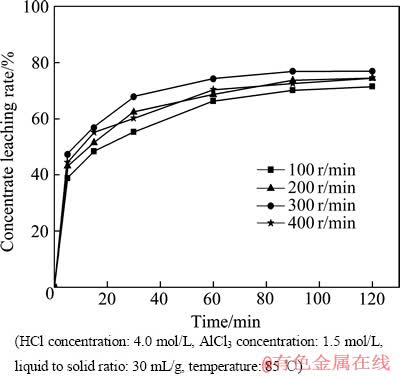
ͼ4 �����ٶȶԾ�������ʵ�Ӱ��
Fig. 4 Effect of stirring speed on concentrate leaching rate
2.5 �¶ȶԾ��������Ӱ��
�¶��ǻ�ѧ��Ӧ�����е�����Ӱ�����ء�ͼ5��ʾΪ�¶ȶԾ�������ʵ�Ӱ�졣��ͼ5���Կ������ڷ�Ӧ���е�5 min���¶���45 ��������100 ��ʱ������Ľ�����Ѹ�ٵ���22.8%������55.36%����100 �棬����Ӧ���е�30 minʱ���Ѵﵽ�˻�ѧ��Ӧƽ�⡣��85 �棬��Ӧ���е�60~90 min֮��ﵽ�˻�ѧ��Ӧƽ�⣬�ɼ��¶�Խ�ߣ�����Ľ�������Խ�죬����ʵ��������¶�Խ�ߣ�ʵ��������ѶȾ�Խ����Ϊ���������£���Һ��ˮ�ּ�����Ļӷ��ٶȻ���Ӧ������������ѹ����֮��������ˮ�����پͱ��������ڱ��о���ѡ��85 ��Ϊ�Ż������¶ȣ����Ż������£�90 minʱ�Ľ����ʴﵽ76.83%������������������ܽ���Ϊ77.97%�����ɴ��жϻ��ϡ�������еķ�̼���ȫ���ֽ⡣
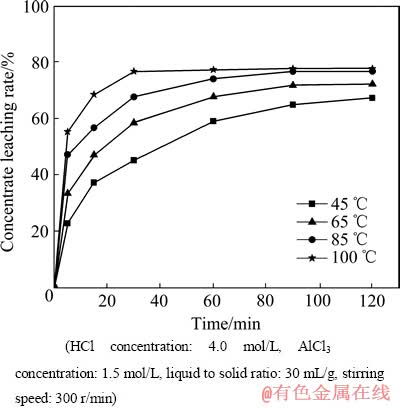
ͼ5 �¶ȶ�ϡ����������ʵĹ�ϵ
Fig. 5 Effect of temperature on rare earth concentrate leaching rate
2.6 ����������SEM-EDS����
ͨ��SEM-EDS�����˾������ǰ��ı���ṹ���ɷ֡������SEM����ͼ6��ʾ����ͼ6(a)��(b)���Կ����������������⻬�����кܶ��ɫ���ʷ�ɢ�ڿ������棬�ԱȽ�������SEM��(��ͼ7(a)��(b))�ɼ�����������Ժ����ð���ƽ������İ�ɫ������ʧ��������þ�����������С���ڿ����ı���û�з����µĹ�������İ������ԱȾ������ǰ���EDS����(��ͼ6(c)��(d)��7(c)��(d))���֣������е�FԪ����ʧ���ڽ�����PԪ�صķ�ǿ��������Si��Fe�ķ�ǿ��������Ȼ���ڣ�˵����Ȼ�в���Si��Fe�Ļ�����û���ܽ⡣
2.7 ��������ѧ����
����������̵��ܷ�Ӧ����ʽ���£�
2REF3��RE2(CO3)3 + AlCl3 + 12HCl =5RECl3 + H3AlF6+ 6H2O +6CO2�� (5)
����SEM-EDSͼ���������Ϊ�ý�����Ӧ����Ӧ��������С��ģ�ͣ����ô�ͳ�Ķ���ѧģ��[12-15]�Ըý������̽��ж���ѧ�������֣��������ϵ��R2��С��0.95�����Դ�ͳ�Ķ���ѧģ�Ͳ��ʺ����������ý�����Ӧ�Ķ���ѧ���̡�����DICKINSON��[16]��DEHGHAND��[17]���о�������һ���µ���С��ģ�ͣ�������Ϊ���ֽ����������ܹ����������Ľ��潻����Ĥ��ɢ��ͬ���Ƶ���С��ģ�ͣ�����ѧ�������£�
 (6)
(6)
ʽ�У� Ϊ����Ľ����ʣ�KmΪ��Ӧ�������ʳ�����tΪ��Ӧʱ�䡣
Ϊ����Ľ����ʣ�KmΪ��Ӧ�������ʳ�����tΪ��Ӧʱ�䡣
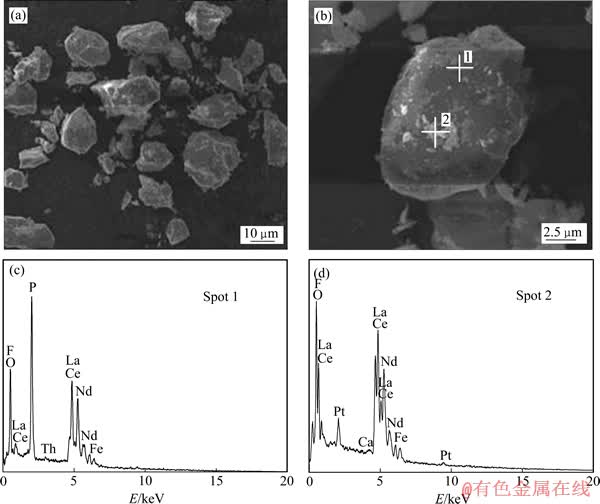
ͼ6 �����SEM����Ӧ��EDS��
Fig. 6 SEM images ((a), (b)) and EDS patterns ((c), (d)) of rare earth concentrate
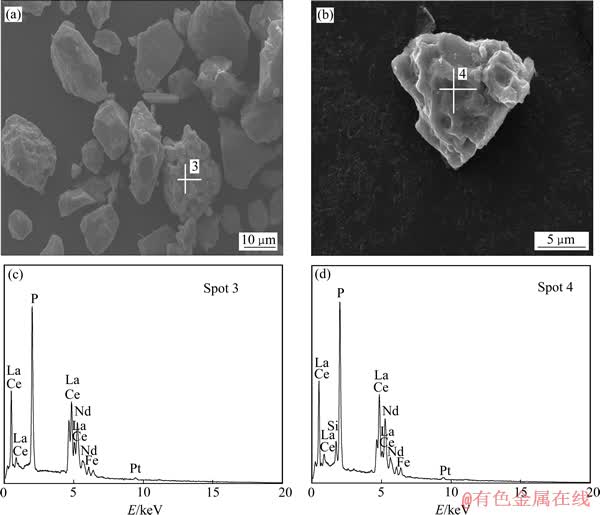
ͼ7 ��������SEM����Ӧ��EDS��
Fig. 7 SEM images ((a), (b)) and EDS patterns ((c), (d)) of leaching residue
��ͼ5�õ��ľ�������ʵĽ������ʽ(6)�У��õ����ڲ�ͬ�ķ�Ӧ�¶��� ��ʱ��t��ֱ�ߣ���ͼ8��
��ʱ��t��ֱ�ߣ���ͼ8��
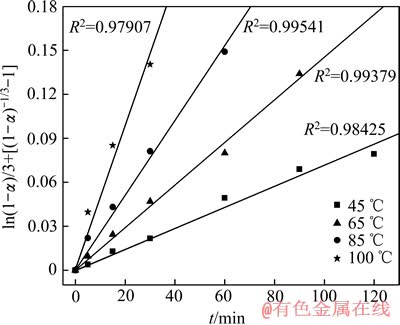
ͼ8 �ڲ�ͬ�¶��� ��ʱ��t�Ĺ�ϵ
��ʱ��t�Ĺ�ϵ
Fig. 8 vs t at different temperatures
��ͼ8���Կ������ڸ��¶������µõ��ķ�Ӧ���ϵ��R2������0.97�����Ծ��кܺõ���������ԣ����о��о���������̷������ֶ���ѧģ�͡�����Arrhenius��ʽ[18-19]K=Aexp[-Ea/(RT)]����ȡ�����ɵã�lg K=lg A-Ea/(2.303RT)����lg K-1/T��ͼ9����û��Ea=35.3 kJ/mol��
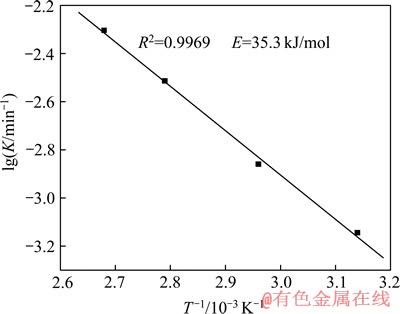
ͼ9 ���������Arrheniusͼ
Fig. 9 Arrhenius plot of concentrate leaching
�ڱ��о���Һ�̷�Ӧ�У��¶ȡ�ʱ�䡢Һ�̱ȡ�������Ȼ�����Ũ�ȶԽ�����Ӧ���кܴ��Ӱ�죬��ˣ��µ���С��ģ�͵ı�����۷�Ӧ���ʳ�������д�����Ӱ�����صĹ�ϵ���£�
 (7)
(7)
ʽ�У�k0Ϊ��������˹������a��b��cΪ��Ӧ������ ΪҺ�̱ȡ�
ΪҺ�̱ȡ�
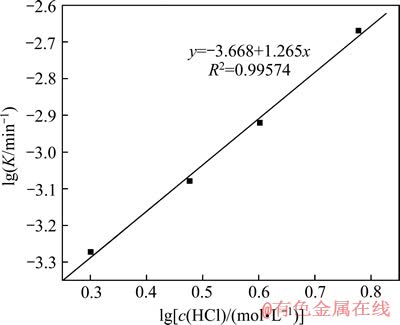
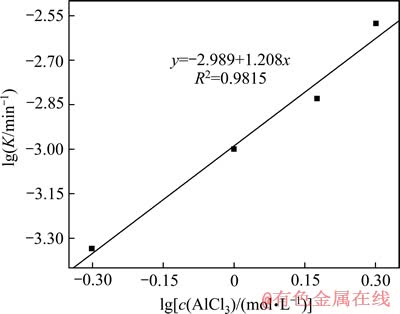
ͼ10 ��������� �Ĺ�ϵ
�Ĺ�ϵ
Fig. 10 Plot of for concentrate leaching
ͼ11 ��������� �Ĺ�ϵ
�Ĺ�ϵ
Fig. 11 Plot of for concentrate leaching
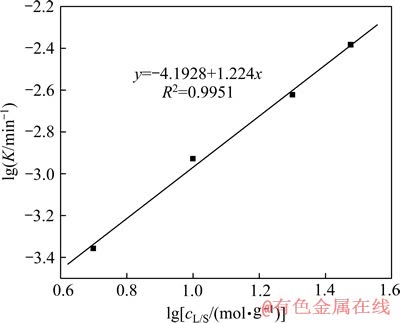
ͼ12 ��������� �Ĺ�ϵ
�Ĺ�ϵ
Fig. 12 Plot of for concentrate leaching
ʽ(6)����д���������ʽ��
 (8)
(8)
����ͼ9��ø÷�Ӧ�Ļ��EaΪ35.3 kJ/mol���ɽؾ���ð�������˹����k0Ϊ419.95����Ӧ����a��b��c���Էֱ��� ��
�� ��
�� ��ͼ�ֱ��������ͼ10��11��12��
��ͼ�ֱ��������ͼ10��11��12��
��ͼ10��11��12�ֱ�ó���Ӧ����a=1.27��b=1.21��c=1.22���ֱ����ʽ(7)�ó��þ���������̵Ķ���ѧ����ʽ���£�
 (9)
(9)
3 ����
1) �����ض�ͷ���ϡ��������Ͻ������о��������������Ľ���������������Ȼ�����Ũ�ȡ�Һ�̱ȡ��¶Ⱥͷ�Ӧʱ�������������õ����Ż����������������£�HCl��AlCl3Ũ�ȷֱ�Ϊ4.0 mol/L��1.5 mol/L��Һ�̱�Ϊ20 mL/g���¶�Ϊ85 �棬ʱ��Ϊ90 min�������ٶ�Ϊ300 r/min��
2) ����������SEM-EDSͼ��������������������С�˷�Ӧ������������û���µĹ������������һ���µ���С��ģ�Ϳɺܺõ�������������������̵Ķ���ѧ���÷�Ӧ�����ܹ����������Ľ��潻����Ĥ��ɢ��Ͽ��ơ�
3) ͨ�����㼰�����ó���Ӧ�ı��ۻ��ΪEa=35.3 kJ/mol����������˹����k0=419.95����Ӧ����a��b��c�ֱ�Ϊ1.27��1.21��1.22��Ȼ�õ������������ѧ���̡�
REFERENCES
[1] ��־ӱ, ����Զ, ������, �� ѩ, Ϳ�ӷ�. ���ϡ�������������չ����з����ݳ������о�[J]. ϡ��, 2009, 30(60): 18-21.
WU Zhi-ying, WU Wen-yuan, SUN Shun-chen, BIAN Xue, TU Gan-feng. Study of fluorine escaping in calcining process of mixed rare earth concentrate[J]. Journal of Rare Earths, 2009, 30(60): 18-21.
[2]  Effect of thiourea on sulphuric acid leaching of bastnaesite[J]. Hydrometallurgy, 2003, 68(1/3): 195-202.
Effect of thiourea on sulphuric acid leaching of bastnaesite[J]. Hydrometallurgy, 2003, 68(1/3): 195-202.
[3] PRADIP, FUERSTENAU D W. The role of organic and inorganic reagents in the flotation separation of the rare earth ores[J]. International Journal of Mineral Processing, 1991, 32(1/2): 1-22.
[4] KANAZAWA Y, KAMITANI M. Rare earth minerals and resources in the world[J]. Journal of Alloys and Compounds, 2006, 408/412: 1339-1343.
[5] ��С��, �����, Ѧ����, �Ź���. �ҹ�ϡ��ʪ��ұ��չ״�����о���չ[J]. �й�ϡ��ѧ��, 2006, 24(2): 129-133.
HUANG Xiao-wei, LI Hong-wei, XUE Xiang-xin, ZHANG Guo-cheng. Development status and research progress in rare earth hydrometallurgy in china[J]. Journal of Rare Earths, 2006, 24(2): 129-133.
[6] ������, �ŷﴺ, Ҧ�绪, ������, ��С��. ��̼�Ȼ�-������Ӧ�����ӷ�̼���-����ʯ��Ͼ�������ȡϡ��[J]. ���̹���ѧ��, 2007, 7(1): 75-78.
ZHANG Li-qing, ZHANG Feng-chun, YAO Shu-hua, JIANG Lin-lin, WANG Xiao-huan. Rare earth extraction from mixed bastnaesite-monazite concentrate by carbochlorination- oxidation[J]. The Chinese Journal of Process Engineering, 2007, 7(1): 75-78.
[7] ������, ��֮��, �� ��, ����ǧ, �� ��. ���� AlCl3�ѷ�-̼���Ȼ����ӻ��ϡ����������ȡϡ��[J]. ���̹���ѧ��, 2008, 8(2): 258-262.
YU Xiu-lan, WANG Zhi-chang, WANG Yong, DONG De-qian, LIU Jia. Extraction of rare earths from mixed bastnaesite- monazite concentrate by carbochlorination reaction with AlCl3 as defluorinating agent[J]. The Chinese Journal of Process Engineering, 2008, 8(2): 258-262.
[8] LEE S O, TRAN T, PARK Y Y, KIM S J, KIM M J. Study on the kinetic of iron oxide leaching by oxalic acid[J]. International Journal of Mineral Processing, 2006, 80(2/4): 144-152.
[9] �� ѩ, ���ٻ�, �ŷ���, ����Զ, Ϳ�ӷ�. ��������Ͻ�������ϡ���������������[J]. ������ұ��ѧ��, 2011, 10(4): 244-248.
BIAN Xue, YIN Shao-hua, ZHANG Feng-yun, WU Wen-yuan, TU Gan-feng. The separation of rare earth oxide and celeium fluoride with the method of citric acid complex leaching[J]. Journal of Materials and Metallurgy, 2011, 10(4): 244-248.
[10] �� ѩ, ����Զ, �� ��, ���ٻ�, �� ��. HCl-AlCl3��Һ��Ͻ���ϡ��������ͷ����Ƶ��о�[J]. �й�ϡ��ѧ��, 2010, 28(3): 322-329.
BIAN Xue, WU Wen-yuan, LUO Yao, YIN Shao-hua, ZHANG Bo. Coordination leaching of rare earths oxide and CaF2 by HC-lAlC l3[J]. Journal of Rare Earths, 2010, 28(3): 322-329.
[11] ���ݴ�ѧ��ѧϵ������ѧ������. ������ѧ�ֲ�(��һ�ֲ�)[M]. 2��. ����: ��ѧ��ҵ������, 2003: 153-175.
Analytical Chemistry Teaching and Research Section of Chemistry Department Hangzhou University. Handbook of analytical chmuistry (first fascicule)[M]. 2nd ed. Beijing: Chemical Industry Press, 2003: 153-175.
[12] PUENTE-SILLER D M, FUENTES-ACEITUNO J C, NAVA-ALONSO F. A kinetic�Cthermodynamic study of silver leaching in thiosulfate-copper-ammonia-EDTA solutions[J]. Hydrometallurgy, 2013, 134/135: 124-131.
[13] GHARABAGHI M, IRANNAJAD M, AZADMEHR A R. Leaching kinetics of nickel extraction from hazardous waste by sulphuric acid and optimization dissolution conditions[J]. Hydrometallurgy, 2013, 91(2): 325-331.
[14] PARHI P K, PARK K H, SENANAYAKE G. A kinetic study on hydrochloric acid leaching of nickel from Ni-Al2O3 spent catalyst[J]. Hydrometallurgy, 2013, 19(2): 589-594.
[15] LIU Kui, CHEN Qi-yuan, YIN Zhou-lan, HU Hui-ping, DING Zhi-ying. Kinetics of leaching of a Chinese laterite containing maghemite and magnetite in sulfuric acid solutions[J]. Hydrometallurgy, 2012, 125/126: 125-136.
[16] DICKINSON C F, HEAL G. R. Solid-liquid diffusion controlled rate equations[J]. Thermochimica Acta, 1999, 340/341: 89-103.
[17] DEHGHAN R, NOAPARAST M, KOLAHDOOZAN M. Leaching and kinetic modilling of low-grade calcareous sphalerite in acidic ferric chloride solution[J]. Hydrometallurgy, 2009, 96(4): 275-282.
[18] ������, ��˫��, �� ��. �߹��Ʒλ����п����������ѧ[J]. ��ұ����, 2008, 28(1): 62-65.
QIN Wen-qing, TANG Shuang-hua, LI Chao. Kinetics of sulfuric acid leaching of high silica low-grade zinc oxide ore[J]. Mining and Metallurgical Engineering, 2008, 28(1): 62-65.
[19] LI Min-ting, WEI Chang, QIU Shuang, ZHOU Xue-jiao, LI Cun-xiong, DENG Zhi-gang. Kinetics of vanadium dissolution from black shale in pressure acid leaching[J]. Hydrometallurgy, 2010, 104(2): 193-200.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51174115)�����ҽܳ��������������Ŀ(51025416)�������ص�����о���չ�ƻ�ǰ���о�ר��(2011CB411911)�����ҡ�ʮ���塱�Ƽ�֧�żƻ�������Ŀ(2012BAE01B01)�����Ҹ����о���չ�ƻ�������Ŀ(2012AA061904)
�ո����ڣ�2013-09-28�������ڣ�2014-06-14
ͨ�����ߣ��� ÷�����ڣ���ʿ���绰��0472-5954390��E-mail: limei@imust.cn

