�й���ɫ����ѧ�� 2004,(12),1995-2002 DOI:10.19476/j.ysxb.1004.0609.2004.12.005
��������������Ϊ������ģ�⼰��Ӧ����Ӧ���ϵ���ݱ�
տ���� �Ӿ� ����ǫ ������
���ϴ�ѧ���繤��ѧԺ,���ϴ�ѧ���繤��ѧԺ,���ϴ�ѧ���繤��ѧԺ,���ϴ�ѧ���繤��ѧԺ ��ɳ410083 ,��ɳ410083 ,��ɳ410083 ,��ɳ410083
ժ Ҫ��
��Gleeble 15 0 0�� /��������ר�Ƶļо�ϵͳ�����Ͻ���������������Ϊ����Ӱ�����ؽ�����ϵ�е�ģ��ʵ���о� ,�õ��˲�ͬ�������������Ͻ�˲̬����������̬������ι����е��α���ɡ�ʵ��������Ͻ��[Һ ��״ �� ]������̴��� 4����ͬ������ ,ͨ����ʵ�����ݽ��ж�Ԫ���Իع���� ,����������������������һ�ض��������������Ͻ����䱾������
�ؼ��ʣ�
�������� ;������Ϊ ;����ģ�� ;�������� ;
��ͼ����ţ� TG335
����飺 տ����(1976),Ů,��ʦ,��ʿ�о���.�绰:07318830294;����:07318879044;Email:yjscast@mail.csu.edu.cn;
�ո����ڣ� 2004-07-07
���� �����ش�����о���չ�滮������Ŀ ( 19990 60 490 6);
Physical simulation of rheological behavior and stress-strain relation evolvement in continuous roll-casting process
Abstract��
A series of simulating experimental studies on the rheological behavior and its influential factors of aluminum alloy in continuous roll-casting process were explored with a Gleeble1500 thermal-mechanical simulation tester and a set of special clamp system. Relevant rheological rules in the process of coupling transient solidification and continuous deformation of roll-casting conditions are obtained. Experimental results indicate that four different characteristic stages exist in the whole rheological process, and relative constitutive models suitable for the given conditions of continuous roll casting process are established through multivariable linear regression analysis of the experimental data.
Keyword��
continuous roll-casting; rheological behavior; physical simulation; constitutive equation;
Received�� 2004-07-07
����������һ������Ľ������ι���, �������������н���������״̬������������ת��ͨ���ڲ�ѭ����ȴˮ����������35��95 mm����������, 0.1��1.0 s���ҵ�ʱ������ǿ����ȴ�����̽ᾧ, ������Ƴ���
[1 ,2 ]
�� ���������Ϊ�������߹۲�ʮ������, ͬʱ�������豸���ӡ� �о��ɱ��ߡ� ������������Խϲ��ȱ�㡣 Ŀǰ�����������̲���������Ϊ���о�, ͨ���Ӵ����嶯��ѧ��������ѧ�ĽǶȽ��������ڽ����ı�����Ϊ�ֱ�ٶ�Ϊţ�����������������Ա���
[3 ,4 ]
, ����Ȼ������ȷ��������ʵ���ݱ���ɡ� ����Ϊֹ, �����������̶�̬Ӧ����Ӧ�䳡���о���ʮ��Ƿȱ, ��Ӱ�������������ķ�չ�� ��ԭ����Ҫ�����ڲ������������������д��ڸ��������ڹ������¶����ϵ������� ��ѧ�������ݻ�ԶԶ���㡣
������, �����������Ѹ�ͷ�չʹ����Ԫ�������ȼӹ�����������ι����е��Թ㷺Ӧ��, ����ֻ�в�����ȷ��������������Ϊ�ı�����ϵʱ, ��������Ԫ�������е���ֵģ����������ɿ��ġ� Ȼ�����ȱ��ι�����, ����ģ�;��и߶ȷ����Ժ�����, ���������۷��������� ������ѧ������ģ����� ��Ӧ�����������ԼƵ�ʵ�������϶��������ȼӹ����ս����˴���������ģ���о�, �Ի�ò�ͬӦ�䡢 Ӧ�����ʺ��¶������²��ϵ�����Ӧ��ֵ, �Ӷ��������ϸ��±��ο�����Ӧ�䡢 Ӧ�����ʺ��¶ȵȶ�Ӧ��ϵ��Ԥ��ģ��
[5 ,6 ,7 ,8 ,9 ]
�� �������������̵�����ģ��, �����京��������������������ͬ�Ĺ��չ���, �������̿ǵ������������� �ڲ�����Һ�� ���̬��״�������ⲿ���̿Ǽ���Ƚ�������䡢 ���̿Ǻ��������ı��Ρ� ��̬ճ�������估�����Ա��εĸ��ӹ���, ��������������������漰�� ��ӽ��
[10 ,11 ]
������ģ����Ͻ�����������������ģ��ij���̽��, �õ�����ʵ��������Ʒ�ӽ�����֯��
��������Ϊ����������и���������̵ı�����ϵ, ������һ����Gleeble-1500��ģ�������ʵ��װ�ý����������̵�ģ��, ����˽�����˲̬���̵�������ε�ȫ���̡� ͬʱ, �����Ͻ����������е�������Ϊ����Ӱ�����ؽ�����ϵ�е�ʵ���о�, ̽������Һ����������α�ʱ���������, �����������������̽������ο�������ʵ״̬��
1��������ģ��
1.1ʵ��װ�ü���������
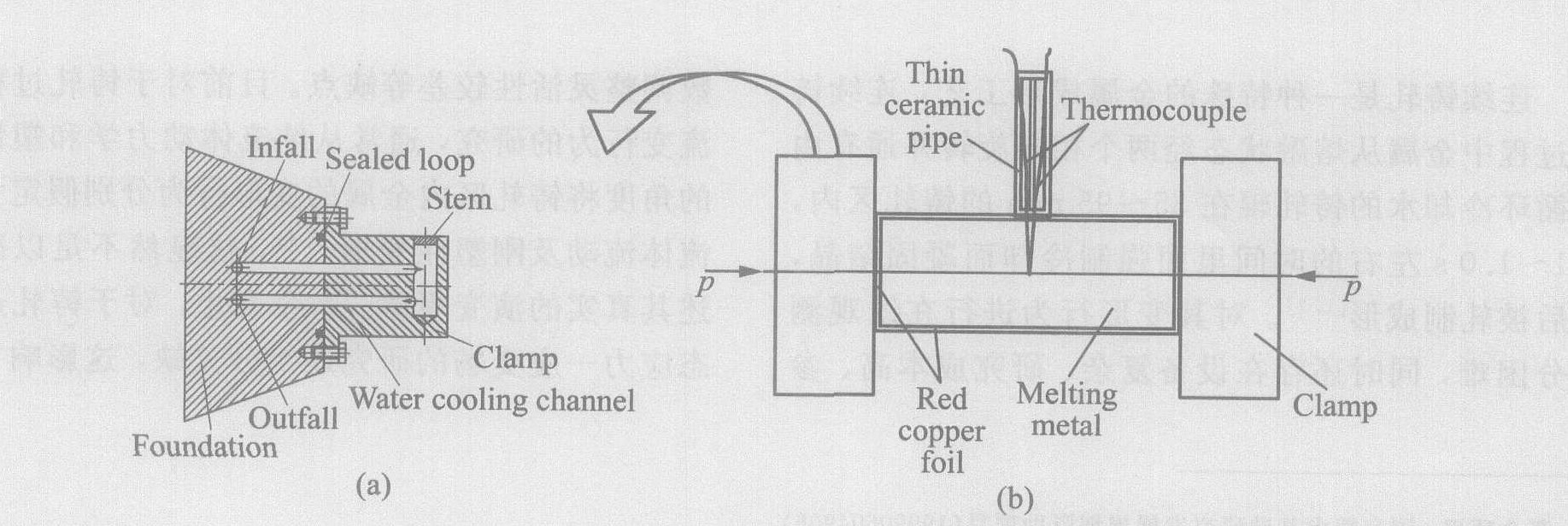
ʵ�����Gleeble-1500����ģ��ʵ���, Ϊ�˸�Ϊ���Ƶ�ģ��������������, ��ʵ�������һ�о�װ��(��ͼ1), �о߲���Ϊͭ, ��������Ϊ�֡� Ϊģ��ʵ�������е���ȴǿ��, ��������ͼ1(a)����ʾ֮ѭ����ȴˮϵͳ, �Լо߽���ѭ��ˮ�䡣
�����ߴ�Ϊd 10 mm��15 mm, ���Ը����Ͻ���в��ȷ���(DTA), ������ۻ��¶�����Ϊ643��655 �档
1.2ʵ��ԭ�������
1) ��ʵ������ͭ��Ƭ������������������, �ڳ����غ�ʱ��������ͬ������, ��֤�����������غ������µ��ȶ��α�;
2) Ϊģ���������̵�˲̬���̺����Ƴ�������, ���, ������ͭ��Ƭ�������������ȷ�������¯�м���������״̬, ����һ��ʱ���, Ѹ������Gleeble-1500��/��ģ������������趨�õ�Ӧ�����ʺͱ�����������п�����ȴ��ѹ������;
3) ʵ������е��¶ȱ仯�ɲ��뵽�������Ĵ����ȵ�ż���; ͨ����ģ����Ŀ���ϵͳ���Ծ�ȷ�ؿ�����Ʒ�ı�������Ӧ������, ��˲ʱ�ɼ����ݡ�
��ʵ��Ӧ�����ʷ�ΧΪ0.01��10.00 s-1 ; Ӧ����С�ڻ����0.8; ����������¯�м�����685 ��, ����5 min, ������Gleeble-1500��/��ģ����Ͽ�ʼ��������ģ��ʵ����¶ȴ��ڻ����655 ��, �����ڻ���ڸ����Ͻ��Һ�����¶�ֵ��
2ʵ��ģ�����������յ����������Է���
ͼ1 ������������ģ��ʵ��ϵͳ��ͼ
Fig.1 Schematic graph of simulation of continuous roll casting system
��ʵ��ͨ��ר�Ƶļо�ϵͳ�����������̵�ģ��, ����˽��������̵�������ε�ȫ����, ʵ��ģ�����������յ�������������Ҫ������:
1) ���д�Һ̬����̬�����������̺���Ӧ���¶ȱ仯���䡣 ����������״̬(��655 ��)˲̬��ȴ���̲����Ƶ����������¶�(300��400 ��), ������ʱ���¶ȱ仯���̻���һ��, ȫ���̼��ء�
2) ������Ӧ��Ӧ������Ӧ�����ʱ仯�� �������������еĽ��������Ƴ��ι����г��ܴ�����Ա���, ���γ̶��� �����ﵽ50%��������; ͬʱ, ������������������ʱ��Ӧ������
��
�B
�������ٶ�(���������ͳ�����������)�IJ�ͬ���ı�, һ����0.10��1.00 s -1 ���ҡ� ����һ�ڵķ�����֪, ��ʵ��Ӧ�����ʷ�ΧΪ0.01��10.00 s -1 , Ӧ����С�ڵ���0.8, �����������̵�Ӧ�����ʺ�Ӧ�����ı仯��Χ��
��˿�����Gleeble -1500 ��/��ģ������в��ϴ�����״̬����ͬ��Ӧ�����������±�˲̬���̲�ѹ�Ƴ��ε�ʵ���о�, ������ģ�ⲻͬ�����ٶȼ����γ̶������²��ϵ�������Ϊ��
3��������
3.1��ͬӦ�������²�������Ӧ��������¶ȡ� Ӧ��Ĺ�ϵ
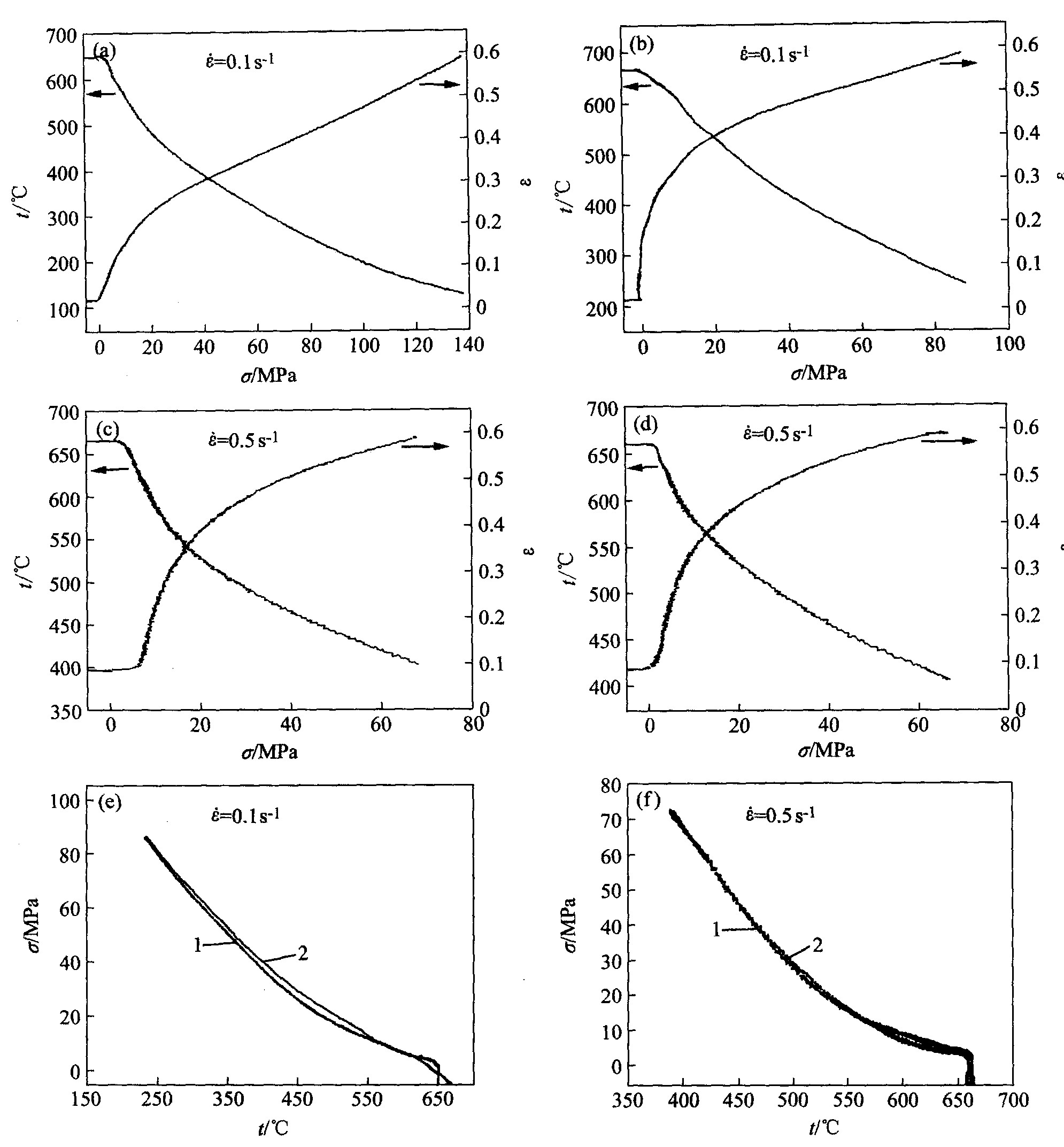
ͨ��ʵ��õ����ڲ�ͬӦ����������²��ϴӸ���ѹ�����ε�����ʱ����Ӧ��������¶Ⱥ�Ӧ��Ĺ�ϵ, �����ͼ2��ʾ��
3.2���γ̶ȶ�ģ������ʵ���������Ӧ����Ӱ��
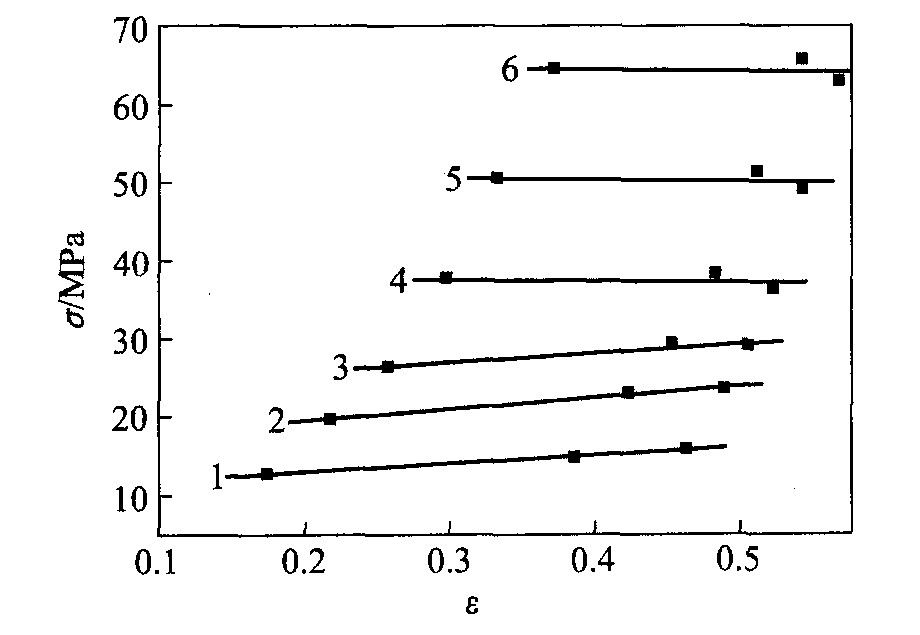
Ϊ���DZ��γ̶ȶ�����Ӧ����Ӱ��, ��Ӧ�����ʱ��ֲ���������, �ı���γ̶Ƚ���ģ������ʵ��, �õ�����Ӧ������γ̶ȵĹ�ϵ��ͼ3��ʾ��
ͼ2 ��ͬӦ����������������Ӧ���� �����¶�����γ̶�֮��Ĺ�ϵ
Fig.2 Relationship between flow stress, temperature and strain at different strain rates (a)��0.01 s-1 ; (b)��0.10 s-1 ; (c)��0.50 s-1 ; (d)��1.00 s-1
ͼ3 ģ����������ͬ��Ӧ�����ʼ��¶������±��γ̶�������Ӧ���Ĺ�ϵ
Fig.3 Relation of flow stress and strain value at the same strain rate and temperature conditions
��ͼ3���Կ���, ��ģ������ʵ������������±��γ̶ȶԲ��ϵ�����Ӧ��Ӱ��ԶС���¶ȵı仯�Բ�������Ӧ����Ӱ�졣 ��, ��Ӧ������
��
�B
=
0
.
5
s
-
1
, �����¶�Ϊ450 ��, ��Ӧ������ �ֱ�Ϊ0.55��0.63ʱ, ���ϵ�����Ӧ���� �ֱ�Ϊ45.0 MPa��46.5 MPa; �����¶�Ϊ400 ��, Ӧ������ Ϊ0.59ʱ, ���ϵ�����Ӧ���� Ϊ65.7 MPa��
ͼ4��ʾΪ��Ӧ������
��
�B
=
0
.
1
s
-
1
, ����ͬ�¶�������, ��������Ӧ��ֵ��Ӧ�����ı仯�� ���Կ���, ���¶ȸ���450 ��ʱ, ���ű��γ̶ȵ�����, ����Ӧ����������; ���¶�С�ڻ����400 ��ʱ, ��������Ӧ������������γ̶ȵ����Ӷ��仯�� ��ʵ����������Χ�ڿ��Բ��迼�DZ��γ̶ȶ�����Ӧ����Ӱ�졣
ͼ4 ��ͬ�¶�������Ӧ����Ӧ�����ı仯����
Fig.4 Variation of flow stress with strain at different temperatures 1��550 ��; 2��500 ��; 3��450 ��; 4��400 ��; 5��350 ��; 6��300 ��
3.3�¶ȶ�ģ������ʵ���������Ӧ����Ӱ��
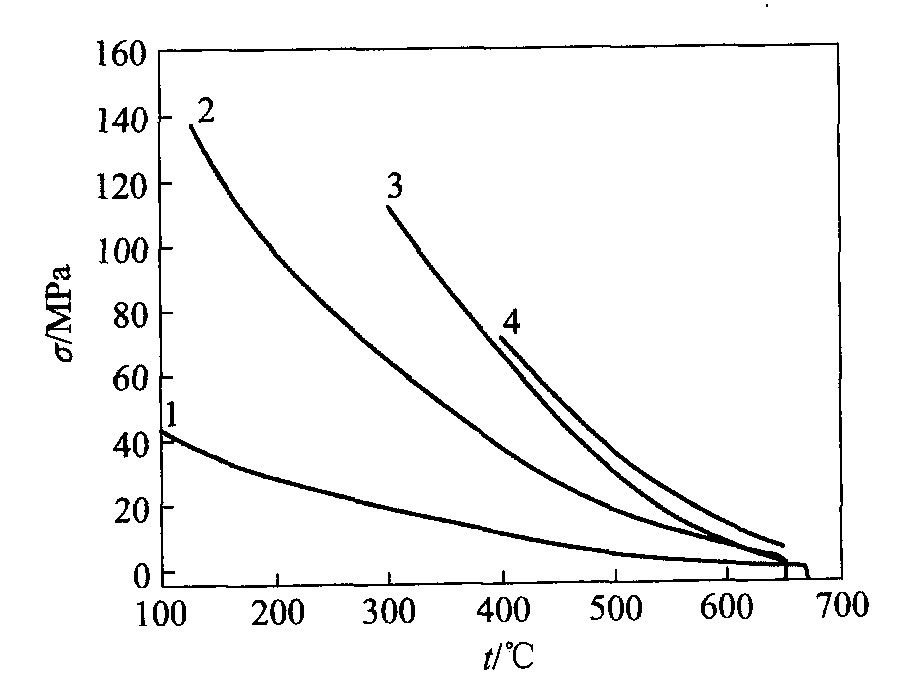
ͼ5��ʾΪ�¶ȱ仯��ģ���������̲��ϸ�������Ӧ����Ӱ����ɡ� ���Կ���, �ڲ�ͬӦ������������, ��������Ӧ�����¶ȵı仯���ƴ���һ��, ���ű����¶ȵĽ���, ������ģ������ʱ������Ӧ������
ͼ5 ��ͬӦ������������Ӧ�����¶ȵı仯
Fig.5 Variation of flow stress with temperature at different strain rates 1��=0.01 s-1 ; 2��=0.10 s-1 ; 3��=0.50 s-1 ; 4��=1.00 s-1
3.4Ӧ�����ʶ�ģ������ʵ���������Ӧ����Ӱ��
������ģ������ʱ����Ӧ����Ӧ�����ʵı仯������ͼ6��ʾ�� �ɼ�, ��Ӧ�����ʵ����, ���ϵ�����Ӧ������, ��������Ӧ�����ʵ������������ء�
ͼ6 ��ͬ�¶�������Ӧ����Ӧ�����ʵı仯
Fig.6 Variation of flow stress with strain rate at different temperatures 1��300 ��; 2��350 ��; 3��400 ��; 4��450 ��; 5��500 ��; 6��550 ��; 7��600 ��
4�����������̲������䱾��ģ�͵Ľ���
��ʵ�����Լӹ����ι�����, ���ϵ�����Ӧ��ֵ�����˱���ʱ����ʩ�ӵĸ��ɴ�С���������ĵ��������١� ����Ӧ����������¶�t �� Ӧ������
��
�B
�ͱ��γ̶Ȧ��й���, ������ϳɷ֡� �����ߴ硢 �ȴ����ƶ��Լ�������ʷ�����������й�
[12 ]
, ��:
��
=
f
(
��
,
��
�B
,
t
,
c
)
?
?
?
(
1
)
ʽ�� c�������š�
��
�B
�� t���������������
��ʵ�ʱ��ι�����, �����������ʼ���ʼ��̬����֯��ͬ, cһ�㱣�ֲ���, ͨ��������Ӱ�졣
���е��������ϸ�������Ӧ���Һ�Ӧ������
��
�B
��ϵ�ı���ʽ�������¼�����ʽ :
1) ָ����ϵ�� ��Ҫ�����ڸ�Ӧ��ˮƽ
[13 ,14 ]
:
��
�B
��exp (�¦�) (2)
2) �ݺ�����ϵ�� ��Ҫ�����ڵ�Ӧ��ˮƽ:
��
�B
�ئ� (3)
3) ˫�����Һ�����ϵ�� ��һ��ϵ�ڽϿ���Ӧ�����ʺ�Ӧ����Χ������:
��
�B
��[sinh (����)]n�� (4)
ʽ�� ������<0.8ʱΪ��Ӧ��ˮƽ, ʽ(4)�ӽ�ʽ(3)���ݺ�����ϵ; ��������>1.2ʱΪ��Ӧ��ˮƽ, ʽ(4)�ӽ���ʽ(2)��ָ����ϵ
[15 ]
�� �¡� n�� ���� n���Ϊ���ϳ���, �Ҧ�=��/n��
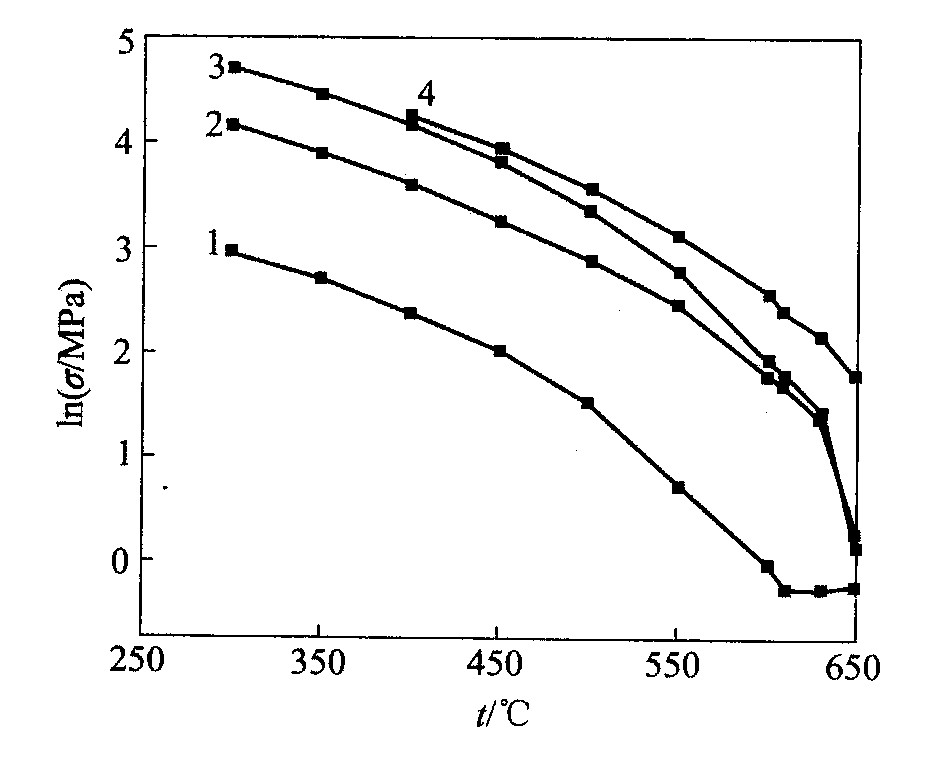
��ģ������ʵ����α���̷ֱ��������Ӧ�����¶ȡ� Ӧ�����ʵ�����Է���(��ͼ7��8��ʾ)����, ��ʵ���¶ȷ�Χ����һ�ֱ���ʽ���������ϵ�����������Ϊ�Dz���ʵ�ʵ�; ���Ͻ���ģ�������ĸ���������������¶ȵĽ��ʹ��´���4����ͬ��������, ��Ҫ�Բ�ͬ�����ηֱ����䱾�����̡�
ͼ7 ��ͬӦ������������Ӧ�����¶ȵĹ�ϵ
Fig.7 Relationships between flow stress and temperature at different strain rates 1��0.01 s-1 ; 2��0.10 s-1 ; 3��0.50 s-1 ; 4��1.00 s-1
ͼ8 ģ������ʱ��ͬ�¶��� ����Ӧ����Ӧ�����ʵĹ�ϵ
Fig.8 Relation of flow stress and strain rate at different temperatures (a)��lg �� -lg ; (b)��lg [sinh(���� )]-lg 1��300 ��; 2��350 ��; 3��400 ��; 4��450 ��; 5��500 ��; 6��550 ��; 7��600 ��
�ۺ����Ϸ���, �����Ͻ��������������и���������Ϊ����Ϊ4����ͬ��, ͨ����ʵ�����ݽ��ж�Ԫ���Իع����, ����������������������һ�ض��������������Ͻ����䱾������:
1) �����ϴ���600 �������¶�����, Ϊ�����ν�, ������ţ��ճ����, ������λ���ض�ֻ����ɢ���̡�
��
=
2
.
3
7
��
1
0
8
��
�B
0
.
8
7
3
3
exp
(
-
0
.
0
1
9
t
)
?
?
?
(
5
)
2) �����ϴ���500��600 ���¶�����, ��Ӧ�����ʽϵ�ʱ, Ϊ���µ�Ӧ�����νΡ�
��
=
3
.
7
1
2
��
1
0
7
��
�B
0
.
6
7
0
7
exp
(
-
0
.
0
1
7
t
)
?
?
?
(
6
)
3) �����ϴ���300��500 ���¶�����, ��Ӧ�����ʽϵ�ʱ, Ϊ�е�Ӧ�����νΡ�
��
=
9
.
1
6
1
��
1
0
3
[
sinh
-
1
��
�B
0
.
4
4
3
)
]
exp
(
-
0
.
0
0
6
9
t
)
?
?
?
(
7
)
4) �����ϴ���300 �������¶�����ʱ, ��Ӧ�����ʡ�1.0 s-1 ʱ, Ϊ�е�Ӧ�����ν�; ����Ӧ������>1.0 s-1 ʱ, Ϊ��Ӧ�����νΡ�
��
=
2
.
3
5
6
��
1
0
3
��
�B
0
.
5
3
4
5
exp
(
-
0
.
0
0
4
1
t
)
?
?
?
(
8
)
5ģ�ͼ�������ʵ�����ıȽ�
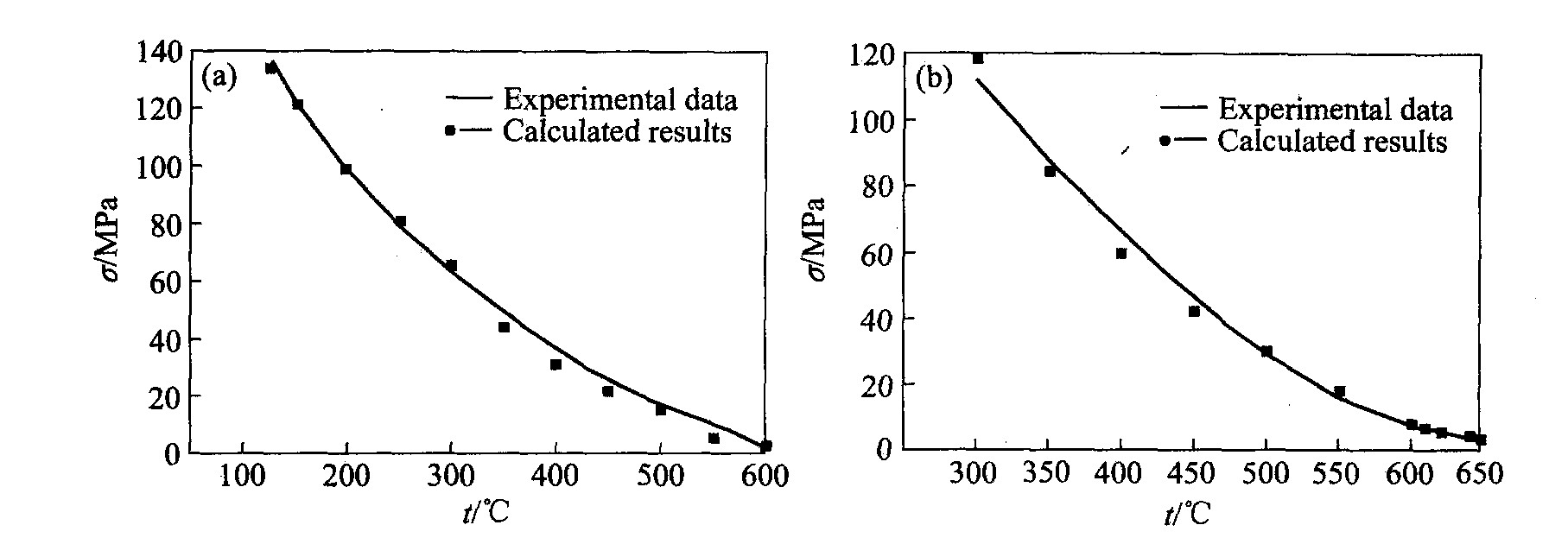
�ڲ�ͬӦ������������, ���ع�ģ�ͼ�������ʵ�������бȽ�, ��ͼ9��ʾ�� �ɼ�, �ع�ģ���ܽϺõ����ʵ������, ֤����ģ�ͼ���Ŀɿ��ԡ�
6����
1) ������ʵ�鹤װ�Ͳ���ϵͳ�ĸ���, ����ģ����Ͽ�������������̵�����ģ�⡣
2) ʵ�鷢�������������Ͻ�ĸ���������̴���4����ͬ��������: �����ϴ���600 �������¶�����, Ϊ�����ν�; �����ϴ���500��600 ���¶�����, ��Ӧ�����ʽϵ�ʱ, Ϊ���µ�Ӧ�����ν�; �����ϴ���300��500 ���¶�����, ��Ӧ�����ʽϵ�ʱ, Ϊ�е�Ӧ�����ν�; �����ϴ���300 �������¶�����ʱ, ��Ӧ�����ʽϸ�ʱ, Ϊ��Ӧ�����νΡ�
ͼ9 ��ͬӦ�������»ع�ģ�͵ļ�������ʵ�����ݵĶԱ�
Fig.9 Comparison of calculated results from regression model with experimental ones at different strain rate (a)��0.10 s-1 ; (b)��0.50 s-1
3) ͨ����ʵ�����ݽ��ж�Ԫ���Իع����,����������������������һ�ض��������������Ͻ����䱾��ģ�͡�
4) ģ�ͼ�������ʵ���������˶Աȷ���, ��֤��ģ�ͼ���Ŀɿ��ԡ�
�����
[1] ������ǫ,տ����,��־��,��.���������ܱ����±�ǿ��ϽӴ�ѹ������ģ��[J].��ұ����,2000,30(2):4851.LIXiao qian,ZHANLi hua,ZHUZhi hua,etal.Cal culationmodelforcontactpressureunderintensecouplingconditionsofrollcastingdeformationandtemperaturevariation[J].MiningandMetallurgicalEngineering,2000,30(2):4851.
[2] ��������.������������������[M ].��ɳ:���Ϲ�ҵ��ѧ������,1992.8183.MAXi liang.ProductionofAluminumRibbonbyCon tinuousRoll casting[M].Changsha:CentralSouthUni versityofTechnologyPress,1992.8183.
[3] ������÷,�ռ���,���Я.˫�����������������������¶ȳ�����Ӧ��������ֵ����[J].����ѧ��,2000,36(4):391394.JINZhu mei,HEJi cheng,XUGuang xie.Numericalsimulationofflow,temperatureandthermalstressfieldsduringtwin rollcasting process[J].ActaMetallurgicaSinica,2000,36(4):391394.
[4] ������ǫ,������.�����������������ε�����Ԫ����[J].���Ϲ�ҵ��ѧѧ��,1998,29(4):374377.LIXiao qian,HUANGXiao lin.Afiniteelementanalysisoftheplasticdeformationofaluminumstripinrollcasting[J].JournalofCentralSouthUniversityofTechnology,1998,29(4):374377.
[5] ���ܼͻ�,�ܿ���,������,��.������������ѹ����ѧģ��[J].����,1992,27(8):4549.ZHOUJi hua,GUANKe zhi,LIUWen zhong,etal.Mathematicalmodelofrollingpressureforhotstripmill[J].IronandSteel,1992,27(8):4549.
[6] �����,�����,�ߵ¸�,��.T91�ָ��±��������о�[J].���Թ���ѧ��,1999,6(2):1316.CUIGuang zhu,ZHUFu xian,GAODe fu,etal.StudyoncharacteristicsofhotdeformationofsteelT91[J].JournalofPlasticityEngineering,1999,6(2):1316.
[7] ������Ȩ,�´��,����Ȩ.�ȱ��ζ�̬��������ģ��[J].����,1999,34(9):2933.HEYi quan,CHENDa hong,LEIYan quan.Constitu tivemodelsofdynamicrestorationofsteelduringhotde formation[J].IronandSteel,1999,34(9):2933.
[8] ��BrownSB ,KimKH ,AnandL .Aninternalvariableconstitutivemodelforhotworkingofmetals[J].Interna tionalJournalofPlasticity,1989,5:95130.
[9] ���š���.���Ͻ�������������֯�ݱ��ģ���о�[D].��ɳ:���Ϲ�ҵ��ѧ,2000.ZHANGHui.SimulationonMicrostructuralEvolutionDuringMultipassHot rollingofAluminousAlloys[D].Changsha:CentralSouthUniversityofTechnology,2000.
[10] ������ӽ,�ܿƳ�,��ӳ��,��.���Ͻ�������֯������ģ��[J].�й���ɫ����ѧ��,2003,13(3):589593.LIUYong,ZHOUKe chao,LINYing hong,etal.Physicalsimulationofroll castingmicrostructureofAlalloy[J].TheChineseJournalofNonferrousMetals,2003,13(3):589593.
[11] ������ӽ,��ӳ��,�ܿƳ�.ǿ�����������Ͻ�ı�����Ϊ[J].�й���ɫ����ѧ��,2003,13(3):903907.LIUYong,LINYing hong,ZHOUKe chao.Defor mationbehaviorofaluminumalloyunderstrongcooling[J].TheChineseJournalofNonferrousMetals,2003,13(3):903907.
[12] �������Ʒ�MA .���������ƶ���������[M ].�¶���,��־ƽ��.����:�й���ҵ������,1963.5357.���ѧۧܧ��MA .HotRollingDeformationSystemandRollingPressure[M ].MUDong sheng.LIUZhi pingtransl.Beijing:ChineseIndustrialPress,1963.5357.
[13] ��PoirierJP .����ĸ������Ա���[M ].�ص�����.����:����������ѧ������,1989.3567.PoirierJP .HighTemperaturePlasticDeformationofCrystals[M ].GUANDe lintransl.Dalian:DalianU niversityofScienceandTechnologyPress,1989.3567.
[14] ��JonasJJ,McQueenHJ,WongWA .DeformationUnderHotWorkingConditions[M].London:IronandSteelInstitute,1968.4954.
[15] ����.2091��﮺Ͻ�������Ա�����Ϊ�о�[D].��ɳ:���Ϲ�ҵ��ѧ,1996.SHENJian.StudyonthePlasticDeformationBehaviorsof2091AlLiAlloyatElevatedTemperature[D ].Changsha:CentralSouthUniversityofTechnology,1996.