
Structure and wear resistance of TiN and TiAlN coatings on AZ91 alloy deposited by multi-arc ion plating
ZHAO Hui(赵 晖)1, WANG Xiao-hui(王晓辉)1, LIU Qiu-lei(刘秋雷)1, CHEN Li-jia(陈立佳)2, LIU Zheng(刘 正)2
1. College of Materials Science and Engineering, Shenyang Ligong University, Shenyang 110168, China;
2. College of Materials Science and Engineering, Shenyang University of Technology, Shenyang 110023, China
Received 23 September 2009; accepted 30 January 2010
Abstract: In order to investigate the microstructure of TiN and TiAlN coatings and their effect on the wear resistance of Mg alloy, TiN and TiAlN coatings were deposited on AZ91 magnesium alloy by multi-arc ion plating technology. TiN and Ti70Al30N coatings were prepared on the substrate, respectively, which exhibited dark golden color and compact microstructure. The microstructures of TiN and Ti70Al30N coatings were investigated by X-ray diffractometry (XRD) and scanning electron microscopy (SEM). The micro-hardness and wear resistance of TiN and Ti70Al30N coatings were investigated in comparison with the uncoated AZ91 alloy. The XRD peaks assigned to TiN and TiAlN phases are found. The hardness of TiN coatings is two times as high as that of AZ91 alloy, and Ti70Al30N coating exhibits the highest hardness. The wear resistance of the hard coatings increases obviously as result of their high hardness.
Key words: AZ91 magnesium alloy; TiN coating; TiAlN coating; multi-arc ion plating; microstructure; hardness; wear resistance
1 Introduction
Due to the low density and low price, magnesium is a very attractive element for light alloys in the automotive and aerospace industries[1]. However, the application of magnesium and its alloys is limited because of their relatively low corrosion and wear resistance. The deposition of the coatings via different technologies seems to be a possible way to overcome these drawbacks. Therefore, the surface modification and coating technologies of magnesium alloys have attracted a great interest of many researchers in recent years[2-3].
For the past decades, the most popular protective coating materials for tools are hard ceramic films, i.e. titanium nitride (TiN), diamond-like carbon (DLC), etc. These coatings have been verified to be able to provide high hardness and wear resistance, and thus to increase tools service lives[4]. Titanium nitride thin coatings have been synthesized using techniques such as laser gas nitriding[5], magnetron sputtering[6], and powder immersion reaction assisted coating[7-8] on the substrate. But some literatures reported that TiN could be oxidized rapidly in air at temperature above 550 ?C [9-10]. In order to search for better coatings, a further study on the preparation by reactive multi-arc ion plating and the characterization of TiAl and TiAlN coatings was performed[11] in the recent decade. However, the published knowledge for magnesium alloys is less common, compared with titanium nitride coatings for other alloys. Recently, it was reported that the corrosion resistance of magnesium alloys could be increased with TiN coating on the alloys by using cathodic arc physical vapor deposition (PVD) process[12].
In order to investigate the microstructure of TiN and TiAlN coatings and their effect on the wear resistance of Mg alloy, TiN and TiAlN coatings were deposited respectively by multi-arc ion plating technology on AZ91 magnesium alloy in this work. The characterization of TiN and TiAlN coatings on AZ91 alloy was carried out, including microstructure, phase composition and micro-hardness. And the wear resistance of the coatings was also evaluated.
2 Experimental
The die cast AZ91 magnesium alloy plates with a size of 20 mm×20 mm×3 mm were used as the substrate. Just before the experiment, the specimens were degreased in acetone, ethanol and dried in air.
TiN and Ti70Al30N coatings were deposited on AZ91 alloy by using a reactive multi-arc ion plating system (MIP-8-800). The targets of pure Ti and Ti70Al30 alloys were used respectively. Before depositing, the substrates were pre-cleaned for about 2 min by sputtering with argon ions (0.1 Pa) under bias voltage of -1 100 V. The deposition parameters were as follows: N2 partial pressure 1.2 Pa, deposition temperature 400-450 ?C, arc voltage 20 V, arc current 60 A, direct current pulse bias voltage -450 V, duty cycle 30% and target-substrate distance 20 cm. TiN coating was deposited as a single layer, the thickness of which was about 2-3 μm. Ti70Al30N coating was deposited by using an interlayer of TiN film, the total thickness of which was about 3-4 μm.
The microstructure of the surface of TiN and Ti70Al30N coatings was characterized by scanning electron microscopy (SEM). X-ray diffractometry was used to investigate the phase composition of coatings on the surface of AZ91 alloy.
Micro-hardness experiment was determined by using a Vickers micro-hardness tester (F-M300) with a load of 1.5 N and a duration of 10 s.
The wear resistance of AZ91 Mg alloy, TiN and TiAlN coatings was examined by using SRV III friction and wear test system. Ball-on-plate geometry was employed with a reciprocating sliding. The counterface was 100Cr6 steel ball with a diameter of 10 mm. All the wear experiments were conducted under dry sliding condition at 25 ?C. The normal load was 5 N, the frequency was 5 Hz, the oscillating stroke was 2 mm, and the sliding time was 15 min. The friction coefficients were continuously recorded automatically. Following the wear tests, the profiles of worn surfaces were measured using a surface profilometer so as to determine the wear volume loss as V=AL (where A refers to the worn area determined by its profile, and L to the oscillating stroke).
3 Results and discussion
3.1 Surface microstructure of coatings on AZ91 alloy
The microstructure of the as-received AZ91 alloy consists of primary α grains surrounded by a eutectic mixture of α and β (the intermetallic Mg17Al12). Fig.1 shows SEM images of the surface of TiN and Ti70Al30N coatings deposited on the AZ91 alloy. It can be seen that both the TiN and Ti70Al30N coatings exhibit dark golden color and compact microstructure. Ti70Al30N coating exhibits much refiner microstructure than TiN coating. During the growth of coating on the substrate, the growth of TiN and TiAlN crystals, etched by titanium ions and droplet deposition all occur at the same time. However, a much smaller amount of deposited droplets are observed during the growth of TiN and Ti70Al30N coatings.

Fig.1 SEM images of surfaces of TiN (a) and Ti70Al30N (b) coatings deposited on AZ91 alloy
3.2 Phase composition of coatings on AZ91 alloy
Fig.2 shows the XRD patterns of TiN and Ti70Al30N coatings deposited on the AZ91 alloy. AZ91 alloy has a two-phase microstructure, typically consisting of α-Mg and β (Mg17Al12) phase. From Fig.2, Mg and Mg17Al12 phases can also be found because TiN and Ti70Al30N coatings are very thin. And the peaks assigned to TiN and TiAlN phases are also found in the XRD patterns. Some peaks of them seem to be broadened, which indicates that there exists a small amount of nanocrystallines or amorphous phases in the coatings.

Fig.2 XRD patterns of TiN and Ti70Al30N coatings deposited on AZ91 alloy
3.3 Micro-hardness and wear resistance of coatings on AZ91 alloy
Fig.3 shows the micro-hardness of AZ91 alloy and different coatings on the AZ91 alloy under a load of 1.5 N. It can be seen that there is an obvious difference in micro-hardness between the substrate and both coatings. TiN coating exhibits much higher hardness (HV 1 083), which is two times as high as that of the substrate (HV 536). With the addition of Al element in the coating, the hardness increases. The hardness of Ti70Al30N coatings is as high as HV 1 340. It is indicated that the surface hardness of AZ91 alloy can be significantly improved by TiN and Ti70Al30N coatings. The similar improvement in hardness in Ti70Al30N coating has also been reported in Ref.[11]. TiAlN phase has a B1 (NaCl-type) structure in which titanium atoms of the TiN lattice are partially substituted by aluminum atoms. The coating structure becomes deformed and strengthened with the incorporation of aluminum atoms, and this structural distortion is considered to cause high hardness[13].
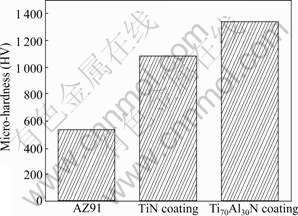
Fig.3 Micro-hardness of AZ91 alloy, TiN and Ti70Al30N coatings deposited on AZ91 alloy
Fig.4 shows the variation of the friction coefficients with sliding time of AZ91 alloy, TiN and Ti70Al30N coatings. The friction coefficient of the AZ91 alloy exhibits poor friction behavior, characterized by unstable friction coefficient. For TiN and Ti70Al30N coatings, the friction coefficients increase obviously in the initial period of sliding and tend to be steady. Compared with AZ91 alloy, the friction coefficients of the coatings are much stable. Table 1 lists the average steady-state friction coefficients of AZ91 alloy, TiN and TiAlN coatings. It is obvious that the steady-state friction coefficient of AZ91 alloy is much smaller than that of the TiN and Ti70Al30N coatings.
Ti70Al30N coating shows a largest friction coefficient. Usually, the friction coefficient of ceramic coating is much higher than that of Mg alloy[14]. TiN and Ti70Al30N coatings exhibit an enhanced friction

Fig.4 Variation of friction coefficients with sliding time for AZ91alloy, TiN and Ti70Al30N coatings
Table 1 Steady-state friction coefficients of AZ91 alloy, TiN and Ti70Al30N coatings on AZ91 alloy

coefficient as a result of their special structure. It is worth to note that the friction coefficient of Ti70Al30N coating decreases slightly to a value of about 0.83 after a sliding duration of 10 min, which is close to that of TiN coating. It may be deduced that the thinner Ti70Al30N coating (thickness <3 μm) is nearly worn off, and the friction occurs between TiN and Ti70Al30N coatings.
Fig.5 shows the wear volumes of AZ91 alloy, TiN and Ti70Al30N coatings under a load of 5 N and a wear duration of 15 min. For AZ91 alloy, the wear volume is much higher. The wear volume of all the coatings exhibits obviously reduced value, which is only about 1/15-1/20 as large as that of the substrate. It has been indicated that TiN and Ti70Al30N coatings on the AZ91 alloy exhibit excellent load-bearing ability. This implies that the wear resistance of the AZ91 alloy could be enhanced by TiN and Ti70Al30N coatings. Especially, Ti70Al30N coating shows the smallest wear volume, which corresponds to the highest hardness. The enhancement of wear resistance with an increasing hardness, is often expressed using Archard’s equation[15], i.e.
 (1)
(1)
Eq.(1) gives the relationships among the wear coefficient k, wear volume W, applied load L, sliding distance S and hardness H of the soft materials in contact. The reduced wear volume is attributed to high surface hardness of TiN and Ti70Al30N coatings on AZ91 alloy.
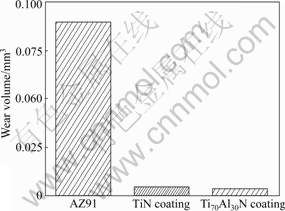
Fig.5 Wear volumes of AZ91 alloy, TiN and Ti70Al30N coatings deposited on AZ91 alloy
4 Conclusions
1) Hard TiN and Ti70Al30N coatings on AZ91 alloy are deposited by multi-arc ion plating technology. TiN and Ti70Al30N coatings exhibit dark golden color and compact microstructure.
2) The hardness of TiN coatings is two times as high as that of AZ91 alloy. Ti70Al30N coating exhibits the highest hardness.
3) The wear resistance of TiN and Ti70Al30N coatings is significantly improved as compared with that of the as-received AZ91 alloy, which is correlated with their high hardness.
References
[1] LI B, JOSHI S, AZEVEDO K, MA E, RAMESH K T, FIGUEIREDO R B, LANGDON T G. Dynamic testing at high strain rates of an ultrafine-grained magnesium alloy processed by ECAP [J]. Materials Science and Engineering A, 2009, 517(1/2): 24-29.
[2] BAKKAR A, NEUBERT V. Electrodeposition onto magnesium in air and water stable ionic liquids: From corrosion to successful plating [J]. Electrochemistry Communications, 2007, 9(9): 2428-2435.
[3] EI MAHALLAWY N, BAKKAR A, SHOEIB M, PALKOWSKI H, NEUBERT V. Electroless Ni-P coating of different magnesium alloys [J]. Surface and Coating Technology, 2008, 202(21): 5151-5157.
[4] YAO S H, KAO W H, SU Y L, LIU T H. Effect of periods on wear performance of TiN/AlN superlattice films [J]. Materials Science and Engineering A, 2005, 392(1/2): 380-385.
[5] CUI Z D, MAN H C, YANG X J. Characterization of the laser gas nitrided surface of NiTi shape memory alloy [J]. Applied Surface Science, 2003, 208: 388-393.
[6] FU Y Q, DU H J, ZHANG S. Functionally graded TiN/TiNi shape memory alloy films [J]. Materials Letters, 2003, 57(20): 2995-2999.
[7] STAROSVETSKY D, GOTMAN I. Corrosion behavior of titanium nitride coated Ni-Ti shape memory surgical alloy [J]. Biomaterials, 2001, 22(13): 1853-1859.
[8] STAROSVETSKY D, GOTMAN I. TiN coating improves the corrosion behavior of superelastic NiTi surgical alloy [J]. Surface and Coating Technology, 2001, 148(2/3): 268-276.
[9] IKEDA T, SATOH H. Phase formation and characterization of hard coatings in the Ti-Al-N system prepared by the cathodic arc ion plating method [J]. Thin Solid Films, 1991, 195(1/2): 99-110.
[10] CSELLE T, BARIMANI A. Today’s applications and future developments of coatings for drills and rotating cutting tools [J]. Surface and Coating Technology, 1995, 77(1/3): 712-718.
[11] LI M S, WANG F H, SHU Y H, WU W T. Composite coatings of titanium-aluminum nitride for steel against corrosion induced by solid NaCl deposit and water vapor at 600 ℃ [J]. Materials Research, 2004, 7(1): 27-33.
[12] ALTUN H, HAKAN S. Corrosion behavior of magnesium alloys coated with TiN by cathodic arc deposition in NaCl and Na2SO4 solutions [J]. Materials Characterization, 2008, 59(3): 266-270.
[13] SATO K, ICHIMIYA N, KONDO A, TANAKA Y. Microstructure and mechanical properties of cathodic arc ion-plated (Al,Ti)N coatings [J]. Surface and Coating Technology, 2003, 163: 135-143.
[14] LIANG J, GUO B G, TIAN J, LIU H W, ZHOU J F, XU T. Effect of potassium fluoride in electrolytic solution on the structure and properties of microarc oxidation coatings on magnesium alloy [J]. Applied Surface Science, 2005, 252(2): 345-351.
[15] ARCHARD J F. Contact and rubbing of flat surfaces [J]. Journal of Applied Physics, 1953, 24(8): 981-988.
(Edited by LONG Huai-zhong)
Foundation item: Project(1091249-1-00) supported by the Bureau of Science and Technology of Shenyang City, China
Corresponding author: ZHAO Hui; Tel: +86-24-54686096; E-mail: zhaohui_1968@sina.com

