文章编号:1004-0609(2013)S1-s0535-10
连续SiC纤维增强钛基复合材料高温变形的有限元分析
赵 冰,侯红亮,李志强,廖金华
(北京航空制造工程研究所,北京 100024)
摘 要:针对连续SiC纤维增强钛基复合材料(SiCf/Ti)的成形,利用基体钛合金具有超塑性的特性,使得复合材料沿垂直纤维方向具有较大变形能力的特性,采用代表性单元法(RVE)计算复合材料的高温变形过程,分析在高温变形过程中成形工艺参数对应力―应变、应力―应变速率、m―应变速率关系的影响规律。计算结果可以为复合材料采用高温成形方法制造空心结构件提供参考。
关键词:钛基复合材料; 高温变形; 典型单元体(RVE); 有限元法(FEM)
中图分类号:TB331 文献标志码:A
FEM analysis of deformation process of fiber reinforced titanium at high temperature
ZHAO Bing, HOU Hong-liang, LI Zhi-qiang, LIAO Jin-hua
(AVIC Beijing Aeronautical Manufacturing Technology Research Institute, Beijing 100024, China)
Abstract: The representative volume element method was adapted to simulate the deforming process of SiC fiber reinforced titanium matrix composite (SiCf/Ti). The influence of process parameters on stress―strain, stress―strain, m―strain rate during the high temperature deformation was analyzed, the simulating results can supply favorable reference for the fabrication of SiCf/Ti composites hollow part.
Key words: titanium matrix composites; high temperature deformation; representative volume element (RVE); finite element method (FEM)
连续纤维增强钛基复合材料(SiCf/Ti)以其优良的综合性能,成为开发高推重比发动机的关键结构材料,将为发动机设计和制造带来革命性的变革[1-8]。在SiCf/Ti复合材料中加入SiC纤维后,使得复合材料难于变形,制备空心复合材料构件非常困难,很难成形出具有复杂外形的空心结构件,采用传统的加工方法很难实现复合材料的成形。为了解决SiCf/Ti复合材料面板类空心构件成形的难题,利用复合材料沿垂直纤维方向具有大变形的能力,将该特性与超塑成形/扩散连接工艺(SPF/DB)相结合,可以制备复合材料空心构件。在国外,美国的普惠公司、GE公司已经采用该方法制备了SiCf/Ti复合材料的宽弦风扇叶片,而针对复合材料高温条件下成形的基础理论研究文献非常 少[9-10]。据报道,日本研究人员采用溅射法制造的SCS-6/SP700复合材料表现出了超塑性,沿纤维横向在不同温度、应变速率条件下进行拉伸试验,在775 ℃、5×10-5~1×10-3 s-1时,应变速率敏感指数m为0.58,最大伸长率达到200%,表现为界面剥离形成空洞而引起的超塑性[11]。
对于基体材料处于超塑性状态条件下,复合材料的高温变形规律,国内外研究涉及很少,但对于钛基复合材料横向拉伸变形规律的研究较多。研究复合材料横向性能一般有两种方法:RVE (Representative Volume Element)方法和Em-bedded方法[12-18]。在本文中,采用RVE模型,利用有限元方法,在不同工艺参数条件下计算出了复合材料沿垂直纤维方向的本构关系,并生成扩展的材料数据库,以便在复合材料构件成形分析中调用,为研究复合材料的高温变形机理和规律奠定了基础。
1 模型的建立
在本文中采用RVE方法对复合材料的高温变形规律进行分析。RVE方法是在复合材料中垂直纤维的平面内,选取一个代表性单元体,通过分析单元体来研究复合材料的横向高温变形性能。图1所示为RVE模型及其单元体的网格划分。图1(a)是复合材料中纤维分布情况,取其中具有代表性的一个单元体,对单元体进行有限元分析,即可获得复合材料的变形特性,如图1(b)中所示。

图1 RVE模型及其单元体的网格划分
Fig. 1 RVE model and element mesh
1.1 几何模型
图2所示为RVE模型。其中刚体1、2、3、4是为了保证单元体的两个边保持为直边,变形体1是TC4合金,变形体2是SiC纤维。在单元体中,复合材料纤维体积分数为30%。钛基复合材料沿横向高温变形的过程是一个平面应变过程,计算模型取二维模型,沿纤维方向长度统取为1 mm,纤维直径取为0.1 mm,根据纤维体积分数,单元体的边长l0取为0.16 mm。
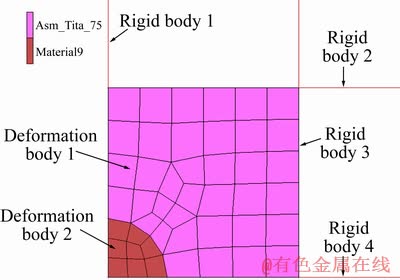
图2 计算模型及其网格划分
Fig. 2 Calculation model and element mesh
为了计算不同应变速率条件时的流动应力,设定刚体1、2、3、4与基体材料粘结在一起,为了保证单元体的应变速率保持恒定,给定刚体2移动速度为
 (1)
(1)
其中:v为单元体2的移动速度,l0为单元体的初始边长, 为应变速率,t为变形时间。
为应变速率,t为变形时间。
假定高温变形的应变速率为:3.0×10-4、1.0×10-3、1.0×10-2和1.0×10-1 s-1。为了计算不同温度条件下的流动应力,设定除纤维之外的变形体节点初始温度为900和950 ℃。
1.2 材料参数
根据图2中的模型所示,每个单元体中包含2种材料,材料模型分别为
1) 纤维:弹性本构关系,其中弹性模量E=400 GPa,泊松比ν=0.3。
2) 基体:超塑性本构关系,通过试验获得材料在不同温度、应变速率、应变条件下的流动应力值,并将其写入到扩展材料数据库中[19]。
1.3 边界条件
图3所示为模型的边界条件。其中条件1是限制节点沿x、y方向的移动为0。条件2、3是为了限制整个单元体边界上的节点分别为x、y方向的平移。条件4对单元体施加载荷,控制刚体2带动单元体沿y方向变形。
1.4 本构关系的运行机制
利用有限元分析软件MARC计算复合材料本构关系的过程如图4所示。通过这个过程,实现了复合材料高温变形的参数化建模,并将计算的材料本构模型写入到marc的扩展材料数据库中,可以被其他计算模型调用。

图3 模型的边界条件
Fig. 3 Boundary conditions of model
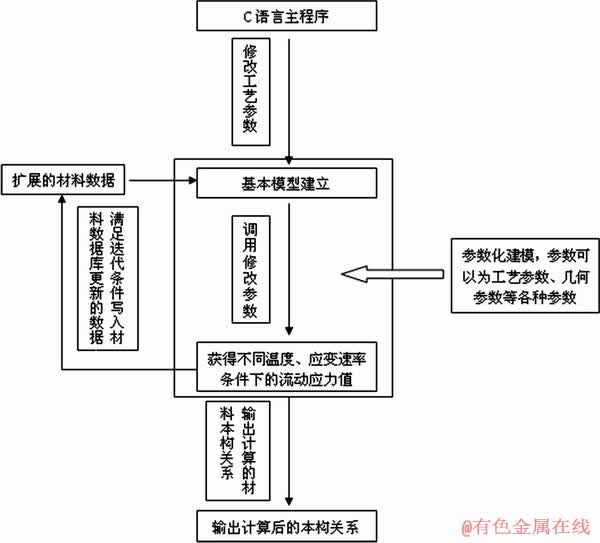
图4 复合材料本构关系计算流程图
Fig. 4 Calculation flow chart of composites constitutive relation
2 计算结果与分析
2.1 变形过程分析
图5所示为在工艺参数为950 ℃, 3.0×10-4 s-1,纤维体积分数为30%时,单元体在不同变形阶段的应力分布。由图5可知:在高温变形过程中,单元体中的应力分布不均匀,在纤维内部的应力最高,从纤维芯部向基体材料,材料内部应力越来越小,而在基体中的应力分布非常均匀。在100 s时,在靠近纤维/基体界面的纤维内部,材料的应力很大,界区域应力也较大,这在高温变形过程中很容易发生界面的剥离,导致复合材料内部产生缺陷。
图6所示为在工艺参数为950 ℃, 3.0×10-4 s-1时,纤维体积分数为30%时,不同高温变形阶段单元体内部的应变分布。从图6可以看出:在单元体内的应变分布很不均匀,由于纤维的弹性模量很高,达到400GPa,所以纤维内部的应变很小,即使是在基体材料内部,应变的分布也是不均匀的,一般在单元体内,左上点和右下点连线的附近区域应变较大。在变形终止时,单元体内的最大真应变达到了3.784。
2.2 温度对高温变形的影响
图7所示为在应变速率为3.0×10-3 s-1和1.0×10-3 s-1,不同温度时TC4合金的应力―应变关系曲线。 随着应变增加,应力变化较小。在应变速率为3.0×10-4 s-1时,温度为850和950 ℃时,应力随着应变先升高再降低,在900 ℃时,应力随着应变的增加而逐渐升高。而在应变速率为1.0×10-3 s-1时,应力随着应变的增加均升高。图8所示为在应变速率为3.0×10-3和1.0×10-3 s-1,不同温度时复合材料应力―应变关系曲线。由图8可知,在同一应变速率条件下,随着应变增加,部分应力呈上升趋势,部分应力随着应变增加先降低后增加,这可能是由于随着应变量的增加,如果基体的流动应力降低,在应变较小时,复合材料的流动应力会下降;而随着应变量的增加,当层间纤维的间距变小时,导致变形困难,流动应力升高。
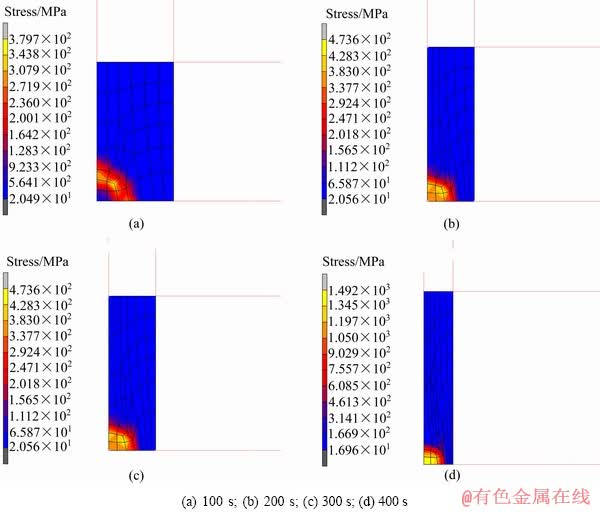
图5 950 ℃、3.0×10-4 s-1条件下不同变形阶段的应力分布
Fig. 5 Stress distribution in unit body under different stage under conditions of 950 ℃ and 3.0×10-4 s-1

图6 950 ℃、3.0×10-4 s-1条件下不同变形阶段的应变分布
Fig. 6 Strain distribution in unit body at different stages under conditions of 950 ℃ and 3.0×10-4 s-1
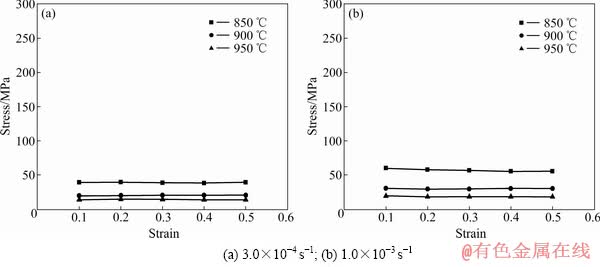
图7 不同应变速率和不同温度时TC4合金的应力―应变曲线
Fig. 7 Influence of temperature on stress―strain relation of TC4 alloy at different strain rates
2.3 应变速率对高温变形的影响
图9所示为在900和950 ℃条件下TC4合金在不同应变速率时的应力―应变曲线。在温度为900 ℃,除应变速率为3.0×10-4 s-1外,在其他应变速率下变形时,流动应力随着应变量的升高而降低。在950℃条件下变形时,流动应力均随着应变量的升高而降低。
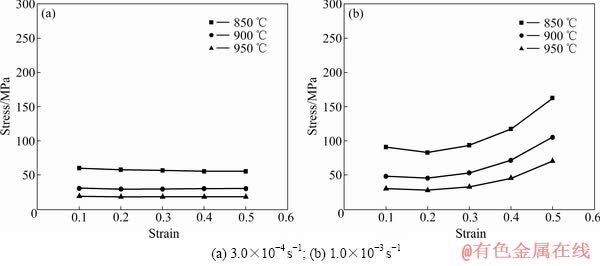
图8 不同应变速率和温度下复合材料的应力―应变曲线
Fig. 8 Stress―strain curves of composite at different strain rates and temperatures
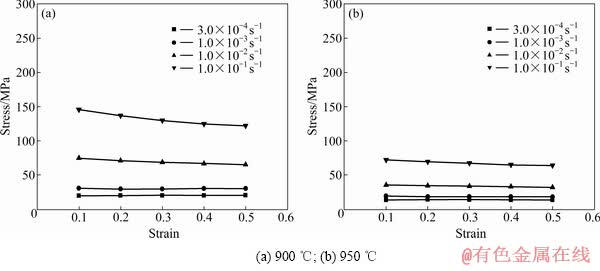
图9 不同温度和应变速率下TC4合金的应力―应变曲线
Fig. 9 Stress―strain curves of TC4 alloy at different temperatures and strain rates

图10 不同温度和应变速率下复合材料的应力―应变曲线
Fig. 10 Stress―strain curves of composite at different temperatures and strain rates
图10所示为在900和950 ℃条件下,复合材料在不同应变速率时的应力―应变曲线。由图10可知:随着应变量增加,流动应力有的逐渐升高,有的则随着应变量的增加先下降后升高,这也与复合材料中纤维间距随着变形的增加而变化有关。在温度为900 ℃时,随着应变速率从3.0×10-4 s-1升高到1.0×10-1 s-1时,流动应力从48 MPa上升到281 MPa。在温度为950 ℃时,随着应变速率从3.0×10-4 s-1升高到1.0×10-1 s-1时,流动应力从30 MPa上升到180 MPa。
2.4 纤维体积分数的影响规律
图11所示为在900 ℃、3.0×10-4 s-1和950 ℃、 3.0×10-4 s-1的条件下,不同纤维体积分数时的应力―应变曲线。随着纤维体积分数的提高,流动应力逐渐提高。当纤维体积分数较低时,复合材料的应力―应变关系中的流动应力随着变形量的增加,变化不大。而当纤维体积分数较高时,当应变较大时,复合材料的流动应力呈上升趋势,特别是当纤维体积分数为30%时,当应变达到0.5时,流动应力升高迅速。在温度为900 ℃时,随着应变的增加,流动应力从48 MPa提升到105 MPa,当温度为950 ℃时,流动应力从30 MPa提升到71 MPa,比初始流动应力提高了一倍以上。从计算的结果看,当纤维体积分数较高时,随着应变的增加,复合材料的流动应力将提高很多,这使得复合材料的变形变得更加困难,高的流动应力更容易引起纤维/基体界面的剥离,使复合材料很快发生断裂。因此,复合材料的纤维体积分数较高时,有利于提高其沿纤维轴线的力学性能,而高温成形则变得更加困难,很容易在高温变形过程中产生各种缺陷,最终导致复合材料的性能下降。当采用高温变形的方法制造复合材料结构件时,应该平衡复合材料的成形性和力学性能,从而获得最佳的成形后的力学性能。
2.5 应力―应变速率关系
图12所示为在温度为900和950 ℃时,TC4合金的应力―应变速率关系曲线。从图12可以看出:在不同应变时,应力随应变速率的变化曲线几乎相同。图13所示为在纤维体积分数为30%,温度分别为900和950 ℃时,复合材料的应力―应变速率关系曲线。随着应变速率提高,流动应力升高。在900和950 ℃条件下变形时,应力―应变关系曲线呈S形状,这与钛合金超塑性变形的规律类似,只是流动应力要高于钛合金超塑成形的流动应力。这说明在复合材料高温变形过程中,存在与钛合金类似的变形机制在起作用。与钛合金不同,复合材料中存在大量的纤维/基体界面,在变形过程中,当流动应力超过界面结合力时,会发生界面的剥离,这与钛合金超塑变形的机制是不同的。因此,在复合材料的高温变形过程中,除了基体变形的机制在起作用,纤维/基体界面的剥离对变形过程起非常重要的作用。
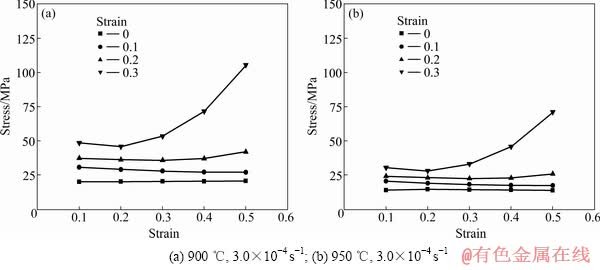
图11 不同温度时复合材料的应力―应变速率曲线
Fig. 11 Stress―strain rate curves at different temperatures

图12 不同温度时TC4合金的应力―应变速率曲线
Fig. 12 Stress―strain rate curves of TC4 alloy at different temperatures
图14所示为不同温度时钛合金高温变形的m―应变速率曲线。由图14可知:TC4的m值约为0.3左右,说明TC4具有超塑性。从图中可以看出,在900 ℃时,钛合金的m为0.27~0.37,m值随着应变速率的升高而先升高后降低,说明在温度较低时,采用较低的应变速率变形才具有良好的超塑性。在950 ℃温度时,m值为0.24~0.30,随着应变速率的提高,除应变为0.1时,m值逐渐升高,说明随着温度的升高,即使在较高的应变速率条件下,TC4仍然具有良好的超塑性,而在较高温度条件下变形时,采用较高的应变速率变形,可以降低变形时间,减少了环境对材料受影响,因此,在高温条件下变形,采用较高的应变速率反而可能会具有较高的伸长率。

图13 不同温度时复合材料的应力―应变速率曲线
Fig. 13 Stress―strain cuves of composite at different temperatures
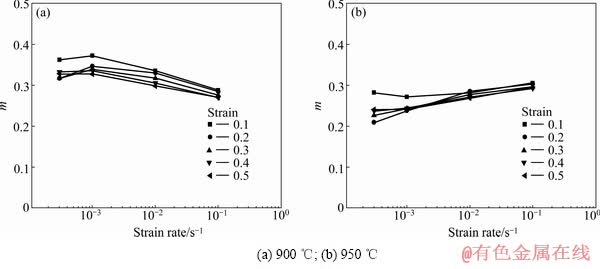
图14 不同温度时TC4钛合金的m―应变速率曲线
Fig. 14 m―strain rate curves of TC4 alloy at different temperatures
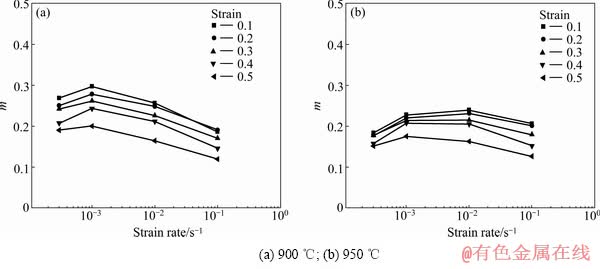
图15 不同温度时复合材料的m―应变速率曲线
Fig. 15 m―strain rate curves of composite at different temperatures
图15所示为在纤维体积分数为30%、温度分别为900和950 ℃时,SiCf/TC4复合材料的m―应变速率曲线。从图15可以看出:在温度为900和950 ℃时,m值均随着应变速率的提高先升高,然后降低,m值取得峰值的应变速率区间是1.0×10-3~1.0×10-2 s-1,因此,复合材料高温变形的应变速率应该低于 1.0×10-2 s-1。在900 ℃时,m值最大值达到0.296;在950 ℃时,m值最大值达到0.24。可见复合材料在高温条件下变形,具有一定的大变形能力,但是在其中加入SiC纤维大大地降低了其大变形的能力。因此,在利用复合材料的高温变形能力制造空心结构件时,应该尽量减少复合材料变形量。
3 结论
1) 采用RVE方和参数化建模的方法可以计算复合材料的高温变形本构关系和m值。
2) 在变形的不同阶段,单元体内的应力、应变分布不均匀。纤维内部的应力最高,从纤维向基体材料过渡,复合材料中的应力越来越小,在基体中的应力分布很均匀。在纤维内部的应变最小,而在单元体对角线附近的区域,应变最高。
3) 在复合材料高温变形时,随着纤维体积分数提高,在应变较高时,复合材料的的流动应力迅速升高,是低应变时流动应力的2倍以上,这主要是由于随着应的提高,纤维发生聚集,导致复合材料变形困难,流动应力升高。
4) 复合材料的应力―应变关系曲线与钛合金具有相同的变化趋势,但流动应力高于钛合金,钛合金的m值为0.24~0.37,复合材料的m值为0.144~0.296,可见复合材料中加入了纤维后,其高温变形能力大大降低。
REFERENCES
[1] 梁春华. 连续纤维增强的金属基复合材料部件杂航空涡扇发动机上的应用[J]. 航空制造技术, 2009, 28(15): 32-35.
LIANG Chuan-hua. Application of continuous fiber reinforced metal matrix composite component on turbofan aeroengine [J]. Aeronautical Manufacturing Technology, 2009, 28(15): 32-35.
[2] LEYCNS C, PETERS M. Titanium and titanium alloys [M]. Weinheim: Wiley-VCH Verlag GmbH &Co. KGaA, 2003: 268.
[3] 张国定, 赵昌正. 金属基复合材料[M]. 上海: 上海交通大学出版社, 1998: 249.
ZHANG Guo-ding, ZHAO Chang-zhen. Metal matrix composite [M]. Shanghai:Shanghai Jiaotong University Press, 1998: 249.
[4] CLYNE T W. Comprehensive composite material: Metal matrix composite (Volume 3) [M]. London: Cambridge University Press, 2000: 492.
[5] CLYNE T W, WITHERS P J. An introduction to metal matrix composites [M]. London: Cambridge University Press, 1993: 166.
[6] GUO Z X, DERBY B. Solid-state fabrication and interfaces of fibre reinforced metal matrix composites [J]. Progress in Materials Science, 1995, 39(4/5): 411-495.
[7] 郭相龙, 李九霄, 王立强, 覃继宁, 吕维洁, 张 荻. 热轧钛基复合材料的微观组织和力学性能[J]. 中国有色金属学报, 2010, 20(1): 224-228.
GUO Xiang-long, LI Jiu-xiao, WANG Li-qiang, QIN Ji-ning, Lü Wei-jie, ZHANG Di, Microstructure and mechanical properties of hot-rolled titanium matrix composite [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(1): 224-228.
[8] 胡加瑞, 肖来荣, 罗 锴, 刘 彦, 李 威, 蔡一湘, TiC颗粒增强钛基复合材料的高温变形行为[J]. 中国有色金属学报, 2010, 20(1): 193-197.
HU Jia-rui, XIAO Lai-rong, LUO Kai, LIU Yan, LI Wei, CAI Yi-xiang. Hot deformation behavior of titanium based matrix composites reinforced by TiC particulates [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(1): 193-197.
[9] PLATT C E. Composite rotor blade, US4108572 [P]. 1972-08-22.
[10] RAVENHALL R, WOJCIECHOWSKI C R. Titanium metal matrix composite inserts for stiffening turbine engine components, US5439750 [P]. 1995-08-08.
[11] 曾立英. 连续纤维增强钛基复合材料的超塑性变形[J].稀有金属快报, 2002(2): 9-11.
ZENG Li-ying. Superplastic deformation of fiber reinforced titanium matrix composite [J]. Rare Metals Letters, 2002(2): 9-11.
[12] CARREREA N, VALLEB R, BRETHEAUC T. Multiscale analysis of the transverse properties of Ti-based matrix composites reinforced by SiC fibres: From the grain scale to the macroscopic scale [J]. International Journal of Plasticity, 2004, 20(4/5): 783-810.
[13] AKSER E O. Finite element analysis of the stress distribution in a thermally and transversely loaded Ti-6Al-4V/SiC fiber composite behavior [J]. Materials Science & Engineering, 2001, 32(2): 243-251.
[14] DU Z Z, ZOK F W. Limit stress conditions for weakly bonded fiber composites subject to transverse biaxial tensile loading [J]. Solids Structure, 1998, 35(21): 2821-2842.
[15] DONG M, Schmauder. Transverse mechanical behavior of fiber reinforced composites-FE modeling with embedded cell models [J]. Computational Materials Science, 1996, 5(1/3): 53-66.
[16] ZAHL D B, Schmaude. Transverse strength of continuous fiber metal matrix composites [J]. Computational Material Science, 1994, 3(2): 293-299.
[17] DU Z Z, MCMEEKING R M, SCHNAUDER S. Transverse yielding and matrix flow past the fibers in metal matrix composites [J]. Mechnics of Materials, 1995, 21(2): 159-167.
[18] MALL S. Titanium matrix composites-mechanical behavior [M]. Lancaster: Technomic Publishing Co, 1997: 41.
[19] SESHACHARYULU T, MEDEIROS S C, FRAZIER W G, PRASAD Y V R K. Hot working of commercial Ti-6Al-4V with a equiaxed α-β microstructure: materials modeling considerations [J]. Materials Science and Engineer, 2000, A284(1/2): 184-194.
(编辑 陈爱华)
基金项目:航空基金资助项目(HK-JB008414M)
收稿日期:2013-07-28;修订日期:2013-10-10
通信作者:赵 冰,高级工程师,博士;电话:010-85701254; E-mail: zhao6833@163.com

