网络首发时间: 2017-09-21 15:02:32
稀有金属 2018,42(11),1227-1232 DOI:10.13373/j.cnki.cjrm.XY17080021
工艺参数对CVCE变形工业纯铝组织和性能的影响
吴晨 杜忠泽 朱晓雅 路超 刘长瑞
西安建筑科技大学冶金工程学院
摘 要:
采用连续变断面循环挤压 (CVCE) 工艺制备细晶工业纯铝, 结合金属流动规律研究挤压角度和变形道次对变形工业纯铝组织和性能的影响。结果表明:随着挤压角度的增加, 网格畸变程度和变形不均匀程度随之增加, θ=7°试样的晶粒细化程度远大于6°, 但晶粒尺寸和晶粒分布不及6°均匀;随着变形道次的增加, 累积变形量增大, 晶粒被充分细化, θ=7°试样经3个循环变形后的晶粒尺寸被细化至10μm, 是原始晶粒尺寸的1/10; CVCE变形工业纯铝由表面至芯部的网格畸变决定了硬度的分布是沿表面到芯部逐渐减小, 并且随着变形道次的增加, θ=7°试样的硬度呈显著增加趋势, 3个循环的显微硬度可达HV 105. 62, 相比于原始试样提高了4倍。经CVCE变形后试样, 横截面与纵截面上晶粒的形状和取向性完全不同, 纵截面上原始等轴晶粒取向性逐渐削弱, 横截面上原始粗大的柱状晶经过变形后, 晶粒的取向性几乎消失。
关键词:
工艺参数 ;连续变断面循环挤压 ;工业纯铝 ;组织和性能 ;
中图分类号: TG146.21;TG379
作者简介: 吴晨 (1993-) , 女, 陕西人, 硕士, 研究方向:强烈塑性变形对材料组织与性能的影响研究;E-mail:386729645@qq.com;; *杜忠泽, 教授;电话:13032903996;E-mail:178737675@qq.com;
收稿日期: 2017-08-19
基金: 国家自然科学基金项目 (51104113) 资助;
Microstructure and Properties of Commercial Pure Aluminum CVCE Deformed at Different Processing Parameters
Wu Chen Du Zhongze Zhu Xiaoya Lu Chao Liu Changrui
School of Metallurgical Engineering, Xi'an University of Architecture and Technology
Abstract:
Combined with the metal flow, the effect of extrusion angle and continuous variable cross-section recycled extrusion ( CVCE) passes on the microstructure and mechanical properties of fine grain commercial pure aluminum processed by CVCE technique was investigated. The results showed that the degree of grid distortion and heterogeneous deformation increased with the enlargement of extrusion angle, and the sample of θ = 7° had higher grain refinement level but less uniform grain size and distribution than 6° accordingly. The size of grains were fully refined to a smaller scale and accumulative deformation increased with the accumulation of deformation passes, ultimate grain size of θ = 7° sample could reach 10 μm after three circles, which was 10% of original sample. The distribution that microhardness slightly decreased from the surface to the center along the longitude and latitude direction depended on the grid distortion, the microhardness was significantly improved by means of increasing CVCE passes and saturated to HV 105. 62 after three circles, which was improved by 4 times compared with original samples. The samples after deformation had quite different grain shape and orientation on cross section and longitudinal section, the orientation of original equiaxed grain gradually weakened on longitudinal section but the orientation of original thick columnar crystals almost disappeared on cross section.
Keyword:
processing parameters; CVCE; commercial pure aluminum; microstructure and properties;
Received: 2017-08-19
20世纪中期, 霍尔 (Hall) 和佩奇 (Petch) 两位科学家根据位错塞积理论总结出Hall-Petch
[1 ]
公式, 公式表明:晶体材料的屈服强度和硬度随晶粒尺寸降低而增强
[2 ]
, 晶粒细化可作为改善和提高金属材料性能的有效途径
[3 ]
。铝及其合金因为具备质量轻的特点被广泛应用于汽车和航空等不同的领域, 近些年, 具有细晶结构的铝及其合金在机械性能和物理性能方面的提高研究更是得到有关学者的重点关注
[4 ]
。目前, 工业纯铝的细晶方法主要是大塑性变形技术 (SPD) , SPD技术可以有效实现对块体材料的晶粒细化, 在材料发生塑性变形的同时不改变材料的尺寸和形状, 其主要强化原理可归纳为:通过高密度位错墙的堆积和低密度位错阵列的储存实现金属和合金机械性能的提高
[5 ]
。已有研究者采用等径角轧制
[5 ]
、多向挤压
[6 ]
、高压扭转
[7 ]
、累积叠轧
[8 ]
等SPD技术对铝及其合金的组织和性能做了一系列的研究, 但是连续变断面循环挤压 (continuous variable cross-section recycled extrusion, CVCE) 技术相比于以上SPD方法具有明显的优势:工艺简便、模具成本低、可制备出大体积细晶材料、不改变材料的原始尺寸和形状
[9 ,10 ]
。
挤压角度和变形道次是CVCE工艺重要工艺参数, 直接影响金属变形后的金属流动规律、微观组织和性能
[11 ]
。目前, 刘莹莹等
[12 ]
研究了CVCE工艺参数对金属流动规律的影响, 李洁等
[13 ]
研究了CVCE对材料组织和性能的影响, 但是以上研究均未将金属流动规律和组织与性能结合分析, 得出较优工艺参数, 为CVCE工艺的优化提供可靠的实验依据。因此, 本文基于不同挤压角度下材料的内部金属流动规律的分析比较, 讨论挤压角度和变形道次对铸态工业纯铝微观组织和力学性能的影响, 进一步获得制备具有金属流动均匀、晶粒细小、力学性能良好的铸态工业纯铝的较优工艺参数, 为CVCE工艺的优化提供可靠的参数指导。
1 实验
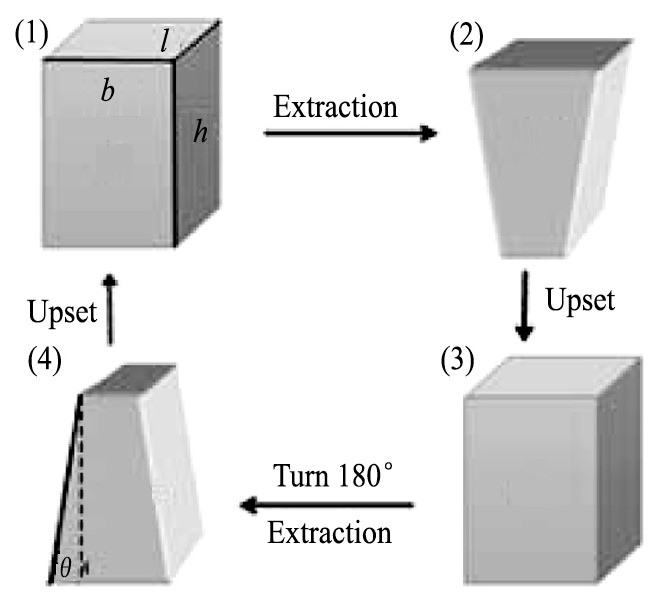
实验原材料采用铸态工业纯铝1A85, 实验室浇铸办法制成:马弗炉加热至750℃, 将工业纯铝置于炉中并保温40 min, 取出搅拌、扒渣后, 迅速浇入模具, 室温冷却并加工精整得到理想尺寸。根据模具尺寸和镦粗工艺要求确定试样原始尺寸为20 mm×25 mm×50 mm, 室温下在WE-60型号的600 kN液压万能材料试验机上, 以1 mm・s-1 的速度完成CVCE实验。CVCE工艺流程如图1所示:将块体试样放入模腔挤压为锥台体, 再将锥台体镦粗至原始块体尺寸, 然后将一次挤压时锥台体试样锥部的一端朝上放入模腔进行挤压以及镦粗, 如此4次完成1个循环 (C1) 的变形。依次进行2个循环 (C2) 、3个循环 (C3) 的变形。
图1 连续变断面循环挤压工艺流程Fig.1 Technological process of CVCE
将原始试样纵剖面进行3 mm×3 mm网格划分, 分别在挤压角度θ为4°, 6°, 8°下完成挤压和镦粗实验, 变形结束后观察剖面上网格线的变化情况。
在θ=6°, 7°下, 依次对试样进行C1, C2, C3的变形, 取变形后试样横截面和纵截面尺寸为1053的薄片, 采用180# , 400# , 800# , 1200# , 2000# , 3000# 的砂纸水磨 (小力慢磨1 min) , 用3μm金刚石分混合水在抛光机上抛光1~2 min, 之后用HF∶H2 O=1∶5的腐蚀液浸蚀试样15~20 s, 酒精擦拭腐蚀面吹干后在OLYMPUS金相 (OM) 显微镜下试样的显微组织 (包括原始组织)
[14 ]
;硬度测定采用401MVD数显显微维氏硬度仪测量, 荷载500 g, 保压10 s, 硬度值是从试样上随机取多个取平均值获得。
2 结果与讨论
2.1 挤压角度对CVCE工业纯铝金属流动规律的影响
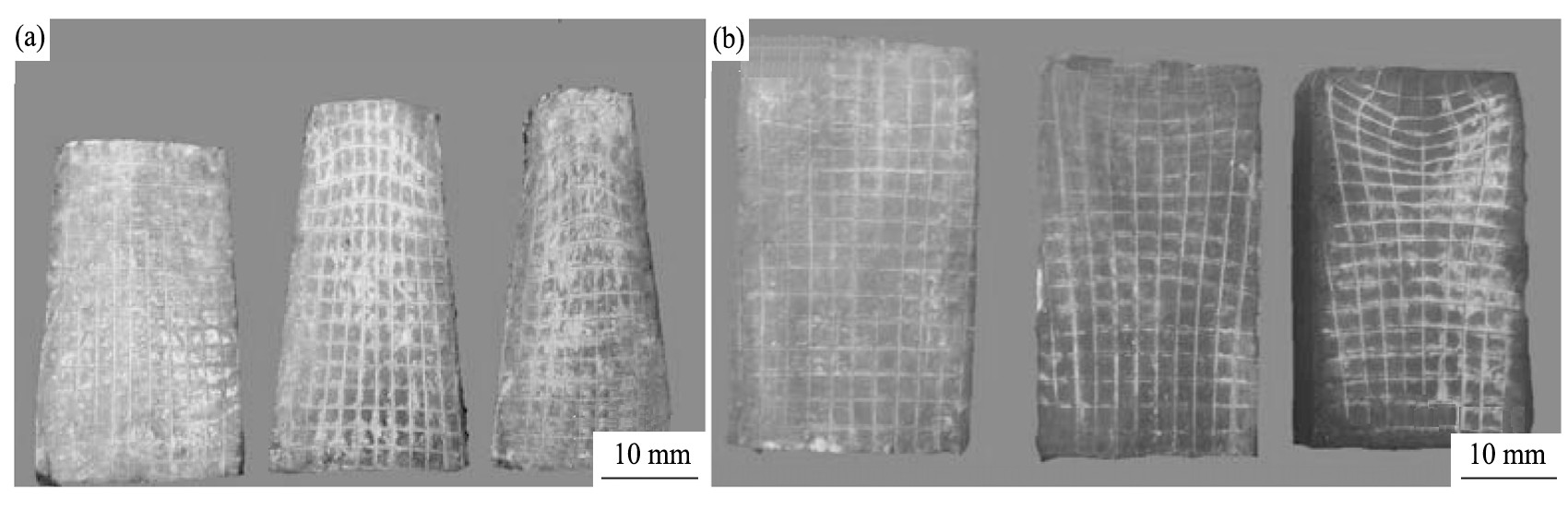
坯料在θ=4°, 6°, 8°下变形后纵截面金属流动情况如图2所示, 其中图2 (a) 是挤压后试样的网格变化图, 图2 (b) 是回镦后试样的网格变化图。从图2 (a) 可以看出, 不同挤压角度下金属网格变化规律趋于一致:纵向线外层弯曲角度大, 由外层向内层弯曲角度逐渐减小, 挤压中心线上的纵向线不发生弯曲;横向线中心部分超前, 且越接近试样锥部其弯曲越大;随着θ的增大, 这种横向和纵向网格的变形程度和不均匀程度增大。观察图2 (b) 发现, 镦粗后试样, 沿纵向的网格畸变趋于均匀化, 这也是为什么CVCE工艺可以通过反复挤压与镦粗实现组织均匀和晶粒细化的原因;随着θ的增大, 内部易变形区的网格畸变越来越严重, 这种网格畸变在试样锥部最为明显, 由此导致变形后试样发生鼓起的可能性也越大。因此, 为了保证试样在多循环变形后的形状、尺寸和表面质量理想, 同时又有大的变形量, 本实验在组织和性能研究中涉及的挤压角度是6°和7°。
图2 坯料在θ=4°, 6°, 8°下变形后纵截面的金属流动情况Fig.2 Metal flow of samples with different deformation extrusion angles
(a) After extrusion; (b) Extrusion following upsetting
2.2 挤压角度对CVCE工业纯铝组织和性能的影响
研究发现在面心立方金属中存在高的位错密度, 这些位错包含在大塑性变形中
[15 ]
。图3为铸态工业纯铝的光学显微组织, 从光学显微镜照片可以看出纵截面晶粒呈现等轴状, 小角度晶界占主要地位, 晶粒平均尺寸约为70μm (图3 (a) ) ;横截面晶粒呈现柱状, 各柱状晶的晶体学位向一致, 形成铸造织构, 晶粒平均尺寸约为100μm。
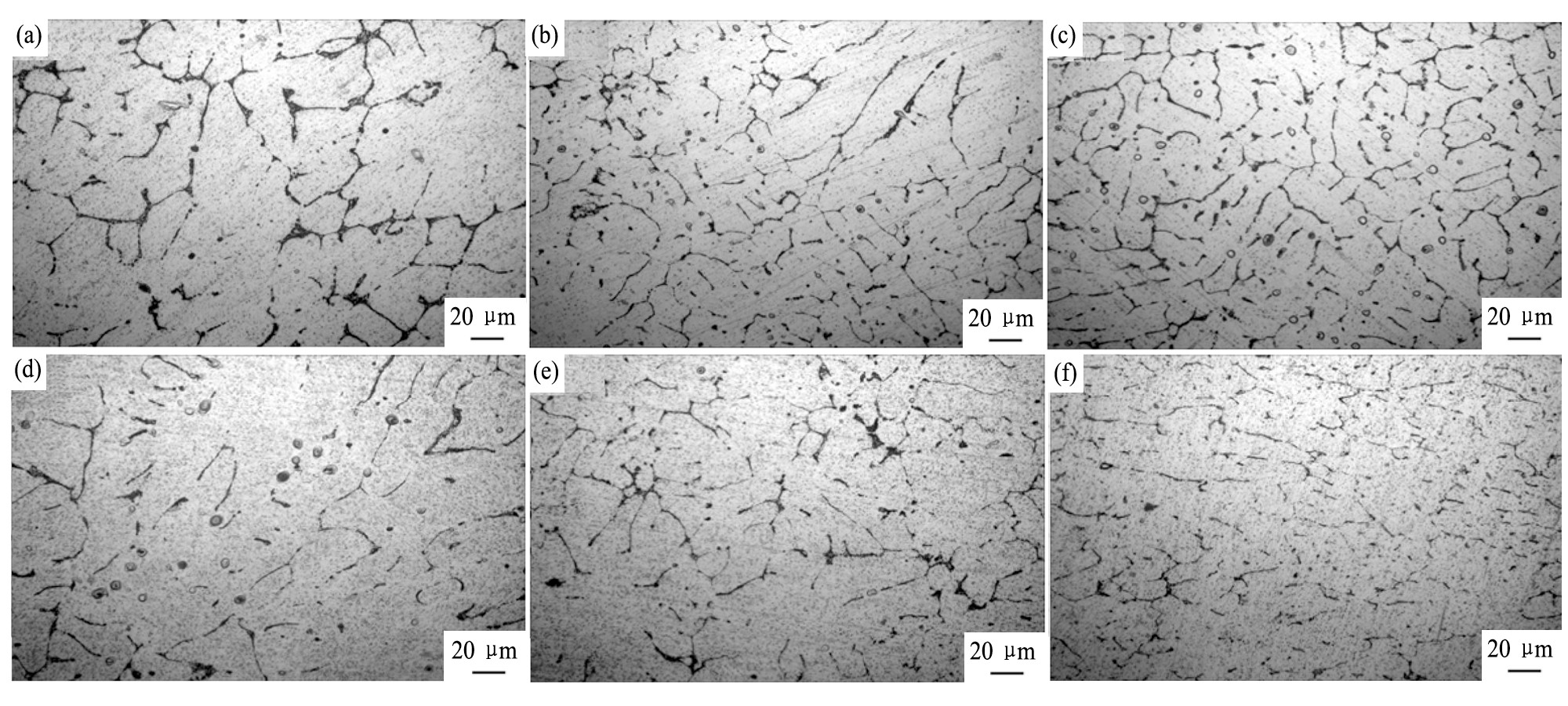
纵截面:图4为θ=6°和θ=7°试样分别在C1, C2, C3变形后纵截面的光学显微组织。观察图4发现经塑性变形后, 铸态工业纯铝的显微组织发生明显变化:随着变形道次的增加, 变形量增加, 晶粒被充分细化, 原始等轴晶粒逐渐沿着纵向 (挤压方向) 伸长, 晶粒的取向性逐渐削弱, 这是因为CVCE工艺是锥模挤压+镦粗的复合工艺, 在挤压时试样边部晶粒受模具侧壁剪切力和纵向的挤压力, 晶粒被沿纵向拉长, 挤压道次数较少时, 晶粒取向性非常明显;镦粗时, 由于压应力和切应力的存在, 组织中形成大量的剪切和滑移, 导致被拉长的晶粒破碎成等轴状
[13 ]
。
θ=6°试样晶粒的分布和晶粒大小相对均匀 (图4 (a~c) ) , 晶粒呈现柱状, 晶粒尺寸由C1的60μm (图4 (a) ) 细化至C2的30μm (图4 (b) ) 后出现停滞 (图4 (c) ) , 这是因为6°挤压角度下试样在经历3个循环的变形后累积变形量达到一定程度, 位错密度基本不变, 所以晶粒尺寸不再发生明显的减小。相比于θ=6°试样, θ=7°的晶粒细化程度更明显但不均匀, 晶粒尺寸由C1的50μm (图4 (d) ) 变为C3的20μm (图4 (f) ) , 是变形前晶粒尺寸的1/4;2个循环 (图4 (e) ) 晶粒沿着挤压方向呈现一定的规律性, 3个循环试样由于反复的挤压镦粗变形, 晶粒破碎为等轴状, 细化效果最为明显。
图3 铸态工业纯铝的光学显微组织Fig.3 OM images of as-cast industrial pure aluminum
(a) Longitudinal section; (b) Cross section
图4 θ=6°和θ=7°试样在不同变形道次下纵截面的光学显微组织Fig.4 OM images of longitudinal section for samples in different passes
(a) θ=6°, C1; (b) θ=6°, C2; (c) θ=6°, C3; (d) θ=7°, C1; (e) θ=7°, C2; (f) θ=7°, C3
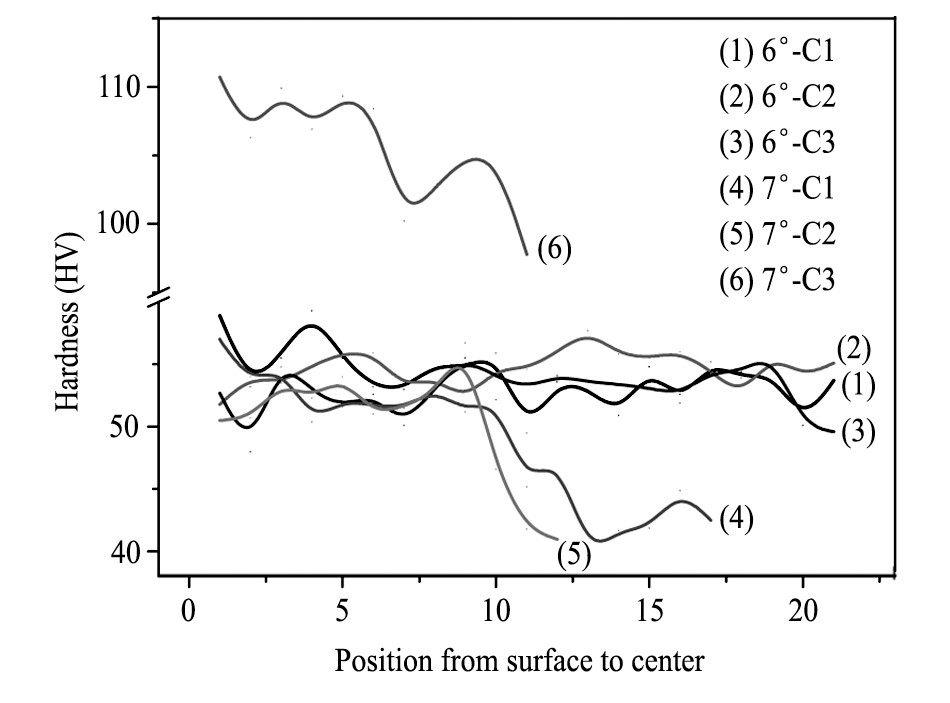
图5为θ=6°和θ=7°试样纵向沿表面到芯部硬度变化情况。每发生一循环的CVCE变形, 伴随着两次相反方向的挤压和两次相反方向的镦粗, 一次挤压 (或镦粗) 后的难变形区经反方向的挤压 (或镦粗) , 可以获得变形, 但是变形依然无法渗透到试样芯部, 最终试样沿轴向自表面至芯部的硬度逐渐减小 (如图5所示) 。对比θ=6°和θ=7°试样硬度值发现:随着变形道次的增加, θ=6°试样硬度值增加不明显, 从HV 53.44 (平均值, 后文表述相同) 变化至HV 52.27;θ=7°试样硬度值增加明显, C3硬度值HV 105.62, 相比于原始试样提高了4倍, 这是因为挤压角度作为CVCV工艺重要工艺参数, 对变形后试样的形状和组织有较大影响:挤压角度越大, 金属内部变形越大, 1个循环包含4次变形, 如此累积, 挤压角对组织和性能的影响被迅速放大, 呈现出的实验结果为:θ=7°试样的性能远优于θ=6°试样。硬度值的增大趋势与微观结构的变化相吻合, 这说明CVCE工艺可以有效地实现细晶强化。
图5 θ=6°和θ=7°试样纵向沿表面到芯部硬度变化情况Fig.5 Hardness of longitudinal section from surface to center
横截面:图6为θ=6°和θ=7°试样分别在C1, C2, C3变形后横截面的光学显微组织。从图6中可以看出原始粗大的柱状晶经过变形后, 逐渐演化为等轴晶, 相对于纵截面, 晶粒的取向性几乎消失, 晶粒细化效果更明显。
θ=6°试样随着挤压道次的增加, 变形量不断累积, 晶粒尺寸由1个循环的40μm细化至3个循环7μm, 在3个循环变形后晶界变得清晰明显, 大角度晶界所占比例逐渐升高 (图6 (c) ) , 由此说明材料的塑性得到明显提高
[16 ]
。θ=7°试样细化效果不如θ=6°试样, 等轴晶数目相对较少, 随着变形道次的增加, 相对致密的柱状晶演化为等轴晶的趋势不明显, 晶粒的数目增加, 经过3个循环变形后晶粒尺寸减小至10μm, 是原始晶粒尺寸的1/10。
图7为θ=6°和θ=7°试样横向 (厚度方向) 沿表面到芯部硬度变化情况。从图7中可以看出试样沿表面到芯部的硬度逐渐减小, 这与图2中金属流动规律相对应:边部比芯部变形量大, 产生了较大的加工硬化, 加工硬化区域位错密度增加多, 使位错在运动的时候相互交割加剧, 产生固定割阶、位错缠结等障碍, 阻碍位错的运动, 引起变形抗力的增加, 故硬度值增加的较快;相对于纵截面而言, 横截面上硬度值随着变形道次的增加变化较均匀。θ=6°试样硬度值变化不明显;θ=7°试样在C2之前硬度值变化较不明显, 直至3个循环迅速增加至的HV 86.86, 相比于原始试样提高了3倍, 这是因为当试样受到大的塑性变形后, 晶粒内产生大量的位错, 随着循环道次增加, 变形量不断累积, 直至C3变形时外加切应力超过临界切应力, 足以驱动位错的增殖运动, 从而增大了位错密度, 与此同时晶粒的细化和均匀分布阻碍位错的运动, 最终呈现出性能的显著提升。
图6 θ=6°和θ=7°试样在不同变形道次下横截面的光学显微组织Fig.6 OM images of cross section for samples in different passes
(a) θ=6°, C1; (b) θ=6°, C2; (c) θ=6°, C3; (d) θ=7°, C1; (e) θ=7°, C2; (f) θ=7°, C3
图7 θ=6°和θ=7°试样横向沿表面到芯部硬度变化情况Fig.7 Hardness of cross section from surface to center
3 结论
1.随着挤压角度的增加, 网格畸变程度和变形不均匀程度随之增加, θ=7°试样的晶粒细化程度远大于6°, 但晶粒的尺寸和分布没有6°均匀。
2.随着变形道次的增加, 累积变形量增大, 晶粒被充分细化, θ=7°试样经3个循环的变形后晶粒尺寸被细化至10μm, 是原始晶粒尺寸的1/10。纵截面上原始等轴晶粒逐渐沿着纵向 (挤压方向) 伸长, 晶粒的取向性逐渐削弱;横截面上原始粗大的柱状晶经过变形后, 逐渐演化为细小均匀的等轴晶, 晶粒的取向性几乎消失, 大角度晶界所占比例逐渐升高。
3.CVCE变形工业纯铝由表面至芯部的网格畸变决定了硬度的分布是沿表面到芯部逐渐减小。随着变形道次的增加, θ=7°试样的硬度呈显著增加趋势, 3个循环的显微硬度可达HV 105.62, 相比于原始试样提高了4倍。
参考文献
[1] Zhang X, Xiang J Z, Xu S Y. Theoretical derivation of hall-petch relationship and discussion of its applicable range[J]. Physics Examination and Testing, 2012, 30 (6) :13. (章雄, 项金钟, 许思勇. Hall-Peteh关系的理论推导及其适用范围讨论[J].物理测试, 2012, 30 (6) :13.)
[2] Jia S W, Zhang Z, Wang W, Wang K S, Gao X. The current situation of deformation mechanism on inverse Hall-Petch in crystalline material[J]. Materials Review, 2015, 12 (29) :114. (贾少伟, 张郑, 王文, 王快社, 高雪.超细晶/纳米晶反Hall-Petch变形机制最新研究进展[J].材料导报A, 2015, 12 (29) :114.)
[3] Du W B, Qin Y L, Yan Z J, Zuo T Y. Effects of severe plastic deformation on microstructure and property of magnesium alloys[J]. Rare Metal Materials and Engineering, 2009, 38 (10) :1871. (杜文博, 秦亚灵, 严振杰, 左铁镛.大塑性变形对镁合金微观组织与性能的影响[J].稀有金属材料与工程, 2009, 38 (10) :1871.)
[4] Mohamed Ibrahim Abd Elaal, Sadawy M M. Influence of ECAP as grain refinement technique on microstructure evolution, mechanical properties and corrosion behavior of pure aluminum[J]. Trans. Nonferrous Met. Soc.China, 2015, 25:3865.
[5] Vega M C V, Bolmaro R E, Ferrante M, Sordi V L, Kliauga A M. The influence of deformation path on strain characteristics of AA1050 aluminium processed by equal-channel angular pressing followed by rolling[J].Materials Science&Engineering, 2015, A646:154.
[6] Yang X H, Wang D G, Wu Z G, Yi J H, Ni S, Du Y, Song M. A coupled EBSD/TEM study of the microstructural evolution of multi-axial compressed pure Al and Al-Mg alloy[J]. Materials Science&Engineering, 2016, A658:16.
[7] Mousumi Das, Goutam Das, Mainak Ghosh, Matthias Wegner, Rajnikant V, Chowdhury S Ghosh, Pal T K.Microstructures and mechanical properties of HPT processed 6063 Al alloy[J]. Materials Science&Engineering, 2012, A558:525.
[8] Li S Y, Yang L, Qin N. Development of throughthickness texture gradient and persistence of shear-type textures during annealing of commercial purity aluminium sheet processed by accumulative roll-bonding[J]. Journal of Materials Science&Technology, 2017, 4 (19) :821.
[9] Liu C R, Wang Q J, Du Z Z, Wang K S, Chen M.Technology of producing refined grain materials by continuous variable cross-section recycled extrusion[J]. Rare Metals Material and Engineering, 2009, 38 (1) :257. (刘长瑞, 王庆娟, 杜忠泽, 王快社, 陈明.连续变断面循环挤压制备细晶材料的新方法[J].稀有金属材料与工程, 2009, 38 (1) :257.)
[10] Liu C R, Ren H X, Wang Q J. Microstructure and properties of AZ31 magnesium alloy by continuous variable cross-section recycled extrusion[J]. Light Alloy Fabrication Technology, 2009, 37 (7) :34. (刘长瑞, 任红霞, 王庆娟.连续变断面循环挤压AZ31镁合金的组织与性能[J].轻合金加工技术, 2009, 37 (7) :34.)
[11] Guo Y G. Intensify effect of different intensify ways on metal materials[J]. Engineering Technology, 2015, (1) :102. (郭宇光.不同的强化方式对金属材料的强化作用[J].工程技术, 2015, (1) :102.)
[12] Liu Y Y, Liu C R, Wang Q J, Li J, You X L. Effects of processing parameters on deformation characteristics of continuous variable cross-section cylinder in upsetting[J]. Transaction of Metals and Heat Treatment, 2014, 35 (12) :74. (刘莹莹, 刘长瑞, 王庆娟, 李洁, 尤雪磊.工艺参数对连续变断面圆柱体镦粗变形特征的影响[J].材料热处理学报, 2014, 35 (12) :74.)
[13] Li J, Liu Y Y, Wang Q J, You X L, Wang K. Effect of continuous variable cross-section recycling extrusion on microstructure of TC4 alloy[J]. Chinese Journal of Nonferrous Metals, 2015, 25 (2) :344. (李洁, 刘莹莹, 王庆娟, 尤雪磊, 王坤.连续变断面循环挤压对TC4合金组织的影响[J].中国有色金属学报, 2015, 25 (2) :344.)
[14] Chen L, Cheng D H, Chen Y P, Hu D A, Zheng S.Super plastic deformation behavior and microstructure of electron beam welded aluminum lithium alloy[J]. Chinese Journal of Rare Metals, 2016, 40 (11) :1088. (陈龙, 程东海, 陈益平, 胡德安, 郑森.铝锂合金电子束焊缝超塑性变形行为与显微组织[J].稀有金属, 2016, 40 (11) :1088.)
[15] Wang C P, Li F G, Chen B, Yuan Z W, Lu H Y. Severe plastic deformation techniques for bulk ultrafinegrained materials[J]. Rare Metal Materials and Engineering, 2012, 41 (4) :941.
[16] Zhao J Q, Li J R, Liu S Z, Yuan H L, Han M. The effect of low angle grain boundaries on tensile properties of single crystal superalloy DD6 at 980℃[J]. Rare Metal Materials and Engineering, 2007, 36 (12) :2233. (赵金乾, 李嘉荣, 刘世忠, 袁海龙, 韩梅.小角度晶界对DD6单晶高温合金980℃拉伸性能的影响[J].稀有金属材料与工程, 2007, 36 (12) :2233.)