基于视觉传感器的移动焊接机器人测控系统
李慨,张庭
(河北工业大学 机器人及自动化研究所,天津,300130)
摘要:设计焊枪侧置的轮式移动焊接机器人并搭建基于虚拟仪器的移动焊接机器人测控系统。在分析移动焊接机器人特点的基础上,设计由PC,NI-PCI7344,NI-DAQ6015以及图像采集卡等组成的硬件系统结构,采用LabVIEW编程平台编制测控系统软件。设计自适应模糊控制器和高斯基模糊神经网络控制器对十字滑块和车轮进行协调控制。采用高斯函数作为模糊神经网络的隶属函数,利用BP算法实现模糊隶属函数和控制规则的在线修改。实验结果表明:该测控系统运行稳定可靠,其跟踪精度可始终控制在-0.4~0.4 mm以内,满足实际焊接工程的需要。
关键词:移动焊接机器人;焊缝跟踪;高斯基模糊神经网络;模糊控制
中图分类号:TP24 文献标志码:A 文章编号:1672-7207(2011)04-1050-06
A measurement and control system of welding mobile robot based on vision sensor
LI Kai, ZHANG Ting
(Research Institute of Robotics and Automation, Hebei University of Technology, Tianjin 300130, China)
Abstract: A prototype of mobile welding robot with welding torch positioned at one side of welding robot was developed, and a virtual instrument based measurement and control system for mobile welding robot was presented. By analyzing the characteristics of mobile welding robot, the hardware framework including PC, NI-PCI7344, NI-DAQ6015 and image capture card was designed. The software framework of measurement and control system was put forward based on LabVIEW. Adaptive fuzzy controller and fuzzy-gaussian neural network controller were designed to complete coordinately controlling of cross-slider and wheels, and exactly welding seam tracking was realized by use of the controller. The fuzzy-neural control algorithm was described by applying a Gaussia function as an activation function. A BP rule was used so that membership function would be tuned in real time by applying the FGNN controller. The results show that the measurement and control system is effective, and the proposed controller has excellent tracing accuracy (within -0.4―0.4 mm), and can satisfy the requirement of practical welding project.
Key words: mobile welding robot; seam tracking; fuzzy-Gaussian neural network; fuzzy control
移动焊接机器人由于具有机构简单、适应性强、能够在非结构环境下进行作业等特点,在造船工业、大型球罐焊接等方面具有广阔的应用前景[1-6]。轮式移动焊接机器人是一种典型的非完整约束系统,不满足Brockett反馈镇定条件,因而不能用光滑状态反馈实现系统的渐近稳定[7]。所以,在以连续状态反馈为主的现代控制理论中,大量成熟的结果无法直接用于非完整系统的研究。近年来,移动焊接机器人受到国内外学术界、研究机构的广泛重视。Seong等[8]基于Backstepping方法设计了自适应控制器,并将其用于移动焊接机器人的焊缝跟踪控制;高延峰等[9]基于模糊控制算法将移动平台和十字滑块分开考虑,分别设计了模糊控制器。模糊神经网络结合了模糊控制的推理归纳能力和神经网络控制对网络权值和阈值的自学习和自适应能力,利用神经网络来实现模糊推理、优化模糊控制规则,提高了系统实时跟踪精度和稳定性[10-12],将其用于移动焊接机器人的焊缝实时跟踪是一种理想的解决方案。 本文作者设计了焊枪侧置的轮式移动焊接机器人,并建立了基于虚拟仪器的移动焊接机器人测控系统。采用自适应模糊控制和模糊神经网络控制算法协调控制十字滑块和移动平台;从动力学模型出发,设计单层神经网络动力学控制器,神经网络的自学习和自适应能力克服移动焊接机器人模型参数部分未知和扰动的影响,且同时能减少在线学习时间,有利于提高实时性。
1 移动焊接机器人测控系统
移动焊接机器人的测控系统的任务如下:控制小车、垂直调整结构和水平调整机构以完成焊缝的跟踪;控制视觉传感器获取焊缝图像信息,处理后得到焊缝轨迹和截面尺寸;测量绝对式倾角传感器输出以控制焊接规范参数,保证大型工件全位置焊接质量;全位置焊接参数数据库管理[13-14]。
1.1 硬件结构
该系统以工业控制机为平台,以结构光视觉传感器、图像采集卡构成视觉系统,获取焊缝图像信息。以NI运动控制卡、接口板和各电机构成运动控制系统,完成焊接小车行走、焊枪水平调整、焊枪垂直调整和视觉传感器角度调整控制;另外,操作面板和手持操作盒上的手动命令可通过工控机和运动控制卡完成对各个运动的手动控制。工控机作为上位机,以Labview为平台完成系统管理、视觉信息处理、焊接数据库维护、运动规划、数据传输、运动控制卡在线指令发送,以及对焊接电流、电弧电压的实时调节。系统硬件由主频3.0 GHz的一体化工作站WS-855、电阻式触摸屏,NI运动控制卡PCI-7344,A/D及D/A板、交流伺服电机、结构光视觉传感器、图像采集卡CG410、绝对式角度传感器等组成。其结构原理图如图1所示。
1.2 软件结构
该系统软件结构由Labviw编制的用户操作平台、视觉信息处理模块、运动控制模块、全位置焊接规范参数数据管理模块以及I/O模块组成。用户操作平台建立在工控机上,是在Labview平台上开发的集成控制软件,提供友好的人机对话界面。其主要功能是处理视觉信息,焊枪轨迹生成及运动规划,根据焊缝截面尺寸和焊枪所在位置规划焊接规范参数,全位置焊接参数数据库管理,数据I/O处理设置、修改和在线调节系统的可控参数,系统状态检测,以及起动、停止、文件处理、直接命令等操作。其测控系统软件结构图如图2所示。
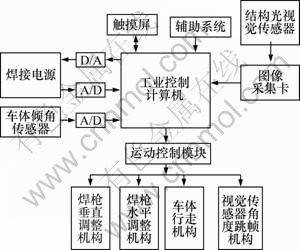
图1 测控系统结构原理图
Fig.1 Principle diagram of control system of pipeline welding robot

图2 测控系统软件结构图
Fig.2 Software principle diagram of wheel-robot for girth-welding of pipeline
2 跟踪控制器设计
轨迹跟踪问题可描述如下:设机器人初始位姿为p=[x y θ]T,跟踪目标点的位姿为p1= 参考速度为
参考速度为 。控制的任务即为确定输入控制
。控制的任务即为确定输入控制 ,使焊枪前端与目标点的位姿误差满足
,使焊枪前端与目标点的位姿误差满足 。其中:
。其中: 为十字滑块横向滑移速度,t0表示某一时刻;ε为趋于0的正数。误差分析结果如图3所示。由图3可知:当前焊枪前端与目标点的位姿误差为:
为十字滑块横向滑移速度,t0表示某一时刻;ε为趋于0的正数。误差分析结果如图3所示。由图3可知:当前焊枪前端与目标点的位姿误差为:
 (1)
(1)
其中: ,
, 和
和 分别表示x方向、y方向和机器人航向角偏差;l为横向滑块的伸出量;
分别表示x方向、y方向和机器人航向角偏差;l为横向滑块的伸出量; 和
和 分别为机器人参考速度和参考角速度;为横向滑块的滑移速度。
分别为机器人参考速度和参考角速度;为横向滑块的滑移速度。
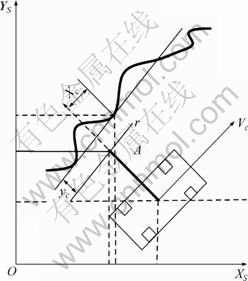
图3 机器人跟踪误差分析
Fig.3 Analyse of robot’s tracking errors
本系统采用视觉传感器,采取如下假设:(1) 沿焊枪延长线方向始终能与焊缝相交,即xe始终为0,记e=ye;(2) 焊枪参考速度已知;(3) 采用视觉传感,焊缝的走向已知,即已知。
当前时刻移动平台的移动方向与焊缝走向的偏差 为:
为:
 (2)
(2)
式中: 为k-1时刻移动平台质心的移动速度;T为控制周期。
为k-1时刻移动平台质心的移动速度;T为控制周期。
为了使整个系统配合柔和、运转平稳,保证焊接质量,机器人转动的幅度不能过于剧烈。焊缝跟踪的质量与焊接的速度密切相关,因此,焊接点的速度需要尽量地匀速,从而保证焊缝的成形。为了保证机器人在转动时焊枪前端焊接速度保持不变,采用下式计算机器人质心的移动速度,即
 (3)
(3)
十字滑块控制器以焊缝偏差和偏差的变化率作为控制系统的输入,以横向滑块的滑移速度为输出;移动平台控制器以移动平台的移动方向与焊缝走向的偏差θk和横向滑块伸出量作为输入,以机器人移动平台相对于其质心转动的角速度ω为输出。两级控制系统框图如图4所示。

图4 系统控制框图
Fig.4 Principle of coordinate controller
十字滑块控制器采用三段分模模糊控制策略[9],移动平台控制器采用高斯基模糊神经网络控制算法,结构如图5所示。
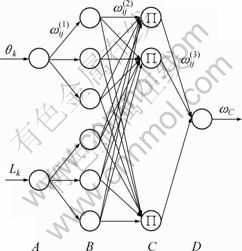
图5 高斯模糊神经控制结构图
Fig.5 Fuzzy-gaussian neural network controller
第1层将输入(误差、横向滑块伸出量)引入网络。
 (4)
(4)
其中:xi代表第i个输入,i=1,2,3。
第2层对输入进行模糊化。对应于每个输入由3个模糊语言词集{N,Z,P}={“负”,“零”,“正”},隶属度函数采用高斯基函数。
 (5)
(5)
式中:yin,ij和yout,ij分别为第i层网络的第j个神经元的输入和输出。 代表第i个输入对应的第j个语言词集;
代表第i个输入对应的第j个语言词集; ;aij和bij分别为的中心值和宽度。
;aij和bij分别为的中心值和宽度。
第3层为“and”操作,在此网络中用乘法代替取小运算。
 (6)
(6)
第4层为去模糊化过程,在这里采用权值平均判决法。
 (7)
(7)
 (8)
(8)
式中: 为网络的权值,其物理意义是各控制规则的输出对应的语言词集的中心值;u为系统的输出。
为网络的权值,其物理意义是各控制规则的输出对应的语言词集的中心值;u为系统的输出。
网络采用BP算法进行学习,分为离线学习和在线学习2个阶段。
在离线学习阶段,用一组样本数据 对网络进行训练,训练值包括以及高斯函数的参数
对网络进行训练,训练值包括以及高斯函数的参数 和
和 ,训练的目标函数为:
,训练的目标函数为:
 (9)
(9)
式中, 为样本输出,即网络期望输出;y为网络实际输出。则调整权值的迭代公式为:
为样本输出,即网络期望输出;y为网络实际输出。则调整权值的迭代公式为:
 (10)
(10)
 (11)
(11)
 (12)
(12)
其中,η1,η2和η3为学习率。
在线学习阶段,将离线训练好的网络放入系统运行的目标函数对权值进行微调。在线学习的目标函数定义为:
 (13)
(13)
其中,θ′和θ分别代表机器人的期望航向角和实际航向角。
3 仿真和实验
3.1 仿真实验
为了验证算法的有效性,基于MATLAB对算法进行仿真研究。取 ,
, ,焊枪点坐标为
,焊枪点坐标为 。
。
曲线跟踪仿真结果如图6所示。从图6可以看出:跟踪曲线时十字滑块和移动平台共同作用消除误差,避免车轮压到焊缝。自适应模糊控制器和高斯基模糊神经网络控制器可以解决十字滑块和移动平台的运动学冗余问题;高斯基模糊神经网络控制器结合了模糊控制的推理和归纳能力和神经网络的对网络权值和阈值的自学习、自适应能力。高斯基模糊神经网络通过使用神经网络对模糊推理和模糊控制规则的在线调整可以提高跟踪精度和稳定性。跟踪误差始终保持在 -0.4~0.4 mm以内。
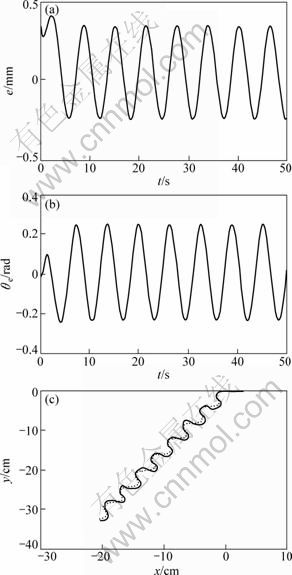
图6 曲线跟踪仿真结果
Fig.6 Simulation results of tracking broken-line
3.2 焊接实验
分别按照仿真实验1和仿真实验2给定的条件进行了实物焊接试验。曲线焊缝焊接结果如图7所示,管道焊接结果如图8所示。
由试验结果可以得出:焊缝曲率较小时主要由十字滑块快速运动消除偏差;当焊缝曲率变化较大时由十字滑块和移动平台共同作用消除偏差。焊接精度保持在-0.4~0.4 mm,跟踪偏差小,符合工业焊接的要求。焊道各位置敷设均匀,表面成形美观。
由于视觉传感系统的检测偏差而引起在实际焊接中跟踪偏差频繁的变化,从而使得十字滑块机构和移动小车频繁换向。而在仿真试验中,偏差的计算是没有误差的,所以,仿真实验中十字滑块和移动小车的运动较平稳。
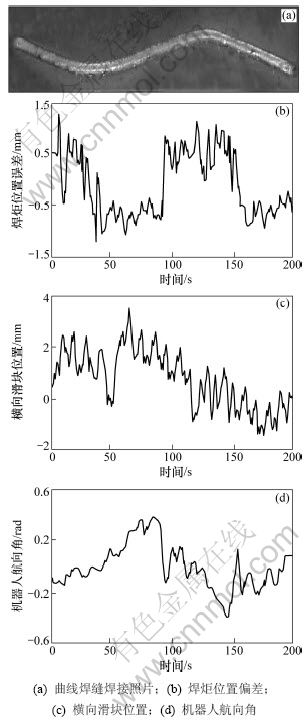
图7 曲线焊接结果
Fig.7 Results of welding curve

图8 管道焊接结果
Fig.8 Results of welding pipeline
4 结论
(1) 采用自适应模糊控制算法和模糊神经网络算法为移动平台和十字滑块设计协调控制策略,协调在焊接工作中移动机器人平台和十字滑块的运动,实现对曲线焊缝的光滑焊接,焊接质量满足实际焊接需要。
(2) 利用神经网络的自学习和自适应能力,实现模糊控制的模糊隶属函数和控制规则的在线调节。
(3) 基于虚拟仪器搭建的焊接机器人测控系统进行焊接试验验证具有较强的可靠性。
参考文献:
[1] Suga Y, Muto A, Kumagai M. Automatic tracking of welding line by autonomous mobile robot for welding of plates[J]. Transactions of the Japan Society of Mechanical Engineers, Part C, 1997, 63(612): 2918-2924.
[2] ZHANG Ke, L? Xue-qin, WU Yi-xiong, et al. Algorithm for the entrance angle calculation of a welding mobile robot during auto-searching weld line[J]. Journal of Shanghai Jiaotong University, 2006, 39(6): 941-944.
[3] MA Zhi-wei, ZHANG Hua, ZHENG Guo-yun. Structure design of mobile welding robot based on rotating arc sensor for bending weld[J]. Transactions of the China Welding Institution, 2005, 26(11): 51-54.
[4] Kam B O, Jeon Y B, Kim S B. Motion control of two wheeled welding Mobile Robot with seam tracking sensor[C]//IEEE International Symposium on Industrial Electronics. Pusan, 2001: 851-856.
[5] Jiang L P, Jiao X D, Xue L, et al. Key points of high efficient automatic welding technique for large scale spherical steel tank[J]. Chinese Journal of Mechanical Engineering, 2003, 39(8): 146-150.
[6] Zhang K, Lü X Q, Sun G. et al. Study on welding mobile robot with the function of auto-searching welding line[J]. China Welding, 2006, 15(1): 68-69.
[7] Ren W, Sun J S, Beard R W, et al. Nonlinear tracking control for nonholonomic mobile robots with input constraints: An experimental study[C]//Proceedings of the 2005 American Control Conference Piscataway. Piscataway: IEEE, 2005: 4923-492.
[8] Seong J M, Sun J S, Beard R W, et al. Nonlinear tracking control of a welding robot based on adaptive backstepping method[C]// International Symposium on Electronics & Electronics Engineering. Vietnam, 2005: 43-51.
[9] 高延峰, 张华, 毛志伟, 等. 轮式机器人折线焊缝跟踪协调控制方法[J]. 焊接学报, 2008, 29(5): 33-37.
GAO Yan-feng, ZHANG Hua, MAO Zhi-wei, et al. Coordinate control of broken-line welding seam tracking for wheeled robot[J]. Transactions of the China Welding Institution, 2008, 29(5): 33-37.
[10] ZHANG Ting, LI Kai. Research on Seam Tracking Control Arithmetic of Mobile Welding Robot[C]//2009 IEEE International Conference on Automation and Logistics (ICAL). Shenyang, 2009: 2011-2014.
[11] ZHANG Ting, LI Kai. Compromise control tactic for Intelligent Mobile Welding Robot[C]//2009 IEEE International Conference on Electronic Measurement and Instruments. Beijing, 2009: 836-839.
[12] 孙炜, 王耀南. 基于模糊高斯基函数神经网络控制的流伺服系统[J]. 电机与控制学报, 1999, 3(2): 81-84.
SUN Wei, WANG Yao-nan. AC servo system based on fuzzy Guass function neural network Control[J]. Electric Machines and Control, 1999, 3(2): 81-84.
[13] 孙炜, 王耀南. 基于模糊神经网络的机器人自学习控制[J]. 电机与控制学报, 2001, 5(2): 92-95.
SUN Wei, WANG Yao-nan. Self-learning control based on fuzzy neural networks for robot manipulator[J]. Electric Machines and Control, 2001, 5(2): 92-95.
[14] 李慨, 岳宏. 基于虚拟仪器的管道环焊机器人测控系统[J]. 仪器仪表学报, 2006, 27(6): 416-418.
LI Kai, YUE Hong. Virtual instrument based measurement and control system for pipeline girth-welding robot[J]. Chinese Journal of Scientific Instrument, 2006, 27(6): 416-418.
(编辑 赵俊)
收稿日期:2010-03-05;修回日期:2010-05-10
基金项目:河北省教育厅科学研究计划项目(2007309);国家高技术研究发展计划(“863”计划)项目 (2007AA04Z209);国家反恐科技专项基金资助项目(2005FK230002)
通信作者:李慨(1969-),男,河北唐县人,博士,副教授,从事计算机视觉、焊接机器人研究;电话:0401-86412330;E-mail:zhangt.hit@gmail.com

