稀有金属 2003,(01),139-143 DOI:10.13373/j.cnki.cjrm.2003.01.034
稀土在铍铜合金中的应用
汪治军 阎永 李崇芊 张庆祥
宁夏东方钽业股份有限公司,宁夏东方钽业股份有限公司,宁夏东方钽业股份有限公司,宁夏东方钽业股份有限公司,宁夏东方钽业股份有限公司 宁夏石嘴山753000 ,宁夏石嘴山753000 ,宁夏石嘴山753000 ,宁夏石嘴山753000 ,宁夏石嘴山753000
摘 要:
通过本文的工艺研究及试验 , 使稀土成功地应用于铍铜合金中 , 铸锭由于其工艺特点而常出现的气孔、夹杂等缺陷得到了控制 , 同时大大提高了合金的综合性能。稀土对合金的作用与加入量有直接关系 , 过多与不及都不好。Cu RE中间合金在铍铜合金中的最佳加入量为0 1%~ 0 .12 %。
关键词:
铍铜合金 ;稀土 ;Cu-RE中间合金 ;气孔 ;夹杂 ;偏析 ;最佳加入量 ;
中图分类号: TG146.4
收稿日期: 2002-10-20
Application of Rare Earth in Beryllium Copper Alloy
Abstract:
Rare earth was applied successfully to beryllium copper alloy in our laboratory. The defects as porosity, inclusion etc. origined in processing are controlled, meanwhile the comprehensive properties of beryllium copper alloy are improved greatly. The influences of rare earth on beryllium copper alloy are in close relationship with its addition quantity. The optimum addition quantity of Cu RE middle alloy in beryllium copper alloy is 0.1%~0 12%.
Keyword:
beryllium copper alloy; rare earths; Cu RE middle alloy; porosity; inclusion; segregation; optimum quantity of addition;
Received: 2002-10-20
铍铜合金因其高强度、 高弹性、 耐腐蚀、 耐疲劳、 抗磨损、 铸锻性、 非发火性、 非磁性等诸多的优良性能而使得它的市场前景十分广阔, 主要应用于机械、 电子行业。 据预测, 世界铍铜市场增加率为10%~15%, 我国铍铜市场量随着国民经济发展的要求, 在未来的10年内将会保持稳步增长的势头。
铍铜合金中铍元素化学活性高, 在高温熔炼、 铸造情况下合金氧化、 吸气严重, 导致铸锭成品率低, 产生气孔、 起皮、 夹杂、 偏析等缺陷, 国内外从事铍铜事业的工程技术人员虽进行了大量研究, 尝试了多种途径, 但收效不大。
稀土元素早已因其优良特性而广泛应用于冶金 (主要是钢铁、 铝合金、 锌合金、 镁合金) 、 石油、 化工、 玻璃、 陶瓷、 荧光材料、 农业、 医药中, 但在国内外铍铜行业未见有其相关应用报道。 故笔者以此文抛砖引玉, 以期铍铜事业辉煌的明天!
1 稀土在铍铜合金中的作用
1.1 稀土在铍铜合金中的物理化学作用
1.1.1 细化晶粒
稀土元素Ce, La, Y (除Nd外) 能明显细化晶粒, 从而改善铜的机械性能。 用不同稀土元素处理后, 合金的晶粒尺寸变化如表1所示
[3 ]
。
1.1.2 脱氧
稀土金属化学活性高, 高温下极易与氧化合生成氧化物, 显著提高抗氧化性能。 这是由于添加稀土以后, 氧化激活能提高了, 导致了氧化速度降低。
表1 稀土元素对铜晶粒度的影响
Table 1 Influence of rare earth element on crystal-size of copper
添加元素
未添加
Ce
Y
La
0
0.10, 0.50, 0.60
0.50
0.50
108.8
92.4, 78.1, 70.5
70.3
73.7
1.1.3 脱硫
稀土与硫作用, ΔG<<0, 具有很大的热稳定性。 加入稀土, 能使条状硫化物呈球状分布, 起了变性作用, 从而使性能得到改善。 稀土硫化物熔点高, 大多在2000 ℃左右, 这些化合物的密度低于铜, 在金属液凝固以前以固态析出。
在稀土对硫化物合适的“组织控制”、 “形态控制”的变性作用下, 或适当的[RE]/[S]比值下, 条状硫化物呈球状分布, 可以克服条状硫化物产生的合金性能方向性, 克服焊接特别是厚板焊接热影响区的层状撕裂, 改善铍铜的热加工性能
[4 ]
。
1.1.4 与氢的作用
稀土不但有相当大的贮氢能力, 而且能形成两种氢化物 (RH2-х , RH8-х ) , 这样能大大降低铸锭的气孔率
[1 ]
。
1.1.5 与低熔点杂质的作用
原材料工业电解铜中常含有O, S, Pb, Bi和As等杂质, O和S与Cu生成 (Cu+Cu2 O) 和 (Cu+Cu2 S) 共晶体, 这两种共晶体均为脆性相, 加工时易引起“冷脆”性, 影响加工性能;Pb和Bi与Cu生成低熔点化合物 (Cu+Pb) 和 (Cu+Bi) , 沿晶界呈网状分布, 在热轧时引起开裂, 即所谓的“热脆性”。稀土金属活性高, 高温下极易与O和S化合生成氧化物、硫化物及氧硫化物;与低熔点的Pb和Bi生成高熔点的稳定化合物, 这些化合物的密度低于铜, 因此易上浮排除, 起净化作用
[5 ]
。
1.1.6 改变夹杂物的形貌
将不同稀土添加量的铜进行定量分析, 结果见表2。
未加稀土元素前, 夹杂物多为不规则棱角形的Cu2 O和Cu2 S, 当稀土增至0.05%时, 部分夹杂物已球化; 当增至0.32%时, 夹杂物全部球化, 稀土夹杂物取代了Cu2 O和Cu2 S, 使夹杂物由固溶态变为稀土化合物析出, 从而排除或降低夹杂物的有害作用, 提高铍铜合金的成品率、 电导率
[2 ,3 ,4 ,5 ,6 ]
。
1.2 稀土对铍铜合金工艺性能的影响
1.2.1 对粘度和流动性的影响
稀土能使金属液粘度变小, 流动性增加, 从而使铸锭表面质量得到改善。
1.2.2 防止偏析
合金中由于铍、 铜各组成物的比重差较大, 在液态下将会出现分层液析现象, 造成上下区域化学成分的不均匀, 加之搅拌不充分, 即可能形成比重偏析, 使得铸锭铍、 镍的上下成分有一定差异。 造成铸锭各部分机械性能、 物理性能及抗腐性等的不同; 使加工发生困难。 稀土能有效防止偏析, 效果优于镍, 可消除铍偏析。
1.2.3 对铍铜合金性能的影响
由于稀土具有上述净化、 除杂、 改变夹杂物形态和细化晶粒等效果, 使铍铜合金性能得到改善: 提高合金的机械性能、 改善高温塑性、 消除或减轻加工时造成的困难, 从而改善铍铜合金的导电、 导热、 耐腐蚀、 焊接及高温抗氧化性能。
2 稀土加入铍铜合金中的方法及问题分析
稀土在铍铜合金中的应用, 以Y的效果最好, 但价格高; 混合稀土较单一稀土便宜, 所以常用混合稀土金属或铜与稀土中间合金。 用Cu-RE中间合金较好, 价格不高, 稀土收率也较高。 (见表3) , 在市场上还容易购买, 江苏、 江西、 广州、 内蒙等的稀土厂家都有生产。
表2 稀土含量对夹杂物总面积的影响
Table 2 Influence of rare earth content on total area of inclusion
0
0.08
0.15
0.32
0.50
0.67
2.39
1.64
2.42
4.01
5.91
9.19
表3 Cu-RE中间合金加入效果分析
Table 3 Analysis of Cu-RE master alloy addition effect
分析结果/%
稀土收率/%
0.045~0.065
69~81
Cu-RE中间合金应在出炉前加入。 稀土的应用, 成功与否的关键是加入量要适宜, 存留量适当, 对合金的各项性能有益, 过量反而有害。
3 试 验
3.1 试验所用稀土
试验所用稀土是含10%的Cu-RE中间合金, 其主要稀土元素是Ce。
3.2 试验方案
在详细进行了稀土对铍铜合金物化性能、 工艺性能影响研究的基础上, 拟采用3种配料比 (见表4) 进行试验, 最终轧制出0.3, 0.25, 0.17 mm 3种型号的带材, 并对不同配料比的带材进行物化性能、 机械性能对比 (包括与未加稀土的QBe2.0合金标准性能对比) 分析研究, 探索、 确定稀土在铍铜合金中应用的最佳加入量。
表4 试验配料比
Table 4 Experiments of compounding ratio
编号
Cu-RE/%
Ni/%
Be/%
Cu/%
0.04~0.07
0.35
2.0
余量
0.08~0.11
0.35
2.0
余量
0.12~0.15
0.35
2.0
余量
3.3 试验工艺路线
注:原材料为Cu-RE中间合金、 1# 电解铜、 1# 电解镍、 铍-铜母合金 (Be:3.8%)
3.4 试验数据统计与分析
共进行了12炉试验。 在试验过程中, 对每根铸锭的熔铸过程都进行了详细跟踪、 记录、 数据处理, 在取样进行金相、 探针分析、 轧制后带材进行物化性能、 机械性能对比、 分析的基础上, 逐步探索、 确定出了稀土在铍铜合金中应用的最佳加入量。
3.4.1 试验铸锭成分、 轧制性能检测、 分析 (见表5)
表5 试验铸锭成分、 轧制性能检测、 分析
Table 5 Analysis of experiment ingots′ composition and rolling properties
试验
Cu-RE配料比/
成分分析/
轧制厚度/
σ b /σ 0.2 /δ /E /HRB
电导率/
金相
1#
0.04~0.07
0.04
Be:1.86
0.3 (硬,
720
645
3
121000
97
16
粒径0.03 mm, β相点状分布, 局部有气孔、 夹杂缺陷
# 0.05
Be:1.92
0.3 (硬,
750
660
3.5
121000
99
16
粒径0.03 mm, β相点状分布
# 0.06
Be:1.85
0.25 (半硬,
640
550
12
122000
90
16
粒径0.025 mm, β相点状分布
# 0.07
Be:1.92
0.17 (软,
480
220
45
119000
55
18
粒径0.020 mm, β相点状分布
# 0.08~0.11
0.08
Be:1.83
0.3 (硬,
1520
1450
4
135000
101
17
粒径0.028 mm, β相点状分布
# 0.09
Be:1.99
0.3 (硬,
1530
1460
4.5
136000
103
17.5
粒径0.026 mm, β相点状分布
# 0.10
Be:1.82
0.25 (半硬,
1500
1360
5.4
135000
47
26
粒径0.022 mm, β相点状分布
# 0.11
Be:1.97
0.17 (软,
620
280
62
123000
80
21
粒径0.018 mm, β相点状分布
# 0.12~0.15
0.12
Be:1.86
0.17 (软,
1600
1400
14
126000
84
23
粒径0.018 mm, β相点状分布
# 0.13
Be:1.86
0.25 (半硬,
693
586
19
122000
95
16.5
粒径0.023 mm, β相点状分布
# 0.14
Be:1.86
0.3 (硬,
1300
1100
2
121000
38
20
粒径0.03 mm, β相点状分布, 局部有气孔、 夹杂缺陷
# 0.15
Be:1.86
0.17 (软,
1000
900
2
110000
27
17
粒径0.020 mm, β相点状分布, 局部有气孔、 夹杂缺陷
QBe2.0合金标准性能
-
Be:1.8~2.0
-
未时效:
未时效:
未时效:
未时效:
未时效:
粒径0.025 mm, β相点状分布, 有时伴随气孔、 夹杂缺陷
未时效:
未时效:
时效态:
未时效:
未时效:
未时效:
未时效:
未时效:
未时效:
未时效:
从表5可以看出: Cu-RE中间合金在铍铜合金中的加入量在0.1%~0.12%时为最佳, 这时合金的强度、 延伸率、 弹性模量、 硬度、 电导率都比同状态下QBe2.0合金的性能有不同程度的提高, 铸锭金相、 探针分析显示气孔、 夹杂、 偏析等缺陷明显减少, 晶粒度也进一步细化; 加入量不足时, 失去了稀土的应用目的; 过量时, 铍铜合金中的各项性能下降, 铸锭缺陷增多、 晶粒度增大, 说明反而有害。
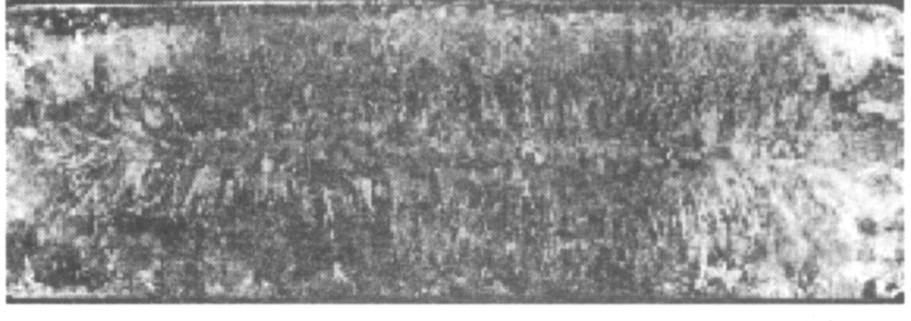
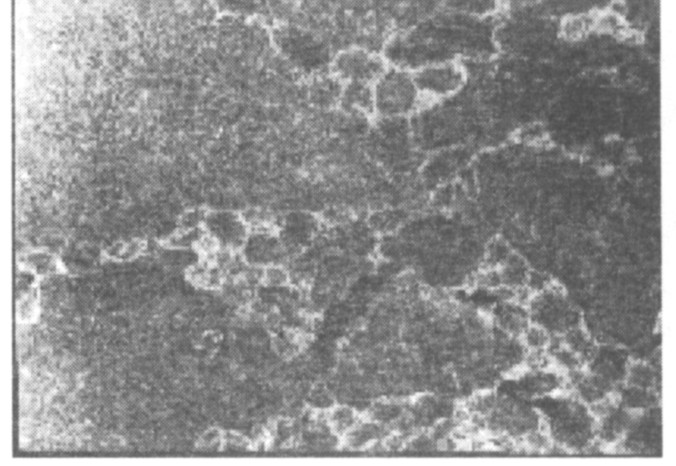
3.4.2 试验铸锭金相、 探针分析
铸锭取样进行金相、 探针分析 (图1~6) 的目的在于观察其内部各晶区分布情况 (外层的细晶区、 中间的柱状晶区、 心部的等轴晶区) 、 合金相结构组成情况 (α, β, γ) 、 晶粒度及内部是否有气孔、 夹杂等缺陷。
因试验炉次较多, 限于篇幅, 金相样照片不一一列举, 我们在此有目的的通过对部分铸锭金相样品对比、 分析, 验证稀土的最佳加入量。
金相、 探针样分析结果见表5“金相”。
图1 1#铸锭 (中部) 金相样照片
Fig.1 1# Ingot′s (middle) metallograph
图2 4#铸锭 (中部) 金相样照片
Fig.2 4# Ingot's (middle) metallograph
图3 9#铸锭 (中部) 金相样照片
Fig.3 9# Iingot′s (middle) metallograph
图4 12#铸锭 (中部) 金相样照片
Fig.4 12# Ingot′s (middle) metallograph
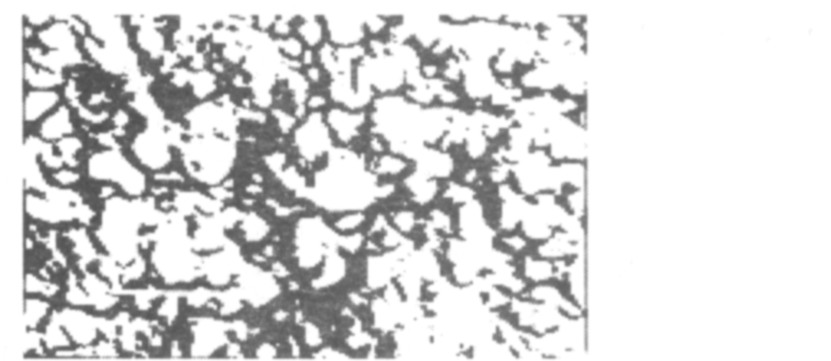
图5 1#铸锭 (中部) 探针样照片
Fig.5 1# Ingot′s (middle) needlegraph
图6 9#铸锭 (中部) 探针样照片
Fig.6 9# Ingot′s (middle) needlegraph
4 结果与讨论
1.从以上的研究、 试验可以看出:稀土能成功应用于铍铜合金中, 其作用与理论分析相符;
2. Cu-RE中间合金应在出炉前加入, 减少烧损, 提高收率;
3.从表5可以看出: Cu-RE中间合金在铍铜合金中的最佳加入量为0.1%~0.12%, 在此加入量时, 铍铜合金的各项性能都有很大程度的提高, 且铸锭缺陷明显减少;
4.Cu-RE中间合金在铍铜合金中的加入量不足, 达不到应用目的, 过量反而有害。
参考文献
[1] CoudurierL , etal. FundamentalsofMetallurgialsProcesses, In ternationalSeriesonMaterialScienceandTechnology, Volume27, 1978.
[2] YuZongsen. JournaloftheChineseRareEarthSociety, 1990, 18 (2) :140.
[3] 盛 达, 等. 清华大学学报, 1987, 18 (5) :46.
[4] 周晓时. 有色金属与稀土应用, 1982, (2) :30.
[5] 徐光宪. 稀土 (下册) .冶金工业出版社, 1995, 462.
[6] JackmanJR . Proceedingofthe15thRareEarthsConference, June15, 1981, UniversityofMissouri, Ralla.