网络首发时间: 2016-05-23 14:31
稀有金属 2017,41(08),850-856 DOI:10.13373/j.cnki.cjrm.XY16030703
Sc微合金化纯铝大变形组织与强化机制
丁清 许晓静 汪成松 朱金鑫 杨帆 黄晶
江苏大学先进制造与现代装备技术工程研究院
摘 要:
以工业纯铝和Al-1%Sc合金为原料, 通过熔炼得到Sc微合金化纯铝 (Al-0.1%Sc) 。采用X射线衍射 (XRD) 分析、电子背散射衍射 (EBSD) 分析技术以及拉伸实验, 研究了Al-0.1%Sc合金在等通道转角挤压 (ECAP) 和压缩大应变加工过程中的组织演变和强化机制。ECAP试验采用工艺路线Bc进行3道次挤压加工, 即每次挤压后将工件沿轴线方向旋转90°, 旋转方向不变, 挤压速度为5 mm・s-1。结果表明:ECAP加工使得合金平均晶粒尺寸减小, 晶粒尺寸基本被细化到4 mm以下;显著提高了合金强度, 抗拉强度由105 MPa提高到162 MPa;降低了合金中低角度晶界比例, 从0.889减小到0.652;使得合金内部积累了一定量的位错, 位错密度为0.5321014 m-2。而后续的压缩大应变加工对合金的平均晶粒尺寸几乎没有影响, 使得合金的抗拉强度提高到176 MPa, 使得合金的低角度晶界比例提高到0.765, 使得合金的位错密度提高到1.7151014 m-2。大应变Al-0.1%Sc合金的强化主要由晶格摩擦应力、位错强化、低角度晶界强化和高角度晶界强化组成, 其中低角度晶界和位错的强化贡献占绝大部分。
关键词:
大变形;组织演变;强化机制;钪微合金化;
中图分类号: TG146.21
作者简介:丁清 (1992-) , 男, 江苏东台人, 硕士, 研究方向:先进材料制造;E-mail:dingq199204@126.com;;许晓静, 教授;电话:13952877885;E-mail:xjxu67@ujs.cn;
收稿日期:2016-03-10
基金:国家自然科学资金项目 (51074079);江苏省高校科研成果产业化推进项目 (JH10-37);江苏大学“拔尖人才培养工程”基金项目 (1211110001) 资助;
Microstructure and Strengthening Mechanisms of Sc-Microalloyed Pure Aluminum in Large Deformation
Ding Qing Xu Xiaojing Wang Chengsong Zhu Jinxin Yang Fan Huang Jing
Engineering Institute of Advanced Manufacturing and Modern Equipment Technology, Jiangsu University
Abstract:
The Sc-microalloyed pure aluminum (Al-1% Sc) was made from industry pure aluminum and Al-1% Sc alloy by melting.Microstructure evolution and strengthening mechanisms of Al-0. 1% Sc alloy during equal-channel angular pressing (ECAP) and compressing were researched by X-ray diffraction (XRD) , electron backscattered diffraction (EBSD) analysis and tensile test. In the ECAP test, the process Route Bc was used to carry out the 3 passes extrusion process, and the extrusion speed was 5 mm・s-1. In the process Route Bc, the workpiece would be rotated 90° along the axis after each extrusion and the direction of the rotation was constant.The results indicated that the Al-0. 1% Sc alloys processed by ECAP had a reduction on grain size and most grains were refined to4 mm or less, and the tensile strength was improved from 105 to 162 MPa. The proportion of low angle grain boundary of the Al-0. 1%Sc alloys processed by ECAP was lower and it was reduced from 0. 889 to 0. 652. There was a certain amount of dislocation in the Al-0. 1% Sc alloys processed by ECAP and the dislocation density was 0. 5321014 m-2. The subsequent compressing large strain processing almost had no effect on the average grain size of the alloy. The tensile strength and the proportion of low angle grain boundary after the compressing large strain processing were respectively increased to 176 MPa and 0. 765. And the subsequent compressing large strain processing increased the dislocation density to 1. 7151014 m-2. Strengthening contributions of large strain Al-0. 1% Sc alloy were mainly from lattice friction stress, dislocation strengthening, low angle grain boundary and high angle grain boundary strengthening.And low angle grain boundary and dislocation strengthening were dominant.
Keyword:
large deformation; microstructure evolution; strengthening mechanism; Sc-microalloyed;
Received: 2016-03-10
微观组织结构是影响金属材料力学性能一个非常重要的因素。在铝合金中加入微量钪 (Sc) 可以显著改善其微观组织, 从而提高合金的强度[1]。研究微观组织结构与力学性能之间的联系, 尤其是通过数学建模, 在利用公式精确计算的前提下定量阐明其影响关系, 已经逐渐地成为材料科学十分重要的研究方向[2,3,4]。文献[5-11]对铝及其合金在等通道转角挤压 (ECAP) 过程中的组织演变进行了研究, 但关于Sc微合金化纯铝在大变形过程中的组织演变报道较少。
本文以Sc微合金化纯铝为实验材料, 研究锻造、ECAP及后续的压缩大应变对材料微观组织的影响, 并对其强化机制进行了分析, 以期为大应变强化微合金化纯铝提供依据。
1 实验
实验原材料为工业纯铝和Al-1%Sc合金, 通过熔炼得到Al-0.1%Sc合金。锻压后的试样经250℃×24 h退火处理, 风冷后进行大应变加工。大应变加工采取的方法是3道次工件间推挤式通道转角挤压[12]及后续50%的压缩大应变 (原ECAP后工件直径为20 mm, 压缩完后工件厚度10 mm) 。
ECAP试验所用凹模通道直径为Ф20 mm, 模具两相贯通道的交角为Ф=100°。采用工艺路线Bc[13] (工艺路线Bc为每道次挤压完成后将工件沿轴线旋转90°, 再进行下一道次挤压) 进行3道次挤压加工, 挤压速度为5 mm・s-1。选用含Mo S2的润滑脂涂在试样表面, 以减小试样在挤压过程中与模具之间的摩擦力。压缩大应变加工在100 t的液压机上完成, 压缩速度为5 mm・s-1。
拉伸试样沿着试样长度方向取样, 其具体尺寸如图1所示。所用拉伸试验机为国产WDW-200型微机控制式万能试验机, 初始应变速率为1.0×10-3s-1;用D/max-2500PC型X射线衍射仪 (XRD) 测定衍射峰及其半高峰宽, 扫描范围为30°~120°, 扫描速率为5 (°) ・min-1, Cu靶Kα射线, 波长为0.154 nm。采用配备了电子背散射衍射 (EBSD) 探头的FEG-SEM型场发射扫描电子显微镜 (SEM) 观察微观结构, 并通过HKL Channel 5软件包对实验数据进行分析。
2 结果与讨论
2.1 XRD分析与位错强化
图2为不同大应变下铝钪合金的XRD谱。图3为无晶体取向纯铝的标准XRD谱。对比可以得出, 3道次ECAP大应变加工使得各衍射峰间的强度比率发生了非常大的变化, 再加50%压缩大应变加工使各衍射峰间的强度又大致回到了变形之前的比率, 说明3道次ECAP大应变加工减少了大量的织构, 降低了内部组织的晶体取向;再经过50%压缩大应变加工后, 织构又被大量引入。

图1 拉伸试样具体尺寸Fig.1 Specific size of tensile sample (mm)
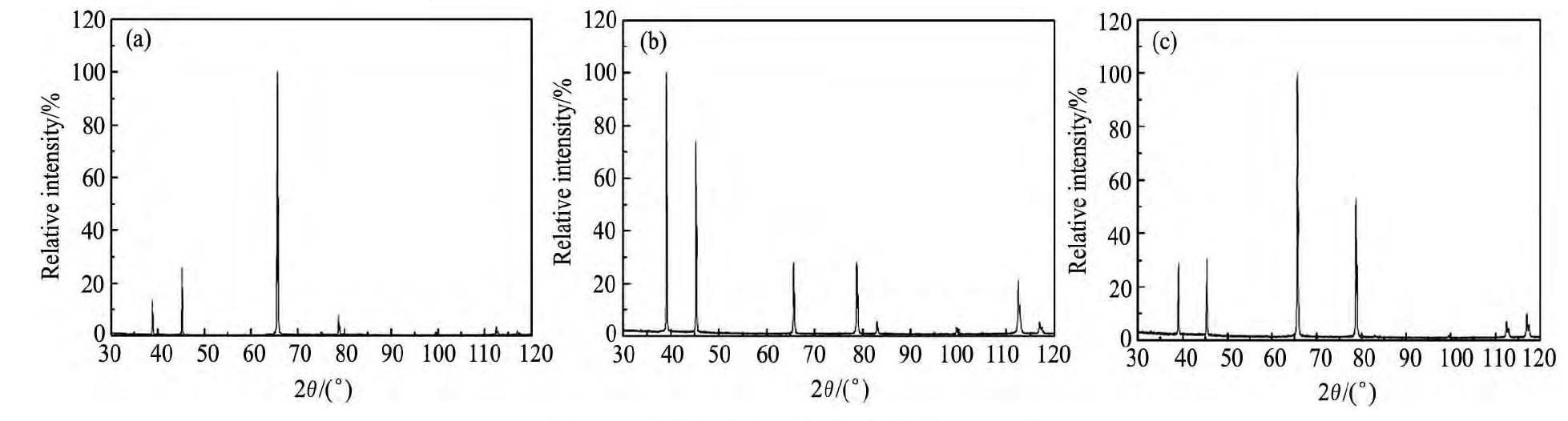
图2 不同大应变下铝钪合金的XRD谱Fig.2 XRD patterns of Al-0.1%Sc alloy with different large strains
(a) Forged; (b) Forged+ECAPed; (c) Forged+ECAPed+compressed
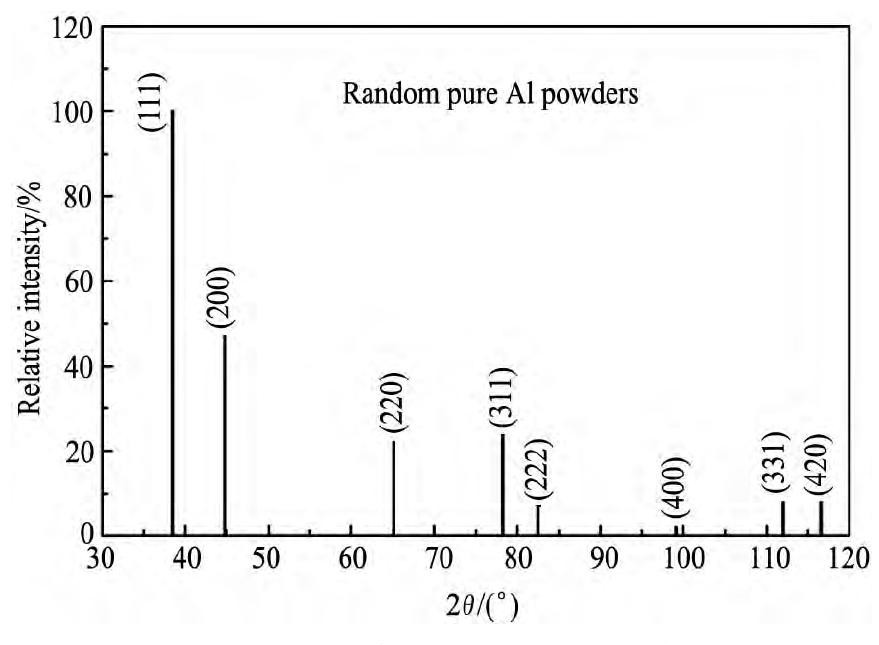
图3 无晶体取向铝的XRD谱Fig.3 XRD pattern of Al without crystal orientation
XRD相干衍射区尺寸 (d) 、晶格应变 与各衍射峰最高峰位置
与各衍射峰最高峰位置 、半峰宽 (δ2θ) 、Cu Kα射线波长 (λ) 之间的关系如式
、半峰宽 (δ2θ) 、Cu Kα射线波长 (λ) 之间的关系如式

图4为不同大应变下铝钪合金 与δ2θ/ (tanθ0sinθ0) 之间的关系。采用软件通过线性拟合, 计算得到了XRD相干衍射区尺寸和晶格应变, 其结果列于表1。材料的位错密度 (ρ) 与XRD平均晶格应变 (〈e2〉1/2) 、相干衍射区尺寸 (d) 之间的函数关系通常可用如下公式描述[15]:
与δ2θ/ (tanθ0sinθ0) 之间的关系。采用软件通过线性拟合, 计算得到了XRD相干衍射区尺寸和晶格应变, 其结果列于表1。材料的位错密度 (ρ) 与XRD平均晶格应变 (〈e2〉1/2) 、相干衍射区尺寸 (d) 之间的函数关系通常可用如下公式描述[15]:
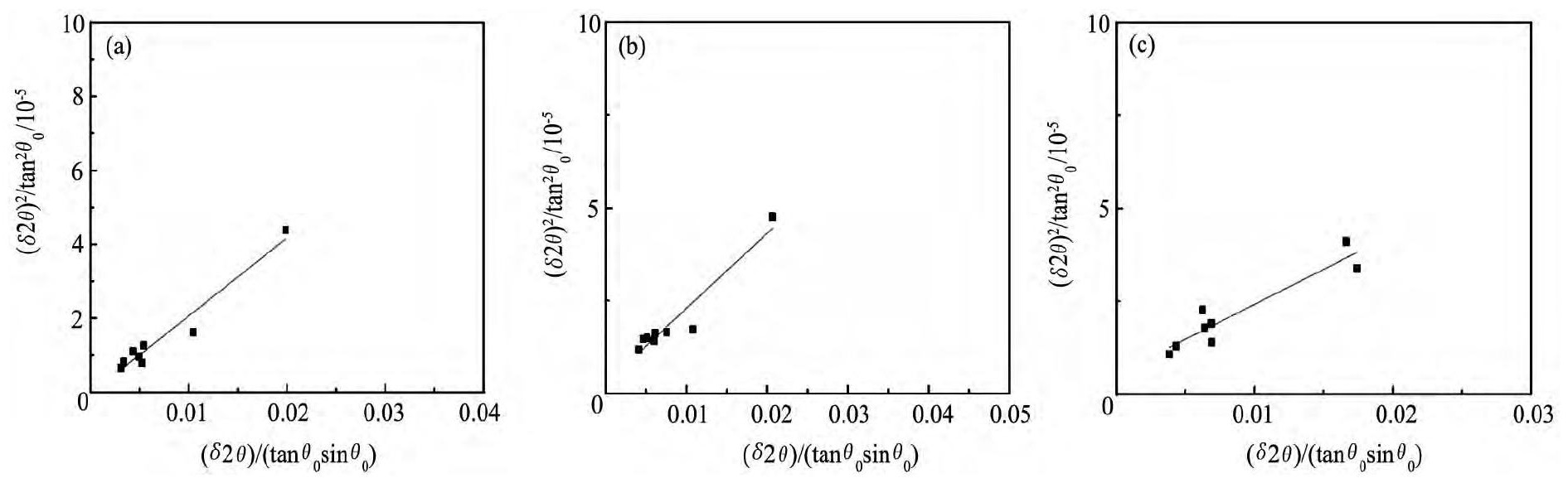
图4 (δ2θ) 2/tan2θ0与δ2θ/ (tanθ0sinθ0) 之间的关系Fig.4 Relationship of (δ2θ) 2/tan2θ0andδ2θ/ (tanθ0sinθ0)
(a) Forged; (b) Forged+ECAPed; (c) Forged+ECAPed+compressed

式中b为柏氏矢量, 其取值为0.286 nm[16]。通过式 (2) 可以计算出位错密度, 其值列于表1。从表1中可以看出, 3道次ECAP加工和3道次ECAP+50%压缩大应变加工后, 铝钪合金内部积累了一定量的位错, 且随着大应变程度的增加, 晶格畸变增大, 位错密度越来越高。这是因为, 铝钪合金组织内部形成了Al3Sc粒子, 大应变时Al3Sc粒子能强烈钉扎位错, 阻碍位错运动, 位错在组织内部得到了一定的累积。晶粒内部位错导致的强化与位错密度之间的关系用式 (3) 描述[16]:
表1 从XRD数据计算出的一些微观结构特征Table 1Some micro-structural features calculated from XRD data 下载原图
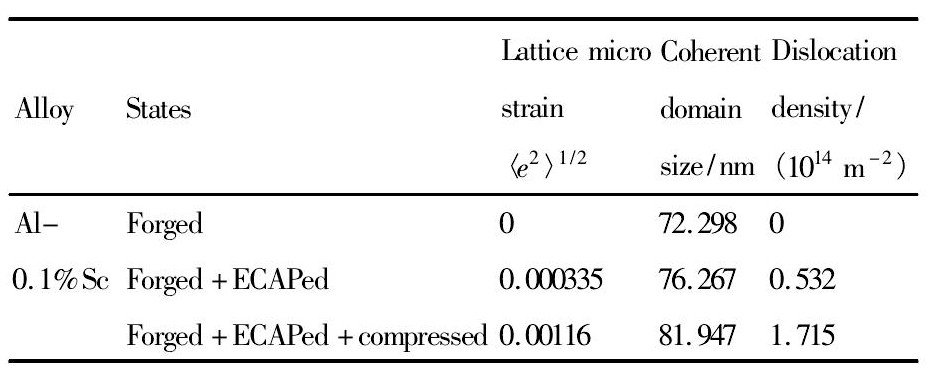
表1 从XRD数据计算出的一些微观结构特征Table 1Some micro-structural features calculated from XRD data

式中M, α, G, b各参数分别代表Taylor位向因子、数值因子、剪切模量以及柏氏矢量, 其取值分别为3.06, 0.24, 26 GPa和0.286 nm[16]。按照上式可以得到铝钪合金内部位错的强化贡献, 其值列于表2。
2.2 EBSD分析与晶界强化
图5和6分别为不同大应变下铝钪合金的晶粒尺寸和晶界角度分布图 (本文低角度晶界取向差为1°~15°, 高角度晶界取向差>15°) 。表3为EBSD分析计算得到的平均晶粒尺寸 (L) 、高及低角度晶界的百分比 (fH, fL) 、高及低角度晶界的角度平均值 (θ) 。从图5和6及表3中的计算数据可以看出, 锻压态的铝钪合金中存在少量尺寸较大的晶粒, 组织中晶界大部分是低角度晶界。经ECAP大应变加工后, 晶粒被大幅细化, 基本被细化到4 mm以下, 高角度晶界比例由0.111提高至0.348;再施加50%的压缩大应变后, 合金的平均晶粒尺寸基本不变, 组织中的高角度晶界比例下降至0.235。
表2 不同大应变下Al-0.1%Sc合金的强化组成Table 2Strengthening composition of different large strain Al-0.1%Sc alloy 下载原图

表2 不同大应变下Al-0.1%Sc合金的强化组成Table 2Strengthening composition of different large strain Al-0.1%Sc alloy
图7为EBSD得到的不同大应变下铝钪合金的晶界图, 可以看到锻压态的铝钪合金内部大部分是低角度晶界, 高角度晶界的比例很小;随着大应变程度的加剧, 高角度晶界先大幅增加再大幅减少, 这与表3计算得到的高角度晶界的比例变化情况相一致。
材料中低角度晶界导致的强化 与低角度晶界参数之间的关系一般用下面函数描述[17]:
与低角度晶界参数之间的关系一般用下面函数描述[17]:

式中fH, θL和L分别为高角度晶界的百分比、低角度晶界的平均角度和所有晶界的平均晶粒尺寸, 其余参数已在前面说明。将表3的数据代入式 (4) 可以计算出工业纯铝晶粒内部低角度晶界所导致的强化, 其值列于表2。
高角度晶界导致的强化 与高角度晶界之间的关系一般可以用Hall-Petch函数关系描述[17]:
与高角度晶界之间的关系一般可以用Hall-Petch函数关系描述[17]:

式中kH-P是Hall-Petch系数 (铝的kH-P=0.04MPa・m1/2) [16];fH和L分别为高角度晶界的百分比以及所有晶界的平均晶粒尺寸。将表3数据代入式 (5) 计算可以得出工业纯铝的高角度晶界导致的强化, 其值列于表2。从表2可以看出, 大应变铝钪合金中高角度晶界导致的强化比低角度晶界强化小很多。

图5 不同大应变下铝钪合金的晶粒尺寸分布Fig.5 Grain size distributions of different large strain Al-0.1%Sc alloys (a) Forged; (b) Forged+ECAPed; (c) Forged+ECAPed+compressed

图6 不同大应变下铝钪合金的晶界角度分布Fig.6 Misorientation angle distributions of differen large strain Al-0.1%Sc alloys (a) Forged; (b) Forged+ECAPed; (c) Forged+ECAPed+compressed
表3 EBSD分析计算得到的平均晶粒尺寸、高及低角度晶界的百分比、高及低角度晶界的角度平均值Table 3 Average grain size (L) , high and low angle grain boundary percentage (fH, fL) , average angle value of high and low angle grain boundary (θH, θL) from EBSD analysis 下载原图

表3 EBSD分析计算得到的平均晶粒尺寸、高及低角度晶界的百分比、高及低角度晶界的角度平均值Table 3 Average grain size (L) , high and low angle grain boundary percentage (fH, fL) , average angle value of high and low angle grain boundary (θH, θL) from EBSD analysis

图7 不同大应变下铝钪合金的晶界Fig.7 Grain boundary maps of different large strain Al-0.1%Sc alloys (a) Forged; (b) Forged+ECAPed; (c) Forged+ECAPed+compressed
2.3 强化机理分析
对于Al-0.1%Sc合金, 由于其固溶元素很少, 因而不考虑固溶强化。大应变铝钪合金的强化主要由晶格摩擦应力σP-N (纯铝为10 MPa[9]) 、位错强化 (σp) 、低角度晶界强化 (σLAGB) 和高角度晶界强化 部分组成, 可以用下面函数描述:
部分组成, 可以用下面函数描述:

根据式 (6) 可以得到, Al-0.1%Sc经过锻造、3道次工件间推挤式ECAP和后续50%压缩大应变加工后的屈服强度, 其值列于表2。从表2可以看出, 大应变铝钪合金中低角度晶界导致的强化占很大比例。
图8为不同大应变下铝钪合金的应力-应变曲线。从图8可以发现, 锻压态的铝钪合金强度比较低, 屈服强度只有80 MPa左右, 抗拉强度接近105 MPa;3道次等通道转角大应变加工大幅提高了铝钪合金的屈服强度和抗拉强度, 屈服强度从初始的80 MPa增长到145 MPa左右;抗拉强度由锻压态的105 MPa增长到162 MPa;进一步的压缩大应变加工略微提高材料的抗拉强度和屈服强度, 分别达到155和176 MPa。对比可以看出, 排除强化模型计算误差与拉伸试验误差, 理论计算得到的材料强度与试验结果基本吻合。

图8 不同大应变下铝钪合金的应力-应变曲线Fig.8Stress-strain curves of different large strain Al-0.1%Sc alloys
3 结论
1.等通道转角大应变加工 (ECAP) 钪微合金化纯铝使得平均晶粒尺寸减小, 低角度晶界减少, 晶体取向显著降低, 强度显著提高。而后续的压缩大应变加工增加了低角度晶界的比例, 位错密度和强度略有提高。
2.钪微合金化纯铝经ECAP及后续压缩大应变加工后, 内部积累了一定量的位错, 进而产生了位错强化。
3.大应变钪微合金化铝材的强化主要由晶格摩擦应力、位错强化、低角度晶界强化和高角度晶界强化组成, 其中低角度晶界和位错的强化贡献占绝大部分。
参考文献
[1] Tao H J, Li S T, Liu J L, Zhou X, Kang N, Yin Z M.Micro-alloying mechanism of Sc in aluminum alloys[J].Materials Science and Engineering of Powder Metallurgy, 2008, 5:249. (陶辉锦, 李绍唐, 刘记立, 周向, 康宁, 尹志民.Sc在铝合金中的微合金化作用机理[J].粉末冶金材料科学与工程, 2008, 5:249.)
[2] Chen Z Y, Shu Q, Chen Y Y.The study of microstructure and mechanical properties of high strength and toughness casting Al-Cu alloy[J].Materials Science and Technology, 2007, 5:718. (陈子勇, 舒群, 陈玉勇.高强铸造铝铜合金显微组织与力学性能的研究[J].材料科学与工艺, 2007, 5:718.)
[3] Luo P, Mc Donald D T, Xu W, Palanisamy S, Dargusch M S, Xia K.A modified Hall-Petch relationship in ultrafine-grained titanium recycled from chips by equal channel angular pressing[J].Scripta Materialia, 2012, 66 (10) :785.
[4] Luo P, Mc Donald D T, Zhu S M, Palanisamy S, Dargusch M S, Xia K.Analysis of microstructure and strengthening in pure titanium recycled from machining chips by equal channel angular pressing using electron backscatter diffraction[J].Materials Science and Engineering A, 2012, 538:252.
[5] Song T, Xu X J, Fan Z, Luo Y, Wang B, Wu G C.Effect of equal channel angular pressing on microstructure and dislocation strengthening of 3003Al ingot[J].Advanced Materials Research, 2011, 189-193:943.
[6] Zha M, Li Y J, Mathiesen R, Bjorge R, Roven H J.Microstructure, hardness evolution and thermal stability of binary Al-7Mg alloy processed by ECAP with intermediate annealing[J].Transactions of Nonferrous Metals Society of China, 2014, 24:2301.
[7] Xu X J, Lu W J, Jiang L, Lu Y D, Wang Z L, Guo Y F.Mechanical property and crystal orientation of 5052Al alloy with rolling driven ECA large strain process and heat treatments[J].Chinese Journal of Rare Metals, 2015, 39 (8) :759. (许晓静, 陆文俊, 蒋凌, 卢予东, 王子路, 郭云飞.轧制驱动ECA大应变加工及后续热处理对5052铝合金力学性能与晶体取向的影响[J].稀有金属, 2015, 39 (8) :759.)
[8] Cao W Q, Godfrey A, Liu Q.EBSP investigation of microstructure and texture evolution during equal channel angular pressing of aluminium[J].Materials Science and Engineering, 2003, A361 (1-2) :9.
[9] Chen K H, Liang W, Wang S Q, Xue J B, Wang H X, Bian L P.Microstructure and properties of Al-Mg2Si alloys after equal channel angular pressing[J].Rare Metal Materials and Engineering, 2010, 39 (2) :352.
[10] Li F, Li Y J, Wang X, Chen L J.Mechanical properties of Al-4%Mg-0.5%Ce aluminum alloy subjected to equal channel angular pressing[J].Journal of Shenyang University of Technology, 2009, 31 (2) :168.
[11] Marcello C.Microstructure strengthening mechanisms in different equal channel angular pressed aluminum alloys[J].Materials Science and Engineering:A, 2013, 560:413.
[12] Cheng C, Xu X J, Fei Z D, Jiang L, Luo Y.Effect of friction on pushing type equal channel angular pressing technology for workpieces[J].Hot Working Technology, 2012, 15:78. (成城, 许晓静, 费震旦, 蒋凌, 罗勇.摩擦对工件间推挤式等通道转角挤压技术的影响[J].热加工工艺, 2012, 15:78.)
[13] Furukawa M, Horita Z, Langdon T G.Factors influencing the shearing patterns in equal-channel angular pressing[J].Materials Science and Engineering A, 2002, 332 (1-2) :97.
[14] Klug H P, Alexander L.X-ray diffraction procedures for polycrystalline and amorphous materials[J].Neurol-ogy, 1974, 69 (19) :1881.
[15] Zhao Y H, Liao X Z, Jin Z, Valiev R Z, Zhu Y T.Microstructures and mechanical prope-ties of ultrafine grained 7075 Al alloy processed by ECAP and their evolutions during annealing[J].Acta Materialia, 2004, 52 (15) :4589.
[16] Song T, Xu X J, Fan Z, Luo Y, Wang B, Wu G C, Zhang Z Q, Zhang Y K.Effects of enhanced solid solution treatment on microstructure and dislocation strengthening of Sr microalloyed 2099 type Al-Li alloy[J].Rare Metal Materials and Engineering, 2012, (S2) :373. (宋涛, 许晓静, 范真, 罗勇, 王彬, 吴桂潮, 张振强, 张允康.强化固溶处理对含Sr 2099型铝锂合金组织和位错强化的影响[J].稀有金属材料与工程, 2012, (S2) :373.)
[17] Cabibbo M.Microstructure strengthening mechanisms in different equal channel angular pressed aluminum alloys[J].Materials Science and Engineering:A, 2013, 560:413.

