
Compound fabrication technology of semi-solid billet of
Al-Si alloy based on SIMA method
XUE Ke-min(薛克敏), MI Guang-bao(弭光宝), WANG Qing-rui(王清瑞)
School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China
Received 28 July 2006; accepted 15 September 2006
Abstract: Based on SIMA, the Al-Si alloy semi-solid billets were successfully fabricated by means of strain inducement and isothermal treatment for AlSi9Mg poured in the range of near-liquidus. Through orthogonal test, the effects of combination action of near-liquidus casting, strain inducement and isothermal treatment on the morphology of primary α-Al phase of AlSi9Mg close to eutectic point were investigated, and the optimal match relation between the processing parameters of solidification, deformation parameters of strain inducement, processing parameters of isothermal treatment and microstructure parameters of semi-solid alloy was established. The results indicate that compared with the single near-liquidus casting or SIMA, the microstructure of primary α-Al phase in AlSi9Mg alloy prepared by compound fabrication process is more homogeneous, with more globular and finer particles, which has average grain size of 40-50 μm and shape factor of greater than 0.75. After holding at 605 ℃ for 30-40 min under a certain cooling rate, increased deformation volume in SIMA benefits the refinement of the grain and the improvement of the morphology for primary phase.
Key words: AlSi9Mg alloy; compound fabrication technology; orthogonal test; strain induced melt activating(SIMA)
1 Introduction
In recent years, with the rapid development of precise casting technology, “casting replacing forging” has already been a new bright point in material processing field. Especially the widespread application of semi-solid processing forming in auto, aviation and aerospace and other fields has already been competed with plastic processing.
It is the base and key of semi-solid forming that breaking dendritic crystals to obtain refined near- spherical or globular non-dendritic microstructures. At present, with the development of semi-solid processing forming, lots of new fabrication technologies, such as near-liquidus casting, new MIT (semi-solid rheocasting), rotating tube and strain induced melt activating(SIMA), emerge in an endless stream and form a fine complexion that all flowers are in bloom. Among them, SIMA, invented by YOUNG et al[1] in 1981, is one of the typical processes of fabricating semi-solid billet under solid state condition. The essence of SIMA is utilizing plastic deformation to break dendrites, storing deformation energy in grains, recrystallizing to obtain spheroidization again, and finally obtaining equiaxial minor semi-solid structure, as the process route in Fig.1. This process, without complex equipments, can fabricate pure and high density billets, and fits for various high and low melting point alloys, especially with unique superiority for such difficult-deform materials that are difficult to be fabricated by stirring method[2-4]. LEE et al[5] investigated 7075 alloy and obtained its ideal globular structure by SIMA technology. Many domestic researchers also fabricated semi-solid Al alloy, Mg alloy and steels materials, etc.
However, this processing course is relatively complex, and just fits for fabrication of small scale semi-solid billets. Especially the serious dendritic crystals in original cast structure and greatly restrained plastic deformation capability will cause stored deformation energy in billets to decrease and cause large strain inducement hard obtained, so the dendrites in original cast structure can’t be eliminated completely. Therefore, it is difficult to form fine globular grains in sequent melt activating course, and the quality of semi-solid billets is influenced finally. All these defects restrain the spreading and application of this process, so it is very urgent to research how to improve the original cast structure of billet, increase the deformation volume in SIMA and obtain large scale ideal semi-solid billets stably and continuously. Therefore, optimizing each processing course of conventional SIMA, organically combining other fabrication processes with SIMA, searching for new processes to make cast structure become non-dendrites and make coarse large grains be refined, have significant meaning for exploiting top quality semi-solid billets under solid state condition.
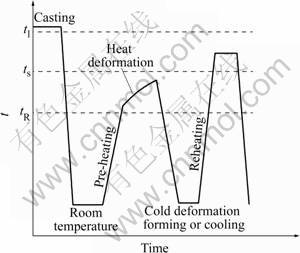
Fig.1 Schematic diagram of technique route of SIMA
The billet compound fabrication technology based on SIMA is the combination of new SIMA processes. That is, during the course of pre-deformation and semi-solid isothermal treatment for cast billets, other processes or billet fabrication methods are drawn into, then they are intensively combined with the processing courses of SIMA in time and space, and by coherent coupled function, the processing courses are optimized. All mentioned above will eliminate the coarse large dendrites in the original cast structure, increase the deformation volume in SIMA, and make the processing parameters of isothermal treatment more accurate, thus obtain more refined rounder near-spherical or globular non-dendritic structure. Because SIMA is a multi-course process, the organical compound function of introduced processes with the courses of obtaining original cast structure, plastic deformation, and isothermal treatment will engender many kinds of compound fabrication processes.
Twenty years ago, the equal channel angular extrusion(ECAE) was firstly proposed by SEGAL[6] to obtain pure shear strain. Then STOLYAROV et al[7] and RAAB et al[8] found that it could obtain large strain to effectively refine grains. Compared with other grain refinement processes, this method, with the notable merits of simple process and low cost, can refines three dimensional large scale materials to sub-micron magnitude under multi-pass extrusion condition, almost without change in shape and dimension for sample before and after deformation. At present, ECAE has already been used to fabricate ultra-fine grained materials successfully such as Al alloy, Mg alloy and Ti alloy, etc, and it is also verified that it is an effective way to refine grains and improve the material mechanical property. Drawing ECAE into the semi-solid billet fabrication method of SIMA to replace conventional plastic deformation processes, and organically combining with remelting can fabricate the semi-solid billets with considerable minor and round microstructure grains[9].
The theory of near-liquidus casting is that by controlling the pouring temperature, holding for a certain time in the range of near-liquidus temperature, then carrying out pouring, the primary grains will obtain spheroidization without any stirring. This method, jointly posed by Northeastern University and Melboume University, has the advantages of simple process, extensive alloy application scope, high efficiency and low investment. It is also an effective way to make original cast structure evolve into non-dendrites. Presently, the semi-solid billets of A7075, A2168 and A356 alloys have been fabricated successfully[10-11]. However, it is difficult to obtain the near-spherical semi-solid non-dendritic microstructure of near eutectic point Al alloy, because the pouring temperature must be controlled in the range of near-liquidus and the accuracy of processing parameters is too high to be guaranteed.
Drawing near-liquidus casting into SIMA to fabricate semi-solid AlSi9Mg alloy, under the condition of the decreasing requirement for processing parameters such as pouring temperature and holding time, benefits to improve the original cast structure, so as to decrease the strain-induced deformation volume, fully developing their own merits. Fabricated non-dendritic structure grains are more refined and rounder, with the shape factor of larger than 0.75 and the average grain size of primary grain 40-50 μm. This compound technology, with extensive research space, has the hope of becoming an important development direction of continuously fabricating top quality semi-solid billets.
2 Experimental
2.1 Chosen alloy used in experimental
The composition (mass fraction) of AlSi9Mg alloy used in this experiment was 8.0%-10.0% Si, 0.4%-0.6% Mg, 1.3%-1.8% Cu, 0.10%-0.35% Ti, 0.10%-0.35% Mn and balance Al. The liquidus temperature of AlSi9Mg was about 600 ℃, and its binary eutectic temperature was about 577 ℃. Its composition was close to that in the eutectic point, and the solid- liquid range was narrow, so it is quite difficult to obtain semi-solid billet of AlSi9Mg.
2.2 Experimental processing
Seeing that there are many experimental processing factors, in this experiment, the applied orthogonal test not only can decrease the test times greatly, but also can exactly reflect the influence trends of these factors. Under concrete experimental condition, to search for the corresponding ideal processing parameters when the average equal-area-circle diameter of grain is the minimum, and the average shape factor is the maximum, in this paper the average equal-area-circle diameter and the shape factor will be regarded as investigation indexes. In orthogonal test of each process below, the designed orthogonal tables are all 9 lines and 4 columns, namely L9(34)orthogonal tables.
1) Near-liquidus casting process
Sending AlSi9Mg alloy ingot into a RX2 type 20 kW well resistance furnace, melting and refining it, then cooling it to the pouring temperature following the pre-determined program by the temperature control cubicle, and then holding for a certain time, finally pouring it into self-made metallic mold of d 30 mm×30 mm to solidify it. The metallic mold (marking its height as h) can be cooled in flume directly. The pouring regulation was as follows listed below: with routine pouring, refining alloy melt and skimming slag, cooling it to 690 ℃, then blowing-in and pouring; following orthogonal test regulation, each processing parameter is shown in Table 1.
2) SIMA method
Excising chilled layer of the sample (d 25 mm× 25 mm) poured at 690 ℃, carrying out heat upsetting deformation for the sample at 400 ℃ with 60 t universal material test machine, further carrying out cold upsetting deformation under room temperature, then holding in the range of semi-solid temperature properly and then carrying out water quenching. The isothermal treatment temperature and the holding time are pre-determined by the program of temperature control cubicle of box resistance furnace. Similarly, the concrete considering factors and the parameters are designed in the L9(34) orthogonal tables, as listed in Table 2.
3) Compound fabrication technology
Carrying out cold upsetting deformation for the sample obtained by near-liquidus holding treatment, then carrying out semi-solid isothermal treatment under the pre-determined holding temperature and holding time. Imitating Table 2, the scheme is shown in Table 3.
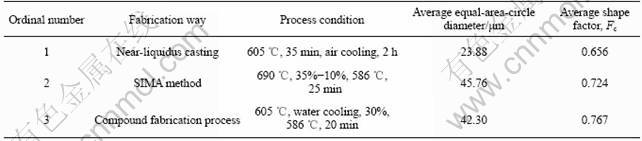
Table 1 L9(34) orthogonal test table
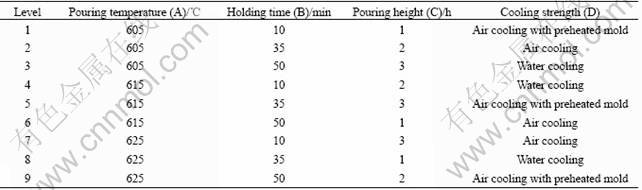
Table 2 Scheme of fabricating semi-solid AlSi9Mg based on SIMA

Table 3 Scheme of fabricating semi-solid AlSi9Mg based on compound fabrication technology

2.3 Structure detection
The sample area obtained by near-liquidus casting was the whole circle end-face excised surface chilled layer, while the samples obtained by SIMA and compound fabrication process were severed along the central axle symmetric plane, in which the large deformation area obtained by upsetting was regarded as the metallographic sample milling face. After primary grinding, fine grinding and polishing, carrying out erosion using water solution with HF of 0.5% (volume fraction) for the samples, then observing their structures with a 4XB-TV type metalloscope and acquiring the multi-areas metallographical images of the sample end-faces with JVC video frequency camera, finally quantitatively analyzing the obtained metallographic structures with M256-60428 metallography analysis software system, that is to say measuring the equal-area-circle diameter and shape factor of primary α-Al phase grains in every area respectively, and calculating them to obtain the average equal-area-circle diameter and shape factor of the samples obtained by each process method. The shape factor Fc of primary α-Al phase can be calculated by formula Fc=4πS/P2 (S, P respectively as cross section area and perimeter). The Fc is always between 0 and 1, and the closer to 1, the more notable of the degeneration effect of α-Al dendritic phases.
3 Results and discussion
3.1 Effect of pouring temperature, holding time on structure morphology of near-liquidus casting
The pouring temperature, holding time, pouring height, and cooling strength are all main processing factors to affect the structure morphology of AlSi9Mg alloy in near-liquidus casting fabrication process. It can be seen from the orthogonal test analysis charts that the optimal match of processing parameters is the combination of A1B2C3D3, that is, when pouring temperature is 605 ℃, holding time is 35min, pouring height is 3h (h is the height of metallic mould) and cooling way is water cooling, the non-dendritic structures obtained are the most refined and roundest.
1) Effect of pouring temperature
The closer to liquidus of pouring temperature, the easier to form a large number of quasi solid atomic clusters and mass of inner nucleation and easier to form refined and round non-dendritic structures. When the pouring temperature is routine, nucleation is very little as well as non-homogeneous, and the large growth space of dendritic brings about typical coarse large dendritic structures as shown in Fig.2. Compared with the average equal-area-circle diameter and shape factor in Fig.3, it can be seen that at pouring temperature of 605 ℃, non-dendritic structure obtained is more refined and rounder. But chosing pouring temperatures in the orthogonal test all close to liquidus, makes the effect of the pouring temperature on the average equal-area-circle diameter not very obvious.
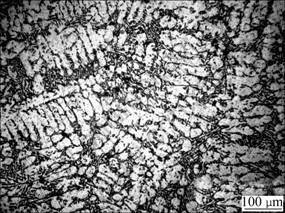
Fig.2 Dendrite structure poured at 690 ℃
2) Effect of holding time
The holding time mainly affects the uniformity of alloy melt, in other words, reasonable holding time can make temperature and component fields more homogeneous and stable. Uniform temperature distribution can not only decrease the remelting after nucleation, but also decrease the constitutional super-cooling, which makes the surface tension play the leading role in forming rounder non-dendritic structure. The results of the orthogonal test show that the holding time is the most important factor to affect average equal-area-circle diameter and is minor-significant for average shape factor. The optimal holding time is 30-40 min, which is consistent with the result in Ref.[12], as shown in Fig.4. The main reason is: if the holding time is too short, the temperature distribution isn’t uniform, and the extent temperature gradient makes grain growth imbalanced. With the prolongation of the holding time, the temperature and the component fields gradually tend to be uniform to make the temperature gradient decrease greatly; under the function of interface curvature and interface energy, near-spherical or globular growth morphology comes forth; but if the holding time is too long, some grains will combine and be coarsened, which makes the structure coarse large as well as non- homogeneous and affects the quality of non-dendritic structure.
3.2 Effect of semi-sold isothermal treatment tempera- ture, holding time on structure morphology by SIMA
The heat and cold deformation volumes, semi-solid isothermal treatment temperature and holding time are the main processing factors to affect the structure morphology of AlSi9Mg in SIMA fabrication technology. The results of orthogonal test similarly show that the optimal match of processing parameters is the combination of A3B3C3D2, with heat deformation volume of 50%, cold deformation volume of 15%, isothermal treatment temperature of 586 ℃ and holding time of 20 min. Generally considering, before alloy is damaged, the larger of deformation volume, the more refined of the dendrite fragmentation in cast structure, and the more of stored deformation volume in grains, the more beneficial to form refined round semi-solid structure. However, the reasonable selection of isothermal treatment temperature and holding time affects refinement and spheroidization extent of final structures directly.

Fig.3 Orthogonal test analysis of AlSi9Mg alloy by near-liquidus casting

Fig.4 Air cooled non-dendritic structure of AlSi9Mg alloy after held 35 min at 605 ℃ and poured 2 h
1) Effect of isothermal treatment temperature
Isothermal treatment temperature is the main factor affecting the equal-area-circle diameter, but the selected temperature interval (±3 ℃) under certain liquid fraction is so narrow that it makes the extreme difference of isothermal treatment temperature be the minimum factor in the orthogonal test results. As to the shape factor, the extreme difference of isothermal treatment temperature is the maximum, that is to say, the isothermal treatment temperature is the most important factor to affect the average shape factor. The main reason is as follows: in the range of semi-solid temperature, the higher of temperature, the rapider of grain inner-energy liberation, and the shorter of the time of recrystallization, making the driving function of temperature gradient and concentration gradient strengthen greatly, the melting rate of low-melting point eutectic structures will be accelerated, and the liquid fraction will be raised, so the surface tension causes the concave and convex regions of dendritic crystals after deformation to be spheroidized, that is to say the structure gradually trends to be round.
2) Effect of holding time
As to equal-area-circle diameter, the holding time, with the maximum extreme difference, is the most important factor to affect the average equal-area-circle diameter. When referring to shape factor, the holding time, with the sub-maximum extreme difference, is the second important factor for average shape factor. Through synthesized analysis, the optimal holding time is 20-25 min. The microscopic structure grains obtained by holding for 25 min at 586 ℃ as shown in Fig.5(a), are homogeneous and round, with the average equal-area- circle diameter of 45.8 μm and average shape factor of 0.72. If the holding time isn’t enough, soon after recrystallization finished, the atoms will be thermally activated, so as to just form minor, non-uniform, non-round and equiaxial distortionless pure solid phase structures, as shown in Fig.5(b). With the prolongation of holding time, newly created boundaries increase as well as the interface energy to make structure enter the grains growth stage spontaneously. At the same time, low-melting point eutectic structures at boundary melt to make solid phase grains disperse in the liquid phase matrix, so as to form semi-solid alloy structures. When the holding time is enough, growing to a certain extent, the grains will be more homogeneous and rounder, meanwhile, liquid fraction increases. If the holding time is too long, dispersed solid phase grains in liquid phase matrix melt and combine, so the small size particles unceasingly decrease until melt, while large size particles unceasingly grow up, as shown in Fig.6(c).
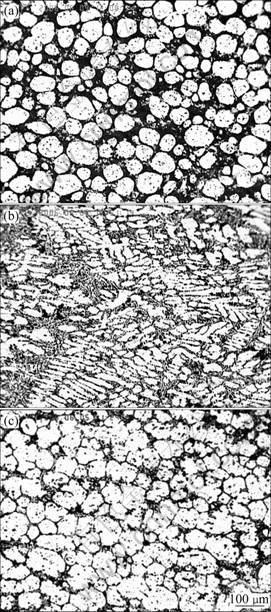
Fig.5 Microstructures of AlSi9Mg alloy under different processing parameters in SIMA: (a) 35% heat deformation volume, 10% cold deformation volume and held at 586 ℃ for 25 min; (b) 20% heat deformation volume, 10% cold deformation volume and held at 583 ℃ for 5 min; (c) 20% heat deformation volume, 15% cold deformation volume and held at 583 ℃ for 30 min
3.3 Effect of fabrication way on structure morphology
In compound fabrication process, pouring temperature, cold deformation volume, semi-solid isothermal treatment temperature and holding time are the key processing factors. Similarly, from the orthogonal test results, it can be seen that the optimal match of processing parameters is the combination of A3B2C1D3, with pouring time of 605 ℃, cold deformation volume of 30%, isothermal treatment temperature of 583 ℃ and holding time of 25 min.
Fig.4, Fig.5(a), Figs.6(a) and (b) are microstructures of AlSi9Mg alloy obtained by near-liquidus casting, SIMA method and compound fabrication process through the orthogonal tests respectively. It can be seen that compared with single near-liquidus casting or SIMA, the non-dendritic structures obtained by compound process are better, with more uniform and rounder primary α-Al phase as shown in Table 4. Proper holding in the range of near-liquidus can make temperature and component fields uniform and stable, which makes mass of inner-nucleation form in melt, nearly without coarse large dendrites in the structure after pouring, and makes rosette-like or near-spherical primary α-Al phase be homogeneously distributing, so as to offer ideal original structure for strain inducement, and finally realize the dendrite fragmentation. Through proper cold deformation, grains engender distortion. The alloy absorbs part of deformation work, so its inner energy increases. When it is heated to the range of semi-solid temperature, atoms will be thermally activated and the inner energy will be released to drive structure to change. With the prolongation of holding time, on one hand minor grains grow up, on the other hand the regions along grain boundary melt, which makes solid phase grains disperse in the liquid phase matrix and obtain spheroidization. Finally, non-dendritic structure forms. That is to say under small deformation volume, the semi-solid structure with more uniform and rounder primary α-Al phase is obtained, as shown in Figs.6(a) and (b). If holding isn’t enough, the microstructure is minor and uniform distortion grains, as shown in Fig.6(c).
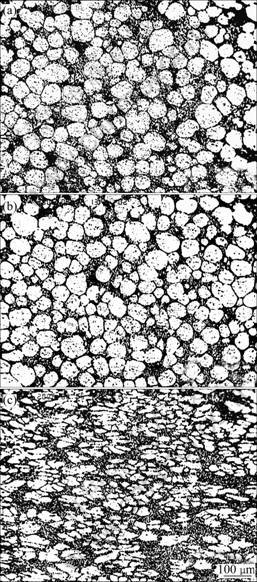
Fig.6 Microstructures of AlSi9Mg alloy with different parameters in compound fabrication technology: (a) Poured and water cooled at 605 ℃, 30% cold deformation volume and held at 586 ℃ for 20 min; (b) Poured and water cooled at 615 ℃, 45% cold deformation volume and held at 583 ℃ for 25 min; (c) Poured and water cooled at 605 ℃, 30% cold deformation volume and held at 583 ℃ for 5 min
Table 4 Comparison of grain size of primary α-Al phases obtained by different fabrication ways
4 Conclusions
1) Controlling holding temperature and time in the range of near-liquidus can obtain near-spherical non-dendritic structures fitting for semi-solid processing forming. The results of orthogonal test indicate that holding time determines the morphology and feature of primary α-Al phase during structure evolution. With the prolongation of holding time, the morphology evolution of primary α-Al phase and holding time present ∧ model. The average equal-area-circle diameter and the average shape factor at the cusp are better. As to AlSi9Mg alloy, the non-dendritic structure obtained after held 30-40 min at 605 ℃ is ideal. However, the accurate controlling of processing parameters is relatively difficult.
2) Following the processing parameters below, the AlSi9Mg semi-solid billet with shape factor of more than 0.75 and primary α-Al phase size of 40-50 μm can be obtained: pouring temperature of 605-615 ℃, holding time of 30-40 min, cold deformation volume of 30%- 40%, semi-solid isothermal treatment temperature of 583-586 ℃, holding time in isothermal treatment of 25- 30 min.
3) Compared with the single near-liquidus casting or SIMA, the microstructure of primary α-Al phase in AlSi9Mg alloy fabricated by compound process is more homogeneous, with more globular and finer particles, which has average equal-area-circle diameter of 46.56 μm, and average shape factor of 0.786. Near-liquidus holding treatment makes original cast structure obtained by SIMA method evolve into non-dendrites, which decreases the requirement for strain induced deformation volume. That is, under smaller deformation, refined and round semi-solid structure can also be obtained. If the deformation volume is increased, the non-dendritic structure will be more refined and rounder.
References
[1] YOUNG K P, KYNKA C P, COURTOIS T A. Fine Grained Matal Composition [P]. US 4415374, 1983.
[2] JIAO Dian-hui, ZHAO Ai-min. Development and progress in semi-solid forming technique of iron and steel [J]. Journal of Iron and Steel Research, 2004, 16(6): 7-11.
[3] KIRKWOOD D H. Semi-solid metal processing [J]. International Materials Reviews, 1994, 39: 173-189.
[4] LUO Sou-jing, TIAN Wen-tong, ZHANG Guan-gan. Structural evolution of LC4 alloy in making thixotropic billet by SIMA method [J]. Trans Nonferrous Met Soc China, 2001, 11(4): 547-550.
[5] LEE S, LEE J, LEE Y. Characterization of Al 7075 alloys after cold working and heating in the semi-solid temperature range [J]. Journal of Materials Processing Technology, 2001, 111: 42-47.
[6] SEGAL V M, REZNNIKOV V I, DROBYSHEVKIY A E, KOPYLOV V I. Plastic working of metals by simple shear [J]. Russia Metal, 1981, 115-118.
[7] STOLYAROV V V, LAPOVOK R. Effect of backpressure on structure and properties of AA5083 alloy processed by ECAP [J]. Journal of Alloys and Compounds, 2004, 378: 233-236.
[8] RAAB G I, SOSHNIKOVA E P, VALIEV R Z. Influence of temperature and hydrostatic pressure during equal channel angular pressing on the microstructure of commercial-purity Ti [J]. Mater Sci Eng A, 2004, A387/389: 674-677.
[9] JIANG Ju-fu, LUO Shou-jing. Reheating microstructure of refined AZ91D magnesium alloy in semi-solid state [J]. Trans Nonferrous Met Soc China, 2004, 14(6): 1074-1081.
[10] DONG Jie, LU Gui-min, REN Qi-feng, CUI Jian-zhong. Discussion on the formation mechanism of nondendritic semi-solid microstructures during liquidus casting [J]. Acta Metallurgica Sinica, 2002, 38(2): 203-207.
[11] LU Gui-min, DONG Jie, CUI Jian-zhong. Evolution of the SEMI-SOLID Microstructures of 7075 aluminum alloy cast by LSC [J]. Journal of Northeastern University (Natural Science), 2002, 23(2): 148-151.
[12] MI Guang-bao, XUE Ke-min, ZHANG Zao-ming, WANG Qing-rui. Microstructural evolution during holding of AlSi9Mg alloy above liquidus [J]. Special Casting and Nonferrous Alloys, 2006, 26(5): 285-287.
(Edited by LI Xiang-qun)
Foundation item: Project(04044058) supported by the Excellent Youths Science and Technology Foundation of Anhui, China
Corresponding author: MI Guang-bao; Tel: +86-551-2901368; E-mail: miguangbao@163.com

