
Preparation of semi-solid billet of magnesium alloy and its thixoforming
JIANG Ju-fu(姜巨福), LUO Shou-jing(罗守靖)
School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 27 March 2006; accepted 10 June 2006
Abstract: Preparation of semi-solid billet of magnesium alloy and thixoforming was investigated by applying equal channel angular extrusion to magnesium alloy. The results show that mechanical properties of AZ91D alloy at room temperature, such as yield strength(YS), ultimate tensile strength(UTS) and elongation, are enhanced greatly by four-pass equal channel angular extrusion(ECAE) at 573 K and microstructure of AZ91D alloy is refined to the average grain size of 20 μm. Through using ECAE as strain induced step in SIMA and completing melt activated step by semi-solid isothermal treatment, semi-solid billet with fine spheroidal grains of 25 μm can be prepared successfully. Compared with common SIMA, thixoformed satellite angle frame components using semi-solid billet prepared by new SIMA have higher mechanical properties at room temperature and high temperature of 373 K.
Key words: magnesium alloy; thixoforming; equal channel angular extrusion(ECAE); semi-solid billet; mechanical properties
1 Introduction
Equal channel angular extrusion(ECAE) is a promising technique for obtaining ultra-fine grained bulk materials with increased strength and ductility through severe plastic deformation[1-2]. During ECAE, a billet is pressed through a die that consists of two channels with equal cross-section, intersecting at an angle φ. Since the cross-sectional shape of billet remains nearly the same, ECAE processing can be repeated for many passes to control the microstructure and properties of the material[3-6]. As a typical Mg-Al-Zn alloy, AZ91D magnesium alloy has received more and more attention due to the high specific strength and low cost. Thixoforming is an alternative for producing components of AZ91D magnesium alloy. Thixoforming is a typical semi-solid processing, which is one of the best methods for forming AZ91D magnesium alloy components because of its low resistance of deformation compared with solid alloy forging and high mechanical properties compared with liquid alloy die casting[7-8]. HAGA and KAPRANOS[9-10] studied thixoforming of laminate made from semi-solid cast strips and billetless simple thixoforming process. CHAYONG et al[11] reported thixoforming of 7075 aluminium alloy. HIRT et al[12] studied net shape components produced by thixoforming.
For thixoforming of magnesium alloy, the most important is to prepare semi-solid billets of magnesium alloy, that is, to obtain alloy with non-dendritic, or spheroidal microstructure. Compared with other methods for preparing semi-solid billets, strain induced melt activation(SIMA) is a good method for preparing magnesium alloy semi-solid billets with high solid fraction. In general, there are two important steps in SIMA, strain induced step and melt activated step. In strain induced step, cast material is deformed by upsetting. In melt activated step, this upsetted material is semi-solid isothermal treated, that is, upsetted material is heated to semi-solid temperature and the low melting point phases are partially melt in order to obtain semi-solid billet with spheroidal microstructure. However, for magnesium alloy, coarse and non-globular grains often exist in the microstructure of semi-solid billets prepared by common SIMA method, that is, semi-solid isothermal treatment of upsetted cast materials. This is due to difficulties of obtaining severe plastic deformation with respect to magnesium alloy in SIMA, which results from the nature of crystal structure. Therefore, a new strain induced technique for SIMA needs to be adopted to obtain severe plastic deformation,in which two advantages are included, obtaining large deformation and refining grains of material. ECAE can satisfy the above requirements. Studies on commercial and engineering application of ECAE are very few, compared with microstructure, mechanical properties and texture investigations of material processed by ECAE[13-14].
In this paper, semi-solid billet with fine and globular grains of magnesium alloy was prepared by a so-called new SIMA, i.e. semi-solid isothermal treatment(SSIT) of processed material by ECAE. Furthermore, thixoforming of semi-solid billets of magnesium alloy prepared by new SIMA was investigated.
2 Experimental
A typically commercial cast Mg-Al-Zn alloy, AZ91D, was used for this study. Cast bars of AZ91D magnesium alloy were machined into cylindrical specimens with diameter of 58 mm and height of 120 mm for ECAE processing. An ECAE die used for the present study had two equal cross-section channels with diameter of 58.2 mm[15]. The intersecting angle between two channels is 90? and the angle of the outer arc of the intersection is 90?.
Samples obtained from cast materials were processed by ECAE for 4 passes at 573 K with the punch speed of 30 mm/min. The billets were lubricated by graphite, inserted into the die, held until they reached the processing temperature. The whole ECAE die was heated to the desired temperature using resistance wires with porcelain tubes inserted into die. The experimental cylindrical specimens were processed by ECAE under certain processing route[15-16]. The processed billet was rotated by 90? around extrusion direction between each pass. The samples were quenched quickly after ECAE to remain the processed microstructure. Some samples were used as microstructure observation and tensile test. The others were used in the following process, in which the processed materials by ECAE were machined into specimens with diameter of 55 mm and height of 35 mm, and then were semi-solid isothermally treated for 20 min at 833 K. After these processed samples by ECAE were semi-solid isothermally treated, some were quenched in water quickly to use in microstructure observation and the others were directly carried into the cavity of a forming die and used in semi-solid processing of a component called satellite angle frame. The preheating temperature of thixoextrusion die was 723 K.
Here, common SIMA referred to semi-solid isothermal treatment of upsetted cast material and new SIMA referred to semi-solid isothermal treatment of processed cast material by ECAE. In order to compare the difference at common SIMA, cast material was upsetted by the deformation degree of 30% at 523 K and semi-solid isothermal treatment of this upsetted material was performed to obtain semi-solid billet. At the same time, semi-solid processing using semi-solid billet prepared by common SIMA was also done. Tensile tests were carried out to characterize mechanical properties at the room temperature and high temperature of 373 K by INSTRON 5582 universal testing machine. The microstructure observations were performed by optical microscopy.
3 Results and discussion
Fig.1 shows the microstructure of cast material and four-pass processed material by ECAE at 573 K. As indicated in Fig.1, the microstructure of cast material consists of coarse dendrites with the average grain size of above 180 μm. In contrast, the microstructure of four- pass processed material by ECAE is composed of fine equiaxed grains with the average grain size of 20 μm. The severe plastic deformation occurred in ECAE processing leads to the grain refinement of processed material, which will contribute to prepare semi-solid billet with fine spheroidal microstructure in the following semi-solid isothermal treatment and improve the thixotropic behaviors of semi-solid billet.

Fig.1 Microstructures of cast material (a) and four-pass processed material by ECAE (b) at 573 K
Fig.2 shows the engineering stress—strain curves of cast material and four-pass processed material by ECAE at 573 K. As indicated in Fig.2, room temperature mechanical properties of four-pass processed materials by ECAE, such as yield strength (YS), ultimate tensile strength(UTS) and elongation, are enhanced greatly. There is no evidence of plastic deformation characteristics in the engineering stress—strain curve of cast material, which implies cast AZ91D alloy is brittle. In contrast, there is a clear plastic deformation characteristics in engineering stress—strain curve of four-pass processed materials by ECAE, which implies ductility of four-pass processed AZ91D alloy is enhanced effectively and it becomes a ductile material. The YS, UTS and elongation of four-pass processed material by ECAE increase to 201.4 MPa, 362.2 MPa and 13.1%, respectively, from 96.7 MPa, 116.4 MPa and 0.89% of cast material. Furthermore, the increasing extent of room temperature mechanical properties of four-pass processed material by ECAE is very large. For instance, the values of YS, UTS and elongation of four-pass processed material by ECAE are increased by 1.08, 2.11 and 13.7 times compared with those of cast material, respectively.

Fig.2 Engineering stress—strain curves of cast material and four-pass processed material by ECAE at 573 K
ECAE was employed as induced step of SIMA for refining the grains of AZ91D magnesium alloy. Furthermore, ECAE processed AZ91D magnesium alloy was isothermally treated at 833 K for 20 min. Therefore, new SIMA is defined as a method for preparing semi-solid billet, in which cast material is firstly four-pass processed by ECAE, and then semi-solid isothermally treated for 20 min at 833 K, that is, heated to semi-solid temperature of 833 K to partially melt the low melting point phases in 20 min. In contrast, common SIMA is defined as a method for preparing semi-solid billet, in which cast material is firstly upsetted by the deformation degree of 30% at 523 K, and then semi-solid isothermally treated for 20 min at 833 K. Fig.3 shows the optical micrographs of semi-solid billet of AZ91D alloy prepared by common SIMA and new SIMA. As indicated in Fig.3, the average grain size of semi-solid billet prepared by new SIMA is about 25 μm and finer spheroidal grains occur in the microstructure of semi-solid billet. In contrast, the average size of semi-solid billet prepared by common SIMA is about 180 μm, which is larger than that of semi-solid billet prepared by new SIMA. Furthermore, the microstructure of semi-solid billet prepared by common SIMA is very inhomogeneous and some grains don’t get spheroidal shape. The different microstructures with different grain sizes before semi-solid isothermal treatment result in the difference of average grain size of semi-solid billet. In new SIMA, due to severe plastic deformation, the microstructure of four-pass processed material is refined well and finer equiaxed grains occur in the microstructure before semi-solid isothermal treatment. The microstructure with fine equiaxed grains with average grain size of 20 μm will accelerate the formation of semi-solid billet with fine spheroidal grains.

Fig.3 Optical micrographs of semi-solid billet of AZ91D alloy prepared by common SIMA (a) and new SIMA (b)
However, due to elevated temperature, the grains in semi-solid state will grow, which leads to grains’ growing into 25 μm from average grain size of 20 μm of microstructure of four-pass processed material by ECAE. The semi-solid billets with different average grain sizes have different viscosities in semi-solid state, which leads to different resistance to deformation during semi-solid processing. Compared with common SIMA, lower resistance of deformation is required for semi-solid billet with fine spheroidal grains prepared by new SIMA during semi-solid processing and its ability to fill the die cavity is stronger.
In order to demonstrate new SIMA is a good method for preparing semi-solid billet of AZ9D alloy, thixoforming experiments named thixoextrusion of satellite angle frame components using semi-solid billets prepared by common SIMA and new SIMA were done. Fig.4 shows the macrophotographs of satellite angle frame components formed by semi-solid processing. Component thixoformed using semi-solid billet prepared by common SIMA is shown in Fig.4(a). Component thixoformed using semi-solid billet prepared by new SIMA is shown in Fig.4(b). As indicated in Fig.4, there is no evident difference between two kinds of satellite angle frame components in the macrophotographs.
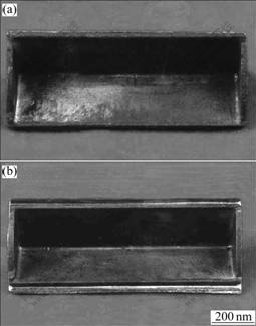
Fig.4 Macrophotographs of satellite angle frame components formed by thixoforming semi-solid billets prepared by common SIMA (a) and new SIMA (b)
The surface quality and dimensional accuracy are all very high due to advantages of thixoforming. However, there is an evident difference between two kinds of satellite angle frame components in the micrographs (Fig.5). As indicated in Fig.5, compared with common SIMA, the satellite angle frame component thixoformed using semi-solid billet prepared by new SIMA has finer spheroidal grains and more homogeneous microstructures. The average grain size of satellite angle frame component formed using semi-solid billet prepared by new SIMA is about 26 μm. Compared with common SIMA, more homogeneous globular grains occur in microstructure of component thixoformed using semi-solid billet prepared by new SIMA. In contrast, the average grain size of satellite angle frame component formed using semi-solid billet prepared by common SIMA is about 140 μm. It is very evident that microstructure of component thixoformed using semi-solid billet prepared by common SIMA is not homogeneous.

Fig.5 Optical micrographs of satellite angle frame components using semi-solid billet prepared by common SIMA (a) and new SIMA (b)
Table 1 presents mechanical properties of satellite angle components using semi-solid billet prepared by common SIMA and new SIMA at room temperature and 373 K. Room temperature mechanical properties of satellite angle frame components formed using semi-solid billet prepared by new SIMA are improved greatly, compared with common SIMA. The YS, UTS and elongation are increased to 213.1 MPa, 312.6 MPa and 15.2%, from 171.3 MPa, 248.2 MPa and 7.0%. With increasing room temperature mechanical properties, high temperature mechanical properties at 373 K, such as YS, UTS and elongation, also are increased from 80.1 MPa, 120.3 MPa and 12.9%, to 116.4 MPa, 181.6 MPa and 18.0%. Therefore, not only room temperature but also high temperature mechanical properties are enhanced effectively by using semi-solid billets with fine spheroidal grains prepared by new SIMA.
Table 1 Mechanical properties at room temperature and 373 K of components formed by semi-solid processing using semi-solid billets prepared by common SIMA and new SIMA

It is found that new SIMA is a desirable method for preparing semi-solid billet by which microstructure of semi-solid billet with fine spheroidal grains 26 μm and high mechanical properties of formed components, including room temperature and high temperature of 373 K can be obtained successfully. Furthermore, it is found that it is a very good choice to apply ECAE to strain induced step in SIMA, which is a good engineering application of ECAE to semi-solid processing of magnesium alloy.
4 Conclusions
1) Room temperature mechanical properties of AZ91D alloy, such as YS, UTS and elongation, are enhanced greatly by four-pass equal channel ECAE at 573 K and microstructure of AZ91D alloy is refined to the average grain size of 20 μm.
2) Through using ECAE as strain induced step in SIMA and completing melt activated step by semi-solid isothermal treatment, semi-solid billet with fine spheroidal grains 25 μm can be prepared successfully.
3) Compared with common SIMA, satellite angle frame components thixoformed using semi-solid billet prepared by new SIMA have higher mechanical properties at room temperature and high temperature of 373 K due to their microstructure of fine and spheroidal grains.
References
[1] FERRASSE, S, SEGAL V M, ALFORD F. Effect of additional processing on texture evolution of Al0.5Cu alloy processed by equal channel angular extrusion (ECAE) [J]. Mater Sci Eng A, 2004, A372(1/2): 44-55.
[2] MABUCHI M, IWASAKI H, HIGASHI K. Microstructure and mechanical properties of 5056 Al alloy processed by equal channel angular extrusion [J]. Nanostructured Materials, 1997, 8(8): 1105- 1111.
[3] MAHESH S, BEYERLEIN I J, TOME C N. Loading and substructure-induced irreversibility in texture during route C equal channel angular extrusion [J]. Scripta Mater, 2005, 53(8): 965-969.
[4] WEI Q, JIAO T, MATHAUDHU S N, MA E, HARTWIG K T, RAMESH K T. Microstructure and mechanical properties of tantalum after equal channel angular extrusion (ECAE) [J]. Mater Sci Eng A, 2003, A358(1/2): 266-272.
[5] LUIS-P?REZ C J, GONZ?LEZ P, GARC?S Y. Equal channel angular extrusion in a commercial Al-Mn alloy [J]. J Mater Process Technol, 2003, 143/144(complete): 506-511.
[6] LI S Y, BEYERKEUN I J, Bourke M A M. Texture formation during equal channel angular extrusion of fcc and bcc materials: comparison with simple shear [J]. Mater Sci Eng A, 2005, A394(1/2): 66-77.
[7] HAGA T, SUZUKI S. Casting of aluminum alloy ingots for thixoforming using a cooling slope [J]. J Mater Process Technol, 2001, 118(1/3): 169-172.
[8] LAPKOWSKI W. Some studies regarding thixoforming of metal alloys [J]. J Mater Process Technol, 1998, 80/81(complete): 463- 468.
[9] HAGA T, KAPRANOS P. Thixoforming of laminate made from semisolid cast strips [J]. J Mater Process Technol, 2004, 157/158(complete): 508-512.
[10] HAGA T, KAPRANOS P. Billetless simple thixoforming process [J]. J Mater Process Technol, 2002, 130/131(complete): 581-586.
[11] CHAYONG S, ATKINSON H V, KAPRANOS P. Thixoforming 7075 aluminium alloys [J]. Mater Sci Eng A, 2005, A390(1/2): 3-12.
[12] HIRT G, CREMER R, WITULSKI T, TINIUS H C. Lightweight near net shape components produced by thixoforming [J]. Mater and Design, 1997, 18(4/6): 315-321.
[13] SEGAL V M. Engineering and commercialization of equal angular extrusion (ECAE) [J]. Mater Sci Eng A , 2004, A386(1/2): 269-276.
[14] MATHIEU J P, SUWAS S, EBERHARDT A, TOTHL S, MOLL P. A new design for equal channel angular extrusion [J]. J Mater Process Technol, 2006, 173(1): 29-33.
[15] JIANG J F. Research on Preparing AZ91D Magnesium Alloy Semi-Solid Billets by New SIMA Method and Thixoforging [D]. Harbin: Harbin Institute of Technology, 2005: 21-40.
[16] JIANG Ju-fu, LUO Shou-jing. Reheating microstructure of refined AZ91D magnesium alloy in semi-solid state [J]. Trans Nonferrous Met Soc China, 2004, 14(6): 1074-1081.
Foundation item: Project(50605015) supported by the National Natural Science Foundation of China
Corresponding author: JIANG Ju-fu; Tel: +86-451-86415464; E-mail: jiangjufu@hit.edu.cn
(Edited by LI Xiang-qun)

