������ʱ��: 2017-09-30 11:28
ϡ�н��� 2019,43(02),201-212 DOI:10.13373/j.cnki.cjrm.xy17060021
�Ͼ�����Ӷ�����ػ��յ��о���״
��� ���� ���ٹ� ���� ��Т��
������ɫ�����о���Ժ����ұ����ҹ���ʵ����
ժ Ҫ��
������, ���ŵ綯�����ʹ��ģ�����г��Ŀ��ٷ�չ, ��ΪĿǰռ������г��ݶ������Ӷ�����صIJ���Ҳ��֮��������, �����ķϾ�����Ӷ�����ص������ؽ����ֳ�����ʽ�����ǡ��Ͼ�����Ӷ�������к��д������ܡ�ﮡ������̡�ͭ�����Ƚ�ȱ��ɫ����Ԫ�غ���������ﮡ���ƫ����ϩ���ж��к�����, ���������Դ�����պ��������������ش����塣ͨ���Խ������Ͼ�����Ӷ�����ػ��մ������������ܽ�, ���ɳ��˷Ͼ�����Ӷ�����ص���Ҫ��������һ�����Ԥ���������δ����Լ���ȴ���3�����衣����, ���δ�������ȴ���������Ϊ�����������̵ĺ��Ļ���, ��������صĻ���Ч��Ӱ�������, ��3������������õķ�������ȱ���������ϸ���ܺͱȽϡ����ͨ����Ŀǰ��Ҫ��ʪ���ͻ��ս��бȽ�, ������ߵ���ȱ��, �����ʪ��������ϴ����Ͼ�����Ӷ�����ع���, ��չ����δ���Ͼ�����Ӷ�����ػ��ռ����ķ�չ����
�ؼ��ʣ�
�Ͼ�����Ӷ������ ;���δ��� ;��ȴ��� ;�������� ;
��ͼ����ţ� X705
����飺 ��� (1992-) , ��, ����������, ˶ʿ�о���, �о�����:�Ͼ�����Ӷ���������м۽����Ļ���, E-mail:lijianbotmj@126.com; *����, ����;�绰:010-60662768;E-mail:xzh63@126.com;
�ո����ڣ� 2017-06-15
���� ���ҹ��ʿƼ�����ר�� (2014DFA90920) ����;
Overview on Current Technologies of Recycling Spent Lithium-Ion Batteries Li Jianbo Xu Zheng Ji Zhongguang Sun Qi Huang Xiaozhen
National Engineering Laboratory of Biohydrometallurgy, General Research Institute for Nonferrous Metals
Abstract��
In recent years, the production of lithium-ion batteries (LIBS) , which occupied the biggest market share, increased rapidly along with the fast development of energy storage and electric vehicle. Therefore, the amount of wasted LIBS also increased as a result. The used LIBS contained large amounts of cobalt, lithium, nickel, manganese, copper, aluminum and other non-ferrous metal elements and poisonous and harmful materials, such as LiPF6 and polyvinylidene fluoride (PVDF) . So it played a significance role in the resource recycling and environmental disposing. This paper reviewed the current status of the recycling technologies of spent LIBS. Through reviewing the recycling technologies of recent years, the main treating process of spent LIBS was often classified into pretreatment, secondary treatment, and further treatment three steps, with the last two steps being the most significant for recycling. Moreover, this paper also compared the advantages and disadvantages of the treating techniques of these three steps in detail. At last, through comparing the present main technology of hydrometallurgy and pyrometallurgy process, the paper brought about the combination of two processes and the prospects of recycling technologies in the future.
Keyword��
spent lithium ion batteries; secondary treatment; further treatment; recycling and application;
Received�� 2017-06-15
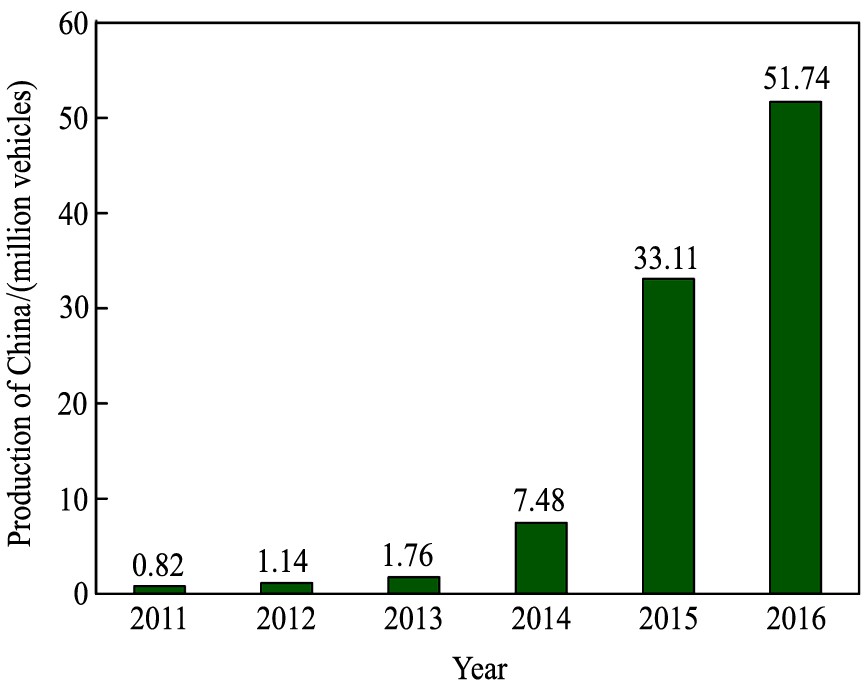
����ȫ��ʯ��Դ�������ȱ�ͻ���������������Ҫ, ��չ�綯�����Լ�����Դ���IJ����ͻ�����Ⱦ����Ϊ�㷺�Ĺ�ʶ�� ��������, ���ҶԵ綯������������, ��ʹ�綯�����IJ�����������, ����2016��, �й��ۼ������綯����101.4����, �г�������Ҳ�ӽ�100����
[1 ]
, ��ͼ1��ʾ�� Ȼ������Ͷ���г��ĵ綯�������ɱ���ػ�������������ֹ��Ļ��մ������⡣ �ݱ���, �ҹ�˽�ҳ����綯/���ʽ�����Ķ��������ʹ������ͨ��Ϊ4��6��; �����ڹ������� ����ȳ���, �䶯����������������, һ��Ϊ2��3��, 2016���й�����Ӷ�����صı�����Լ��5��8���, Ԥ�Ƶ�2020�걨�������ﵽ12��17��֡� ����Ӷ�������к��д������м۽������л���, �������Ի������û�������صĻ�����Ⱦ�Լ���Դ�˷�
[1 ]
�� Ŀǰ, ����Ӷ�����صĻ��պ������������Ѿ���Ϊȫ��ҵ��ע�Ľ��㡣 2017��1�¹���Ժ���������������������ƶ����з�����, ���������Դ�����������綯����������ػ���������ϵ��Ҫ��, ȷ���Ͼɵ�ع淶�������úͰ�ȫ���á� 2017��2�¹��Ų��� ���ͿƼ������Ϸ��������ڼӿ��ƽ�������Դ��ҵ��չ��ָ�������, ��չ����Դ������ػ�������ʾ������, �ص�Χ�ƾ��� �����ǡ� �����ǵ�����Դ������չ��������, �����Ե�ʾ��
[3 ]
��
ͼ1 2011��2016���й��綯�����������
Fig.1 Production of Chinese electric car from 2011 to 2016
���ڷϾ�����Ӷ�����ػ����ڷ��ɡ� ������ �ɱ��������������, �谭�˻����г��Ŀ��ٷ�չ�� ���������ҵ��ػ���ҵ���д��ڹ滮�������, ��س����ڶ�����ػ��շ���Ľ�չ������ �����ҹ��綯���������IJ�������, �Ͼ�����Ӷ�����ص�����Ҳ�ڳ�������, ����ζ���б�Ҫ�������ʵķϾ�����Ӷ�����ش��������� ���, ��չ�ԷϾ�����Ӷ�����صĻ����о����й�ʵ��ѭ�����úͿɳ�����չ������Զ���塣
1 ����Ӷ�����صĽṹ
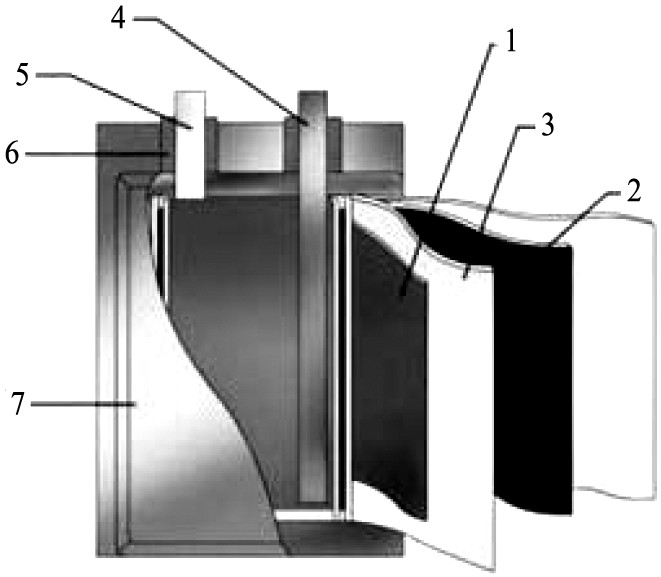
Ŀǰ�綯���������õ�����Ӷ��������Ҫ�ɵ�ذ�����, ��ذ��ɵ��ģ�顢 ��Ǻ͵�ع���ϵͳ��ɡ� ���ģ���ɼ�о�� ��Ǻͽ��̼��ȹ��ɡ� ����, ��о�к��д������м۽���, �����Ҫ��Լ�о���л��ա� ��о�Ľṹ��Ҫ�������ṹ�ͽ�����Ӳ���ṹ, һ�������ǡ� ������ ������ ��Ĥ�� �������� �������� �;�ԵƬ
[4 ]
�� �Գ�����������оΪ��, ��ṹ��ͼ2��ʾ��
����һ����������Ϊ����, �������Ϳ����������, �������ϰ���һ����ȵ������������� (������ﮡ� ������ﮡ� ����﮺���Ԫ���ϵ�) �� �������Ӽ� (����Ȳ�ڡ� ʯī��) �Լ�ճ��� (��ƫ����ϩ (PVDF) Ϊ��) �� ����Ԫ���ϵ��Ϊ��, ���������д������м۽���, ������ռ5%��20%, ��ռ5%��12%, ��ռ7%��10%, �ռ2%��5%
[5 ]
�� ����һ����ͭ����Ϊ����, �������Ϳ�������缫����, �������ϰ���һ����ȵĸ����������� (ʯī�� ��̼��) ��ճ��� (������ (SBR) �� ��ϩ������ (PAA) �� �ȼ���ά���� (CMC-Na) ��) �� ���� �����������ʷֱ���ճ������Ͼ���, Ϳ����������������, �پ�������, ��ѹ���Ƴ����������ϡ� ��Ĥ��PPĤ��PEĤ, ��Ϊ����Ͷ��ṹ, ������PP/PE/PPĤΪ���� ���Һ���ú�﮻�������Ϊ�������л��ܼ���϶���, ��������������� (LiPF6 ) Ϊ��; �л��ܼ�Ϊ̼����ϩ�� (EC) �� ̼������� (DEC) �� ̼������� (DMC) �ȼ����ܼ��Ļ��Һ�� �����������ϵIJ�ͬ
[6 ]
, ���Խ�����Ӷ�����ط�Ϊ����﮶�����ء� ������﮶�����ء� ����﮶�����غ���Ԫ���϶�����صȡ�
�Ͼ�����Ӷ������������Ⱦ�������, ���Դ�
[3 ]
�� �����ؽ�������� ��������� (LiPF6 ) �� ���ࡢ �������, ���Ա����オ�⡣ ��صĵ缫����һ�����뻷����, ����е��ؽ������ӡ� �л�� ̼�۳��� ������Ƚ�����������صĻ�����Ⱦ�� �����������ϻ�����ؽ�����Ⱦ, ��Ⱦˮ�������; �������ϻ������۳���Ⱦ; ���Һ����������Ⱦ�Լ��л�����Ⱦ; ��Ĥ���ϻ���ɰ�ɫ��Ⱦ�� ����ͭ�� ���� �ܡ� �̡� ﮵��м۽�������ʧ���������Դ���˷ѡ�
��������, �ԷϾ�����Ӷ�����ؼ��Ի�������, �������ƶ��й�ѭ�����õķ�չ, ͬʱ�����й�����̬��������������������塣
ͼ2 ��о�Ľṹ�����
Fig.2 Structure and component of pole shank
1-Positive;2-Negative;3-Separator;4-Negative tab;5-Positive tab;6-Insulated mat;7-Shell
2 �Ͼ�����Ӷ�����ػ�����״
�ԷϾ�����Ӷ�����ػ����봦��, Ŀ������Ч�����ظ����, ��ȡ��������е��м۽���, ͬʱ��С������Ի�������Ⱦ�� �ڹ�ȥ��ʮ��ʱ����, �д���������ר�������ܷϾ�����Ӷ�����ػ���
[7 ,8 ]
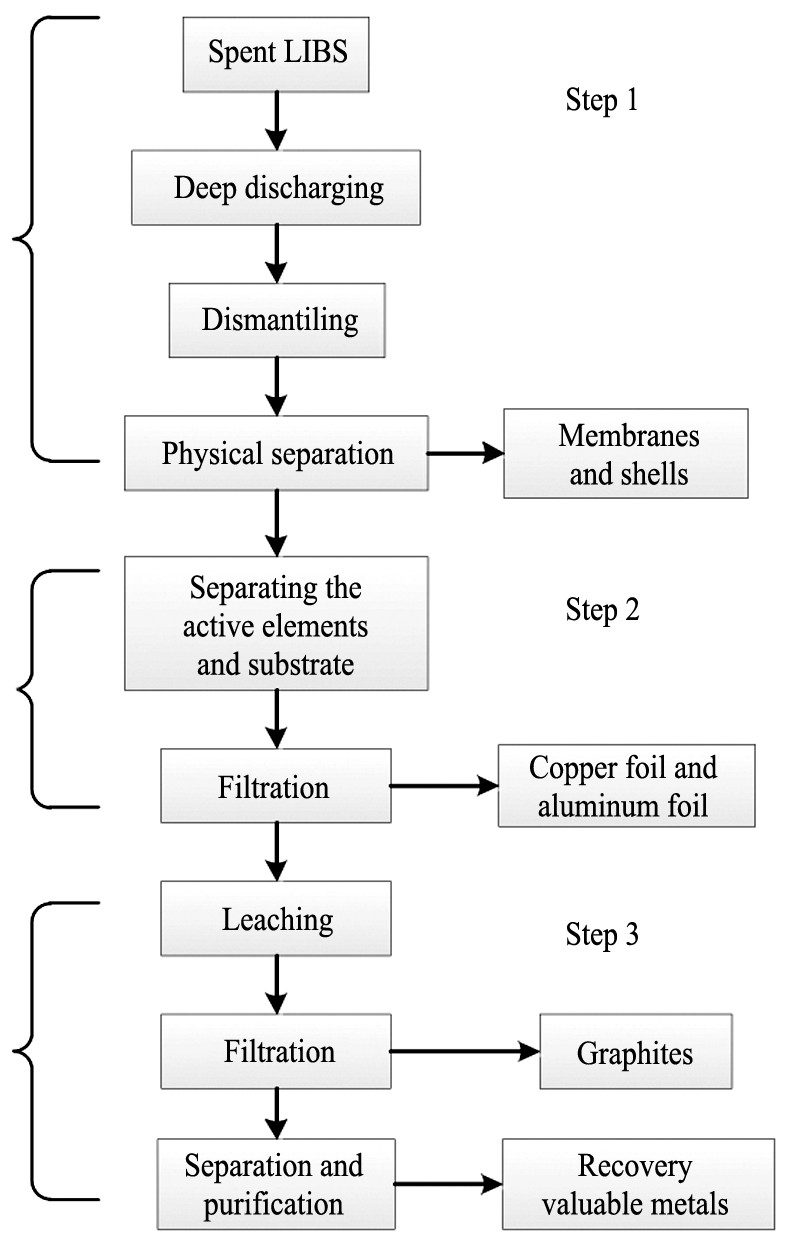
�� ͨ�����������Ͻ����ܽ�, ���ɳ��Ͼ�����Ӷ�����ػ��չ�����Ҫ��Ϊ����3������ (��ͼ3��ʾ) : Ԥ������ ���δ�������ȴ������衣
2.1Ԥ��������
��Ȼ�Ͼ�����Ӷ�����ص��˱��ϵĽ�, ���������Ȼ��һ���ֲ���ĵ���û�б����ĵ�, ����ڵ����Դ�����մ������֮ǰ, ��Ҫ�Ե�ؽ��зŵ紦���� ��������ز�ͬ, ����Ӷ�����صij�ŵ�����л���ɲ��ֽ����ճ�����������ı���, ����﮼�����ˮ������Ӧ����H2 ; ����, ����Ӷ�������к��еĵ��Һ��ˮ�������ж���HF�� ������Щ���, �ڻ��յ�����м۽���ǰ, ��Ҫ�ȶԵ�ؽ��к��ʵ�Ԥ����
[9 ]
, ������ЩDZ�ڵ�Σ�ա� Ԥ����������Ҫ������ȷŵ���̡� ���顢 ������ѡ���̡�
2.1.1 ��ȷŵ����
Ϊ�˱�������ȼ, ����ڴ���ǰ��Ҫ���Ͼ�����Ӷ��������ȷŵ硣 Ŀǰ, ��ȷŵ���Ҫ�������ַ���, ���ݷ��͵��跨��
���ݷ���ָ����ؽ����ڵ������Һ��, �Ӷ���ʹ�����ȫ�ŵ�, ���õĵ������Һ��Na2 CO3 ��Һ��NaCl��Һ�� �����
[10 ]
���Ͼ�����Ӷ����������H2 SO3 ��Һ�� Na2 CO3 ��Һ�Լ�NaCl��Һ����24 h�� ���������, ��NaCl��Һ���ݺ�ĵ��, �����ѹ��͡� ���ݷ����ŵ����ܹ�������е�ʣ�������ȫ�ͷų���; ͬʱ�ŵ������, ���Ҳ������ֹ��ȵ����� ȱ���ǽ��������ʱ�䳤��
ͼ3 �Ͼ�����Ӷ�����ػ��չ�������
Fig.3 Recycle process of spent lithium ion batteries
���跨��ָ������Ӷ�������������ӵ��������������, ��ɵ�ض�·, ʵ�ֵ����ȫ�ŵ硣 Kr��ger��
[11 ]
�����˽�����ĩ��ʯī��·���ַ�ʽ�ԷϾ�����Ӷ�����ؽ��зŵ硣 ���跨���ŵ��Ƿŵ������ȫ; ȱ���Ƕ�ʱ���ڻ���۴�������, ���ܵ��µ�ر�ը��
2.1.2 �������
�Ͼ�����Ӷ�������ڽ������յĴ���֮ǰ��Ҫ����������鴦��, Ϊ�����Ĵ��������Ѷ�
[12 ]
�� ������ָ�ƻ�����и����ϵ�������̬, �������з������ĥ, Ȼ�����ѡ�� ұ����ֶ�ʵ�ָ����ϵķ���ͻ���
[13 ,14 ]
��
����еĵ��Һ������ˮ��Ӧ, �����ж���HF����, ��Ӧ�繫ʽ (1) ��ʾ:
LiPF6 +H2 O��LiF+POF3 +2HF (1)
���, Ϊ�˷�ֹ�ж�����HF�IJ���, �Զ�����������
[15 ]
����ش������ϡ��ˮ (pH=9��10) ��Һ��, ������ͷų����ĵ��Һ��ˮ��Ӧ���ɵ�HF����Һ����, �����ķ�Ӧ�繫ʽ (2) ��ʾ:
HF+NaOH��NaF+H2 O (2)
�ٶԽ��ݺ�ĵ�ؽ������鴦���� Georgi-Maschlera��
[16 ]
ͨ�����������Һ���е��´���4 min, ��ʹ����и��ɷ�ʧ��, Ȼ���ٽ������鴦��, ���������¿�����Ч��������﮺͵��Һ�Ļ���, �Ӷ���С������������в�����Ӱ��, ���÷����ɱ�����, ��ҵ�����в����п����ԡ� Recupyl ����
[17 ]
��������ڳ�������Ͷ�����̼�Ķ�������������, ���ַ�����Ч�������﮺͵��Һ��ˮ�Ӵ�, �Ӷ���������в�������HF�� Batrec����
[12 ]
�Ƚ��Ͼ�����Ӷ�����صĸ��ɷ�һһ�ֿ�, Ȼ�õ��ĸ��ɷֱַ����ڶ�����̼�����з���, ����в���Ľ���﮻��������̼���巴Ӧ, �Ӷ�����������������д�����Σ����
����������̲���������ȫ�ܱյĻ����½���, ����������л���Ļӷ�����Ⱦ�������ܱߵĻ���, �Ӷ�Σ�����˽���
[18 ]
��
2.1.3 ������ѡ����
������ѡ������Ҫ������ѡ���������Ƭ�е���Ǻ�Ĥ�� ������Ǻ�Ĥ�����������ء� �ɸ��ԡ� ���Ե����ʵIJ���, ���ò�ͬ��������ѡ�ķ�ʽ��ѡ����Ǻ�Ĥ�� Shin��
[19 ]
�����һ���µĴ����Ͼ�����﮵�صķ����� �������顢 ɸ�֡� ��ѡ�� ϸĥ�Լ�������ѡ�ȷ�ʽ, �������Ƭ�еĸ��ɷַֿ�, �Ӷ����������Ǻ�Ĥ�� Bertuol��
[20 ]
��ˮ����ϴ�������ڷϾ�����﮵�ش���, ����, �ð�ĥ���������ĥ��10 mm����, ����ĥ��ĵ����Ƭ����ɸ��Ϊ0.211 mm����ɸ��, ɸ����ΪLiCoO2 ��ʯī�Ļ��� ��ɸ��������ˮ����ϴ����, ˮ����ϴ����ɸ����������, �������Ƭ�и��ɷ�һһ����, ���ɷֱ�õ������� ������ ��Ĥ�� ��ǡ�
ͨ��������ѡ���Ȼ��ո�Ĥ�����, �õ�����������������������ڻ�е�������û���ɲ������������ϴӻ�������������, ���Ǵֲ��ϻ������ڻ�����, ���, Ҫ�������ĵ����Ƭ���ж��δ�����
2.2���������
���δ��������Ŀ������ʵ�����������Բ����������ȫ���롣 ���ڸ���ճ���һ�����ˮ����ճ���, �������Բ�����ͭ��֮���ճ�����ý���, ��������Ƭ����ˮ��Һ��, ǿ���������ʵ��������ȫ���롣 ������ճ�����PVDF��N-��������ͪ (NMP) �Ļ����Һ�� �����ܼ�NMP��������, �Ӷ��������������������ճ������ǿ, ���ڷ��롣 ���, �ڶ��δ���������, ��Ҫ��ʵ��������������������, Ŀǰ���õķ������ȴ������� �л��ܼ��ܽⷨ�� ��Һ�ܽⷨ�Լ���ⷨ��
2.2.1 �ȴ�����
�ȴ������ǽ������ĵ����Ƭ����һ���¶���, ��ʹPVDF�ӷ���ֽ�, �Ӷ�ʵ�����������������ķ��롣 ��������Ƭ�ļ����¶�Ϊ380��400 ��ʱ, PVDF�����ֽ�; ���¶�Ϊ600��700 ��ʱ, �������Ӽ�������������ȼ�շ�Ӧ, ��ʱ����Ҳ���ۻ� (�۵�Ϊ660 ��)
[21 ]
�� ���, ��ͨ���趨�����¶�, ʹPVDF�ֽ�, ʵ�������������������롣 Sun��Qiu
[22 ]
���Ͼ�����﮵����Ƭ����600 �����ռ�������, ����30 min, PVDF�ڸ������Ƚ���ȫ�� 600 �����������, �������Ӽ�����ȼ��, �Ҽ����¶�δ�ﵽ�����������ʵķֽ��¶�, �Ӷ�ʵ��������Լ��������Ӽ�����ȫ���䡣 Christian��
[20 ]
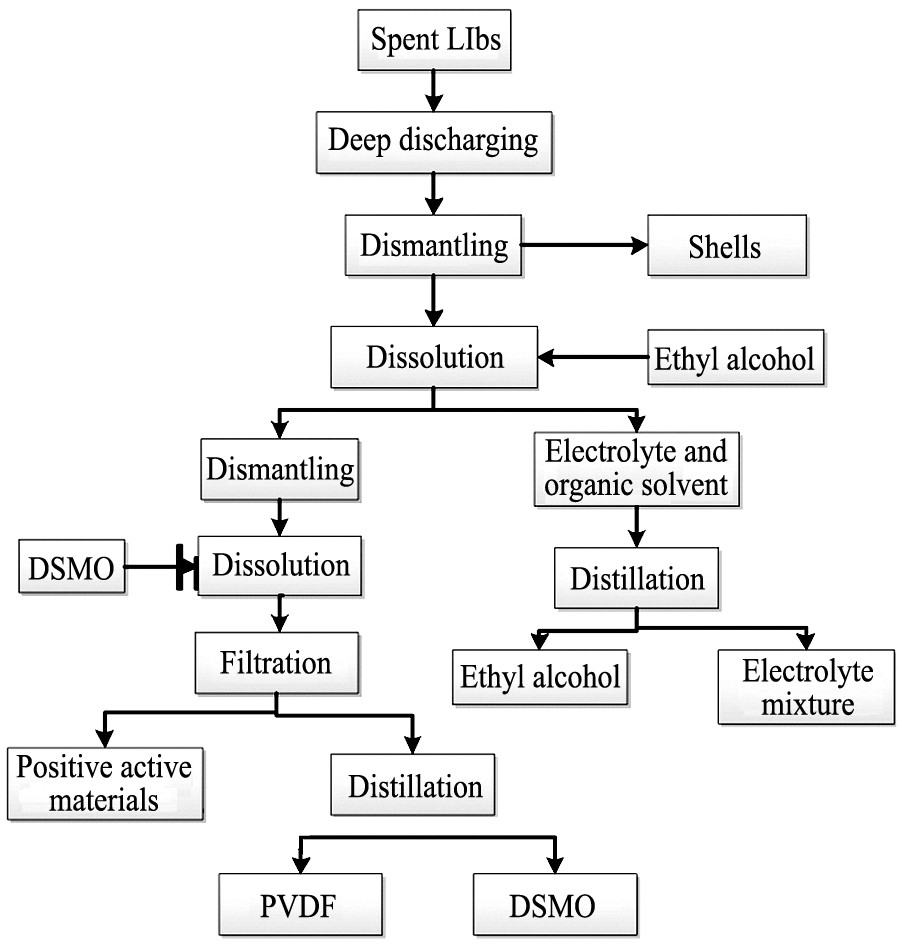
�����һ�����͵Ļ��շϾ�����Ӷ�����صķ��� (��ͼ4��ʾ) �� �����ڶ��������н��Ͼ�����Ӷ����������, ���Ž��õ��ĵ����Ƭ����, �ӷ��������������������, ����ͨ����ѡ�ķ�ʽ��ѡ�����, ѡ��ZigZag��ѡ����ѡ����Ĥ, Ȼ�����Ƭ��������¯�б���, ����պ�ĵ����Ƭ�����ض��ķ�ѡ���з�ѡ, 97.1%�����������ܴ����������䡣 Song��
[23 ]
����ѡ��ĵ����Ƭ�ֱ���350, 400, 450 ���¼���2 h, ���Ⱥ�ĵĵ����Ƭ���ڽ������, ǿ������, ������������ܴ���������ȫ���䡣 Christian��
[21 ]
�о��˲�ͬ�¶���PVDF�ı仯, �������: PVDF��350 �濪ʼ�ֽ�, 20 min ���¶ȴﵽ550 ��ʱ, PVDF�ķֽ���Ϊ98.85%, ���¶ȴﵽ580 ��ʱ, PVDF�ֽ���ȫ, ���, �ȴ����������¶�Ϊ500��580 �档
ͼ4 һ�����͵Ļ��շϾ�����Ӷ�����صĹ�������
Fig.4 A new process used to recycle spent lithium ion batteries
�ȴ��������ռ�, ��������, ������Чȥ��ճ����� ����, �����ȴ��������е���е��л���ֽ�����к�����, ��Ҫ����Щ�к��������վ���, ��ֹ����Ⱦ����, ����������Ⱦ��
2.2.2 �л��ܼ��ܽⷨ
�л��ܼ��ܽⷨ��һ�ָ�Ч�������������������ķ���, �����顢 ��ĥ��������������ض����л��ܼ����, ͨ���л��ܼ���PVDF֮��������, ���������벭Ƭ֮���ճ����, ��ʹ���ϴӲ�Ƭ�����䡣He��
[24 ]
���ݡ��������ܡ�ԭ��, ѡ��N-��������ͪ (NMP) ��Ϊ�л��ܼ��������Ͼ���Ԫ���� (Ni, Co, Mn) ����Ӷ������, �����¶�Ϊ70 ��, �ó���������90 min, ��������������ϵ������ʴﵽ99%�� Zhou��
[25 ]
�ֱ���N-���������� (DMF) �� N-���������� (DMAC) �� N-��������ͪ (NMP) �ȼ��ֲ�ͬ���л��ܼ����ܽ�Ͼ�����Ӷ��������Ƭ, �����¶ȵ�����, PVDF����3���л��ܼ����ܽ�Ȳ�������, ���¶ȴﵽ70 ��ʱ, PVDF��3���л��ܼ��е��ܽ�����, ��DMAC, NMP, DMF�е��ܽ�ȷֱ�Ϊ214, 216, 176 g��L-1 �� Bankole��
[26 ]
�Ƚ���DMAC, NMP, DMF����, ������ (DMSO) ��4�ֲ�ͬ���л��ܼ���PVDF���ܽ�Ч��, ���ѡ�õͶ��� ������ �ɱ��͵�DMSO�ܽ�Ͼ���Ԫ���� (Ni, Co, Mn) ����Ӷ������, ����������ͼ5��ʾ�� ��60 ����, ����85 min, ���õ��ɾ�����������, ��ֱ������ұ�����ա�
ѡ���ض������л��ܼ��ܹ���Ч�ܽ�ճ���PVDF, ͬʱ����һ���ֵ��Һ�� ���л��ܼ������ж�, �����ɱ���Խϸ�, �Ҵ�����IJ���Һ���л���ɷָ���, ���������Ѷȴ�
2.2.3 ��Һ�ܽⷨ
��Һ�ܽⷨ�ǻ��ڵ����������������, �����������ܽ��ڼ�Һ��, ���������ϲ���������Ӧ��
�����
[27 ]
���ü�Һ�ܽⷨ�������Ͼ�����﮵��, �ֹ�����غ�, �õ���ص����������� ������������ˮ�н��ݽ���, ���ɵõ�������ͭ���� ��������1.5 mol��L-1 ��NaOH��Һ��, ����NaOH�����������ʵ�����Ϊ2.5��1.0������Һ, �������½��账��15 min, ���������ȫ�ܽ�, ��������ʵ�����䡣 ���ü������������ȫ��ȥPVDF, �Ժ����Ľ��������� �����������������ڸ��������ջ����л������ܽ�, ʹPVDF�ֽ���ܽ�, ��ɢ��������, Ȼ���ٽ�������� ��С�ƺ������
[28 ]
����Һ�ܽⷨ���л��ܼ��ܽⷨ��ϴ����Ͼ�����﮵�ء� �������Ƭ����0.4 mol��L-1 ��NaOH��Һ��, �ڹ�Һ��Ϊ100 g��L-1 ��������, ���� 10 min�� ���ˡ� ϴ�Ӻ�, ���õ��Ĺ����������NMP��Һ��, �ڹ�Һ��Ϊ100 g��L-1 ��������, �¶�Ϊ60 ��, ����30 min, ����ʵ������������PVDF����ȫ���롣
ͼ5 �л��ܼ��ܽⷨ���շϾ�����Ӷ�������е��м۽�����������
Fig.5 Process of recycling valuable metals from spent lithium ion batteries by organic solvent
��Һ�ܽⷨ���ŵ������ܹ���ȫ�ܽ�����ʵ���������ϵ����䡣 ���ܽ��������Ҫ���Ĵ����ĸ�Ũ�ȼ�, ���豸Ҫ���; �ܽ������������AlO- 2 , �����ں����ķ����ᴿ��
2.2.4 ��ⷨ
��ⷨ��ָ����ӵ�����������, ���õ������в����������������, ʵ���������ϵ����䡣 ��Զ����
[29 ]
�����һ�ַϾ�����Ӷ�����ص���¹���, ��Ǧ��Ϊ����, ����﮵������Ϊ����, �����ҺΪ������Һ�� ��������, �����120 minʱ, ������������ȫ����������������, ʵ�����߷���, �������������� �Ž�
[30 ]
�ԷϾ�����Ӷ�������������Ͻ����˵������������, ѡ�ò��缫Ϊ����, ����Ϊ2.5 cm��5 cm������, �����ҺΪ����������������Һ, ��������ת��Ϊ100 r��min-1 , ���ʱ��Ϊ100 min, ˮԡ�¿����¶���45 ��, �����ܶ�Ϊ30 mA��cm-2 �� ͨ������, �������ϴ������ϰ���, ʵ�����߷���, ����������
��ⷨ���ŵ����ܹ�ʵ�����������������ķ���, �õ�����������, ͬʱҲ�ܴ�ʹ�����������ϵ��ת��Ϊ������ʽ�����ڵ��Һ��, ���ں��������� ȱ���ǵ������Ĵ�; ������������������Ϳ���ȽϺ�, �ᵼ�µ��Ч�ʵ͡�
���δ�����õ��ĵ����Ƭ, ������ϴ�Ӻ�õ��������������ϡ� ������ֱ������ұ������, ������������Ҫ������ȴ����������е��м۽�����
2.3��ȴ�������
��ȴ���������Ҫ���������ͷ����ᴿ�������̡� ����������Ҫ�����������������ַ���, �����ᴿ������Ҫ�г������� ��ȡ���͵绯ѧ����
2.3.1 ��������
(1) �����:
�������Ӧ�úܹ㷺��һ�ֽ�������, �ܶ��о�����ͨ���������� (����
[31 ]
, ����
[32 ]
, ����
[33 ]
) ���л��� (������, ����, ����Ѫ��, �������) ����������Ӷ�������������ϡ� ����Co3+ ����, ���һ����Ҫ����H2 O2 ��Ϊ��ԭ��, ��LiCoO2 Ϊ��, ��ѧ��Ӧ����ʽ�繫ʽ (3) ��ʾ:
6H+ +2LiCoO2 +H2 O2 �� 2Li+ +2Co2+ +H2 O+O2 (q) (3)
Jouli����
[34 ]
�Ƚ��� (HCl, H2 SO4 , HNO3 ) ����Ԫ���� (Ni, Co, Al) ����Ӷ�����ؽ���Ч���� ���������: ����4 mol��L-1 HCl, ��Һ��Ϊ200 g��L-1 , ��90 ���½������18 h, ���õ�Li, Ni, Co, Al�Ľ����ʷֱ�Ϊ83.7%, 85.6%, 91.2%, 81.5%�� Nayl��
[35 ]
������һ��������Ӷ��������Al, Cu, Ni, Co, Mn, Li���������̡� ���Ͼ�����Ӷ�����ؾ������顢 ��ĥ�� �����, �õ��Ĺ����������2 mol��L-1 H2 SO4 ��4% H2 O2 �����Һ��, ���¶�Ϊ70 ��, ��Һ��Ϊ100 g��L-1 ��, �������120 min, Li, Co�Ľ����ʷֱ�Ϊ98.8%, 95.9%��
�������������ǿ, ���豸��Ҫ��ߡ� ���, ������ѧ�߳������л����������Ͼ�����Ӷ�����ء� Li��
[36 ]
�ڳ������ĸ�����, �ֱ�ʹ�������� (C6 H8 O7 ) , HCl��H2 SO4 ����������﮵�ء� ����0.5 mol��L-1 C6 H8 O7 ��0.55 mol��L-1 H2 O2 ��Ϊ��ԭ��, ��90 W�ij�������, �����¶�Ϊ60 ��, ��Һ��Ϊ25 g��L-1 , �������5 h, Co, Li�Ľ����ʷֱ�Ϊ96.13%, 98.4%�� ������ͬ������ʹ��HCl��H2 SO4 ʱ, Co�Ľ����ʷֱ�Ϊ76.42%��45.78%, ԶԶ������C6 H8 O7 ��Co�Ľ����ʡ� Zeng��
[37 ]
�����ʹ�ò��� (H2 C2 O4 ) �����շϾ�����﮵�����ܺ�﮵��·����� ����Ҫ����H2 O2 , ʹ��1 mol��L-1 ��H2 C2 O4 , ��90 ��, ��Һ��Ϊ15 g��L-1 ��, �������150 min, Co, Li�Ľ����ʷֱ�Ϊ97%, 98%�� ʩƽ��
[38 ]
�����ʹ���������� (C6 H12 O7 ) ��������Ԫ���� (Ni, Co, Mn) ����Ӷ�����ء� ʹ��1 mol��L-1 ��C6 H12 O7 , ��70 ����, ��Һ��Ϊ30 g��L-1 , �������80 min, Co, Mn, Ni, Li�Ľ����ʷֱ�Ϊ97%, 96%, 99%, 99%�� �����������Ԫ�����кܺõĽ���Ч��, ��ҵӦ��ǰ���ܺá� Zhang��
[39 ]
���ɽ�������������������� (CCl3 COOH) ���ڽ�����Ԫϵ (Ni, Co, Mn) ����Ӷ�����ء� ����3 mol��L-1 ��CCl3 COOH��4%��H2 O2 �Ļ��Һ��Ϊ����Һ, ��60 ����, ��Һ��Ϊ50 g��L-1 , �������30 min, Ni, Co, Mn, Li�Ľ����ʷֱ�Ϊ93.0%, 91.8%, 89.8%, 99.7%, ��Al�Ľ����ʵ���7%��
����Ľ���Ч�ʸ�, ��������, �㷺Ӧ���ڹ�ҵ������; ���ڽ��������л�����ж��к����� (Cl2 , SO2 , NO2 ��) , ���������Է�Һ���ڴ���, �����������Ⱦ�� �л���ijɱ���Խϸ�; ���л������Ԫϵ����Ӷ�����صĴ���Ч����, ���Է�Һ��pH��, ���ں����������ա�
(2) ���������:
���ڸ�Ч�ʡ� �ͳɱ��ͽ��ٵĹ�ҵҪ��, ��������ķ����Ѿ������˿��й����ߵ����� ����������Ĺ�����, ����������� ϸ�����ֳ���������ѧ����Ҫ�ķ�Ӧ, ��ʹ�����Լ��ܹ������������� �����������, ������������л�Ĺ�����Ҳ�����һ������, �ⲿ����Ҳ�����������Ͼ�����Ӷ�����ء�
Ŀǰ, ���ڽ����Ͼ�����Ӷ�����ص�������Ҫ��������, ������������˾��� ���������ݾ�������������˾�
[40 ]
�� Mishra��
[41 ]
������������������˾�����������﮵��, ͬʱ����һЩ������Ϊϸ���ṩ����, ��������������˾��ܽ�S2- ת��ΪH2 SO4 , ֱ�ӽ�������ﮡ� ���������: Co�Ľ������ʱ�Li��, ͬʱ, �ڷ�Ӧ�Ĺ�����, ��������Ҳ�ܽ���, ���ɵ�Fe3+ Ҳ���������﮵Ľ���, ���߽��, ��������˽���Ч��, Co������Ϊ65.2%�� Xin��
[42 ]
����������˾�������������˾�����, ���������Ͼ�����﮵�ء� ���õ��Ľ���Һ��Co2+ , Li+ ��Ũ�ȷֱ�Ϊ920, 470 mg��L-1 �� Zeng��
[43 ]
�о�����Cu2+ Ϊ����, ��������������˾��ԷϾ�����﮵�ؽ���Ч�ʵ�Ӱ�졣 ��0.75 g��L-1 ��Cu2+ ������, 6���Co2+ �Ľ�����Ϊ99.9%, ���ڲ�����Cu2+ �������, 10 d��Co2+ �Ľ�����ֻ��43.1%�� �������: Cu2+ ������������������˾���������﮵�ؾ�������Ӱ�졣
���������ȱ���ǽ���ʱ�䳤, ���ؽ������Ӻ��������ӵ������, ϸ����ֳ����������ѡ�
������������������, �����Ƭ�е��м۽��������ӵ���ʽ�������Һ��, �Խ���Һ�еĽ������ӷ����ᴿ, �õ���Ӧ�Ľ����������Ʒ, ����������չ��̡�
2.3.2 �����ᴿ����
�����ᴿ������Ҫ�л�ѧ������, �ܼ���ȡ��, �绯ѧ��, Ŀ�����ڶԽ���Һ�е��ؽ������� (Co2+ , Li+ , Ni2+ , Mn2+ , Cu2+ , Al3+ ��) ���з����ᴿ���ա�
(1) ��ѧ������:
��ѧ�������������Һ�������ض��ij�����
[44 ]
, ������Һ�еĽ������ӳ�������, �õ���Ӧ�Ľ����������Ʒ�� ��ѧ�������ĺ����ǿ��ƺ���Һ��pH, �ڲ�ͬ��pH��, ��������Ӧ�Ľ������ӡ� �����ij��������������� (NaOH) �� ������� (KMnO4 ) �� ����� ( (NH4 ) 2 C2 O4 ) �� ����ͪ� (C4 H8 N2 O2 ) �� ̼���� (Na2 CO3 ) �ȡ�
Wang��
[45 ]
��NaOH, KMnO4 , Na2 CO3 ���ֳ���������ʹ��, �������ս���Һ�� (Ni2+ , Co2+ , Mn2+ , Li+ ) , ���õ�Ni (OH) 2 , Co (OH) 2 , MnO2 , Li2 CO3 ������Ʒ, Ni2+ , Co2+ , Mn2+ , Li+ �Ļ����ʷֱ�Ϊ97.43%, 96.94%, 98.23%, 96.97%, ����������ͼ6��ʾ�� Nayl��
[28 ]
��NaOH��Na2 CO3 ��Ϊ������, ͨ�����ڽ���Һ��pH�������ս���Һ�е��ؽ������ӡ� ����ͨ������NaOH���ڽ���Һ��pH��7.5, ����Na2 CO3 , ��Mn2+ , �õ�MnCO3 ����; ����pH��9.0, ����Na2 CO3 , ��Ni2+ , ��NiCO3 ����; ����pH��11��12, ��Co2+ , �õ�Co (OH) 2 , ������Na2 CO3 , ��Li+ , �õ�Li2 CO3 ������ Mn2+ , Ni2+ , Co2+ , Li+ �Ļ����ʷֱ�Ϊ97.8%, 99.4%, 99.6%, 98.8%�� ��Ȼ���õ��ĸ����������ӵĻ����ʺܸ�, ��������Щ���Ӷ�����Na2 CO3 ��Ӧ�����ɳ���, ����NaOHҲ��ʹ���еIJ��ֽ����������ɳ���, ����NaOH����pHȻ������Na2 CO3 ��Ϊ�������ᵼ�����յõ��ij�����Ʒ������ Li��
[46 ]
���ó����������շϾ�����﮵�ؽ���Һ�е�Co2+ , ͨ������NaOH���ڽ���Һ��pH��4.5��6.0, Co2+ �Ļ�����Ϊ99.3%, ��pH����7ʱ, ��Һ�е�Fe3+ , Cu2+ , Al3+ �Ļ����ʷֱ�Ϊ91.5%, 92.7%, 95.6%��
��ѧ������ֻ�������Һ��pH, �����ض��ij�����, ����ʵ�ֹ�ҵ������, �����ʽϸ�, �ɱ��ϵ͡� �����ڽ���Һ���ж��ֽ�������, �ڳ��������в��ɱ���ػ���ּ������ӹ�ͬ���������, �Ӷ��������õ��ij�����Ʒ�к�������, ���Ȳ��ߡ�
ͼ6 ��ѧ���������ս���Һ���м۽������ӹ�������
Fig.6 Process of recycling valuable metals ion from leaching solution by chemical precipitation
(2) �ܼ���ȡ��:
�ܼ���ȡ����Ŀǰ���õĻ��ս���Һ���м۽������ӵķ���, �������ض����л��ܼ�����Һ�е��м۽������� (Ni2+ , Co2+ , Mn2+ ��) �γ������, �Ӷ��Խ������ӽ��з�����ա� ���õ���ȡ���� (2, 4, 4-�������) ��� (Cyanex272) �� (2-�һ��������-��-2-�һ�����) �� (PC88A) �� (2-�һ��������ᵥ-2-�һ�) ���� (P507) �� ������ (TOA) �� �� (2-�һ�����) ���� (D2EHPA) �� �������ױ���, ������������ȡ�����ϻ��ս���Һ�е��м۽�������, ��ַ������ַ���������, ������Ч����м۽������ӵĻ�����
[47 ]
��
Kang��
[48 ]
���о�����, ѡ��0.4 mol��L-1 Cyanex 272��Ϊ��ȡ��, ��pH=6.0ʱ, Co/Li�Լ�Co/Ni�ķ����ʿ��Դﵽ75%����, ��O/A=2ʱ, Co�ķ����ʿ��Դﵽ99.9%, ���Co2+ �Ļ�����Ϊ92%�� Jha��
[49 ]
��15%��Cyanex272��Ϊ��ȡ��, 3%���ҿ�����ú����Ϊϡ�ͼ�, ������ȡ���ս���Һ��Co2+ , ����O/A=1, ��ȡ5 min, ���Co2+ �Ļ����ʴﵽ99.99%�� Suzuki��
[50 ]
�����˷ּ����ս���Һ���ؽ������ӵķ���, �������ո���Co2+ , Cu2+ , Li+ , Al3+ , ʹ��H2 SO4 ��NaOH������pH, ��pH=1.5��2.0ʱ, ����Acorga M5640����ȡCu2+ ; ����pH=2.5��3.0, ��PC88A����ȡAl3+ ; ����pH=5.5��6.0, ����PC88A��TOAЭͬ��ȡCo2+ , ������Na2 CO3 ��������Һ�е�Li+ �� �õ������ؽ������ӵĻ����ʴﵽ98%���ϡ� Chen��
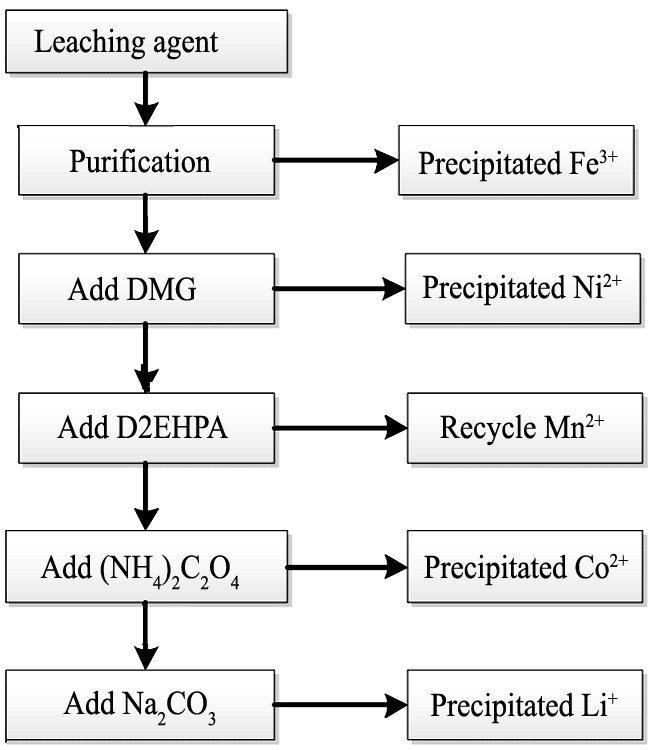
[51 ]
��C4 H8 N2 O2 , (NH4 ) 2 C2 O4 , Na2 CO3 Ϊ������, ��D2EHPAΪ��ȡ�������ս���Һ�е�Ni2+ , Co2+ , Mn2+ , Li+ , Fe3+ , ����������ͼ7��ʾ�� ���õ�Ni2+ , Co2+ , Mn2+ , Li+ �Ļ����ʷֱ�Ϊ98.7%, 98.2%, 97.1%, 81.0%��
2.3.3 �绯ѧ��
�绯ѧ���ֳƵ������, �����ڴ����Ͼ�����﮵�ء� ͨ���绯ѧ��ԭ����������Һ�е�Co3+ ת��Co2+ , �����Co (OH) 2 ����ʽ���������������� Shen
[52 ]
���������绯ѧ������������շϾ�����﮵���е��ܡ� ���� 10 mol��L-1 ��H2 SO4 , ��70 ���½���1 h, �ܵĽ����ʴﵽ100%�� ����pH��2��3, �¶�Ϊ90 ��, ��ȥ����Һ�ж�����ؽ������ӡ� ���ڵ����ܶ���235 A��m-2 , ����������ܹ��õ�������Co (OH) 2 , �ܵĻ����ʴ���93%�� Garcia��
[53 ]
ͨ������, ������ȥ������ؽ�������, �õ�ֻ����Co2+ �Ľ���Һ�� ��Ag�缫Ϊ����, ���ڵ�ѹ��1.50 V, ���Co2+ �Ļ�����Ϊ96%�� ���õ���������������850 ���±���1000 h, ���õ���ֱ��������ҵ���۵�Co3 O4 ��
ͼ7 �ܼ���ȡ�����������ϻ��ս���Һ���м۽������ӹ�������
Fig.7 Combination of chemical precipitation and solvent extraction during recycling valuable metals ion from leaching solution
�绯ѧ�����ŵ����������������, �ɵõ����Ⱥܸߵ��ܵĻ�����, ��ֱ�����ڵ缫���ϵ��Ʊ��� ȱ������Ҫ���Ĵ����ĵ��ܡ�
3 �� ��
�Ͼ�����Ӷ��������Ϊһ��Σ�շ�����, ������������Ļ���������Ⱦ����, ����Ӱ�쵽�˺Ͷ���Ľ����� ͬʱ, �Ͼ�����Ӷ�������к��д������м۽��� (Co, Ni, Li, Mn, Al, Cu, Fe��) , ���շϾ�����Ӷ�������е��м۽����ܴ����ܺõľ���Ч��, ʵ����Դ�Ŀɳ�����չ��
Ŀǰ��ҵ��Ӧ�õĻ��շϾ�����ӵ�صķ����Ի�ұ���պ�ʪ��ұ����Ϊ���� ��ұ���մ������� ���ռ� �ܴ�������ӵĵ��; ����ұ���ճɱ��ߡ� ���豸��Ҫ��ߡ� ���������л�����������к����塣 ʪ��ұ���մ����ɱ��͡� �м۽����Ļ����ʸߡ� �����ȶ��Ժ�; ��ʪ��ұ�������̳�, ������С, ���������в��������ķ�Һ���һ������������ �������ֹ��յ���ȱ��, Ŀǰ�Ͼ�����Ӷ�����ػ����Լ���Դ���о���ʪ��ұ��ͻ�ұ�����Ϲ���Ϊ���� ��Ԥ��������Ļ����ϲ����ȴ������ո�����������, ͨ������� ��ȡ����ȴ���������Ч���շϾɵ���е��м۽�����
���Ź��һ������ȵIJ��ϼ�ǿ, �Լ��м۽�����Դ�IJ����ѷ�, �Ͼ�����Ӷ�����ص���Դ�����ռ�����������ɫ����, ��Ч���յķ���չ, ��Ҫ��ע���¼�������:
(1) Ԥ���������еİ�ȫ���⡣ �Ͼ�����Ӷ����������Σ�շ�����, ���������д��ڱ�ը��Σ��, �����Ҫ�ھ���ȫ�Ļ������Զ���Ч������ ͬʱ, ���ڵ���е��Һ���д����л����Լ�LiPF6 ���ж��к�����, �ڴ�����������Ҫ��һ��������ЩDZ��Σ����
(2) ���δ��������е���Ⱦ���Ρ� ���δ���������, �ȴ����������SO2 , NO2 , NO���к�����; �л��ܼ��ܽⷨ�ܽ�����Һ�к��д������ҳɷָ��ӵ��л���; ��Һ�ܽⷨҪ��ʹ��ǿ����Һ�����ܽ�, �õ�����ҺpH��, ��Ҫ��һ�������� �����ȴ������е��к����������������, �����л��ܼ���Һ�ͼ�Һ��Һ���迼��ѭ�����á�
(3) ��ȴ��������е���ȫ���ա� ���ú��ʵĽ�������һ����߷Ͼɵ�����м۽����Ľ�����, ͨ������ѧ���������ܼ���ȡ�������߽���Һ���м۽������ӵĻ�����, �õ�����Ҫ��Ľ����������Ʒ��
(4) �Ͼ�����Ӷ�������и��ɷֵ��ۺϻ������á� Ŀǰ���յ��ص�����������, �м۽���������, ���ü�ֵ�� ���Ƕ��ڵ���е������ɷ�, ��Ĥ�� ���Һ�� �������Բ��ϵ����ʻ�������, ��Ҫ��ǿ����Щ�ɷֵĻ����о���
�����
[1] Tong Z J. The analysis report about dynamic battery industry [A]. The Fifth Annual Power Battery Recycling and Secondary Recycling and Regenerative Technology Seminar [C]. Beijing, 2017. 54. (ͯ־��. ������ػ�����ҵ�������� [A]. ����춯�����ػ��������߶��λ����������������ֻ� [C]. ����, 2017. 54.)
[2] Wu Y, Pei F, Jia L L, Liu X L, Zhang W H, Liu P. Overview of recovery technique of valuable metals from spent lithium ion batteries [J]. Chinese Journal of Rare Metals, 2013, 37 (2) : 320. (��Խ, ���, ��··, ������, ���Ļ�, ��ƽ. �Ͼ�����ӵ�����м۽����Ļ��ռ�����չ [J]. ϡ�н���, 2013, 37 (2) : 320.)
[3] Li L, Fan E S, Liu J R, Wu F. The technology and progress of recycling spent lithium ion batteries [J]. Advanced Materials Industry, 2016, 9: 30. (����, ����ɯ, ����, ���. ����Ӷ�����ػ��ռ������о���չ [J]. �²��ϲ�ҵ, 2016, 9: 30.)
[4] Wang G X, Li J, Xu Z M. Recycling valuable metals from spent lithium ion batteries [J]. Materials Reviews, 2015, 29 (7) : 113. (������, ���, ������. �Ͼ�����Ӷ���������м۽������չ��յ��о���չ [J]. ���ϵ���, 2015, 29 (7) : 113.)
[5] Zou H Y, Gratz E, Apelian D. A novel method to recycle mixed cathode materials for lithium ion batteries [J]. Green Chemistry, 2013, 15 (5) : 1183.
[6] Pan Y J. Recycling and Reuse of Spent Lithium-Ion Battery That is Used LiFePO4 as Cathode Material [D]. Haerbin: Harbin Institute of Technology, 2012. 66. (��Ӣ��. ���������Ϊ�������ϵķϾ�����Ӷ�����ػ��ռ������� [D]. ������: ��������ҵ��ѧ, 2012. 66.)
[7] Ordo��ez J, Gago E J, Girard A. Processes and technologies for the recycling and recovery of spent lithium-ion batteries [J]. Renewable & Sustainable Energy Reviews, 2016, 60: 195.
[8] Li J H, Zeng X L. Recycling of spent lithium-ion battery: a critical review [J]. Critical Reviews in Environmental Science and Technology, 2014, 44 (10) : 1129.
[9] Sonoc A, Jeswiet J, Soo V K. Opportunities to improve recycling of automotive lithium ion batteries [J]. Procedia Cirp, 2015, 29: 752.
[10] Zan Z F. Study on Recycling of Spent LiCoO2 Lithium ion Batteries [D]. Harbin: Harbin Institute of Technology, 2012. 72. (�����. ����LiCoO2 ����Ӷ�����ػ��ռ��������о� [D]. ������: ��������ҵ��ѧ, 2012. 72.)
[11] Kr��ger S, Hanisch C, Kwade A. Effect of impurities caused by a recycling process on the electrochemical performance of Li[Ni0.33 Co0.33 Mn0.33 ]O2 [J]. Journal of Electroanalytical Chemistry, 2014, 726 (4) : 91.
[12] Chagnes A, Pospiech B. A brief review on hydrometallurgical technologies for recycling spent lithium-ion batteries [J]. Journal of Chemical Technology and Biotechnology, 2013, 88 (7) : 1191.
[13] Xu J, Thomas H R, Francis R W. A review of processes and technologies for the recycling of lithium-ion secondary batteries [J]. Journal of Power Sources, 2008, 177 (2) : 512.
[14] Hanisch C, Haselrieder W, Kwade A. Recovery of Active Materials from Spent Lithium-Ion Electrodes and Electrode Production Rejects [M]. Glocalized Solutions for Sustainability in Manufacturing, 2011. 85.
[15] Zhao D J, Ma S Y. Recovery of valuable metals from spent lithium-ion batteries using hydrometallurgy technology [J]. Chemical Engineer, 2011, 2: 52. (�Զ���, ������. ����ʪ�������ӷ�������Ӷ�������л����м۽��� [J]. ��ѧ����ʦ, 2011, 2: 52.)
[16] Georgi-Maschler T, Friedrich B, Weyhe R. Development of a recycling process for Li-ion batteries [J]. Journal of Power Sources, 2012, 207 (6) : 173.
[17] Tedjar F, Foudraz J C. Method for the mixed recycling of lithium-based anode batteries and cells [P]. CN, US 7820317 B2. 2010.
[18] Wang Z F. Study of Cobalt Recovery Technology in Spent Lithium Ion Batteries [D]. Beijing: Tsinghua University, 2008. 63. (�����. ����﮵�����ܵĻ��ռ����о� [D]. ����: �廪��ѧ, 2008. 63.)
[19] Shin S M, Kim N H, Sohn J S, Yang D H, Kim Y H. Development of a metal recoveryprocess from Li-ion battery wastes [J]. Hydrometallurgy, 2005, 79: 172.
[20] Bertuol D A, Toniasso C, Jimenez B M, Meili L, Dotto G L, Tanabe E H, Aguiar M L. Application of spouted bed elutriation in the recycling of lithium ion batteries [J]. J. Power Sources, 2015, 275: 627.
[21] Hanisch C, Loellhoeffel T, Diekmann J. Recycling of lithium-ion batteries: a novel method to separate coating and foil of electrodes [J]. Journal of Cleaner Production, 2015, 108: 301.
[22] Sun L, Qiu K Q. Vacuum pyrolysis and hydrometallurgical process for the recovery of valuable metals from spent lithium-ion batteries [J]. Journal of Hazardous Materials, 2011, 194 (11) : 378.
[23] Song D W, Wang X Q, Zhou E L, Hou P Y, Guo F X. Recovery and heat treatment of the Li (Ni1/3 Co1/3 Mn1/3 ) O2 cathode scrap material for lithium ion battery [J]. Journal of Power Sources, 2013, 232 (35) : 348.
[24] He L P, Sun S Y, Song X F, Yu J G. Recovery of cathode materials and Al from spent lithium-ion batteries by ultrasonic cleaning [J]. Waste Management, 2015, 46: 523.
[25] Zhou X, He W Z, Li G M, Zhang X J, Huang J W. Recycling of electrode materials from spent lithium-ion batteries [J]. Waste Management, 2010. 1.
[26] Bankole O E, Gong C X, Lei L X. Battery recycling technologies: recycling waste lithium ion batteries with the impact on the environment in-view [J]. Journal of Environment & Ecology, 2013, 4 (1) : 14.
[27] Wang H C. Study on Recycling of Spent Lithium ion Batteries Containing Cobalt and Pilot Scale Experiment [D]. Harbin: Harbin institute of Technology, 2013. 81. (�����. ���ܷϾ�����Ӷ�����ػ��ռ��������Թ����о� [D]. ������: ��������ҵ��ѧ, 2013. 81.)
[28] Han X Y, Xu J Q. Recovery of iron and lithium from spent lithium iron phosphate batteries by precipitation process [J]. Guangdong Chemical Industry, 2017, 44 (4) : 12. (��С��, �����. ���������շϾ�������﮵���е������ [J]. �㶫����, 2017, 44 (4) : 12.)
[29] Qin Y G, Man R L, Yin X Y. Leaching cobalt and stripping aluminum foil from cathode electrode electrode of spent Li-ion batteries by the electrolytic technology [J]. Morden Chemical Industry, 2013, 33 (8) : 49. (��Զ��, ������, ����Ө. �Ͼ�����Ӷ������������������������������о� [J]. �ִ�����, 2013, 33 (8) : 49.)
[30] Zhang J. Recycling Cobalt from Spent Li-��ion Batteries by Electrolytic Stripping and Biomass Acid Leaching Method [D]. Changsha: Central South University, 2014. 79. (�Ž�. �����롪������������շϾ�����Ӷ�������е��� [D]. ��ɳ: ���ϴ�ѧ, 2014. 79.)
[31] Li J H, Li X H, Hu Q Y, Wang Z X, Zheng J C, Wu L, Zhang L X. Study of extraction and purification of Ni, Co and Mn from spent battery material [J]. Hydrometallurgy, 2009, 99 (1) : 7.
[32] Jha M K, Kumari A, Jha A K. Recovery of lithium and cobalt from waste lithium ion batteries of mobile phone [J]. Waste Management, 2013, 33: 1890.
[33] Li L, Chen R J, Sun F. Preparation of LiCoO2 films from spent lithium-ion batteries by a combined recycling process [J]. Hydrometallurgy, 2011, 108: 220.
[34] Jouli�� M, Laucournet R, Billy E. Hydrometallurgical process for the recovery of high value metals from spent lithium nickel cobalt aluminum oxide based lithium-ion batteries [J]. Journal of Power Sources, 2014, 247 (3) : 551.
[35] Nayl A A, Elkhashab R A, Badawy S M, El-Khateeb M A. Acid leaching of mixed spent Li-ion batteries [J]. Arabian Journal of Chemistry, 2014, 43 (1) : 7.
[36] Li L, Zhai L Y, Zhang X X, Lu J, Chen R J. Recovery of valuable metals from spent lithium-ion batteries by ultrasonic-assisted leaching process [J]. Journal of Power Sources, 2014, 262 (262) : 380.
[37] Zeng X L, Li J H, Shen B Y. Novel approach to recover cobalt and lithium from spent lithium-ion battery using oxalic acid [J]. Journal of Hazardous Materials, 2015, 295: 112.
[38] Shi P C. The Study of Recovery Technology of Ternary Cathode Materials from Spent Lithium Ion Batteries [D]. Beijing: Beijing Institute of Technology, 2015. 64. (ʩƽ��. �Ͼ���Ԫ����Ӷ�������������ϵĻ��ռ����о�[D]. ����: ����������ѧ, 2015. 64.)
[39] Zhang X H, Cao H B, Xie Y B, Ning P G, An H J, You H X, Faheem Nawaz. A closed-loop process for recycling LiNi1/3 Co1/3 Mn1/3 O2 from the cathode scraps of lithium-ion batteries: process optimization and kinetics analysis [J]. Separation & Purification Technology, 2015, 150 (AUG) : 186.
[40] Yi X, Yang K Z, Zhang P, Xie H G. Research progress in the recovery of precious metals from electronic waste [J]. Guang Dong Chemical Industry, 2016, 43 (3) : 62. (��ܰ, ���, ����, л���. ����ӵ��ӷ������л��չ�������о���չ [J]. �㶫���� , 2016, 43 (3) : 62.)
[41] Mishra D, Kim D J, Ralph D E. Bioleaching of metals from spent lithium ion secondary batteries using Acidithiobacillus ferrooxidans [J]. Waste Management, 2008, 28 (2) : 333.
[42] Xin B P, Zhang D, Zhang X, Xia Y T, Wu F, Chen S, Li L. Bioleaching mechanism of Co and Li from spent lithium-ion battery by the mixed culture of acidophilic sulfuroxidizing and iron-oxidizing bacteria [J]. Bioresour Technol., 2009, 100 (24) : 6163.
[43] Zeng G S, Deng X R, Luo S L, Luo X B, Zou J P. A copper-catalyzed bioleaching process for enhancement of cobalt dissolution from spent lithium-ion batteries [J]. Hazard Mater., 2012, 199-200 (2) : 164.
[44] Ou X Q, Sun X H, Zhao Q Y, Fan F. Progress in recovery technology of waste lithiumion battery [J]. Inorg. Chem. Ind., 2005, 37 (9) : 11.
[45] Wang R C, Lin Y C, Wu S H. A novel recovery process of metal values from the cathode active materials of the lithium-ion secondary batteries [J]. Hydrometallurgy, 2009, 99 (3) : 194.
[46] Li J H, Shi P X, Wang Z F, Chen Y, Chang C C. A combined recovery process of metals in spent lithium-ion batteries [J]. Chemosphere, 2009, 77 (8) : 1132.
[47] Chagnes A, Pospiech B. A brief review on hydrometallurgical technologies for recycling spent lithium-ion batteries [J]. Journal of Chemical Technology & Biotechnology, 2013, 88 (7) : 1191.
[48] Kang J H, Sohn J, Chang H, Shin S M. Preparation of cobalt oxide from concentrated cathode material of spent lithium ion batteries by hydrometallurgical method [J]. Advanced Powder Technology, 2010, 21 (2) : 175.
[49] Jha A K, Jha M K, Kumari A, Sahu SK, Kumar V. Selective separation and recovery of cobalt from leach liquor of discarded Li-ion batteries using thiophosphinic extractant [J]. Separation & Purification Technology, 2013, 104 (5) : 160.
[50] Suzuki T, Nakamura T, Inoue Y, Niinae M, Shibata J. A hydrometallurgical process for the separation of aluminum, cobalt, copper and lithium in acidic sulfate media [J]. Separation & Purification Technology, 2012, 98 (39) : 396.
[51] Chen X P, Chen Y B, Zhou T, Liu D P, Hu H, Fan S Y. Hydrometallurgical recovery of metal values from sulfuric acid leaching liquor of spent lithium-ion batteries [J]. Waste Manag., 2015, 38 (1) : 349.
[52] Shen Y F. Recovery cobalt from discarded lithium ion cells [J]. Nonferrous Metals, 2002, 4: 69.
[53] Garcia E M, Taroco H A, Matencio T, Domingues R Z, Freitas J A. Electrochemical recycling of cobalt from spent cathodes of lithium-ion batteries: its application as coating on SOFC interconnects [J]. Journal of Applied Electrochemistry, 2011, 41 (11) : 1373.