网络首发时间: 2018-06-25 17:25
稀有金属 2019,43(07),746-753 DOI:10.13373/j.cnki.cjrm.xy18030004
基于规则破碎的废旧锂离子动力电池分选回收工艺研究
李建波 徐政 纪仲光 孙启 王巍 黄孝振
北京有色金属研究总院生物冶金国家工程实验室
摘 要:
据预测, 到2020年, 我国锂离子动力电池的累计报废量将达到32.2万吨, 废旧锂离子动力电池中含有高价值金属和有毒有害物质, 对其进行回收再利用, 不仅能够实现资源循环利用, 还能减轻其对环境的污染, 目前的处理方法以物理分选和冶金处理联合回收工艺为主。本文以市场应用前景广的废旧三元材料锂离子动力电池为研究对象, 针对目前物理分选工艺中存在的破碎方式简单、物理分选方式单一、回收产品纯度和回收率低的问题, 提出了以规则破碎为基础, 筛分、重力分选、涡电流分选与热处理法相结合的分选工艺, 实现了极芯中负极材料、隔膜、铜箔、铝箔和正极材料的有效回收。经浸泡、搅拌和筛分回收负极材料, 重力分选回收隔膜, 负极材料和隔膜的回收率分别为99.43%和99.84%;经涡电流分选后, 正极片的回收率达到88.19%;正极片经热处理后正极材料的脱落率达到96.60%。感应耦合等离子体发射光谱仪 (ICP) 和X射线衍射 (XRD) 分析结果表明, 规则破碎条件下, 回收正极材料中只含有镍、钴、锰、锂, 杂质元素, 铜、铝的含量几乎为0, 为下一步正极材料的冶金处理提供了良好的基础。
关键词:
废旧锂离子动力电池 ;规则破碎 ;重力分选 ;涡电流分选 ;热处理 ;
中图分类号: X705
作者简介: 李建波 (1992-) , 男, 江西吉安人, 硕士研究生, 研究方向:废旧锂离子动力电池中有价金属的回收, E-mail:lijianbotmj@126.com; *徐政, 教授;电话:010-60662768;E-mail:xzh63@126.com;
收稿日期: 2018-03-05
基金: 国家国际科技合作专项项目 (2014DFA90920) 资助;
Separation and Recovery of Spent Lithium Ion Power Batteries Based on Regular Crushing Li Jianbo Xu Zheng Ji Zhongguang Sun Qi Wang Wei Huang Xiaozhen
National Engineering Laboratory of Biohydrometallurgy, General Research Institute for Nonferrous Metals
Abstract:
It was predicted that the cumulative amount of discard lithium ion power batteries in China would reach 322000 tons by 2020. Recycling of the spent lithium ion power batteries could not only prevent environmental pollution, but also relieve the shortage of metal resources. At present, the recovery process mainly includes physical separation and metallurgical processing. Due to the simple crushing way and single physical separation, physical separation method leads to the result of low purity and recovery rate in the recycling process. Focusing on the used ternary lithium ion power batteries which was applied widely to electric car, this study improved the separation process which was based on regular crushing, with the combination of screening, gravity separation, eddy current separation and heat treatment. Through the separation process, the anode materials, membrane, copper foil, aluminum foil, and the cathode materials were recycled. The anode materials were recycled by soaking, stirring and screening, the recovery rate of anode materials was 99.43%. The membrane was separated by gravity separation that the recovery rate of membrane was 99.84%. After the eddy current separation, the recovery rate of cathode was 88.19%. The separation efficiency of cathode materials after heat treatment was 96.60%. In the condition of regular crush, the inductively coupled plasma (ICP) and X-ray diffraction (XRD) analysis results showed that the metal elements only contained nickel, cobalt, manganese and lithium and the content of copper and aluminum was almost 0, which could provide favorable conditions for the next step of the metallurgical treatment.
Keyword:
spent lithium ion power battery; regular crushing; gravity separation; eddy current separation; heat treatment;
Received: 2018-03-05
随着全球化石资源的日益紧缺和环境保护的迫切需要, 发展电动汽车以减少化石资源消耗并降低环境污染正逐渐成为广泛的共识。 近几年来, 中国对电动汽车大力扶持, 促使电动汽车的产量急剧上升, 截至2016年, 中国累计生产新能源汽车101.4万辆
[1 ]
。 然而大量投入市场的新能源汽车不可避免地会面临电池寿命终止后的回收处理问题。 根据中国汽车技术研究中心预测, 预计到2020年, 我国新能源汽车动力电池累计报废量将达到32.2万吨的规模
[2 ]
。 废旧锂离子动力电池中含有大量的有价金属及有机物, 若不加以回收利用会造成严重的环境污染以及资源浪费。 以三元材料锂离子动力电池为例, 其中镍、 钴、 锰、 锂、 铜、 铝的平均含量分别为22.1%, 9.3%, 10.5%, 3.9%, 13.3%, 12.7%, 其中很多金属的含量远远高于矿石中的金属含量
[3 ]
。 因此, 如何避免废旧锂离子动力电池对环境的污染, 同时实现有价金属资源的综合循环回收成为当前的焦点
[4 ]
。
由于锂离子动力电池尚未进入大规模报废阶段, 所以市场上缺乏对于此类电池的回收技术。 目前, 国内外大型企业的回收主要是面向普通小型锂离子电池, 主要采用火法冶金处理技术 (以美国的Inmetco公司
[5 ]
、 日本住友和索尼公司
[6 ]
为代表) 、 湿法冶金处理技术 (以法国Recupyl公司和中国的格林美公司
[7 ]
为代表) 以及火法-湿法冶金联合处理技术 (以比利时的Umicore公司
[8 ]
、 中国的邦普公司
[9 ]
和德国的ACCUREC公司
[10 ]
为代表) 。 然而锂离子动力电池在和普通锂离子电池有明显的不同之处
[11 ]
: 锂离子动力电池余电高, 需要先进行放电, 不能直接进行湿法冶金或火法冶金处理; 动力电池是大型电池组, 需经人工拆解后再进行回收
[12 ]
。 通过参考普通锂离子电池回收的方式, 目前废旧锂离子动力电池的回收技术有少量的研究: Shin等
[13 ]
采用破碎、 筛分、 磁选、 细磨以及重力分选等方式, 分离回收电池碎片中的各成分, 从而达到富集正极活性材料的目的; Bertuol等
[14 ]
采用锤式破碎机将废旧锂离子动力电池破碎后, 探索气流分选对破碎产物的分选效果, 最终实现电池中各组分的一一分离, LiCoO2 和石墨、 Cu和Al、 铝制外壳、 隔膜以及其他混合物的产率分别为: 42.7%, 17.2%, 15.8%, 6.1%和2.3%; Hanisch等
[15 ]
将废旧锂离子动力电池置于惰性气体中破碎, 通过蒸馏、 萃取回收电解液中的LiPF6 , 接着采用磁选、 重选的方式回收电池中的外壳和隔膜, 最后通过热处理与风选相结合实现正极材料从铝箔上脱落; 张涛等
[16 ]
通过对废旧钴酸锂电池破碎后的产物进行粒度分布和化学组成分析, 然后分别采用重选、 电选和浮选的方式处理不同粒度下的破碎产物, 最后钴的回收率达到95%以上, 其品位为40%。 Song等
[17 ]
将分选后的正极在350 ℃下加热2 h, 加热后的正极经水力搅拌后促使正极材料脱落, 最终正极材料的脱落率达到88.6%, 铝箔的回收率达到74.8%。
目前的回收工艺主要将废旧锂离子动力电池进行粉碎, 粉碎后产品粒度分布广, 造成铜铝与正极活性材料的混合, 难于通过物理分选的方式实现电池中各组分的回收, 从而导致后续的冶金处理困难; 且物理分选以重力分选为主, 回收效率低, 造成产品相互夹杂, 产物纯度不高
[18 ]
。
针对废旧锂离子动力电池回收工艺中存在的问题, 本文以三元材料锂离子动力电池为研究对象。 采用规则破碎的方式, 以利于破碎后的电池进行重力分选、 涡电流分选以及热处理, 分别回收隔膜、 负极材料、 铜箔、 铝箔和正极材料。
1 实 验
1.1 材 料
实验所用的废旧锂离子动力电池来自于北京某锂离子动力电池制造公司生产的523三元材料锂离子动力电池, 其电容量低于80%, 与报废的锂离子动力电池特点相似, 如图1所示。
废旧锂离子动力电池由正极、 有机隔膜、 负极和有机隔膜依次排列, 上下压制而成, 电解液均匀分布在电池内。 其中, 正极一般以铝箔作为集流体, 两侧均匀涂覆正极材料; 负极一般以铜箔作为集流体, 两侧均匀涂覆负极材料; 隔膜包括PP膜和PE膜; 电解液由含锂化合物、 有机溶剂和添加剂混合而成
[19 ]
。 而本文的回收对象分别为铝箔、 正极材料、 铜箔、 负极材料和隔膜。
图1 三元材料废旧锂离子动力电池及其内部结构图
Fig.1 Spent ternary lithium ion power battery (a) and manufacture (b)
将电池手工拆解后得到电池中的各成分, 其质量分数如表1所示, 将电池正极研磨后制样进行多元素分析, 其结果如表2所示。
1.2 方 法
本文的回收工艺流程图如图2所示, 废旧锂离子动力电池经深度放电后进行规则破碎, 得到的电池碎片经浸泡搅拌后促使负极材料脱落, 通过筛分回收负极材料; 筛上物经重力分选后回收隔膜; 重力分选后, 得到电池正极和铜箔的混合物, 混合物经干燥后进行涡电流分选, 回收铜箔; 电池正极装入坩埚置于马弗炉中进行常压有氧焙烧, 焙烧后的正极经冷淬、 擦洗后, 通过筛分回收铝箔和正极材料。
表1 三元材料锂离子动力电池中各成分含量
Table 1 Content of each component in lithium ion power battery of ternary materials (%)
Anode
Membrane
Electrolyte
Shell
33.11
5.02
16.25
4.39
表2 电池正极有价金属含量
Table 2 Metal content of cathode of battery (%)
Ni
Mn
Li
Al
Cu
25.88
14.25
6.52
12.66
~0
图2 废旧锂离子动力电池回收工艺流程图
Fig.2 Flowchart of recovery process of spent lithium ion battery
1.3 分析方法
1.3.1 正极材料表面性能分析
对正极中各组分进行热重分析 (TGA) , 从而确定最佳的热处理温度; 对热处理后的正极碎片进行剥离强度分析, 分析不同温度处理下正极材料与铝箔之间的粘结作用; 物相分析采用日本RigakuD型X射线衍射仪 (XRD) 。
1.3.2 正极材料成分分析
采用电感耦合等离子体发射光谱仪 (ICP-OES) 分析仪对回收前后的正极材料进行多元素分析。
脱落率=脱落正极 (负极) 材料质量/脱落前正极 (负极) 材料质量×100% (1)
回收率=回收 (正极、 负极和隔膜) 材料质量/回收前 (正极、 负极和隔膜) 材料质量×100% (2)
2 结果和讨论
2.1 规则破碎技术研究
电池的密封包装和尺寸使其难以直接分离回收。 且电池中含有有机物等易燃物质, 因此, 一般采用湿法破碎的方式来处理电池, 防止其在破碎过程中发生自燃和爆炸, 同时减少剩余电量在后续的回收处理中带来的危害
[20 ]
。
在传统的破碎方式下, 破碎产品存在粒级分布, 造成后续的物理分选难度大, 电池中各成分回收率低。 相比于传统的破碎方法, 规则破碎能够实现所有破碎产品粒度一致, 不存在等沉降现象, 对后续的物理分选有利
[21 ,22 ]
, 正负极材料脱落后与铜箔和铝箔显著的粒度差, 便于两者分离。 本文采用水切割机将废旧锂离子动力电池进行规则破碎, 将电池破碎成合适粒度的规则形状。
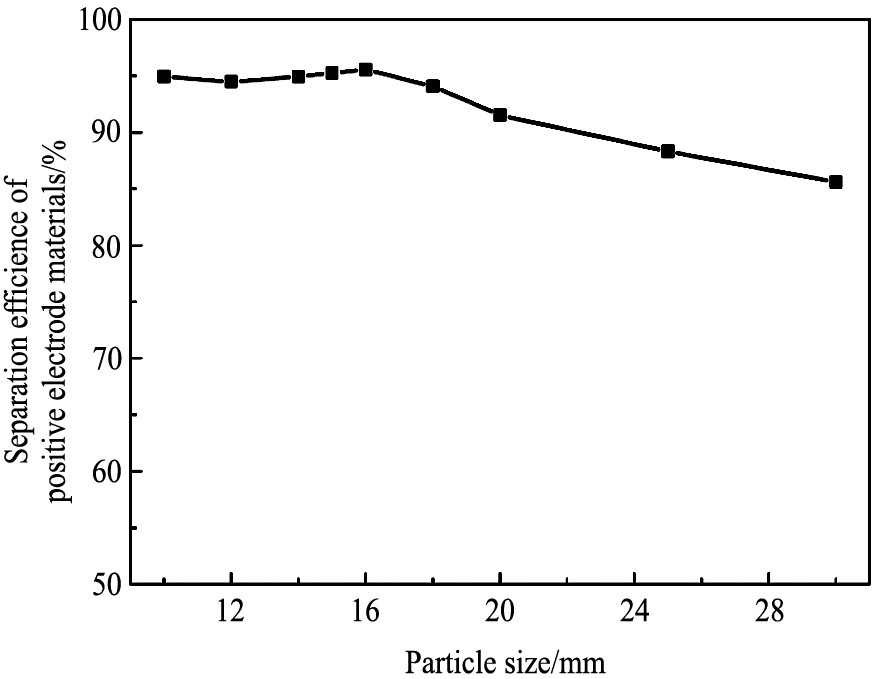
通过调整水切割机的参数, 将电池切割成不同粒度的规则形状, 经过浸泡搅拌后, 分选出正极片, 将不同粒度的正极片分别装入坩埚中, 在500 ℃下, 常压有氧焙烧40 min, 焙烧后的正极片经水淬、 擦洗、 筛分、 干燥后分别称重, 考察规则破碎粒度对正极材料脱落率的影响, 结果如图3所示。
图3 规则破碎粒度对正极材料脱落率的影响
Fig.3 Influence of rule crushing particle size on separation efficiency of positive electrode material
由图3可知, 正极材料的脱落率随着粒度的增大, 呈现先稳定, 后逐渐降低的趋势, 当破碎粒度为16 mm×16 mm时, 正极材料脱落率最大。
由图4可知, 经热处理后铝箔表面发生蜷曲, 当破碎粒度至20 mm×20 mm时, 铝箔卷曲严重, 将正极材料包裹在里面, 从而导致部分正极材料无法脱落, 正极材料脱落率低。
综上所述, 为了降低破碎成本, 同时保证正极材料脱落率最大, 因此最佳的规则破碎粒度为 16 mm×16 mm。
由于负极粘结剂以水溶性粘结剂为主, 规则破碎后的电池碎片置于水中浸泡、 搅拌后, 负极粘结剂溶解于水中, 负极材料与铜箔之间的粘结作用减弱, 经水力搅拌作用促使负极材料从铜箔上脱落。 根据负极材料与铜箔、 正极和隔膜的粒度差异, 采用8 mm的筛子进行筛分, 筛下物为电池负极材料, 经干燥后直接回收, 负极材料的回收率为99.43%, 筛上物为隔膜、 铜箔和正极。
图4 不同粒度下正极材料脱落情况
Fig.4 Separation efficiency of positive electrode material in different particle size
(a) 16 mm×16 mm; (b) 20 mm×20 mm
2.2 重力分选回收隔膜
规则破碎条件下, 隔膜与铜箔和正极的比重相差大, 且隔膜的比重小于1, 根据电池碎片特有的规则形状, 采用自主研发的重力分选机进行分选。
2.2.1 重力分选机设计
该重力分选机为 30 cm×30 cm×30 cm的倒锥方形结构, 相比于圆锥的圆弧面, 该分选机的四个面为斜面, 更加有利于物料在沉降的过程中分散, 其结构如图5所示。
2.2.2 搅拌速率对隔膜回收率的影响
将筛上物置于重力分选机中, 在0.5 m3 ・h-1 的入水流量下, 重力分选30 min, 考察搅拌速率对隔膜回收率的影响, 结果如图6所示。
由图6可知, 随着搅拌速率的增大, 隔膜的回收率逐渐增大, 当搅拌速率为250 r・min-1 时, 隔膜的回收率最大, 为99.84%。
2.3 涡电流分选分离回收铜箔和正极
涡电流对导体产生的斥力和磁场变化强度,导体导电率、密度、面积及形状等因素有关。对于不同有色金属物料,斥力 (Fr) 与成分特性有关,可表示为
[23 ]
:
图5 重力分选机结构图
Fig.5 Structure diagram of gravity separator
图6 搅拌速率对隔膜回收率的影响
Fig.6 Influence of stirring speed on recycling rate of membrane
F r = m σ ρ s ? ? ? ? ? ? ? ? ? ( 3 )
式中,m为物料的质量,kg;σ为电导率,S-1 ・m-1 ;ρ为密度,kg・m-3 ;s为物料形状因子,无单位。
相比于传统破碎方式, 规则破碎条件下, 铜箔和正极的形状相同, 质量、 电导率和密度变化小, 经计算后可得铜箔的斥力约为正极的2倍, 两者相差大, 容易分离。 此外, 涡电流斥力还与磁力源强度、 物料块在传输带上的线速度和磁辊线速度之间的差值相关, 与磁力源的尺寸大小即磁辊半径, 以及磁辊上磁极的交换频率等相关, 与物料块的磁导率无关
[24 ]
。
将隔膜回收完后得到的底料 (主要包括正极和铜箔) , 置于100 ℃的烘箱中干燥60 min。 将干燥后的铜箔和正极置于涡电流分选机中, 皮带转速0.8 m・s-1 , 磁辊转速1200 r・min-1 , 挡板高度最低的涡电流分选机参数下, 分选结果如表3所示。 由表3可知, 规则破碎条件下, 铜箔和正极片的涡电流斥力相差大, 故采用涡电流分选技术能实现正极和铜箔的分离, 其中导体产品中, 正极片的回收率为88.19%。
2.4 热处理工艺研究
经涡电流分选后得到的正极片, 正极材料与粘结剂 (以PVDF为主) 混合均匀涂覆在铝箔上[25]
2.4.1 热分析
对PVDF进行了热重分析 (TGA) 研究, 在空气条件下, 升温速率为10 ℃・min-1 , 结果如图7所示。
表3 涡电流分选结果
Table 3 Results of eddy current separation
Productivity/
Recovery rate/%
Copper
Cathode
Copper
Conductor
75.27
87.67
12.33
88.19
36.87
24.73
35.74
64.26
11.81
63.13
100.00
74.83
25.17
100.00
100.00
图7 温度对PVDF热解的影响
Fig.7 Thermogravimetric analysis results of PVDF
由图7可知, 随着温度的升高, 在400 ℃左右PVDF开始分解, 在500 ℃左右分解完全。
同时, 对不同温度 (100, 200, 300, 400, 500 ℃) 下焙烧30 min后的正极片进行了剥离强度分析, 结果如图8所示。
由图8可知, 随着焙烧温度的升高, 正极剥离强度逐渐减小, 且在400 ℃时, 正极剥离强度逐渐趋于稳定, 表明此时正极材料与铝箔表面的粘结作用趋于稳定。 因此, 可以确定最佳的热处理温度为400~500 ℃。
2.4.2 热处理温度对正极材料脱落率的影响
从涡电流分选后得到的导体中分选出正极片, 装入坩埚, 置于马弗炉中焙烧, 在不同温度下, 热处理30 min, 将热处理后的正极片进行水淬、 擦洗, 经筛分后干燥, 计算正极材料脱落率, 考察热处理温度对正极材料脱落率的影响, 如图9所示。
由图9可知, 随着热处理温度的升高, 正极材料的脱落率先逐渐增大, 而后趋于稳定, 当热处理温度为500 ℃时, 正极材料的脱落率最大。
图8 温度对电极剥离强度的影响
Fig.8 Results of adhesion strength of cathode
图9 热处理温度对正极材料脱落率的影响
Fig.9 Influence of temperature of separation efficiency of cathode materials
2.4.3 热处理时间对正极材料脱落率的影响
将热处理温度定为500 ℃, 考察热处理时间对正极材料脱落率的影响, 如图10所示。
由图10可知, 随着热处理时间的增加, 正极材料的脱落率先逐渐增大, 而后趋于稳定, 当热处理时间为40 min时, 此时正极材料的脱落率趋于稳定。 综上所述, 热处理过程的最佳条件: 温度为500 ℃, 时间为40 min。 在此条件下, 正极材料脱落率最大, 为96.60%。
2.4.4 正极材料的ICP和XRD分析
对得到的正极材料进行ICP分析, 其主要化学成分如表4所示, 对回收前后的正极材料进行XRD分析, 其结果如图11所示。
图10 热处理时间对正极材料脱落率的影响
Fig.10 Influence of time on separation efficiency of positive electrode material
表4 回收后正极材料的多元素分析
Table 4 Multi-element analysis of positive electrode material after recovery (%, mass fraction )
Ni
Mn
Li
Al
Cu
33.23
17.12
5.99
~0
~0
图11 处理前后正极材料XRD图谱
Fig.11 XRD patterns ofpositive electrode material before (1) and after (2) treatment
由表4可知, 规则破碎条件下, 最后回收到的正极材料中, 金属元素只包括Ni, Co, Mn和Li, Al和Cu的含量几乎为0, 高价值金属得到有效的分离回收。
从图11可以看出, 回收前后正极材料的衍射峰基本保持一致, 谱图中没有明显的杂峰存在, 表明回收前后正极材料的化学组成未发生变化, 为后续三元材料的回用处理提供了有利条件。
3 结 论
根据电池中各组分物理化学性质差异, 提出了以规则破碎为基础, 通过筛分、 重力分选、 涡电流分选和热处理的废旧锂离子动力电池的分选回收工艺, 实现了电池中各组分的有效回收, 得到以下结论:
1. 根据废旧锂离子动力电池的规则形状, 对其进行规则破碎, 对后续的物理分选提供有利条件, 最佳的规则破碎粒度为16 mm×16 mm。
2. 规则破碎条件下, 通过自主设计制造的重力分选机, 能够有效回收隔膜, 在250 r・min-1 的条件下, 隔膜的回收率最大为99.84%。 采用涡电流分选能够有效分离铜箔和正极, 此时导体产品中正极片的回收率为83.65%。
3. 规则破碎条件下, 正极片经热处理后进行水淬、 擦洗, 最佳条件下: 热处理温度500 ℃, 热处理时间40 min, 正极材料的脱落率为96.60%。 得到的正极材料中不含Cu, Al杂质, 为后续的冶金处理提供有利条件。
4. 涡电流的分选效率还需要进一步提高, 导体中正极片的回收率不高, 且对于利用涡电流分选实现铜箔分离需进一步研究。
5. 正极材料的脱落率还需进一步提高。
参考文献
[1] Zhang L T.Development status and trend of China′s new energy vehicles [J].Heavy Truk, 2016, (2) :40. (张乐婷.国内新能源汽车发展现状及趋势 [J].重型汽车, 2016, (2) :40.)
[2] Tong Z J.The analysis report about dynamic battery industry [A].The Fifth Annual Power Battery Recycling and Secondary Recycling and Regenerative Technology Seminar [C].Beijing, 2017.73. (童志军.动力电池回收行业分析报告 [A].第五届动力蓄电池回收再生暨二次回收与再生技术研讨会 [C].北京, 2017.73.)
[3] Yang Y, Xu S, He Y.Lithium recycling and cathode material regeneration from acid leach liquor of spent lithium-ion battery via facile co-extraction and co-precipitation processes [J].Waste Management, 2017, 64:219.
[4] Wu Y, Pei F, Jia L L, Liu X L, Zhang W H, Liu P.Overview of recovery technique of valuable metals from spent lithium ion batteries [J].Chinese Journal of Rare Metals, 2013, 37 (2) :320. (吴越, 裴锋, 贾路路, 刘晓磊, 张文华, 刘平.废旧锂离子电池中有价金属的回收技术进展 [J].稀有金属, 2013, 37 (2) :320.)
[5] Calafat, Antonia M, Ye X.Urinary concentrations of four parabens in the U.S.population:NHANES 2005-2006.[J].Environmental Health Perspectives, 2010, 118 (5) :679.
[6] Hagelüken C.Recycling of electronic scrap at umicore′s integrated metals smelter and refinery [J].World of Metallurgy Erzmetall, 2006, 59 (3) :152.
[7] Tedjar F, Foudraz J C.Method for the mixed recycling of lithium-based anode batteries and cells [P].CN, US 7820317 B2, 2010.
[8] Gaines L.The future of automotive lithium-ion battery recycling:charting a sustainable course [J].Sustainable Materials & Technologies, 2014, 1-2:2.
[9] Georgi-Maschler T, Friedrich B, Weyhe R.Development of a recycling process for Li-ion batteries [J].Journal of Power Sources, 2012, 207 (6) :173.
[10] Song D W, Wang X Q, Zhou E L, Hou P Y, Guo F X.Recovery and heat treatment of the Li (Ni1/3 Co1/3 Mn1/3 ) O2 cathode scrap material for lithium ion battery [J].Journal of Power Sources, 2013, 232 (35) :348.
[11] Yang Y, Huang G, Xu S.Thermal treatment process for the recovery of valuable metals from spent lithium-ion batteries [J].Hydrometallurgy, 2016, 165:390.
[12] Zeng X, Li J.Innovative application of ionic liquid to separate Al and cathode materials from spent high-power lithium-ion batteries [J].Journal of Hazardous Materials, 2014, 271 (271) :50.
[13] Shin S M, Kim N H, Sohn J S, Yang D H, Kim Y H.Development of a metal recovery process from Li-ion battery wastes [J].Hydrometallurgy, 2005, 79:172.
[14] Bertuol D A, Toniasso C, Jiménez B M.Application of spouted bed elutriation in the recycling of lithium ion batteries [J].Journal of Power Sources, 2014, 275:627.
[15] Hanisch C, Loellhoeffel T, Diekmann J.Recycling of lithium-ion batteries:a novel method to separate coating and foil of electrodes [J].Journal of Cleaner Production, 2015, 108 (36) :301.
[16] Zhang T, Wu C B, Wang C Y, He Y Q.Mechanical crushing properties of spent cell phone lithium-ion batteries [J].Journal of Central South University (Natural Science) , 2012, 43 (9) :3355. (张涛, 吴彩斌, 王成彦, 何正群.废弃手机锂离子动力电池机械破碎的基础研究 [J].中南大学学报 (自然科学版) , 2012, 43 (9) :3355.)
[17] Song D W, Wang X Q, Zhou E L, Hou P Y, Guo F X.Recovery and heat treatment of the Li (Ni1/3 Co1/3 Mn1/3 ) O2 cathode scrap material for lithium ion battery [J].Journal of Power Sources, 2013, 232 (35) :348.
[18] Zhang T.Mechanical Crushing of Spent Lithium-Ion Batteries and Flotation of Cobalt Enriched Crushed Products [D].Xuzhou:China University of Mining and Technology, 2015.13. (张涛.废弃锂离子电池破碎及富钴产物浮选的基础研究 [D].徐州:中国矿业大学, 2015.13.)
[19] Wang G X, Li J, Xu Z M.Recycling valuable metals from spent lithium ion batteries [J].Materials Reviews, 2015, 29 (7) :113. (王光旭, 李佳, 许振明.废旧锂离子动力电池中有价金属回收工艺的研究进展 [J].材料导报, 2015, 29 (7) :113.)
[20] Zhang T, He Y, Ge L.Characteristics of wet and dry crushing methods in the recycling process of spent lithium-ion batteries [J].Journal of Power Sources, 2013, 240 (31) :766.
[21] Yin X Y.Research of a Novel Reclamation Process for Recycling Valuable Metals from Spent Lithium-Ion Batteries [D].Changsha:Central South University, 2013.21. (尹晓莹.废旧锂离子电池中有价金属回收新工艺研究 [D].长沙:中南大学, 2013.21.)
[22] Shi H C.Recovery and Reuse of Li (Co, Ni, Mn) O2 Cathode Material in Waste Lithium Ion Battery [D].Zhengzhou:Zhengzhou University, 2017.15. (史红彩.废旧锂离子动力电池中镍钴锰酸锂正极材料的回收及再利用 [D].郑州:郑州大学, 2017.15.)
[23] Sun Y L, Duan C L, Zuo W R, Liu K L.Separating mechanism and application of eddy current separator [J].Environmental Science and Technology, 2007, 20 (2) :40. (孙云丽, 段晨龙, 左蔚然, 刘昆仑.涡电流分选机理及应用 [J].环境科技, 2007, 20 (2) :40.)
[24] Rahman M A, Bakker M C.Sensor-based control in eddy current separation of incinerator bottom ash [J].Waste Management, 2013, 33 (6) :1418.