���±�ţ�1004-0609(2014)03-0615-09
���-�����ܳ���3003���Ͻ�������֯�����ܵ�Ӱ��
�� ����ë��㣬�ƽ����������������
(���ϴ�ѧ ���繤��ѧԺ �����ܸ�����������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��ͨ�����������Ĺؼ���λ������-�����ܳ���ʵ�ֶ�3003���Ͻ����ͨ�Գ��������ǶԳ������ͷǶԳƵ��-�����������ø÷����ֱ��Ʊ�������3������������������ͨ�Գ�����������ǶԳƵ��-�������������ӹ��ɺ��Ϊ0.25 mm�ij�Ʒ������ͨ���������۲졢ɨ��羵�۲�Ͷ���������������Է�����3��3003���Ͻ����������֯�����ܡ������������Գ�������ȣ��ǶԳ�������Ч�������˺��ƫ������ʹ�����ٶ������33.3%��ʩ�ӵ��-���������ܳ�������������������ϸ������ѧ����������ߣ����-������Ʒ�����Ŀ���ǿ�ȡ�����ǿ�Ⱥ��쳤�ʷֱ����ͨ��Ʒ�����������32.93%��38.91%��6.25%��
�ؼ��ʣ�3003���Ͻ𣻵�ų��������ܳ��������˻���ѧ���ܣ�������
��ͼ����ţ�TG113���� ���ױ�־�룺A
Effect of electromagnetic-ultrasonic energy-field on structure and properties of roll-casting 3003 aluminum alloy strips
YUE Peng, MAO Da-heng, LI Jian-ping, ZHAO Su-kun, FU Zong-li
(State Key Laboratory of High Performance Complex Manufacturing,
School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: Three kinds of plates (asymmetric and sunken aluminum plates, asymmetric and sunken plates under the electromagnetic-ultrasonic compound field and symmetric ones) were manufactured by introducing electromagnetic- ultrasonic field at the key parts of the roll-casting area. Then, asymmetric and sunken plates under the electromagnetic-ultrasonic compound field and symmetric ones were processed into 0.25 mm-thick end aluminum strip. The microstructures and properties were investigated by optical microscopy, scanning electron microscopy and static/dynamic universal testing machine. The results show that the speed of the asymmetric rolling is improved by 33.3% and the macro-segregation is diminished. By applying compound energy field, the grains are significantly refined and the mechanical properties are improved. Compared with those of the general roll-casting strips, the ultimate tensile strength, yield strength and elongation of compound energy field aluminum of roll-casting strips are improved by 32.93%, 38.91% and 6.25%, respectively.
Key words: 3003 aluminum alloy; electromagnetic-ultrasonic compound energy field; cold rolling annealing; mechanical properties; precipitate
���������Ʊ���3003���Ͻ�����ܺĵ͡����̶̡��ӹ��ɱ��͵��ŵ㣬Ȼ���䷢չȴ�ܵ�������Լ����������������������֦�������Ϸ����֯�����ȣ������ϴִ����ײ����м�ƫ������������������ѧ�����½�����ͨ����ͳ�������������Ʊ���3003���Ͻ���ȴ���һ���IJ�࣬��ҵ��һ��������ӱ��ʼ��ķ������ϸ����֯�������ڳɷ�ƫ��������[1]�����������ٶȵͣ�����������С�����������������г�������
Ϊ����������ٶȣ��������[2]��YUN��[3]���ü������������ߴ�ķ�������������ٶȣ����÷����������������Ӱ��ϴ�HAGA��[4]������ʽ˫������������Ч������������ٶȣ����ؿ��˺Ͻ�Ʒ�ַ�Χ�������ڹ�������ʮ���ϸ��̿������ѣ��ü���Ҳ�����ƹ㡣Ϊ�˽�һ�����ܽ��ģ�ͬʱ�����������������VIVES[5]����ų��������������У��о��˵�ų�����������֯��Ӱ�죬��ȱ���Ե�ų����������ӹ����о�����Х�ֵ�[6]��ë����[7]�о��˵�ų��Խ������̵����û��������з����������Ͻ������������¼�����RAMIREZ��[8]�о��˸��ܶȳ�����������þ�Ͻ���ϸ�����úͻ�������Ϊ�������ܴ�����״����ϸ��������ʹ��֯���Ӿ��ȣ��ƽ��[9]����ų��볬���ܳ���ϲ�Ӧ�����������о��˸����ܳ���þ�Ͻ������֯�����ܵ�Ӱ�졣Ŀǰ���йص��-���������ܳ���3003���Ͻ���������֯������Ӱ�췽����о�δ����������������ͨ�������-���������ܳ��������Ͻ����˫����������������ʵ���˶��ܳ���������֤�˸÷����Ŀ����ԣ�̽���˵��-���������ܳ��������Ͻ�����Լ����Ʒ�����֯�����ܵ����û��������⣬���÷ǶԳ��³�ʽ�����������գ��о��������û�����ʵʩЧ����
1 ʵ��
1.1 ʵ���豸�Ͳ���
1) ˮƽʽ˫���������飺d400 mm��500 mm���ٶ�0~15 m/min�����������2~10 mm��
2) �ۻ�¯���������¯������300 kg��
3) ���죺��200 mm����ǻ��13 mm���������ΪAl2O3+��������ά+ʯ���ս���Ʒ��
4) ��������������Ƶ��(20��0.5) kHz������2000 W���ɵ���
5) ��Ÿ�Ӧϵͳ����Ƶ��Դ��Ƶ�ʿɱ䷶ΧΪ0~50 Hz�������ɱ䷶ΧΪ0~12 A����Ӧ��Ȧ(���࣬ÿ��580��)��
6) ��������װ�ã�ƿװ�ߴ�����Լ�����װ�á����Ǽ�����������
7) �����豸����ˮϵͳ��Һѹϵͳ�����л�����ȡ���ȡ�
�������豸�Ϸֱ�ʵʩ��ͨ�Գ��������ǶԳ��³�ʽ�����ͷǶԳ��³�ʽ���-�����������Ʊ�3�ֿ���Ϊ200 mm�����Ϊ6.0 mm��3003���Ͻ���������Ϊ1�š�2�ź�3����Ʒ��3003�Ͻ�Ļ�ѧ������1���С�
��1 3003���Ͻ�Ļ�ѧ���
Table 1 Chemical composition of 3003 aluminum alloy (mass fraction/%)

1.2 ʵ�鷽��
����1��ʾ�ɷ�����3003���Ͻ��ڵ������¯�н����ڻ��������������������������720~725 ����б��¡�ͬʱ����������ŷֱ������150 �����Һ�400 �����ҵ�¯���ں濾���£���ȥˮ�֡�ʵ�鿪ʼǰ���뾫������ͨ��������������а�����������730 �澲��30 min��ʵ�鿪ʼʱ���������������Ϊ6.0 mm���ǶԳ�����������������Ϊ60 mm���Գ�����������������Ϊ45 mm�����徭���۽���ǰ�䣬ǰ���¶ȱ�����680~690 ��֮�䣬�ں��ʵ�Һ��߶��±����ȶ���������ν��٣������������ͨ����ȴˮ�Ĺ��Ӵ����Ʊ��˺��Ϊ6.0 mm������Ϊ200 mm��3003�Ͻ���������и����ܳ�����ʱ��������������װ��������������ǰ�أ�����Ϊ200 W����ų�ʹ��Ƶ��f=(13��1) Hz������I=10 A����������ʾ��ͼ��ͼ1��ʾ�����幤�ղ�������2��
�ֱ�ȡ����ʵ���3�����������ȡ����������������ĥ��ϸĥ�������ͽ�ʴ����Leica DMI 5000M���������½��й۲졣
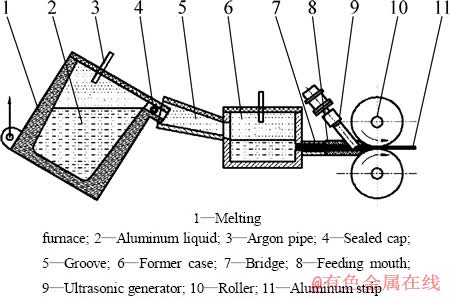
ͼ1 ��������ʾ��ͼ
Fig. 1 Schematic diagram of roll-casting process
��2 ����ʵ�����
Table 2 Parameter of roll-casting experiment

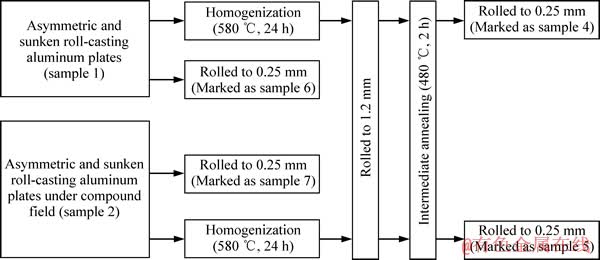
ͼ2 0.25 mm����Ʒ���Ʊ�����ͼ
Fig. 2 Flowchart of manufacturing of aluminum strip samples with thickness of 0.25 mm
ȡ����ʵ��õ��ij�����������1��2�����ƹ�������[10-11]�ӹ�Ϊ��Ʒ��������4~7������·����ͼ2��ʾ���ֱ�ȡ�ǶԳ���ͨ�������ǶԳƵ��-��������ͨ�Գ�ʽ3�ִ�����(�������Ϊ1~3)��4�ֳ�Ʒ����(�������Ϊ4~7)��WPL-300��������ʵ���������������(Roll-casting direction��RD)��45�㷽��90�㷽��(Transverse direction��TD)����������ԡ��������ʷֱ�Ϊ2��1 mm/min����¼3������״̬��4�ֳ�Ʒ״̬�µ��������Ħ�b����0.2�ͦģ�ÿ���ⶨֵȡ3��������������ƽ��ֵ��
�����JSM-6490LVɨ��羵�¹۲��״̬����������SEM�������������������������϶���ָ���������DES�ɷַ�����
2 ���������
2.1 �����֯�۲�
ͼ3��4��ʾ�ֱ�Ϊ�Գ������ͷǶԳ����������ͱ�������֯�������֯�۲��������ͨ�Գ����������м�ƫ�������أ�ͼ3(b)�м�ֲ����ԣ�ͼ3(c)���ݶ����ϡ�������������Ե���״���������Ľ����һ���Ƕȣ��ԡ��ˡ������й�����Ų������ǶԳ��³�ʽ�����ܹ�ʹ�������м�ƫ������ʧ����ͼ4��ʾ��������֯�������ܡ�
��Σ��ɱ�2��ʵ�������֪���ǶԳ��³�ʽ�����ٶȴﵽ1.2 m/min���ϣ�Զ���ڳ���Գ�ʽ�������ٶ�0.9 m/min����Ч�����������Ч�ʡ�ͼ5��ʾΪ�ǶԳ���������ͼ����ͼ5��֪���������������³������������������h��λ��ʱ����Ӧ�����������ȴ�45 mm����65 mm���±����������ĽӴ�ʱ����ϱ��������ĽӴ�ʱ�䳤�����ϡ��±���������ȴǿ�Ȳ�ͬ���ᾧ����Ҳ�����仯��������ʹƫ�������ơ������ֱ仯�ӽ��ڼ���״̬ʱ��ƫ������ʧ��ʹ������֯���Ӿ��ȣ����ڷǶԳ��³�ʽ������������Ӵ��������ͨ�Գ�ʽ�Ĵ�ɢ�ȿ죬��ˣ�����������ٶȡ�
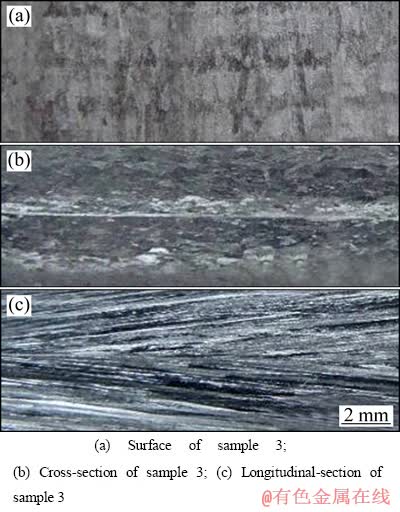
ͼ3 �Գ���������ĺ�۽�����֯
Fig. 3 Macro-metallographs of symmetric roll-casting aluminum alloy plates
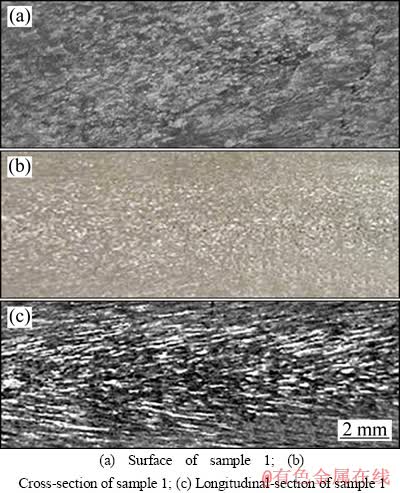
ͼ4 �ǶԳ���������ĺ�۽�����֯
Fig. 4 Macro-metallographs of asymmetric roll-casting aluminum alloy plates
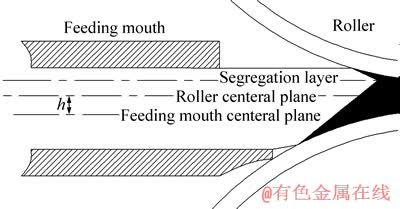
ͼ5 �ǶԳ���������ͼ
Fig. 5 Schematic diagram showing mechanism of asymmetric roll-casting
2.2 ������֯�۲�
����������������������ͬһʱ������ɣ�������֯�к��С������롰�����������̣������������졢���κ��ٽᾧ3����֯�������ܶȽϵͣ�����Ͽ���ͼ6��ʾΪ��ͨ�Գ�����������۽�����֯��ͼ7��ʾΪʩ�Ӹ����ܳ����������Ľ�����֯��ͼ8��ʾΪδ���ӱ��ʼ��ķǶԳ����������Ľ�����֯����ͼ8�ɼ����ǶԳ���ͨ��������ľ����ϴִ�֦�������������֦�����Ϊ15~20 ��m������ƽ���ߴ�(ֱ��)Ϊ40~50 ��m�����־���ֱ���ﵽ200 ��m��ͨ����ͼ6��ͼ8�Աȿ�֪����ȡ�ǶԳƹ��ն���������֯Ӱ�첻��ͼ7��ͼ8�Աȿ�֪�������澭�����-�������������������������֦�����������飬ת��Ϊ����ϸС�ĵ��ᾧ�����ҷֲ���Ϊ���ȣ�����ƽ���ߴ�(ֱ��)��20~30 ��m֮�䡣
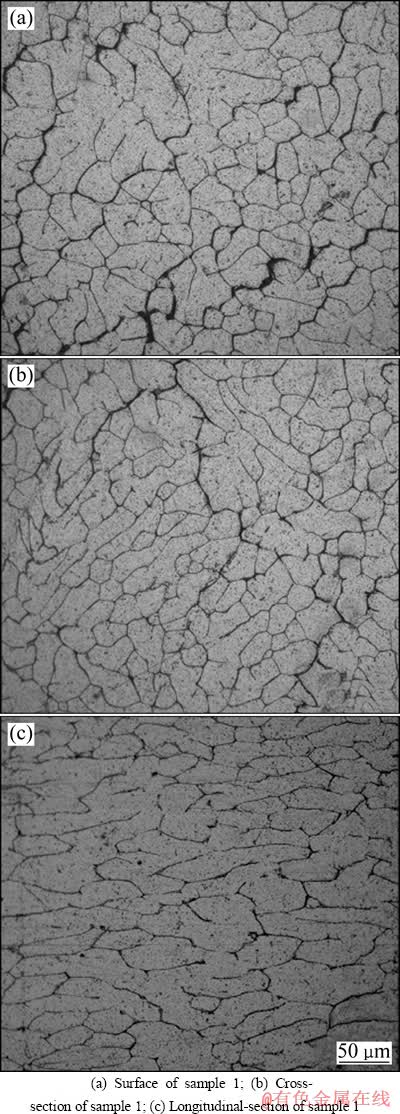
ͼ6 ��ͨ�Գ�����������۽�����֯
Fig. 6 Micro-metallographs of symmetric roll-casting aluminum alloy plates
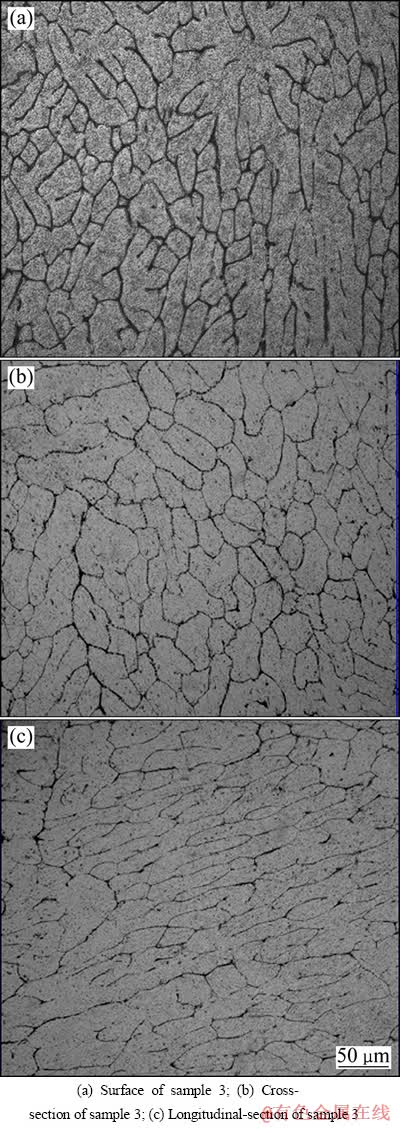
ͼ7 �ǶԳ��³�ʽ���-��������������۽�����֯
Fig. 7 Micro-metallographs of asymmetric and sunken roll-casting aluminum alloy plates under electromagnetic- ultrasonic compound energy field
�������������ڴ����Ĺ����У��γ�����ЧӦ�����������ջ�����[12]�����⣬��ų�Ҳ��ǿ�ҵĽ������ã�����֦��������֦��ƫ�������о��У��������ؼ���λͬʱ���ӵ�źͳ��������ܳ���ʹ�������õõ���ǿ����֯�з����֦����֯�����飬����֦�������Ϊ�µľ��ˣ��Ӷ�������κ��ʣ����⣬�����ܳ�ʹ�����������¶�����������ʱ�����̣����̷�ʽ��������̱�Ϊ������̣���������״�������ɡ��ڸ����ܳ��������£����屻���Ƚ��裬������ϸС���ȡ�
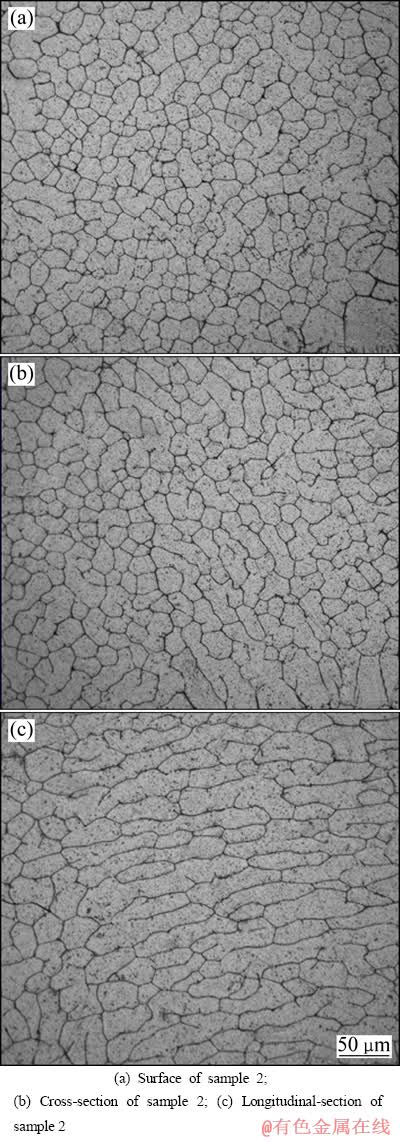
ͼ8 �ǶԳ��³�ʽ����������۽�����֯
Fig. 8 Micro-metallographs of symmetric roll-casting aluminum alloy plates
2.3 ��ѧ����
��3����Ϊ3���������Ͻ��������ѧ���ܡ��ӱ�3�п��Կ������ǶԳ���ͨ������������1�Ħ�b����0.2�ͦĵ�ƽ��ֵ�ֱ�Ϊ114.168 MPa��56.41 MPa��27.23%��ʩ�ӵ��-�����ܳ�������2��3����ѧ���ֱܷ���ߵ���130.551 MPa��68.785 MPa��34.72%�������ֱ�Ϊ14.3%��21.94%��27.5%������3����ͬ�����ϵ��쳤�ʵ�����ֵ������1��3.5%��С������2��1.96%��˵��ʩ�Ӹ����ܳ�������ĸ�������������С�����Ա�����3������1����ѧ���ܷ��֣����Dz�����������ɴ˿ɼ����ǶԳ�������ȶԳ�ʽ��������������������ѧ���ܣ���ʩ�Ӹ����ܳ������������ԭʼ�������Ͻ��������ѧ���ܡ�
��3 �����Ͻ�����������
Table 3 Tensile properties of roll-casting aluminum alloy plates
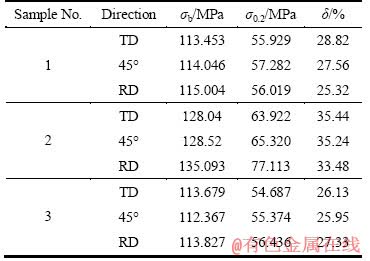
��4����Ϊ4�ֳ�Ʒ���������Ʒ������ѧ���ܡ���4����������ֻ���������ij�Ʒ������ʩ�Ӹ����ܳ�������7�Ħ�b����0.2�ͦı�δʩ�Ӹ����ܳ�������6�ķֱ������13.09%��10.67%��11.54%�����ھ��Ȼ��������м��˻�״̬�£�ʩ�Ӹ����ܳ�������5�Ħ�b�ͦ�0.2��δʩ�Ӹ����ܳ�������4��Ҳ�ֱ������32.93%��38.91%�����쳤�ʵı仯�������۶���ֱ��������(����6��7)���Ǿ������Ȼ����м��˻���(����4��5)��ʩ�Ӹ����ܳ������������ֳ�������������ѧ���ܡ�
��4 �������Ͻ��Ʒ���������Ʒ������������
Table 4 Tensile properties of roll-casting aluminum alloy strips along RD
2.4 ɨ��羵����
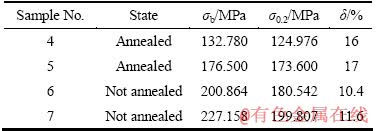
ͨ���Ա���ͨ������������1�͵��-����������������2��SEM��(��ͼ9)���Է��֣����ִ������������ؾ�����������ͨ���������������Ҫ�ۼ��ھ����ϣ�������״�ֲ����ڶ���ϴִ�ʩ�Ӹ����ܳ������������٣��Ҹ�����ɢ���ڶ����ΪϸС���������ھ������ܳ�������Ͻ�Ԫ���ڻ������еĹ��ܶ����ӡ������������EDS����(��ͼ9(d))��֪���������������дִ�Ŀ�״��������ҪΪ(Fe, Mn)Al6��
ͼ9 3003���Ͻ����������������������SEM��EDS����
Fig. 9 Precipitate morphologies and EDS pattern of 3003 aluminum roll-casting plates
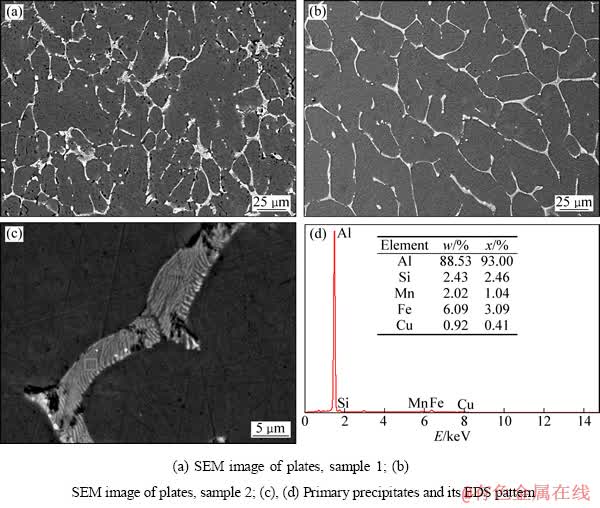
ͼ10��ʾΪ��������������Ʒ��������4~7��SEM�Ա�ͼ10(a)��(b)��(c)��(d)��֪�����ȴ������������������Ʒ������У��������ڸ��¾��Ȼ������е������ྭ������λ�����Ǿ���Ķ�������С, ���緢���ƶ�[13-14]����4�ֳ�Ʒ��������EDS����, ���������������Ԫ�غ�����֪��ͼ10(e)��ʾԲ�̰�״��������Al(Fe, Mn) Si�ࣻͼ10(g)��ʾ�Ŀ�״�ຬ��Al��Mn��Si��Fe 4��Ԫ�أ�����Ϊ(Fe, Mn)Al6�ࡣ��һ���Ա�ʩ�ӵ��-�����ij�Ʒ��������5��7��δʩ�ӵ��-�����ij�Ʒ��������4��6��SEM���֣���ͨ��Ʒ�������������С�������ҿ�״������϶࣬�����-���������Ʊ��ij�Ʒ����������ϸС�ҷֲ���Ϊ���ȣ��������ڵ��-�����Ľ�������ʹ������������ɢ����Σ��������ܳ����������������������Ϊǿ������ɢ�������У�ʹ����ͨ��Ʒ�������������������Խ϶ࣻ�����Ȼ���ֳ�Ʒ�����������������ƣ���������ɱ��������в�ͬ��ʩ�ӵ��-�������������������������ת��ΪAl(Fe, Mn)Si�࣬����Ŀ�����Զ���(Fe, Mn)Al6�࣬�������ڸ����ܳ��ٽ�(Fe, Mn)Al6����Al(Fe, Mn)Si��ת�䡣Al(Fe, Mn)Si�����(Fe, Mn)Al6����и��ߵ�ǿ�ȣ����Ը��õط�ֹ���ʱ���˵ķ������Ӷ������ڸ��Ʋ��ϵļӹ�����[15]��
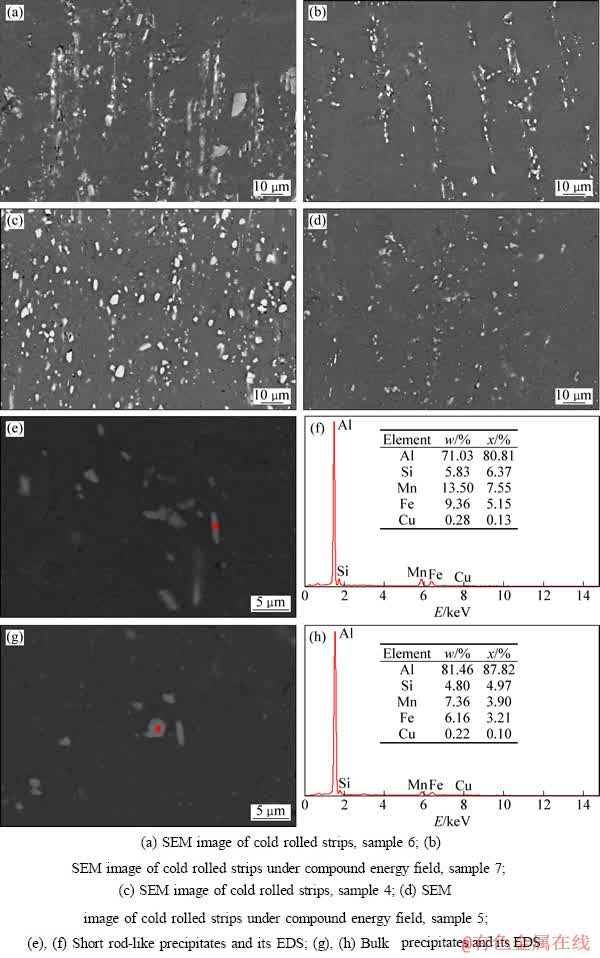
ͼ10 ��Ʒ���������������������SEM����EDS��
Fig. 10 Precipitate morphologies and EDS patterns of 3003 aluminum strips
3 ����
1) �����õķǶԳ��³�ʽ�����������ٶȿɴ�1.2 m/min������ͨ�ԳƷ�ʽ������ȣ������ٶȿ����33.3%�����������������м�ƫ���õ���Ч������
2) ��ͨ��������ԭʼ�����ִ��Ҳ����ȣ��������ܳ���������ԭʼ����Ϊ����ϸС�ĵ��ᾧ���������������������ӣ����������徧����ѹ������������ջ�����Ե���״���е���ά��֯�����и����ܳ����������֯����ϸС��
3) ������-���������ܳ���3003���Ͻ�������������֯�����ܾ��õ����Ը��ƣ��俹��ǿ�ȡ�����ǿ�Ⱥ��쳤�ʱ���ͨ�������ķֱ������14.3%��21.94%��27.5%��������ӹ��ij�Ʒ������Ӧ����ѧ���ܱ���ͨ��Ʒ����Ҳ�ֱ������32.93%��38.91%��6.25%��
4) 4�ֳ�Ʒ��������������ҪΪ��״(Fe, Mn)Al6���Բ�̰�״Al( Fe, Mn) Si�࣬�����-�����������������������ɢ���ȣ��������٣�������Բ�̰�״���������ͨ��������
REFERENCES
[1] �� ��, ������, ���. ���Ͻ�����������������������[M]. ����: ұ��ҵ������, 2010: 206-207.
HOU Bo, LI Yong-chun, LI Jian-rong. Aluminum alloy roll-casting and continuous casting and rolling technology[M]. Beijing: Metallurgical Industry Press, 2010: 206-207.
[2] �����, �� ��, ��, �� ��. �������������ķ�չ��״��˼��[J]. �й���ɫ����ѧ��, 2004, 14(1): 192-196.
DING Pei-dao, JIANG Bin, YANG Chun-mei, FANG Liang. Development and thought of thin-strip continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(1): 192-196.
[3] YUN M, LOKYER S, HUNT J D. Twin roll casting of aluminum alloys[J]. Materials Science and Engineering A, 2000, 280(1): 116-123.
[4] HAGA T, NISHIYAMA T, SUZUKI S. Strip casting of A5182 alloy using a melt drag twin-roll caster[J]. Journal of Materials Processing Technology, 2003, 133: 103-107.
[5] VIVES C. Effects of electromagnetic vibrations on the microstructure of continuously cast aluminum alloys[J]. Materials Science and Engineering A, 1993, 173(1/2): 169-172.
[6] ��Х��, ë���, ��Ƿ��. ����ų����������������¼���̽��[J]. �й���ɫ����ѧ��, 1995, 5(4): 145-149.
ZHAO Xiao-lin, MAO Da-heng, CHEN Qian-gen. Discussion of the introduction of the electromagnetic field to continuous roll casting technology[J]. The Chinese Journal of Nonferrous Metals, 1995, 5(4): 145-149.
[7] ë���, Ф��¡, ������. ��ų���������֯������ѧ���ܵ�Ӱ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 1998, 29(6): 573-576.
MAO Da-heng, XIAO Li-long, DING Dao-lian. Effect of electromagnetic field on texture and mechanical properties of casting and rolling plate[J]. Journal of Central South University of Technology: Natural Science, 1998, 29(6): 573-576.
[8] RAMIREZ A, MA Q, DAVIS B. Potency of high-intensity ultrasonic treatment for grain refinement of magnesium alloys[J]. Scripta Materialia, 2008, 9: 19-22.
[9] �ƽ, ������, ë���, �Թ���. ��������������AZ31þ�Ͻ��ĵ�ʵ���о�[J]. ���пƼ���ѧѧ��: ��Ȼ��ѧ��, 2010, 38(12): 126-132.
LI Jian-ping, HU Jian-bing, MAO Da-heng, ZHAO Guan-zhong. Experiment research on ultrasound cast-rolling AZ31 alloy strip[J]. Journal of Huazhong University of Science and Technology: Natural Science Edition, 2010, 38(12): 126-132.
[10] ������, ������, � ��, ��ƽ. �˻������AA3003���Ͻ��������Ϊ[J]. �й���ɫ����ѧ��, 2005, 15(5): 666-679.
ZHANG Xin-ming, WU Wen-xiang, JIAN Xiong, ZHOU Zhuo-ping. Precipitation behavior of AA3003 aluminum alloy during annealing[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(5): 666-679.
[11] ������, � ��. �м��˻�ǰ��������������3003���Ͻ��������ȵ��ݵ�Ӱ��[J]. �й���ɫ����ѧ��, 2005, 15(3): 334-337.
ZHANG Xin-ming, JIAN Xiong. Effects of cold deformation before and after intermediate annealing on specific capacitance of cathode foils of 3003 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(3): 334-337.
[12] MAO Da-heng, ZHANG Yun-fang, NIE Zhao-hui, LIU Qiao-hong, ZHONG Jue. Effects of ultrasonic treatment on structure of roll casting aluminum strip[J]. Journal of Central South University of Technology, 2007, 14(3): 363-369.
[13] ALEXANDER D T L, GREER A L. Solid-state intermetallic phase transformations in 3xxx aluminum alloys[J]. Acta Materialia, 2002, 50(10): 2571-2583.
[14] CHEN S P, KUIJPERS N C W, ZWAAG S. Effect of microsegregation and dislocations on the nucleation kinetics of precipitation in aluminum alloy AA3003[J]. Materials Science and Engineering A, 2003, 341(1/2): 296-306.
[15] ������, ��־��, �� ��. 3xxxϵ�������Ͻ�ڶ��༰��Լӹ����̵�Ӱ���о���չ[J]. ���ϵ���, 2012, 26(7): 101-108.
ZHANG Yong-hao, ZHANG Zhi-qing, LIN Lin. Research progress of second phases in 3xxx can body aluminium alloys and their effects on manufacturing[J]. Material Review, 2012, 26(7): 101-108.
(�༭ ����Ƽ)
������Ŀ�������ش�ר��������Ŀ(2010ZX04017�C013)
�ո����ڣ�2013-04-01�������ڣ�2013-09-04
ͨ�����ߣ�ë��㣬���ڣ��绰��13017297034��E-mail��276913655@qq.com

