
Effect of vacuum heat treatment on microstructure and microhardness of cold sprayed Cu-4Cr-2Nb alloy coating
LI Wen-ya(������), GUO Xue-ping(��ѧƽ), L. DEMBINSKI, LIAO Han-lin(�κ���), C.CODDET
LERMPS, Universit�� de Technologie de Belfort-Montb��liard, Site de S��venans, 90010 Belfort Cedex, France
Received 10 April 2006; accepted 25 April 2006
Abstract: The effect of vacuum heat treatment on the microstructure and microhardness of cold-sprayed Cu-4%Cr-2%Nb alloy coating was investigated. The heat treatment was conducted under the temperatures from 250 �� to 950 �� with a step of 100 �� for 2 h. It was found that a dense thick Cu-4Cr-2Nb coating could be formed by cold spraying. After heat treatment, a Cr2Nb phase was uniformly distributed in the matrix, which was transferred from the gas-atomized feedstock. A little grain growth of Cr2Nb phase was observed accompanying with the healing-up of the incomplete interfaces between the deposited particles at the elevated temperatures. The coating microhardness increases a little with increasing the temperature to 350 ��, and then decreases with further increasing temperature up to 950 ��. This fact can be attributed to the microstructure evolution during the heat treatment.
Key words: Cu-4Cr-2Nb alloy; coating; cold spraying; vacuum heat treatment; microstructure; microhardness
1 Introduction
Continuous efforts are under way to develop an alloy which can have an exceptional high temperature strength and good thermal conductivity for high heat flux applications such as combustion chambers. A series of Cu based alloys, such as NARloy-Z (Cu-3%Ag-0.5%Zr, mass fraction), GRCop-84 or Cu-8Cr-4Nb (Cu-8%Cr-4%Nb, mole fraction) and GRCop-42 or Cu-4Cr-2Nb (Cu-4%Cr-2%Nb, mole fraction), have been developed for the main combustion chamber(MCC) liner of the space shuttle main engine(SSME) as well as rocket engine[1-6]. The better combination of thermal conductivity[3,4] and mechanical properties[4] of Cu-4Cr-2Nb offers it an attractive alternative to other current high temperature Cu based alloys. The commonly used fabrication processes include casting, forging, and heat treatment[1]. These alloys can also be direct-extruded from powder or produced by hot isostatic pressing (HIP) to make fully dense bulk[2,4].Vacuum plasma spraying (VPS) was also used to produce the combustion chamber liner owing to some advantages, such as no oxidation during deposition, no evident lamellar structure in the coating due to the high temperature of substrate during spraying and decreasing the overall processing cost and fabrication time[2, 5, 6]. However, the overall cost for VPS is still relatively high in applications.
Recently, the new emerging cold spraying (or kinetic spraying) technique has been widely investigated owing to its high deposition efficiency and rate for volume production of many metallic or composite coatings[7-10]. In this process, spray particles are injected into a supersonic jet in a de Laval type nozzle and accelerated to a high velocity (300-1 200 m/s). The deposition of particles takes place through the intensive plastic deformation upon impact in a solid state at a temperature well below the melting point of spray material. Consequently, the deleterious effects of oxidation, phase transformation, decomposition, grain growth and other problems inherent to the conventional thermal spraying processes can be minimized or eliminated[7]. However, the incompleteness of interfaces between the deposited particles may result in an anisotropy of coating microstructure and lower mechanical strength and other properties.
Cold-sprayed Cu coating has been used in rocket engines owing to its excellent electrical and thermal conductivities. The previous studies on the annealed cold-sprayed Cu coatings revealed that the homogenization of coating microstructure and significant improvement of interface bonding was achieved[8-10]. Therefore, it is expected to cost-effectively fabricate Cu alloys by cold spraying and post-spray heat treatment. In the present paper, the effect of heat treatment on the microstructure and microhardness of the cold-sprayed Cu-4Cr-2Nb alloy coating were examined. The microstructural evolution during annealing was discussed.
2 Experimental
A commercially available cold spray gun (CGT GmbH, Germany) was used for coating deposition. A MOC type nozzle supplied by CGT was employed. The high-pressure compressed air was used as the driving and powder carrier gases. The driving gas was operated at a pressure of 3.0 MPa and a temperature of 415 �� in the pre-chamber. The standoff distance from nozzle exit to substrate surface was 50 mm. During spraying, the substrate was mounted on a cylindrical holder rotating at 120 r/min and the spray gun moved vertically at a speed of 5 mm/s. The feedstock was Cu-4%Cr-2%Nb powder (��25 ��m) produced by LERMPS (UTBM, France) through a gas-atomization process. The morphology of this powder is shown in Fig.1(a). The particle cross-section was eroded with an aqueous solution composed of 5 g FeCl3+10 mL HCl+100 mL H2O as shown in Fig.1(b). Many small Cr2Nb precipitates indicated by energy dispersive X-ray analysis(EDXA) uniformly distribute in the matrix, which is similar to that in Cu-8Cr-4Nb reported in Ref.[2]. Cold-rolled Cu plate was used as a substrate and sandblasted prior to spraying.
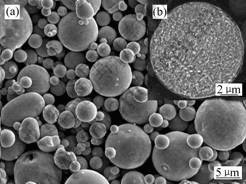
Fig.1 Morphologies of Cu-4Cr-2Nb powder (��25 ��m)(a) and particle cross-section(b)
Different from pure Cu, Cu-Cr-Nb alloys are designed for high temperature applications[2-4]. Therefore, in this study, the heat treatment was conducted in an electrical furnace at temperatures from 250 �� to 950 �� with a step of 100 �� for 2 h under vacuum. For the temperature of 950 ��, the annealing was also conducted for 6 h.
The cross-sectional microstructure of the as-sprayed and annealed coatings was examined by optical microscope (OM) and scanning electron microscope (SEM) including EDXA. Some of the cross-sections were eroded with the above-mentioned etchant for a better observation of microstructure. The microhardness of the coating was tested by a VICKERS harness tester with a load of 0.981 N. More than 15 values randomly tested in the polished cross-section were averaged to evaluate the coating hardness.
3 Results and discussion
3.1 Microstructure of as-cold-sprayed Cu-4Cr-2Nb coating
With the spray parameters mentioned above, a thick coating (about 1.5 mm) was formed by cold spraying. Fig.2 shows the microstructure of the cross-section of the as-cold-sprayed Cu-4Cr-2Nb coating. The coatings were also eroded for a better observation of the dispersed Cr2Nb precipitates in the matrix. It is found from Figs.2(a) and (b) that a dense Cu-4Cr-2Nb coating could be deposited by cold spraying. The adhesion between the coating and substrate seems sound as shown in Fig.2(b). The porosity of the coating was estimated less than 1%. Moreover, almost no oxidation occurred during spraying.
However, it was observed from the eroded cross-section as shown in Fig.2(c) that the interfaces between the deposited particles in the coating are clearly revealed. It is clear that the deposited particles have experienced intensive deformation and deformed to an elongated shape. This means that particle interfaces are more easily eroded compared to bulk inside of particle and implies that the deposited particles may be only weakly bonded together[10]. These incomplete interfaces between the deposited particles could result in an anisotropy of coating microstructure and lower the coating performance[10]. As for the Cr2Nb precipitates, they are the same as those in the feedstock, which are homogeneously dispersed in the matrix as shown in Fig.2(d). This fact indicates that cold spraying can easily transfer the microstructure of feedstock to the coating.
3.2 Effect of annealing on microstructure of cold-
sprayed Cu-4Cr-2Nb coating
Generally, heat treatment on thermaly sprayed coatings can release the residual stress, decrease the porosity or improve the microstructure and properties of the coatings. It has been proved to take the same role on the cold-sprayed Cu coatings[8-10]. The microstructure of the cold-sprayed Cu-4Cr-2Nb was also significantly
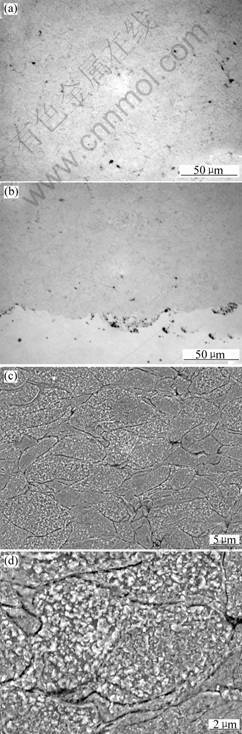
Fig.2 OM(a), (b) and SEM(c), (d) micrographs of cross-section of as-cold-sprayed Cu-4Cr-2Nb coating
changed after annealing at different temperatures as shown in Fig.3 and Fig.4.
Firstly, it is seen from Fig.3 that the coating becomes denser after annealed at elevated temperatures, especially as the temperature higher than 650 ��. The unfirmly dispersed Cr2Nb precipitates loomed up in the coating annealed at elevated temperatures. This suggests the size growth of Cr2Nb phase. Secondly, it is seen from Fig.4 that the interfaces between the deposited particles tend to disappear and a metallurgical bond is formed with increasing the annealing temperature through atom diffusion. This phenomenon was also observed for cold-sprayed Cu coatings[8-10]. When the annealing temperature is 650 ��, the interfaces are almost healed up except some small incomplete regions as marked by arrows in Fig.4(e). As the temperature is higher than 650 ��, there are almost no incomplete regions observed. However, the small Cr2Nb precipitates tend to coalesce and the grain sizes of Cr2Nb phase have a little increase at the temperature higher than 650 ��, which can be seen from Figs.4(f) to (i), it is more obvious than annealed at 950 �� as shown in Fig.4(h). When the coating was annealed at 950 �� for a longer time of 6 h as shown in Fig.4(i), the microstructure including the Cr2Nb phase changes a little. Therefore, although the cohesion of the cold-sprayed Cu-4Cr-2Nb coating could be significantly increased after annealing at elevated temperatures compared with the as-sprayed coating, the mechnical properties of the coating may be degraded owing to the grain size growth of Cr2Nb phase. On the other hand, the grain size growth of the matrix is not observed clearly. This fact could be attributed to the grain boundary pinning effect of the small Cr2Nb precipitates[4].
Cr2Nb phase is an intermetallic compound, which presents a face-centered cubic (fcc) structure when the temperature is lower than about 1 870 K[11]. It is considered attractive for high temperature applications because of its high melting point (about 2 003 K) and high strength at elevated temperatures [11,12]. However, it is hard and brittle at relatively low temperatures. In Cu-Cr-Nb alloys, it is right taken as a dispersion strengthening second-phase in matrix [2,4]. Besides, it is also situated at grain boundaries and triple points and provides a direct grain boundary pinning effect and, hence, an indirect grain boundary strengthening (Hall-Petch) effect[4]. Therefore, the grain size of Cr2Nb phase and its distribution in the matrix take an important role in the compromise of conductivity and strength of Cu-Cr-Nb alloys at elevated temperatures[2,4]. In this study, a good distribution of Cr2Nb precipitates in the matrix could be obtained through cold spraying of the fine Cu-4Cr-2Nb powder and post-spray heat treatment to enhance the cohesion of the coating. However, the grain size growth of Cr2Nb phase was also observed, especially at relatively high annealing temperature and long treatment time. Fig.5 shows the microstructure of the cold-sprayed Cu-4Cr-2Nb annealed at 350 �� and 950 �� for 2 h at a high magnification. It is clear that the size of Cr2Nb phase in the coating annealed at 950
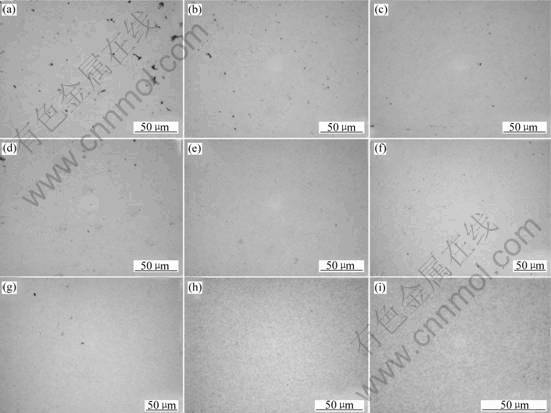
Fig.3 OM micrographs of Cu-4Cr-2Nb coatings annealed under different conditions: (a) 250 ��; (b) 350 ��; (c) 450 ��; (d) 550 ��; (e) 650 �� (f) 750 ��; (g) 850 ��; (h) 950 ��, 2 h; (i) 950 ��, 6 h
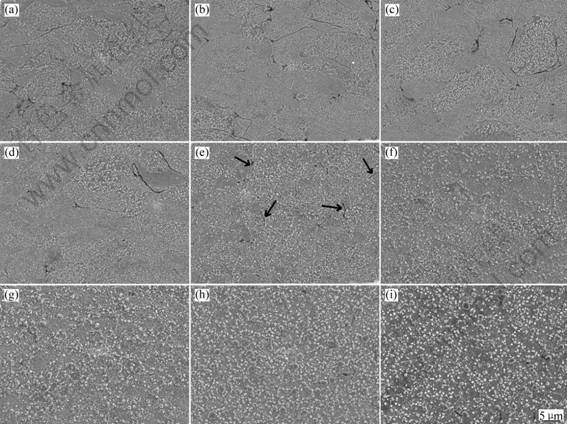
Fig.4 SEM micrographs of Cu-4Cr-2Nb coatings annealed under different conditions: (a) 250 ��; (b) 350 ��; (c) 450 ��; (d) 550 ��; (e) 650 ��; (f) 750 ��; (g) 850 ��; (h) 950 ��; 2 h; (i) 950 ��, 6 h
�� is approximately one order larger than that of the coating annealed at 350 ��. Although the cohesion, which means the bond between the deposited particles, was improved after annealing at 950 ��, the strength of Cu-4Cr-2Nb may be lowered owing to the grain size growth of Cr2Nb. The significant decrease in microhardness of the coating annealed at 950 �� compared with that of the coating annealed at 350 �� (see next section) proves this observation. Therefore, the size control of Cr2Nb phase through heat treatment for cold sprayed Cu-Cr-Nb alloys is of significant importance. The study focusing on the tensile property of the annealed cold-sprayed Cu-4Cr-2Nb is in progress for a better control of the annealing conditions.

Fig.5 SEM micrographs of Cu-4Cr-2Nb coatings annealed under different conditions: (a) 350 ��; (b) 950 ��, 2 h
3.3 Effect of annealing on microhardness of cold-sprayed Cu-4Cr-2Nb coating
Fig.6 shows the change of microhardness of cold-sprayed Cu-4Cr-2Nb after annealing at different temperatures. For comparison, the microhardesss of the as-cold-sprayed Cu-4Cr-2Nb is also given in Fig.6. It is found that the coating microhardness changed little when annealed at 250 ��. This may be due to the little change of microstructure and the interfaces between the deposited particles were still weak. When the annealing temperature is 350 ��, the coating microhardness increase a little to a maximum value. This may be caused by the more healing-up effect on the interfaces but little size change of Cr2Nb precipitates happened. However, when the annealing temperature is higher than 350 ��, the coating microhardness decreases gradually with further increasing annealing temperature. This may be caused by the grain size growth of the Cr2Nb phase accompanying with the softening of the matrix at elevated temperature. On the other hand, the microhardness of the coating annealed at 950 �� for 6 h has a little decrease compared with that of the coating annealed at 950 �� for 2 h. It is reasonable to take into accounts the microstructure change of the annealed coatings discussed above.
To summary, the results in this study clearly show that the heat treatment provides an effective approach to control the microstructure and properties of Cu-4Cr-2Nb coating. It is expected that cold spraying could be considered a promising alternative to form those Cu alloys used in engine applications.
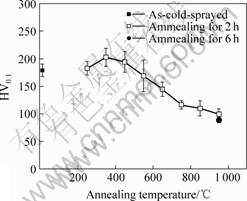
Fig.6 Effect of annealing on microhardness of cold-sprayed Cu-4Cr-2Nb coating
4 Conclusions
The vacuum heat treatment significantly influenced the microstructure and microhardness of cold-sprayed Cu-4Cr-2Nb alloy coating. It was found that a dense thick Cu-4Cr-2Nb coating could be formed by cold spraying. After heat treatment, a Cr2Nb phase is uniformly distributed in the matrix, which is transferred from the gas-atomized feedstock. A little grain growth of Cr2Nb phase was observed accompanying with the healing-up of the incomplete interfaces between the deposited particles at the elevated temperatures. The coating microhardness increases a little with increasing the temperature to 350 ��, and then decreases with further increasing temperature up to 950 ��. The coating microhardness also decreases with increasing treatment time at 950 ��. This fact can be attributed to the microstructure evolution during the heat treatment. The results also indicate that cold spraying is a promising alternative to form cost-effectively the high temperature Cu alloys in aerospace engines.
References
[1] SINGH J, Jerman G, Poorman R, Bhat B N, Kuruvilla A K. Mechanical properties and microstructural stability of wrought, laser, and electron beam glazed NARloy-Z alloy at elevated temperatures [J]. J Mater Sci, 1997, 32: 3891-3903.
[2] Ellis D L. GRCop-84: A High-Temperature Copper Alloy for High-Heat-Flux Applications. Ohio: Glenn Research Center; 2005.
[3] Ellis D L, Lerch B A. Conductivity of GRCop-42 alloy enhanced.[EB/OZ].http://www.grc.nasa.gov/ WWW/RT/2003/5000/
5120 ellis1.html
[4] Anderson K R, Groza J R. Microstructural size effects in high-strength high-conductivity Cu-Cr-Nb alloys [J]. Metall Mater Trans A, 2001, 32: 1211-1224.
[5] Chen P S, Sanders J H, Liaw Y K, Zimmermann F. Ductility degradation of vacuum-plasma-sprayed NARloy-Z at elevated temperatures [J]. Mater Sci Eng A, 1995, 199: 145-152.
[6] Singh J, Bhat B N, Poorman R, Kar A, Mazumder J. Laser glazing of vacuum plasma spray coated NARloy-Z [J]. Surf Coat Technol, 1996, 79: 35-49.
[7] Papyrin A. Cold spray technology [J]. Adv Mater Process, 2001, 159: 49-51.
[8] McCune R C, Donlon W T, Popoola O O, Cartwright E L. Characterization of copper layers produced by cold gas-dynamic spraying [J]. J Therm Spray Technol, 2000, 9: 73-82.
[9] Stoltenhoff T, Borchers C, G?rtner F, Kreye H. Microstructures and key properties of cold-sprayed and thermally sprayed copper coatings [J]. Surf Coat Technol, 2005, 200(16-17): 4947-4960.
[10] Li C J, Li W Y. Microstructure evolution of cold-sprayed coating during deposition and through post-spraying heat treatment [J]. Trans Nonferrous Met Soc China, 2004, 14(Special 2): 49-54.
[11] Takasugi T, Hanada S, Yoshida M. High temperature mechanical properties of C15 laves phase Cr2Nb intermetallics [J]. Mater Sci Eng A, 1995, l92-l93: 805-810.
[12] Hong S, Fu C L. Phase stability and elastic moduli of Cr2Nb by first-principles calculations [J]. Intermetallics, 1999, 7: 5-9.
(Edited by CHEN Ai-hua)
Corresponding author: LIAO Han-lin; Tel: +33-3-84583242; Fax: +33-3-84583286; E-mail: hanlin.liao@utbm.fr

