Trans. Nonferrous Met. Soc. China 22(2012) s656-s660
Microforming of superplastic 5083 aluminum alloy
Md. Abu Mowazzem HOSSAIN1, Sung-Tae HONG1, Kyu-Yeol PARK1, Young-Sang NA2
1. School of Mechanical Engineering, University of Ulsan, Ulsan 680-749, Korea;
2. Korea Institute of Materials Science, 531 Changwondaero, Changwon 641-831, Korea
Received 21 May 2012; accepted 9 October 2012
Abstract: The mechanical behavior of superplastic 5083 aluminum alloy during microforming process was investigated by finite element analysis. A micro V-groove die was modeled to analyze the effects of forming time, load and temperature on the microformability of the 5083 aluminum alloy. First, the microformability of the 5083 aluminum alloy was estimated using a microformability index. The simulation results show that the microformability increases with the forming load, time and temperature increasing. Superplasticity of the 5083 aluminum alloy during microforming using the V-groove die was also investigated in terms of the effective strain rate. The results show that the superplasticity of the 5083 aluminum alloy occurs in a specific part of the material for a specific period during the microforming process depending on the forming conditions and the microformability index.
Key words: microforming; superplasticity; 5083 aluminum alloy
1 Introduction
Microforming is a manufacturing process used to produce miniature parts for various engineering applications. Parts manufactured by the microforming technology find common use in everyday life, especially in consumer electronics, such as mobile phones [1]. Also, microforming is receiving increasing interest for use in micro-systems technology (MST) and medical sectors [2]. The advantages of microforming processes over conventional manufacturing processes in the manufacture of miniature parts include higher production rates, minimal or zero material loss, excellent mechanical properties and close tolerances in the final product and lower manufacturing costs.
Superplastic forming of aluminum alloys is also a target of increasing interest from industry due to high demand for lightweight components in a variety of engineering applications. In general, superplastic deformation of metals is achieved with a very small grain size less than 10-15 ��m [3]. 5xxx aluminum alloys, especially 5083 aluminum alloy, tend to exhibit good superplasticity [4,5] while providing useful material properties including good corrosion resistance, weldability, low density and relatively high strength[4]. It is believed that the microforming of miniature engineering parts can benefit from the superplasticity of 5xxx aluminum alloys [6,7]. In this regard, various studies were conducted on the superplastic deformation of 5083 aluminum alloy, wherein superplastic conditions were obtained via grain refinement by static recrystallization prior to deformation [8-10]. CLEVELAND et al [9] compared the superplastic behaviors of two 5083 aluminum alloys with slightly different strain rate sensitivities. According to Ref. [9], slight differences in strain rate sensitivity and variations in alloy composition have significant effects on superplastic elongation. The investigation results of KAIBYSHEV et al [10] suggested that a thermomechanically modified 5083 aluminum alloy exhibits enhanced superplastic behavior in the temperature range of 500-570 ��C. BAE and GHOSH [11,12] experimentally investigated cavity growth in a superplastic flow of Al-Mg alloy and suggested an improved plasticity-based model. PATANKAR and JEN [13] investigated the effect of strain rate on the superplasticity of 5083 aluminum alloy.
The results of PATANKAR and JEN[13] suggested that dynamic recrystallization is responsible for the superplastic behavior of 5083 aluminum alloy. NIEH et al [14] reported that the addition of scandium (Sc) to Al-Mg alloy resulted in the precipitation of fine Al3Sc, effectively pinning grain boundaries during recrystallization. As a result the grain of Al-6Mg-0.3Sc alloy retained its size (about 7 ��m) during extensive superplastic deformation (>1000%). PARK et al [15] investigated a high strain rate superplasticity of sub-micrometer-grain 5083 aluminum alloy containing a small amount of Sc, the results show that tensile tests of the 5083 aluminum alloy containing a small amount of Sc under high strain rate showed brittle failures relating to cavitation.
Although substantial works were performed on the superplasticity of 5083 aluminum alloy, little attention has been directed to the superplastic behavior of 5083 aluminum alloy during the microforming process. SON et al [16] experimentally investigated the superplastic behavior of 5083 aluminum alloy during microforming through the use of a custom-made microforging apparatus. A micro V-groove die made of (100) silicon, fabricated using electron beam lithography and anisotropic etching, was used to quantitatively evaluate the superplastic microformability of the 5083 aluminum alloy. Their results suggest that the microformability of the 5083 aluminum alloy is improved with the forming load and time increasing in the superplastic temperature range. KIM et al [17] also investigated the transition from superplastic flow to non-superplastic flow during microforming of Mg-9Al-1Zn alloy.
In the present work, mechanical behavior, including superplasticity, of superplastic 5083 aluminum alloy during the microforming process was investigated by finite element analysis. First, the effects of forming conditions, such as forming speed, load and temperature, on the microformability were discussed based on the results of the finite element analysis. Superplasticity of the 5083 aluminum alloy during microforming was then investigated by tracking the effective strain rate of material points during the forming process.
2 Numerical modeling
Superplasticity is frequently defined in terms of the strain rate sensitivity exponent m, which is defined as[18]
 (1)
(1)
where  is the effective stress and
is the effective stress and  is the effective strain rate. According to the investigation results of IWASAKI et al [19], m for the superplasticity of 5083 aluminum alloy is approximately 0.5 and the corresponding critical strain rate is approximately 3.6��10-4 s-1 in the superplastic temperature range.
is the effective strain rate. According to the investigation results of IWASAKI et al [19], m for the superplasticity of 5083 aluminum alloy is approximately 0.5 and the corresponding critical strain rate is approximately 3.6��10-4 s-1 in the superplastic temperature range.
Microforming simulations of 5083 aluminum alloy were carried out using Deform-2D FEM commercial software. The microforming simulation was designed to be identical to the previously conducted experiment with a 16 V-groove die [16], with the exception of the friction coefficient, which was unknown in the experiment. Due to the symmetries in geometry and loading conditions, only a half of the experimental set-up was modeled, as shown in Fig. 1. The geometry of the die groove is also shown in Fig. 1. The workpiece was meshed with 7000 quadrilateral four node elements. A higher mesh density was applied to the workpiece-die interface where most of the material flow was expected to occur. The die was modeled as a rigid body. Material properties of the 5083 aluminum alloy provided by the manufacturer were adopted in the simulation: elastic modulus, E=68.9 GPa, Poisson��s ratio ��=0.33. The friction coefficient at the workpiece-die interface was assumed to be 0.4. For the flow stress��strain rate behavior of the 5083 aluminum alloy, the experimental result of IWASAKI et al [19] for 5083 aluminum alloy manufactured by sky aluminum, Japan, was adopted for the simulation.
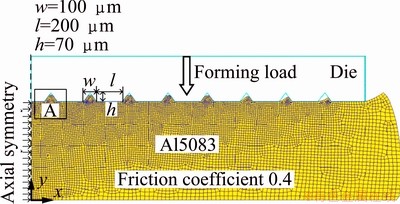
Fig. 1 Simulation result of microforming after 20 min of forming time with workpiece temperature of 550 ��C and constant forming load of 96 N
3 Results and discussion
Figure 1 shows the simulation result of the microforming after 20 min of forming time with a workpiece temperature of 550 ��C and a constant forming load of 96 N. The results show that the grooves near the center of the die were nearly completely filled, while the material flow into the grooves near the free end of the die was very poor and highly asymmetric. This is probably due to the combined effects of a global friction hill for the entire die-material interface and local friction hills for the die-material interface between grooves. The simulation result of a separately ongoing study shows that the degree of die-filling near the free end can be improved by increasing the friction coefficient between the die and the material. A detailed discussion regarding the effect of the global and local friction hills on die-filling is beyond the scope of the present study and will be presented elsewhere. In this investigation, only the microforming behavior of the 5083 aluminum alloy at the groove closest to the center (marked as A in Fig. 1), where the degree of die-filling is the greatest, which was discussed.
In Fig. 2, the microformability index Rf (= Af/Ag) at a constant punch load 96 N, where Ag is the cross sectional area of the die groove, and Af is the area of the material flow into the die groove [20], is shown as a function of time for the three different forming temperatures. As expected, Rf increases with the forming time increasing, indicating a continuous metal flow into the V-groove during the entire microforming process. The simulation results at a forming temperature of 490 ��C show reasonably good agreement with the experimental result [16] at the same forming temperature. The slight discrepancy between the simulation result and the experimental result is probably due to the grain size effect that was not considered in the simulation and the idealization of the experimental set-up including the assumption of a constant friction coefficient.
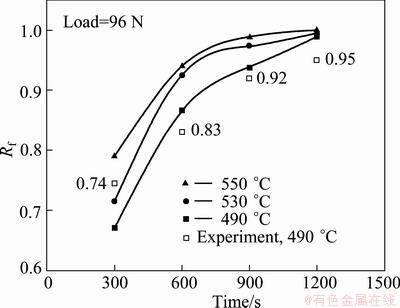
Fig. 2 Microformability index Rf under constant punch load of 96 N as function of forming time
Also, the simulation results up to maximum value Rfm=0.98 with different punch speeds (not shown here) shows that the targeted microformability index was eventually achieved regardless of the given punch speed even though the required forming time was quite different. However, the punch loads at Rfm, corresponding to the maximum load attained during each microforming process, show significant variation depending on the given punch speed and forming temperature, as shown in Fig. 3. The simulation result suggests that, with the forming temperature increasing from 490 ��C to 550 ��C, the punch speed, which is inversely proportional to the forming time, can be nearly doubled while the maximum load is almost unchanged.
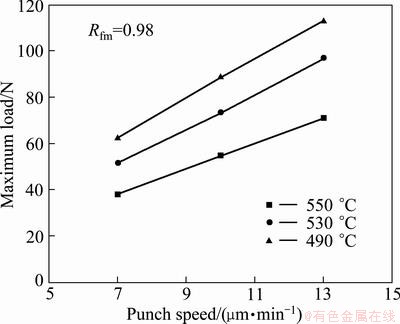
Fig. 3 Maximum forming loads as function of punch speed
In order to investigate the superplastic behavior of the material during microforming, the effective strain rates of two material points P1 at the edge of the groove and P2 in the middle of the groove bottom were tracked as a function of the forming time during two representative microforming processes, under a constant punch load of 96 N and under a constant punch speed of 0.013 mm/min, as shown in Figs. 4(a) and (b), respectively. Also, the reference critical strain rate (3.6��10-4 s-1) for superplasticity of the 5083 aluminum alloy [19] is indicated in each figure.
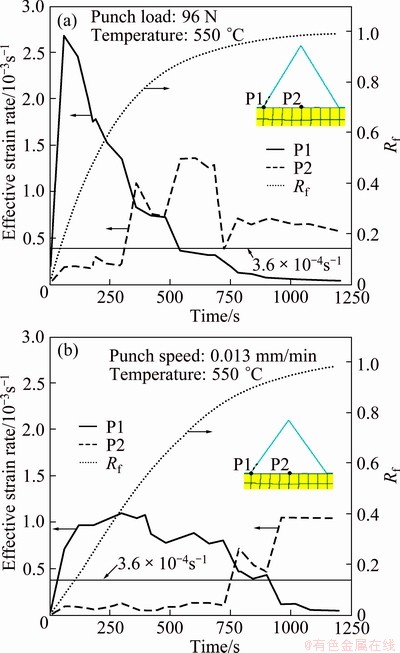
Fig. 4 Effective strain rate histories of two selected material points under constant punch load of 96 N (a) and constant punch speed of 0.013 mm/min (b)
As shown in Figs. 4 (a) and (b), the material points P1 and P2 show significantly different microforming behaviors under the given conditions. Under a constant punch load of 96 N, the deformation of the material point P1 becomes non-superplastic very quickly after the initiation of the microforming process as indicated by the rapid increase in the effective strain rate to the peak value, which is significantly higher than the critical strain rate. Past the initial peak, the effective strain rate of P1 shows a rapid decrease to the critical strain rate at about 550 s (Rf��0.85). Once the effective strain rate of P1 becomes lower than the critical value, it stays within the superplastic range throughout the rest of the microforming process.
For the material point P2 under a constant punch load, deformation of initially superplastic reaches up Rf��0.68 at about 300 s. The effective strain rate of P2 then show a rapid increase, and the deformation becomes non-superplastic through the end of the microforming process even though the effective strain rate after approximately 720 s (Rf��0.94) decreases again and comes quite close to the critical strain rate. The different effective strain rate histories of the material points P1 and P2 in Fig. 4(a) suggest that the deformation mechanism during the microforming process can be either superplastic or non-superplastic, depending on the location of the material point and the microformability index.
The effective strain rate histories under the constant punch speed of 0.013 mm/min in Fig. 4(b) confirm that the deformation mechanism of each material point depends strongly on the location of the material point and the microformability index. Also, the shapes of the effective strain rate histories of the material points P1 and P2 under the constant punch speed are quite different from those under the constant punch load. Under the given constant punch speed, the deformation of material point P1 becomes non-superplastic very quickly (similar to the case under the constant punch load in Fig. 4(a)) at the beginning of the microforming process as shown in Fig. 4(b). However, in contrast to the initial peak followed by the rapid decrease to the critical value as seen in the case of the constant punch load, the effective strain rate of P1 first shows a nearly constant value, much lower than the peak value in Fig. 4(a), later decreasing rapidly to just above the critical value at about 750 s (Rf��0.85). Once the effective strain rate of P1 reaches the superplastic range, it stays within the superplastic range throughout the rest of the microforming process. Interestingly, the transition of deformation mechanism to superplasticity for material point P1 at the edge of the groove occurred at a nearly constant microformability index Rf��0.85, regardless of the given forming conditions even though the timing for the transition is somewhat different.
For material point P2 under the constant punch speed, the deformation is initially superplastic. The effective strain rate of P2 then increases to the non-superplastic region at about 750 s (Rf��0.84) and remained in the non-superplastic region for the remainder of the microforming process, although the effective strain rate history shows a small valley at about 950 s (Rf��0.94). The transition of the effective strain rate of P2 to the non-superplastic region is significantly delayed under the constant punch speed in comparison with the transition under the constant punch load in terms of both forming time and the microformability index. As shown in the comparison of the results in Figs. 4(a) and (b), the microforming behavior of the material can be quite different depending on the given forming conditions and the chosen location of the material point even though the resulting maximum microformability indices are nearly the same.
4 Conclusions
1) Simulation results in general show good agreement with the previously reported experimental results.
2) The simulation result shows that, with increasing the forming temperature, the forming time can be significantly reduced while the maximum load is almost unchanged.
3) The effective strain rate histories of the chosen material points suggest that the transition from superplasticity to non-superplasticity (or the reverse) occurs during the microforming process, depending on the location of the material point and the microformability index.
4) The microforming behavior of a single material point can show significant differences, depending on the given forming conditions, even though the resulting maximum microformability index is nearly the same.
References
[1] GEIGER M,  S, ENGEL U. Mesoscopic model: Advanced simulation of microforming processes [J]. Prod Eng Res Devel, 2007, 1: 79-84.
S, ENGEL U. Mesoscopic model: Advanced simulation of microforming processes [J]. Prod Eng Res Devel, 2007, 1: 79-84.
[2] GEIGER M, KLEINER M, ECKSTEIN R, TIESLER N, ENGEL U. Microforming [J]. CIRP Annals-Manufacturing Technology, 2001, 50(2): 445-462.
[3] KALPAKJIAN S. Manufacturing engineering and technology [M]. 3rd ed. Massachusetts: Addison-Wesley Publishing Company, 1995.
[4] VERMA R, GHOSH A K, KIM S, KIM C. Grain refinement and superplasticity in 5083 Al [J]. Materials Science and Engineering A, 1995, 191(1-2): 143�C150.
[5] IWASAKI H, HIGASHI K, TANIMURA S, KOMATUBARA T, HAYAMI S. Superplastic deformation characteristics of 5083 aluminum alloy [C]// Proceedings of Superplasticity in Advanced Materials. Osaka: Japan Society for Research on Superplasticity, 1991: 447-452.
[6] HEIKKENEN H C, MCNELLEY T R. Superplastic forming [M]. Warrendale: TMS, PA, 1988.
[7] MAENG D Y, LEE J H, HONG S I. The effect of transition elements on the superplastic behavior of Al-Mg alloys [J]. Materials Science and Engineering A, 2003, 357: 188-195.
[8] PILLING J, RIDLEY N. Superplasticity in crystalline solids [M]. London: The Institute of Metals, 1989.
[9] CLEVELAND R M, GHOSH A K, BRADLEY J R. Comparison of superplastic behavior in two 5083 aluminum alloys [J]. Materials Science and Engineering A, 2003, 351: 228-236.
[10] KAIBYSHEV R, MUSIN F, LESUER D R, NIEH T G. Superplastic behavior of an Al-Mg alloy at elevated temperatures [J]. Materials Science and Engineering A, 2003, 342: 169-177.
[11] BAE D H, GHOSH A K. Cavity growth during superplastic flow in an Al-Mg alloy: I. Experimental study [J]. Acta Materialia, 2002, 50: 993-1009.
[12] BAE D H, GHOSH A K. Cavity growth in a superplastic Al-Mg alloy: II. An improved plasticity based model [J]. Acta Materialia, 2002, 50: 1011-1029.
[13] PATANKAR S N, JEN T M. Strain rate insensitive plasticity in aluminum alloy 5083 [J]. Scripta Materialia, 1998, 38(8): 1255-1261.
[14] NIEH T G, HSIUHG L M, WADSWORTH J, KAIBYSHEV R. High strain rate superplasticity in a continuously recrystallized Al-6%Mg-0.3%Sc alloy [J]. Acta Materialia, 1998, 46(8): 2789-2800.
[15] PARK K T, HWANG D Y, LEE Y K, KIM Y K, SHIN D H. High strain rate superplasticity of submicrometer grained 5083 Al alloy containing scandium fabricated by severe plastic deformation [J]. Materials Science and Engineering A, 2003, 341: 273-281.
[16] SON S C, KANG S G, PARK K Y, NA Y S, LEE J H. A study on the micro-formability of Al5083 superplastic alloy using micro-forging method [J]. Materials Science and Engineering A, 2007, 449-451: 338-342.
[17] KIM W J, YOO S J, KIM H K. Superplastic microforming of Mg-9Al-1Zn alloy with ultrafine-grained microstructure [J]. Scripta Materialia, 2008, 59: 599-602.
[18] KERR W R. Flow stress, strain rate, strain relationships in superplastic deformation [J]. Journal of Materials Science, 1980, 15: 3104-3108.
[19] IWASAKI H, MORI T, TAGATA T, HIGASHI K. Experimental evaluation for superplastic properties and analysis of its deformation mechanisms in commercial 5083 alloy [J]. Trans Jpn Soc Mech Eng, 1998, 64: 1390-1396.
[20] SAOTOME Y, ZHANG T, INOUE A. Microforming of MEMS parts with amorphous alloys [J]. Materials Research Society, 1999, 554: 385-390.
(Edited by LI Yan-hong)
Foundation item: Project supported by Development Program of Local Science Park by the ULSAN Metropolitan City and the MEST (Ministry of Education, Science and Technology); Project supported by Basic Science Research Program, the National Research Foundation of Korea (2011-0026072)
Corresponding author: Kyu-Yeol PARK; Tel: +82-52-2592862; E-mail: kypark@ulsan.ac.kr
DOI: 10.1016/S1003-6326(12)61781-6

