
Influence of earth gravity on reaction engineering of tubular reactor for high concentration tungsten ion-exchange
ZHAO Zhong-wei(����ΰ), XIAO Lu-ping(Ф¶Ƽ), GUO Chi-hao(�����), CHEN Xing-yu(������),
CHEN Ai-liang(�°���), HUO Guang-sheng(������), LI Hong-gui(����)
School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China
Received 19 January 2010; accepted 6 April 2010
Abstract: The influence of gravity on the reaction engineering of tubular reactor is studied by analyzing the residence time distribution curves. The results show that upflow-feeding mode is more beneficial compared with downflow-feeding mode, since the flow pattern of the fluid in the reactor is closer to plug flow. The result of dynamic experiment conducted in ion-exchange of tungsten metallurgy is as good as that in reaction engineering of ion-exchange column. Whether downflow-feeding or upflow-feeding mode is adopted, breakthrough time decreases when solution concentration increases. Upflow-feeding mode has longer breakthrough time and greater improvement in adsorption capacity especially with high WO3 concentration in ion-exchange.
Key words: reaction engineering; downflow-feeding mode; upflow-feeding mode; tungsten ion-exchange
1 Introduction
Tubular reactor is one of the most important reactors and extensively applied in metallurgical industry. Due to its good heat transfer property and high efficiency, the tubular reactor has been well used in alumina production. As well known, ion-exchange column is a typical vertical tubular reactor.
As far as tungsten metallurgy is concerned, current tungsten ion-exchange technique was invented by HU Zhaorui in 1970s. Strong basic anion resin is used to treat coarse sodium tungstate solution. Because WO42- ions show stronger affinity to the resin than other anions such as HAsO42-, HPO42-, SiO32-, a large amount of impurities can be removed during adsorption process. The loaded resin can be eluted with NH4Cl or mixture of NH4Cl and NH4OH. The elution solution is (NH4)2WO4, which can be used to prepare ammonium paratungstate(APT). Compared with classic methods[1-5], such as artificial scheelite method, ammonium-sodium double method, solvent extraction and alkalescence ion-exchange, this technology can simultaneously achieve both impurities removal and solution transformation. So ion-exchange technique has been widely applied in tungsten metallurgy in China due to its high selective adsorption and relative short technological process[6].
However, the classic ion-exchange technology can��t be used to treat sodium tungstate solution with high concentration. When the solution concentration of WO3 exceeds 25 g/L, it results in early breakthrough and remarkable decrease of operating exchange capacity of resin. The un-saturation of exchange zone and non-ideal flows, such as channeling, short circuit and back mixing, may cause some adverse effects. It is possible that these effects limit the application of high concentration ion-exchange in tungsten metallurgy. However, the leaching solution concentration (WO3) of tungsten ores is usually more than 200 g/L. In order to satisfy the demand of ion-exchange to solution concentration, the tungsten leaching solution must be diluted for about 10 times, which consumes huge amount of water and produces plenty of wastewater. The wastewater contains harmful elements including As and a small quantity of tungsten which causes 0.8% loss of tungsten recovery.
In order to change this situation, many researches[7-9] studied the ion-exchange process by developing new resin and optimizing operating conditions. However, little work was done in tungsten metallurgy with high concentration ion-exchange.
The objective of this research is to investigate the reaction engineering of ion-exchange column with different height to diameter ratios (H/D), flow rates, flow density and feed ways.
2 Methodology
2.1 Effect of gravity on fluid
Two ideal flow models, namely plug flow and mixed flow were used to study the flow behavior. For tubular reactor, plug flow model was specially emphasized. Plug flow model was one of the most fundamental flow models[10-11]. It was supposed that all the fluid particles moved from inlet to outlet at the same velocity, just like a plug was pulled forward orderly.
JAMES and Newall[12] applied a simple and typical example to describe earth gravity acting on the fluid. If a drop of ink was dropped into pure water, it fell and changed into a vortex ring. The vortex ring fluctuated and expanded during the falling process, and then formed more vortex rings like the precious one. It was because the density of ink was greater than pure water and the gravity of ink was larger than its floatage provided by pure water. Thus the large driving force easily resulted in non-ideal flows, and the process is illustrated in Fig.1.
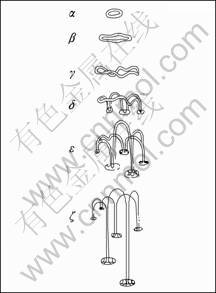
Fig.1 Illustration of drop of ink into pure water
2.2 Tanks-in-series model and residence time distribution
The tanks-in-series model considers the real reactor as a series of N (number of tanks-in-series model) equal sized ideal mixed tanks. From completely mixed flow (N=1) to plug flow (N����), the mixing degree could be covered by this model. In this research, the flow characteristics of downflow-feeding and upflow-feeding modes were evaluated using the responses to conductivity-based step inputs derived from tracer experiments. Cumulative residence time distribution curves (F(t) curves) were measured by injecting a concentrated sodium chloride (NaCl, 100 g/L) solution as step response at the inlet of the reactor and monitoring the response at its outlet with a conductivity probe. Data of F(t) curves were modeled by the tanks-in-series model and processed by derivation method to obtain residence time distribution (RTD) curves[13-14].
3 Reaction engineering of ion-exchange column
Based on the analysis of the gravity effect on fluid, a new-type feed way named upflow-feeding was designed as shown in Fig.2. Batch ion-exchange experiments were conducted to study the impacts of H/D value, flow rate and density on flow pattern with different feed ways.

Fig.2 Illustration of downflow- and upflow-feeding mode
3.1 Analysis based on F(t) curves
It can be seen from Figs.3 and 4 that upflow-feeding mode has a longer breakthrough time than the downflow-feeding mode at the same H/D value, flow rate and flow density, where C is the concentration of feeding solution, and C0 is the concentration of effluent. Fluid based on upflow-feeding mode could stay longer in ion-exchange column and the ion-exchange column has a higher conversion rate correspondingly.
3.2 Analysis based on tanks-in-series model
Based on the figures listed above, it can be found that upflow-feeding mode has higher reaction conversion but it is not clear how the H/D value, flow rate and flow density influence the flow pattern. The tanks-in-series model can be used to examine that further.
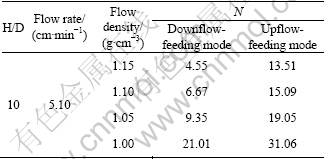
Table 1 lists the number of tanks-in-series model (N) of downflow- and upflow-feeding modes with different H/D value and flow rate. It can be inferred that whether downflow-feeding or upflow-feeding is adopted, N increases with increasing H/D value, indicating the flow pattern is closer to plug flow. With the same H/D value and flow rate, N of upflow-feeding mode is about one or more times that of downflow-feeding mode. It is because the density of the solution is higher than that of pure water and the gravity of solution is larger than its floatage provided by pure water. Hence, the gravity may influence the flow pattern especially in the downflow-feeding mode.
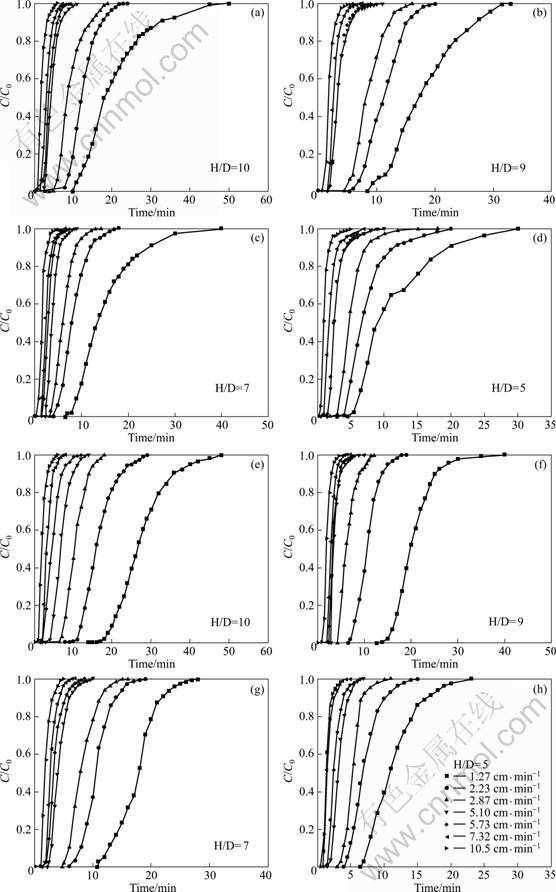
Fig.3 Effects of H/D value and flow rate on F(t) curves: (a-d) Downflow-feeding mode; (e-h) Upflow-feeding mode (Experimental conditions: resin type, 201��7Cl; diameter of ion-exchange column, 40 mm; NaCl, 100 g/L; temperature, 25 ��C)
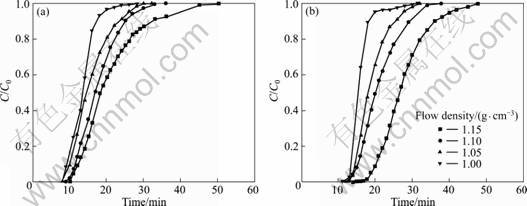
Fig.4 Effects of altering flow density on F(t) curves: (a) Downflow-feeding mode; (b) Upflow-feeding mode(Experimental conditions: resin type, 201��7Cl; diameter of ion-exchange column, 40 mm; H/D, 10; flow rate, 5.10 cm/min; temperature, 25 ��C)
Table 1 Number of tanks-in-series model with different H/D value, flow rate and feed way
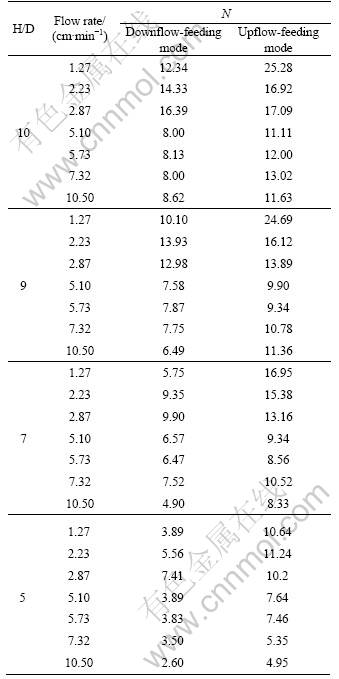
However, the effect of upflow-feeding mode is weakened with increasing flow rate. With H/D values of 10 and 5 in downflow-feeding mode, the height of ion-exchange column with H/D value of 10 is two times that of ion-exchange column with H/D value of 5. When the flow rate is 1.27 cm/min, the ratio of N is 3.17, which indicates that the production efficiency of ion-exchange can be improved with increasing H/D. However, when the flow rate is up to 2.87 cm/min, the ratio of N for the two mentioned above becomes 2.2.
Table 2 demonstrates the change of N with different flow density. With the same flow density, the flow pattern of fluid for upflow-feeding is closer to plug flow, which can provide theoretical basis for counter-feeding in ion-exchange of tungsten metallurgy.
Table 2 Number of tanks-in-series with different flow density and feed way
However, with increasing flow density, non-ideal flows are enhanced in both downflow-feeding and upflow-feeding modes. For downflow-feeding mode, the influence of gravity increases with increasing flow density; as for the upflow-feeding mode, when the flow density increases, N decreases dramatically, which suggests that the non-ideal flows are enhanced. It may be the viscous force between the solution and the reactor wall influences the flow pattern[15-16]. For the same solution, the higher the flow density is, the higher the solution viscosity is, and then the high viscosity leads great viscous force. Hence, the solution in the middle centered ion-exchange column moves upward at a relatively high rate, which may easily cause non-ideal flows. So the non-ideal flows are enhanced with increasing flow density.
3.3 Analysis based on residence time distribution (RTD)
The influence of the feed way on the flow pattern with variation of H/D value, flow rate and flow density is shown in Tables 1 and 2. It is still unknown that whether there is dead zone, short circuit, channeling or internal circulation in reactors, so corresponding measures to eliminate those phenomena are not proposed yet. According to Ref.[10], RTD measurement is vital to understand the performance of the fluid and RTD curves can be used to infer fluid behavior within such reactors.
The RTD curves E(t) of both downflow-feeding and upflow-feeding mode are shown in Fig.5 with four different H/D values of 10, 9, 7 and 5. Figs.5(a)-(d) show that, in downflow-feeding mode, the growth of flow rate at a given H/D value makes the RTD curves smoother and their peaks higher, at the same time, the peaks move left and the mean resistance time decreases. Similarly, the RTD curves for upflow-feeding mode move left with increasing flow rate (see Figs.5(e)-(h)). The results also suggest that downflow-feeding RTD curves are broader than upflow-feeding RTD curves at a given H/D value and flow rate. Peaks in upflow-feeding RTD curves (see Figs.5(e)-(h)) are higher than those in downflow-feeding RTD curves (see Figs.5(a)-(d)).
Secondary peaks in downflow-feeding RTD curves (see Figs.5(a)-(d)) become noticeable at high H/D value or low flow rate and these curves almost display clearly tailing phenomena. Non-ideal flows cause the change of flow pattern due to the following reasons: 1) some low peaks located in front of the highest peak may be induced by channeling or parallel channeling while other low peaks in the later may be induced by the slow internal circulation; 2) intensive internal circulation may provoke several peaks; 3) dead zone in reactor may cause tailing in RTD curves. However, in upflow-feeding RTD curves (see Figs.5 (e)-(h)), there are no significant low peaks or tailing phenomena except at low flow rate.
In conclusion, Figs.5(a)-(h) illustrate that no matter how the H/D value and flow rate change, there are non-ideal flows such as channeling, dead zone and internal circulation in downflow-feeding mode, while there are hardly any non-ideal flows in upflow-feeding mode.
RTD curves with changing flow density for downflow-feeding and upflow-feeding modes respectively are shown in Figs.6(a)-(b). The RTD curves shown in Fig.6(a) suggest that at the flow density of 1.15 g/cm3, there are channeling, dead zone, internal circulation and so on; there are channeling and dead zone at flow density of 1.10 and 1.05 g/cm3; there are only dead zone at flow density of 1.00 g/cm3. It can be concluded that non-ideal flows disappear gradually with decreasing flow density. The curves in Fig.6(b) show that there are hardly non-ideal flows except dead zone at high flow density which disappears with decreasing flow density. The analysis for Fig.6 can further demonstrate that the upflow-feeding mode is superior to the downflow-feeding mode.
4 Application in tungsten metallurgy
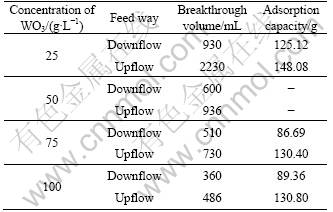
As mentioned above, no matter downflow-feeding or upflow-feeding is adopted, the flow pattern of fluid in ion-exchange column is closer to plug flow with larger H/D value and lower flow density, while the flow pattern becomes complicated with flow rate variation. Breakthrough time of downflow-feeding mode is shorter than that of upflow-feeding mode, so the reaction conversion ratio of the latter is much higher than that of the former. A dynamic experiment was conducted in ion-exchange of tungsten metallurgy based on the above analysis. The variation of the effluent concentration for downflow-feeding and upflow-feeding modes with changing flow concentration is illustrated in Fig.7. For the same solution, the change of concentration can be regarded as the change of density. So the results concerning alternative flow density which influences the flow pattern can be used in concentration variation experiments as well. The concentration of WO3 in Na2WO4 solution, breakthrough volume and adsorption capacity of these experiments are presented in Table 3.
It is observed from Fig.7 and Table 3 that the upflow-feeding mode has longer breakthrough time and great improvement in adsorption capacity especially in ion-exchange with high WO3 concentration, which is in accordance with the reactor engineering in ion-exchange column studied in Section 3.
The H/D value of the ion-exchange column in the experiments is 100, and the plug flow is theoretically Na2WO4 solution which is strongly affected by the resin particle size, the filled condition of resin and the ditches existed in the column. For downflow-feeding mode, at high concentration and low flow rate, the concentration of upper layer solution is higher than that of lower layer. Due to the influence of gravity, upper layer solution with high concentration is easily centralized at ditches with small resistance. Thus, channeling is generated, which makes the corresponding resin adsorb less tungsten and seriously influence the adsorption capacity. This can explain the effluent tungsten is intermittent, similarly in elution. As for upflow-feeding mode, the concentration of the upper solution is lower and there is no channeling under gravitational effect, thus the resin can adsorb more tungsten. When the flow rate is higher than the ion diffusion rate, some WO42- ions move to the outlet directly, leading to early breakthrough either in downflow-feeding mode or upflow-feeding mode.
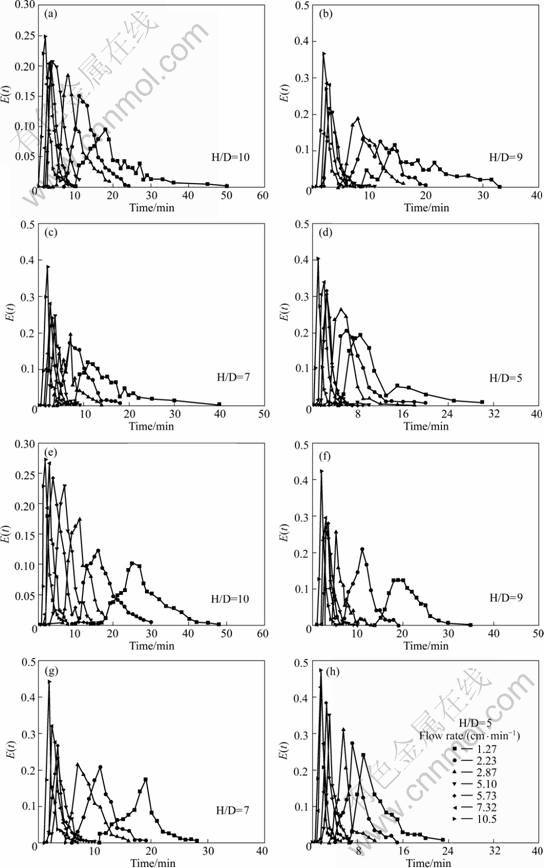
Fig.5 Effect of H/D value and flow rate on RTD of feeding mode: (a-d) Downflow-feeding mode; (e-h) Upflow-feeding mode (Experimental conditions: resin type, 201��7Cl; diameter of ion-exchange column, 40 mm; NaCl, 100 g/L; temperature, 25 ��C)
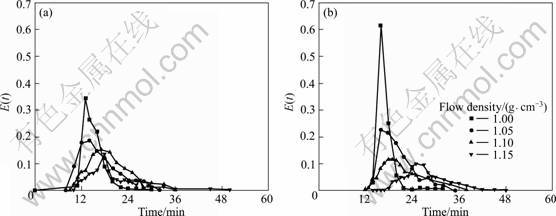
Fig.6 Effect of flow density on RTD of feeding mode: (a) Downflow-feeding mode; (b) Upflow-feeding mode (Experimental conditions: resin type, 201��7Cl; diameter of ion-exchange column, 40 mm; H/D, 10; flow rate, 5.10 cm/min; temperature, 25 ��C)
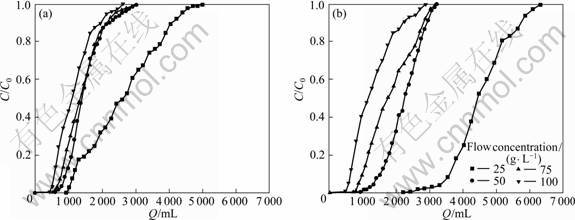
Fig.7 Effect of flow density on breakthrough curve of feeding mode: (a) Downflow-feeding mode; (b) Upflow feeding-mode (Experimental conditions: resin type, 201��7Cl; diameter of ion-exchange column, 20 mm; H/D, 100; flow rate, 5.10 cm/min; temperature, 25 ��C)
Table 3 Related data for tungsten ion-exchange
5 Conclusions
1) The breakthrough time of downflow-feeding mode is shorter than that of upflow-feeding mode and hence the reaction conversion ratio of the latter is higher than that of the former. No matter whether downflow-feeding or upflow-feeding mode is adopted, the flow pattern of the fluid in ion-exchange column is closer to plug flow with larger H/D value and lower flow density, while it becomes complicated with flow rate variation.
2) The fluid presents much more non-ideal flows such as channeling, circulation, dead zone in downflow-feeding mode compared with in upflow- feeding mode.
3) The result obtained from dynamic experiment conducted in ion-exchange of tungsten metallurgy agrees well with that in reaction engineering of ion-exchange column. When the solution concentration increases, the breakthrough time decreases in the both modes. Comparing with the downflow-feeding mode, upflow-feeding mode has longer breakthrough time and greater improvement in adsorption capacity especially with high WO3 concentration in ion-exchange.
References
[1] LI Hong-gui. Rare metal metallurgy [M]. Beijing: Metallurgical Industry Press, 1990: 61-66. (in Chinese)
[2] CUI Jia-na. Development and comparison of tungsten smelting technology [J]. Rare Metals and Cemented Carbides, 2004, 32(4): 51-55. (in Chinese)
[3] FU Cai-ping, YANG Li-qun, JIANG Wen-wei. Discussion on tungsten recovery rate in production of APT by extraction technique of tungsten smelting [J]. China Tungsten Industry, 2005, 20(3): 37-38, 47. (in Chinese)
[4] ZHANG Zi-yan, JIAN Chun-lin. Application of solvent extraction in tungsten hydrometallurgy [J]. Hydrometallurgy of China, 2006, 25(1): 1-9. (in Chinese)
[5] ZHANG Gui-qing, GUAN Wen-juan, ZHANG Qi-xiu, XIAO Lian-sheng, LI Qing-gang, CAO Zuo-ying. Continuous-running experiment for direct solvent extraction of tungsten from autoclave-soda leaching liquor of scheelite[J]. China Tungsten Industry, 2009, 24(5): 49-52. (in Chinese)
[6] LI Hong-gui, ZHAO Zhong-wei, HUO Guang-sheng, CHEN Ai-liang. On China��s major achievements in tungsten hydrometallurgy [J]. China Tungsten Industry, 2009, 24(5): 45-48. (in Chinese)
[7] Kholmogorov A G, Kononova O N, Kachin S V. Ion exchange hydrometallurgy of tungsten using anion exchangers with long-chained cross-linking agents[J]. Hydrometallurgy, 1999, 53: 177-187.
[8] XU Ying-chun, JIANG Ping. Study on improving exchange capacity of 201��7 resin [J]. China Tungsten Industry, 2000, 15(3): 36-37. (in Chinese)
[9] LI Hong-gui, LI Bo, ZHAO Zhong-wei. Development of new ion-exchange process in tungsten metallurgy [J]. Rare Metals and Cemented Carbides, 2007, 35(1): 1-4. (in Chinese)
[10] Plugatyr A, Svishchev I M. Residence time distribution measurements and flow modeling in a supercritical water oxidation reactor: Aplication of transfer function concept [J]. The Journal of Supercritical Fluids, 2008, 44(1): 31-39.
[11] XIAO Xing-guo, XIE Yun-guo. Foundation of metallurgical reaction engineering [M]. Beijing: Metallurgical Industry Press, 1997: 72-74. (in Chinese)
[12] THOMPSON D W. On growth and form [M]. YUAN Li-qin transl. Shanghai: Shanghai Science & Technology Press, 2003: 80-83. (in Chinese)
[13] QU Ying, Liu Jin. Introduction of metallurgical reaction engineering [M]. Beijing: Metallurgical Industry Press, 1987: 50-52. (in Chinese)
[14] Behin J, Aghajari M. Influence of water level on oil�Cwater separation by residence time distribution curves investigations [J]. Separation and Purification Technology, 2008, 64(1): 48-55.
[15] Welty C, Gelhar L W. Stochastic analysis of the effects of fluid density and viscosity variability on macrodispersion in heterogeneous porous media [J]. Water Resources Research, 1991, 27(8): 2061-2075.
[16] Kretz V, Berest P, Hulin J P, Salin D. An experimental study of the effects of density and viscosity contrasts on macrodispersion in porous media [J]. Water Resources Research, 2003, 39(2): 1032-1055.
(Edited by FANG Jing-hua)
Foundation item: Project(2006AA06Z122) supported by the National High-tech Research and Development of China
Corresponding author: ZHAO Zhong-wei; Tel: +86-731-88830476; Fax: +86-731-88830477; E-mail: zhaozw@mail.csu.edu.cn
DOI: 10.1016/S1003-6326(10)60658-9

